


Servizio di supporto, professionale, incentrato sul cliente
Mettiti in contatto con Lecreator Company
Dai prototipi alla produzione su vasta scala, abbiamo coperto.


La stampaggio su ordinazione del metallo trasforma lamiera e bobina in parti finite e ripetibili impressionandole tra un set di utensili e matrici “ e i team che si riforniscono di staffe contatti, scudi o scudi in volume, di solito è la parte più economica che produci. ”Di solito sta facendo un po' di sollevamento di carichi pesanti in quella frase La stampa ama il volume e odia la complessità, il che può facilmente portare a un giudizio errato nella fase di quotazione Qui imparerai i dettagli del processo, le strategie comuni di utensili e matrici, i fattori che influenzano i costi di attrezzaggio, le migliori pratiche per la progettazione delle parti nello stampaggio e il punto esatto in cui lo stampaggio supera le prestazioni della lavorazione CNC.
| Spessore tipico del materiale | 0,005 mm 0,05 0,250 (0,13 6,4 mm) |
| Tolleranza standard | ±0,005 pollici (±0,13 mm) |
| Tolleranza stretta/ultra-precisione | ±0,001 pollici fino a ±0,0005 pollici con utensili in metallo duro |
| Materiali comuni | Acciaio a basso tenore di carbonio, inossidabile 304/316, alluminio, rame, ottone |
| Velocità di pressione | 20 (formatura) 100 SPM fino a 1.500 SPM (alta velocità) |
| Costo progressivo personalizzato dello stampo | da ~$5.000 (semplice) a $200.000+ (complesso) |
| Volume conveniente | Generalmente decine di migliaia di parti/anno e oltre |

La stampaggio dei metalli è un processo di formatura a freddo in cui la lamiera o la bobina metallica vengono alimentate in una pressa per stampaggio dove un utensile e una matrice lo premono nella forma desiderata. “Custom” è l'opposto del catalogo-la tua matrice è prodotta per la tua parte La forza è fornita dalla pressa; la forma è creata dalla matrice.
Con poche eccezioni, la stampa viene eseguita a temperatura ambiente, rendendola un processo di formatura a freddo, un punto rinforzato da Materiale didattico in lamiera dell'Università della Florida (la stampa a caldo si applica solo ai materiali che necessitano di maggiore formabilità).
La timbratura è una disciplina a sé stante perché può risultare esattamente la stessa parte ogni singola volta, ad alta velocità.
Una matrice deve essere progettata e provata con precisione - o il processo non può replicarla in modo affidabile Nella stampaggio dei metalli, la matrice è progettata con precisione per limitare il metallo in modo sufficiente che la variazione sia dovuta al lotto di materiale, non agli operatori di processo Il vantaggio principale della stampa per i team di ingegneri: modifica i costi di manodopera ripetuti nel tuo investimento iniziale di attrezzature.
Il costo iniziale per creare un dado correttamente funzionante verrà distribuito nel corso della produzione.
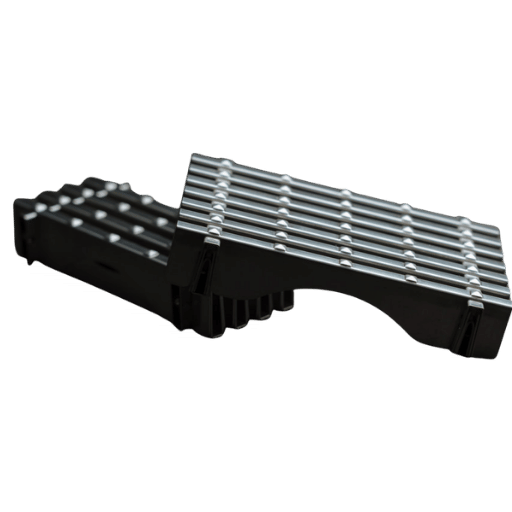
Le parti stampate costituiscono i componenti metallici essenziali di molti prodotti, dalle staffe automobilistiche e i contenitori delle batterie ai connettori elettrici, ai pannelli degli elettrodomestici e al telaio, all'hardware HVAC e agli apparecchi di illuminazione.
Se un prodotto necessita di una parte metallica bidimensionale o leggermente formata in grandi quantità, lo stampaggio può essere un ottimo adattamento. Le parti complesse, o anche le parti moderatamente tridimensionali con molte caratteristiche interne, sono generalmente gestite meglio con la lavorazione o la fusione.
Lo stampaggio scambia i costi ricorrenti della manodopera per un investimento iniziale in attrezzature Tuttavia, questo compromesso funziona solo quando i costi degli utensili sono ammortizzati su molte parti Ecco perché tutte le decisioni di stampaggio scendono a volume.
I singoli processi di stampaggio di solito non fanno tutto il lavoro richiesto per formare una parte completa La tua matrice è progettata per eseguire una sequenza di passaggi sul pezzo metallico per ottenere la geometria desiderata.
Familiarizzare con questi passaggi ti consentirà di comprendere e valutare un preventivo, identificando eventuali funzionalità costose che potrebbero guidare il processo di attrezzaggio Sotto il definizione di stampaggio dei metalli, i tipi di operazioni comuni includono:
Sia la tranciatura che la perforazione si basano sul taglio: il metallo è tagliato tra due sezioni di bypass dell'acciaio per utensili separate da un piccolo spazio specifico del materiale.
Piegatura, trafilatura e goffratura si basano invece sulla deformazione plastica controllata, il metallo non viene rimodellato, quella distinzione conta perché le operazioni di taglio lasciano un bordo della bava e un bordo pulito, mentre le operazioni di formatura introducono ritorno elastico e sollecitazione interna. Qui si applica una lezione pratica da parte dei costruttori di matrici: quando si perfora una caratteristica a cupola o formata, il bordo tranciato dovrebbe essere rivolto verso il basso quando il punzone entra, oppure la caratteristica può rompersi.
Sequenziare correttamente le operazioni è metà del mestiere di progettazione di stampi.
“Come si muoverà la mia parte attraverso il dado?” è una domanda separata da “di quali operazioni ha bisogno?” Quattro metodi di produzione rispondono, e quello giusto dipende dalla geometria, dalle dimensioni e dal volume annuale della tua parte Questa è una delle scelte più consequenziali in un programma di stampaggio, perché è bloccato una volta costruito il dado.
| Metodo | Profilo della parte migliore | Punto debole del volume | Costo relativo dell'attrezzatura |
|---|---|---|---|
| Morio progressivo | Parti piatte o poco profonde da piccole a medie, molte caratteristiche | Alto valore da migliaia a milioni/anno | Alto (uno stampo multistazione) |
| Trasferire die | Parti più grandi o parti che necessitano di funzionalità su più piani | Volume medio-alto | Alto (set di matrici + sistema di trasferimento) |
| Fourslide/multi-slide | Parti piccole e intricate piegate su più assi (clip, molle) | Volume medio-alto | Moderato; attrezzeria flessibile |
| Disegno profondo | Parti con coppe di profondità significativa, gusci, recinti | Volume medio-alto | Alta; attrezzatura per il disegno a più fasi |
In uno stampo progressivo, la bobina avanza di una stazione alla volta e in ogni stazione avviene un funzionamento diverso; la parte finita viene tagliata libera nell'ultima stazione mentre la striscia trasporta il lavoro. È il percorso più economico per parti complesse in scala, motivo esatto per cui domina il lavoro ad alto volume. L'approccio stazione per stazione è documentato negli utensili brevetti come US 7.055.353 per stampi progressivi automobilistici.
Una matrice di trasferimento separa presto la parte dalla striscia e la sposta meccanicamente tra le stazioni, il che si adatta alle parti più grandi La diapositiva fourslide modella una parte da diverse direzioni contemporaneamente ed è ideale per componenti piccoli e multi-piega La trafilatura profonda allunga il metallo attraverso uno o più stadi di trafilatura per creare profondità La domanda da porre qui è come la profondità di trafilatura confronta il diametro della parte, perché le cavità profonde potrebbero richiedere diversi stadi di trafilatura progressiva.
Quando le persone chiedono i tipi “four,” di solito intendono questi quattro metodi di produzione (progressivo), trasferimento, quattro operazioni di imbutitura profonda (deep draw) piuttosto che le operazioni di taglio e formatura trattate sopra Tenere i due separati quando si scrive una richiesta di preventivo: indicare le operazioni di cui la parte ha bisogno (indica al produttore di utensili quali caratteristiche costruire) e lasciare che il fornitore raccomandi il metodo (dipende dalla sua formazione di stampa e dal suo volume).
Specificare il metodo da soli può escludere un fornitore le cui attrezzature ti sarebbero effettivamente più utili.
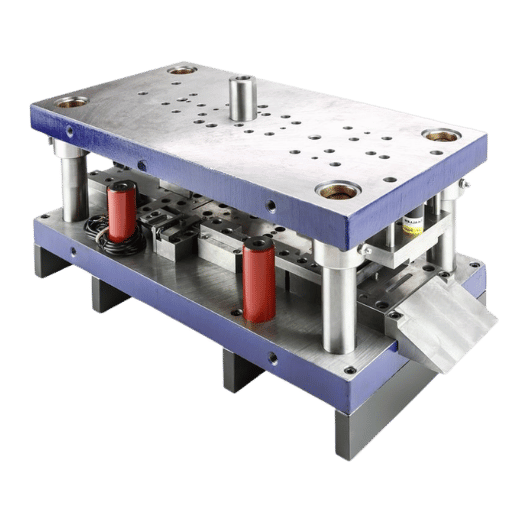
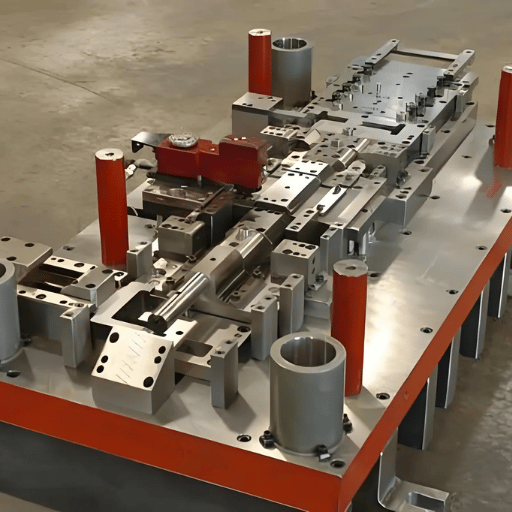
L'attrezzatura è dove si trova il denaro Una matrice di stampaggio è uno strumento unico e di alta precisione che taglia e forma un pezzo di lamiera su un profilo definito Le porzioni di taglio e formatura di una matrice sono realizzate in acciaio per utensili temprato o carburo su supporti di piastre di matrice, scarpe, perni di guida, perni di estrazione e molle, come illustrato in The Fabricator's Die Basics serie di articoli. Costruire un tale strumento è la definizione di lavoro di progettazione iterativo, e i produttori di utensili riferiscono di sintonizzare l'altezza della cupola e le dimensioni dei fori utilizzando utensili morbidi e una pressa a mosca prima di realizzare la matrice indurita Gli inserti di taglio e formatura sono normalmente realizzati come parti di ricambio in modo che un guasto locale richieda la sostituzione solo degli inserti e non dell'intero stampo. Confermandolo con il tuo fornitore è fondamentale perché determina i costi di manutenzione degli utensili.
Le parti personalizzate di piccole e medie dimensioni richiedono comunemente una matrice progressiva che può variare da $5.000 per grezzi semplici a $200.000+ per più stazioni e le parti di medie dimensioni di precisione spesso cadono intorno a $15.000-$30.000. Il costo totale è diviso in tre categorie approssimative: materiale (circa 20-40% del costo), fabbricazione e complessità (30-50%) e qualificazione Ogni caratteristica della tua parte ha bisogno di una stazione di stampaggio per formarla, quindi più caratteristiche, più lavorazioni.
Questa gamma $5,000-$200,000 rappresenta ciò che costa una parte personalizzata La stampa di enormi parti di carrozzeria automobilistica per l'aspetto di Classe A è su un altro livello La creazione di una linea di matrice completa (disegno, assetto, flangia e perforazione) per formare un singolo pannello in genere si aggiunge a una linea di matrice completa e multi-operazione di $500,000-$1,000,000, e che il costo aumenta notevolmente per gli strumenti di grandi dimensioni, volume di produzione Qualsiasi parte molto grande o profondamente disegnata dovrebbe essere trattata come un progetto di capitale.
Ecco il punto chiave: l'attrezzatura è un costo irrecuperabile che devi pagare prima che esista la prima parte vendibile. Pertanto, la questione del volume (discussa di seguito) non è un componente aggiuntivo da considerare in seguito, ma parte integrante del processo che determina se il dado si ripagherà mai.
Il metallo scelto per una parte stampata stabilisce un limite superiore a ciò che la matrice può ottenere e come Dati di progettazione della lamiera dell'Università della Florida mostra, la formabilità varia bruscamente in base alla lega e al temperamento Troppo duro e il tuo utensile è fragile; troppo morbido e non manterrà una caratteristica formata nella forma La tua scelta dovrebbe essere basata sui requisiti di formabilità, resistenza, resistenza alla corrosione e costo del materiale.
| Materiale | Formabilità | Costo relativo | Uso tipico |
|---|---|---|---|
| Acciaio a basso tenore di carbonio (0,0550,3%) | Alto – un allungamento sopra 40% | Più basso | Staffe, telaio, parti strutturali |
| Inossidabile 304/316 | Buono; si indurisce durante la formatura | Alto | Parti mediche, alimentari, esposte alla corrosione |
| Alluminio (1100, 5052) | Buono; ottimo disegno profondo con 1100 | Medio | Pannelli leggeri, custodie, parti di veicoli elettrici |
| Rame | Facilmente formabile; incrude | Alto | Contatti elettrici, conduttori |
| Ottone 260 (cartuccia 70/30) | Buona disegnabilità; bassa forza di formatura | Alto | Terminali, contatti profondi |
| Ottone rosso (85/15) | Buona disegnabilità; resistente alla corrosione | Alto | Ferramenta decorativa, raccordi idraulici |
| Rame berillio (C17200) | Buono; elevata resistenza alla fatica dopo l'indurimento per invecchiamento | Molto alta | Molle, contatti interruttori, connettori |
| Acciaio molla (1074/1095) | Limitato (formato morbido), quindi trattato termicamente | Medio | Clip, fermi, molle piatte |
| Acciaio HSLA/AHSS | Moderato, trampolino più alto rispetto all'acciaio dolce | Basso | Parti strutturali ed EV automotive del corpo |
| Acciaio zincato | Il rivestimento ad alto contenuto di zinco può sfaldarsi a tenuta | Basso | Staffe e pannelli esposti alla corrosione |
Ci sono due importanti ramificazioni a questo: 1. sia l'ottone che la ricottura di acciai a basso tenore di carbonio stampano in modo relativamente semplice, con conseguente possibilità di utilizzare presse e utensili di stampaggio più piccoli che dureranno generalmente più a lungo di quelli necessari per l'acciaio inossidabile: una componente sottile ma significativa del costo dell'utensile. 2. i metalli per la tempra, come ottone e acciaio inossidabile, aumentano la durezza con la deformazione. Sebbene questa caratteristica sia utile se stai cercando di creare un punto di contatto finito e automolleggiante, è più problematico per una parte che richiede più curve severe. Selezionare il metallo e il temperamento per la curvatura più grave sulla parte non più delicata.

La maggior parte dei superamenti dei costi basati sulla progettazione relativi agli utensili potrebbero essere evitati. Se il disegno ingegneristico della parte non considera la realtà dello stampaggio del materiale, i produttori di utensili tracceranno la stima per la sicurezza o costruiranno uno strumento che combatte le leggi della fisica. I tre maggiori colpevoli che causano questi superamenti sono menzionati di seguito.
Tolleranze Le tolleranze delle parti stampate generalmente iniziano intorno a ± 0,005 pollici. (± 0,13 mm); la qualità commerciale su una staffa semplice può essere ± 0,010-0,015 pollici. e i componenti ad altissima precisione potrebbero essere ± 0,001 pollici e meno con l'attrezzatura in metallo duro adeguata. Un errore che vediamo spesso è avere troppi punti di contatto per la tolleranza che vedremmo ad esempio dal nostro software CAD predefinito. Ogni tolleranza più stretta porterà ad un aumento dei costi di utensileria e ad un maggiore scarto ed è solo da implementare su funzionalità che toccano, funzionano o si accoppiano insieme. Il resto può rimanere a tolleranza commerciale.
Raggio di curvatura e perché “la regola del pollice” è sbagliata Spesso si pensa che il raggio di curvatura minimo su una parte sia lo spessore del materiale (1T) e questo è sempre accettabile Non è sempre accettabile Raggio di curvatura minimo dipende fortemente dal tipo di materiale, tempera e direzione I materiali ricotti morbidi generalmente si piegano vicino a 1T, ma l'alluminio duro e l'acciaio inossidabile austenitico duro richiedono minimi fino a sei volte quello (6T), come evidenziato da Informazioni sulla progettazione della lamiera dell'Università della Florida. La piegabilità è anche fortemente influenzata dalla direzione di rotolamento ("rolling direction") Una parte piegata ad angolo retto rispetto alla direzione di rotolamento si comporta molto meglio e necessita di un raggio molto inferiore rispetto a quello piegato parallelamente ad essa Generalmente, per il materiale formabile e ricotto, iniziare da 1-1,5T per il raggio di curvatura minimo e verificare il numero esatto per il materiale specifico in lavorazione.
“La precisione non è solo una “” per l'ispezione della prima parte Uno stampo è in costante stato di usura e mentre ti muovi attraverso il lotto di produzione, le dimensioni del pezzo andranno lentamente alla deriva al di fuori delle tolleranze. In molti casi, una parte potrebbe passare a 20.000 pezzi e non passare a 80.000 pezzi.”
Assicurarsi che tutti i fori e le fessure siano distanti almeno 1,5 T da qualsiasi bordo o curva Troppo vicini e il foro si distorce quando si forma; troppo vicino a un bordo e si strappa nel processo di stampaggio. Effettuare le regolazioni adeguate per tenere conto degli angoli di ritorno elastico su curva, e allineare le curve critiche perpendicolari alla direzione di rotolamento del foglio. Generalmente formano molto più pulito Queste sono tre regole fondamentali di stampaggio che impediscono la stragrande maggioranza delle crepe, dei pezzi distorti e dei cambiamenti delle dimensioni delle parti.
Qual è l'errore più costoso quando timbri una parte? odierai questa risposta, ma in molti casi la risposta non è nessuna delle precedenti, ma semplicemente la decisione di inviare la tua parte per quotare/produrre senza coinvolgere il tuo partner di stampaggio Incontriamo regolarmente ingegneri che ci inviano stampe per preventivi “blind.” Quando iniziamo a disporre la parte per la progettazione dello stampo, spesso vediamo una geometria che causerà problemi nel processo di stampaggio; caratteristiche che potrebbero essere riprogettate in modo economico sulla carta per facilitare lo stampaggio o evitare costose funzionalità di attrezzaggio. Quella finestra si chiude non appena riceviamo la tua stampa.
C'è solo una domanda di processo che ti deve essere posta: è stampato o è lavorato? Questa è la risposta classica, il compromesso dipende interamente dai tuoi volumi; e come li impili su due curve separate, è semplice vedere dove si incontrano.
Entra nel Volume Crossover Point (VCP) Probabilmente potremmo pensare a dozzine di altri modi per chiamarlo, ma la premessa di base è che è il volume specifico di parti prodotte all'anno in cui il costo unitario della parte derivante dallo stampaggio scende al di sotto del costo per parte se fosse fresato a CNC, nonostante il costo dell'utensileria Vogliamo che la nostra parte costi pochi centesimi, quindi il VCP inferiore, il migliore soprattutto da sotto quella soglia, la fresatura a CNC vincerà ogni volta (perché manca di costi di utensileria). La regola generale del pollice nel settore colloca che si incrociano proprio da qualche parte all'interno dell'intervallo di decine di migliaia di“ di pezzi all'anno. Qui prenderemo un po” di libertà e suggeriamo che “ decine di migliaia” non è abbastanza preciso. Per una lavatrice piatta, potrebbe essere più vicina a mille pezzi. Per una parte formata molto complessa e multi-benda, potrebbe essere nell'ordine di decine di migliaia.
“In molti casi, la stampaggio a stampo progressivo riduce il prezzo del pezzo aumentando i costi iniziali degli utensili. Invece di chiedere a “is è più economico,” chiede a “a quale volume otteniamo il rendimento maggiore con progressivo?”
Un ordine logico con una domanda incerta: una produzione a breve termine tramite lavorazione CNC o una matrice per utensili personalizzata, seguita dalla transizione agli utensili a matrice progressiva una volta che i volumi aumentano abbastanza da giustificare l'uso della matrice Tuttavia, se la geometria libera e richiede la lavorazione CNC per ciò che è importante la funzionalità della tua parte richiede Lavorazione CNC è intrinsecamente adatto per progetti tridimensionali da bassi a medi e complessi.
“Quanto farà questa parte Cos” è impossibile rispondere in un modo ma è facile spiegare come arriviamo lì. Ogni prezzo è costruito da 4 variabili (o “levers” come I Cost“ chiamandolo per semplicità ”4-Lever Stamped-Part Cost Model):
Coinvolge tutte e quattro le leve contemporaneamente: ammortizza gli utensili, sfrutta i costi dei materiali di base e incoraggia configurazioni più rapide.
Stampigliare “profittable” o un buon valore? diventa entrambi una volta che il volume annuale è abbastanza grande da distribuire il costo del dado Uno stampo progressivo $30.000 aggiunge $3.00 a ciascuna delle 10.000 parti, ma solo $0.30 a ciascuna delle 10.000 (il dado) non cambia, la matematica lo fa. Ecco perché un preventivo di stampaggio si apre sempre con una domanda sul volume annuale del tuo progetto prima che possa nominare un prezzo del pezzo.
Il tempo di consegna cade in due orologi La costruzione e il provino di die di solito richiedono settimane per mesi, a seconda della complessità (ROUGH) e questo orologio è in esecuzione tardiva Ufficio statunitense di statistica del lavoro i dati mostrano la contrazione del commercio di utensili e matrici (vedere la sezione outlook) I cicli di produzione, dopo che un dado è stato convalidato, sono rapidi; è possibile ottenere decine di migliaia di parti da una pressa di stampaggio rapida in un turno.
Preparate il vostro programma in base all'orologio associato agli utensili, non alla produzione, e preparatevi e stanziate fondi per una revisione del primo articolo e l'invio PPAP prima del lancio completo della produzione.
Due fornitori qualsiasi potrebbero citare la stessa parte e comunque fornire programmi estremamente divergenti. Sebbene la capacità di eseguire, la tolleranza accettabile, il prezzo siano i parametri principali. Non è sufficiente. Utilizziamo una valutazione strutturata.
Ecco la scorecard del fornitore di stampaggio a 7 punti:
Occorre sottolineare due punti in particolare. Innanzitutto, per l'acquirente automobilistico, IATF 16949 la certificazione si aggiunge agli standard di qualità di base di un fornitore per lo stampaggio dei metalli con requisiti di qualità automobilistica come APQP, PPAP, FMEA, MSA e SPC. PPAP è spesso il documento contrattuale richiesto che conferma che una parte soddisfa le specifiche di progettazione e produzione a velocità di volume. In secondo luogo, desideri un fornitore rispettabile le cui presse vengono utilizzate in base a OSHA 29 CFR 1910.217’Le normative di 'per quanto riguarda i dispositivi sicuri del punto di funzionamento, i controlli di impostazione dello stampo e le procedure operative sicure ', questi sono un segnale implicito di un negozio ben gestito Infine per parti complesse e tridimensionali che vanno oltre lo scopo dei tipici stampatori, indagare e richiedere citazioni parallele da un servizio di lavorazione CNC di precisione allo stesso tempo richiedi i tuoi preventivi di timbratura.

Tre turni devono guidare qualsiasi decisione di approvvigionamento di stampaggio presa per i programmi 2026.
La domanda globale di stampaggio di metalli sta crescendo di circa il 4,4% su base annua, passando da circa $254 miliardi nel 2025 a $265 miliardi nel 2026, con il settore automobilistico che guida la crescita sulla scia della crescente domanda di custodie per batterie e componenti della struttura corporea per la produzione di veicoli elettrici. L’offerta è diventata corrispondentemente più automatizzata, con l’alimentazione robotica, il trasferimento automatizzato e l’ispezione in linea che rappresentano la norma piuttosto che l’eccezione.
Secondo le proiezioni BLS, il calo negli Stati Uniti delle offerte di lavoro per macchinisti, produttori di utensili e matrici sarà in media di poco più del 2% su base annua da qui al 2034; ciò significa che, a parte circa 34.200 nuove aperture annuali per sostituire i lavoratori in partenza, semplicemente non ci saranno così tanti artigiani per le operazioni di stampaggio, aumentando i tempi di consegna degli utensili. Le recenti deposizioni di brevetti, che coprono matrici di stampaggio sviluppate dalla produzione additiva e costruite dalla prototipazione con compensazione adattiva, attestano una spinta industriale per gli utensili che si basa su artigiani altamente qualificati.
Le tariffe sono ora una voce di riga Dal 4 giugno 2025, le tariffe della Sezione 232 su acciaio e alluminio importati si sono attestate a 50% e il 19 agosto 2025 gli Stati Uniti hanno aggiunto 407 codici di prodotto derivati a quell'elenco 50% un elenco che raggiunge esplicitamente le matrici di formatura dei metalli e le parti degli utensili di stampaggio, come documentato da Protezione doganale e di frontiera degli Stati Uniti e Servizio di ricerca del Congresso analisi. Materiale realizzato esclusivamente con acciaio fuso e colato (alluminio fuso e colato) (alluminio fuso) e colato (fuso) 2. negli Stati Uniti (So before a 206 program proceed, confermate dove hanno origine il materiale di un fornitore e l'attrezzatura importata; quella risposta ora sposta il costo di atterraggio di due cifre.
Lo stampaggio dei metalli è in realtà un tipo di metodo di produzione ad alto volume che utilizza utensili personalizzati, pressofusioni speciali e set di utensili per produrre esattamente lo stesso pezzo dopo pezzo ad alta velocità. In generale, la fabbricazione dei metalli è composta da diversi approcci per il taglio, la piegatura e il rimontaggio del metallo, ad esempio pressofreno, taglio laser, nonché saldatura per componenti di volume più elevato o di grandi dimensioni. Lo stampaggio richiede un investimento iniziale di utensili; la maggior parte della fabbricazione no.
Come regola generale, la fabbricazione si adatta a prototipi e volumi bassi, mentre lo stampaggio prende il sopravvento una volta che una parte è necessaria a decine di migliaia.
Gli utensili progressivi per le parti personalizzate comuni in genere iniziano intorno a $5.000 (per una matrice di tranciatura di base) e funzionano fino a $200.000 o superiore (per uno strumento multistazione con diverse operazioni) Gli stampi di medie dimensioni di alta precisione rientrano in genere nella categoria 1TP415.00015.000TP4T3000 Le linee di stampi per pannelli corpo vettura di grandi dimensioni sono di nuovo un'altra categoria e possono eseguire da $500.000 a $1.000.000 e oltre.
Dimensioni, numero di forme, complessità della forma, tolleranze strette, durata dell'utensile richiesta (ognuna somma) Ogni caratteristica incorporata nella parte richiede una stazione di matrice.
Il lead time viene eseguito su due orologi diversi Il primo up è la costruzione e il provino del dado, che può richiedere da alcune settimane a diversi mesi per essere completato a seconda della complessità-un orologio sotto più pressione poiché i produttori di utensili specializzati sono difficili da trovare Eseguendo sul secondo orologio è la produzione: una volta che il dado è stato convalidato, una linea di produzione può produrre decine di migliaia di pezzi molto rapidamente.
Budget basato sull'orologio del die, tenendo conto anche del tempo per un'ispezione del primo articolo, nonché dell'approvazione PPAP per i prodotti automobilistici, prima del rilascio sulla linea principale. Se dovesse rimanere una domanda su quanto volume sarà necessario all'inizio, per mantenere attivo il programma mentre il die è in fase di sviluppo, un programma può iniziare con pezzi lavorati o a corto raggio.
Fornici il tuo disegno e il volume annuale target per una raccomandazione e un preventivo di processo Per una parte complicata, tridimensionale o pre-volume, l'uso della lavorazione potrebbe essere più appropriato.
Questa guida è stata sviluppata da materiali di riferimento ingegneristici accessibili al pubblico, pubblicazioni di riviste di settore, fonti del governo degli Stati Uniti e specifiche standard poi controllate dal team di produzione di le-creator per la solidità tecnica Gli intervalli di costo e le tolleranze sono aggiornati alla migliore stima all'inizio del 2026 sulla base degli standard tipici del settore, ma dipenderanno fortemente dalla geometria, dal materiale e dall'officina. Considera solo questi dati di pianificazione.









