Service de soutien, professionnel et axé sur le client
Entrez en contact avec Lecreator Company
Des prototypes à la production à grande échelle, nous avons ce qu'il vous faut.


Mise à jour juin 2026 · Révisé par l'équipe technique de Le Creator Technology Co., Ltd
L'usinage à rouleaux couvre une famille de pièces étonnamment large Un rouleau transporteur dans un entrepôt, un rouleau de guidage sur une ligne de refendage, et un suiveur de came à l'intérieur d'une machine d'emballage sont tous tournés, broyés, et des cylindres traités en surface, pourtant chacun porte une charge différente, fonctionne à une vitesse différente, et échoue d'une manière différente Ce guide parcourt la façon dont tous les trois sont fabriqués, quelles tolérances et traitements de surface comptent réellement, et où l'industrie se dirige alors que le chrome dur est soumis à la pression réglementaire.
Réponse rapide: L'usinage à rouleaux est le tournage, le meulage et la finition de rouleaux cylindriques, de rouleaux de convoyeur, de rouleaux de guidage et de suiveurs de came, vers des cibles à diamètre, concentricité et finition de surface contrôlés, généralement suivis d'un traitement de surface tel que du chrome dur, de la nitruration ou un revêtement par pulvérisation thermique en carbure de tungstène. Le bon processus dépend du devoir du rouleau et non d'une recette par défaut.
| Familles de rouleaux couvertes | Convoyeur (câbleur/entraînement/gravité), Guide (rainure en V/plat/à bride), Suiveur de came (pointe/étrier) |
| Matériaux typiques | Acier 1045 / 4140 / 4150, inoxydable 304 / 316, acier à roulement 52100, fonte, aluminium |
| Plage de diamètre | ~1000 mm OD (dépendant du processus) |
| Meilleure tolérance | ±0,005 mm (capacité Le Creator) |
| Concentricité/épuisement | jusqu'à ~5 µm TIR sur rouleaux de précision |
| Finition de surface | Ra 0,10,8 µm (masse/surfini) |
| Traitements de surface | Chrome dur, nitruration, carbure de tungstène HVOF, nickel autocatalytique, oxyde noir, couverture PU/caoutchouc |

“L'usinage”Roller” déclenche les moteurs de recherche parce que le mot rouleau points deux façons L'une des significations est le laminoir ou le cintreur de plaques qui forme la tôle L'autre, objet de ce guide, est le cylindrique usiné avec précision composantun agrafe de l'atelier de travail des métaux, qui roule, guide, ou suit une came On parle du deuxième genre : des pièces que vous boulonnez dans un cadre de convoyeur, une refendeuse, ou un mécanisme à came.
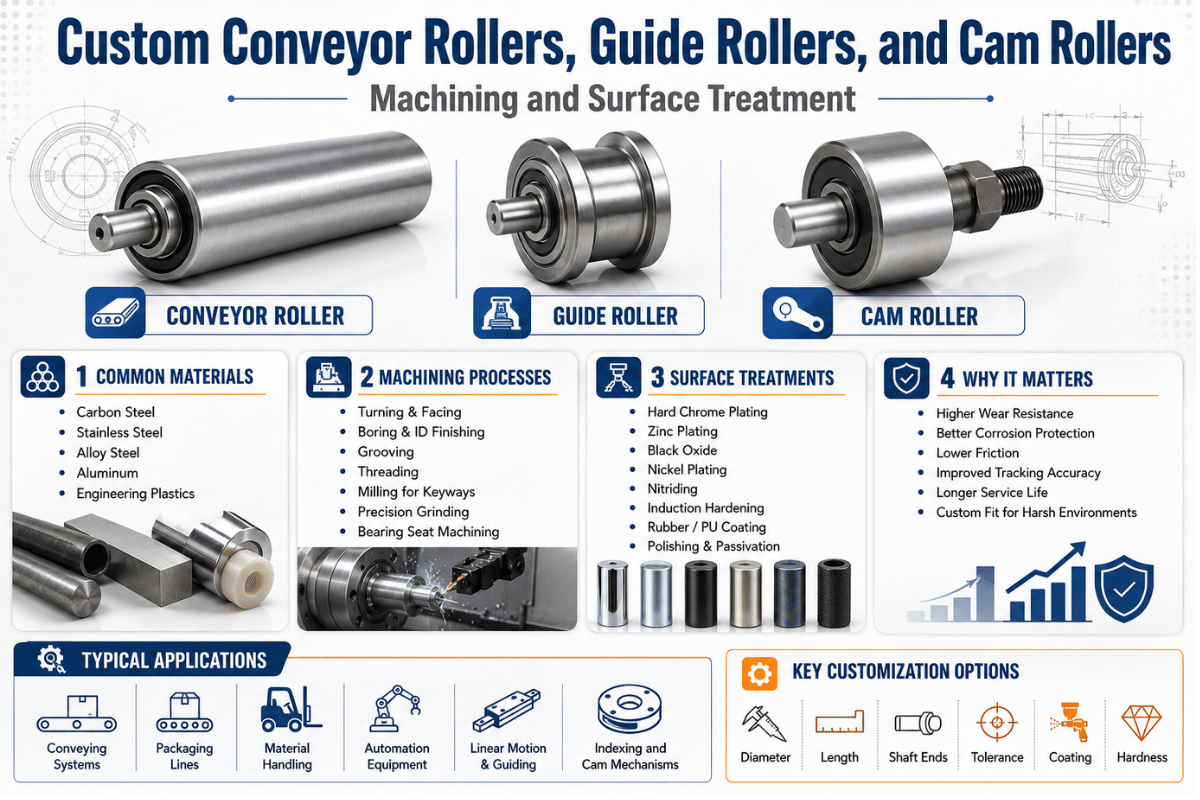
Trois familles couvrent la majeure partie de la demande Les rouleaux convoyeurs déplacent le produit Les rouleaux de guidage maintiennent une courroie, une bande ou un fil de suivi droit Les suiveurs de came (également appelés rouleaux à came ou rouleaux de chenille) chevauchent un profil de came ou un rail et tournent le mouvement rotatif en un mouvement linéaire précis Ils partagent un corps cylindrique mais divergent fortement dans la façon dont ils sont usinés et finis.
Les trois types de rouleaux sont des rouleaux de convoyage, des rouleaux de guidage et des suiveurs de came Les rouleaux de convoyage sont des ensembles tube et arbre qui transportent et déplacent des charges Les rouleaux de guidage sont des roues profilées, souvent rainurées en V ou à bride, qui contraignent une courroie ou un fil en mouvement Les suiveurs de came sont des roulements à goujons ou à étrier robustes avec un anneau extérieur épais et couronné qui roule directement sur une came ou une piste.
Ce profil cartographie la façon dont les rouleaux de convoyeur, de guidage et de came divergent sur douze attributs d'usinage et de finition, la vue à un tableau qu'aucune page à produit unique n'offre.
| Attribuer | Rouleau convoyeur | Rouleau guide | Suiveur de cam |
|---|---|---|---|
| Fonction primaire | Porter/déplacer la charge | Contrainte/piste | Suivez la came, portez le choc |
| Matériel typique | 1045 /tube en acier doux, inoxydable | 4140, inoxydable, nylon /UHMW | 52100 /alliage cémenté |
| Préparation à blanc | Coupure de tube, chanfrein | Barre sciée à longueur | Barre/ébauche de forgeage |
| Principales fonctionnalités tournées | OD, alésage, sièges porteurs | Rainure en V/bride/couronne | OD couronné, goujon, fil |
| Alésage/siège de roulement | Boîtier à ajustement serré aux deux extrémités | Palier à alésage unique ou à roulement étanche | Siège intégral à aiguilles |
| Besoin de broyage | Finition légère | Profile-dépendant | Gros terrain + rodé |
| Niveau de tolérance | C'EST 8.9 | IT78 | IT56 |
| Finition de surface (Ra) | 0,81,6 µm | 0,40,8 µm | 0,10,4 µm |
| Traitement de surface commun | Zinc, PU/caoutchouc housse, chrome | Chrome dur, nitrure, anodiser | Par /écrouissage |
| Équilibrage | Dynamique à vitesse de courroie | Habituellement pas obligatoire | Sans objet |
| Mode de défaillance dominant | Usure des roulements, hors-rond | Usure de rainures, détournement | Écrasement, saumurage |
| Industrie typique | Logistique, alimentation, exploitation minière | Conversion, acier, fil | Emballage, automatisation |
Les degrés de tolérance suivent ISO 286-1:2010; Les bandes de finition de surface sont des valeurs typiques des ateliers d'usinage.
Si vous ne vous souvenez que d'une chose : un rouleau convoyeur est un problème d'équilibrage, un rouleau de guidage est un problème de profil, et un suiveur de came est un problème de contrainte de contact Cette seule distinction entraîne chaque choix d'usinage qui suit, et c'est pourquoi un devis CNC uniformisé s'adapte rarement aux trois La plupart de ce travail passe par un service d'usinage CNC personnalisé plutôt qu'un catalogue disponible dans le commerce.
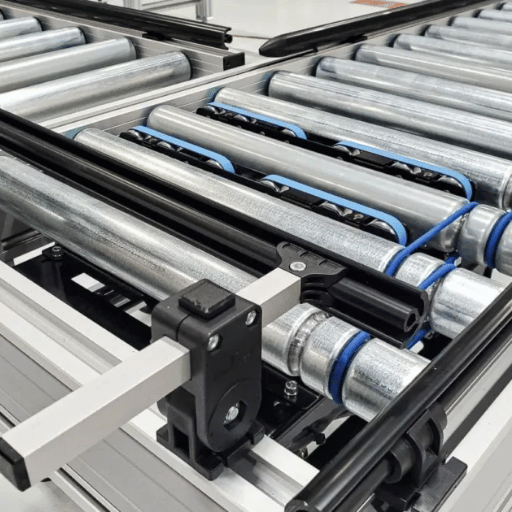
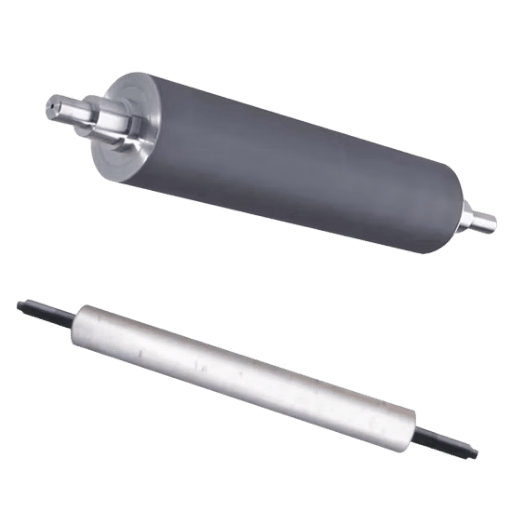
Un rouleau transporteur semble simple, un tube tournant sur un arbre, mais fonctionnant tranquillement sous charge est plus dur qu'il n'y paraît Les rouleaux transporteurs sont usinés comme un ensemble tube et arbre : un tube en acier ou en acier inoxydable est coupé à longueur et chanfreiné, les logements des paliers sont pressés ou soudés dans chaque extrémité, et un arbre est tourné pour s'adapter aux alésages du boîtier La caractéristique de fabrication ou de rupture est la concentricité entre l'alésage du palier et la surface extérieure du tube.
Sur les conceptions fabriquées, le tube est soudé aux embouts et l'arbre porte souvent une extrémité percée et taraudée pour un boulon de retenue. Lorsque cette concentricité dérive, le symptôme apparaît à grande vitesse : le rouleau développe un voile mesurable, la charge bat une fois par tour, et sur une ligne motorisée, la courroie commence à se déplacer vers le côté haut. Les rouleaux d'entraînement ajoutent une autre contrainte, ils ont souvent besoin d'une surface moletée, à décalage en caoutchouc ou recouverte de polyuréthane pour la préhension, de sorte que la séquence d'usinage doit laisser du matériel pour ce revêtement. Les rouleaux de gravité et de ralenti, en revanche, sont optimisés pour une faible résistance au roulement, ce qui signifie que l'ajustement du roulement et le joint entraînent la matière plus que la surface elle-même définit les modèles de roulement sont définis par roulement standard. CEMA ajustement de classe et d'arbre/de roulement plutôt que d'inventer la géométrie à partir de zéro.
📐 Note d'ingénierie
Pour les vitesses de courroie supérieures à ~2 m/s, spécifiez l'équilibrage dynamique et maintenez la concentricité alésage-OD serrée (pensez à IT8 sur l'alésage du boîtier).En dessous d'environ 1 m/s sur une ligne de gravité, cette dépense est gaspillée, la qualité des roulements et le frottement des joints régissent la sensation et non l'équilibre.
Scénario : Un centre de distribution régional ne cessait de remplacer les roulements sur une zone de convoyeur gravitaire tous les quelques mois Les rouleaux ne tombaient pas en panne sur le roulement, il s'agissait de tubes légèrement hors rond dont la couture n'avait jamais été usinée de manière vraie, donc chaque tour chargeait le roulement par choc Le réusinage de l'alésage concentrique au tube fixait à la fois le bruit et la durée de vie du roulement en un seul passage Le plat à emporter : sur les rouleaux transporteurs, le roulement paye habituellement une erreur d'usinage ailleurs.
Cette logique tube-arbre porte directement sur d'autres pièces cylindriques longues La même discipline de fixation et de concentricité utilisée ici est ce sur quoi s'appuie un magasin usinage d'arbre de précision, (en), où le faux-rond entraîne le roulement et la durée de vie de l'engrenage.
Les rouleaux de guidage sont usinés pour rester sur un profilé Un rouleau de guidage à rainure en V roulant sur un fil ou un rail vit ou meurt par deux choses : la précision de l'angle de rainure et la dureté de la surface de roulement La rainure est tournée en un seul point, ou forme-masse pour les pièces durcies, à un angle inclus défini qui doit correspondre au profil d'accouplement, avec l'alésage et le tourillon tenus à ISO 286 tolérances d'ajustement.
Un angle inclus commun est de 90° pour le travail du fil et du rail ; s'il dérive, le contact s'effondre en une ligne et porte une marche dans le rouleau Le choix du matériau divise le champ Là où le guide roule sur une bande propre et à faible charge, les rouleaux usinés en nylon ou UHMW s'écoulent et n'ont pas besoin de durcir. Lorsque le guide prend une charge latérale contre un rail en acier abrasif ou un câble mobile, le rouleau est tourné à partir de 4140 ou en acier inoxydable et durci en surface afin que la rainure conserve sa forme. Une erreur courante et coûteuse sous-spécifie cette dureté : un rouleau de guidage souple sur un rail abrasif peut s'user de profil en semaines, et une fois la précision du suivi.
Parce que le devoir de guide-rouleau varie si largement, d'un gabarit chargé à la main à une découpeuse haute tension, les chiffres publiés de dureté et de durée de vie doivent être traités comme des points de départ La réponse honnête est que l'angle de rainure, la dureté et le matériau appropriés dépendent du rail spécifique, de la tension et de la contamination de votre ligne ; un échantillon de pièce exécuté sur votre rail réel bat n'importe quelle table générique Les rouleaux de voie à bride suivent les mêmes règles, juste avec la surface de guidage déplacée vers la face de la bride au lieu d'une rainure.
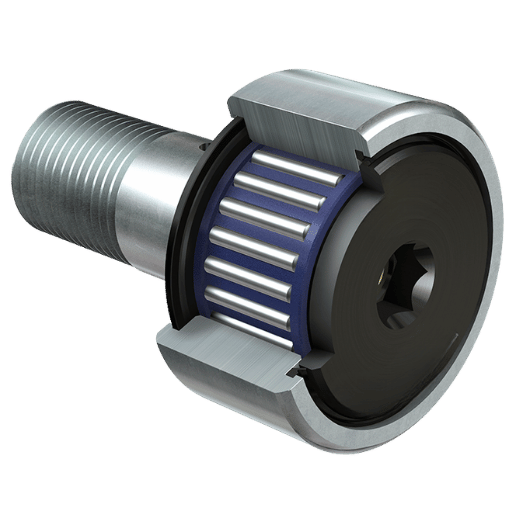
Voici l'hypothèse qui vaut la peine d'être retirée : un suiveur de came n'est pas une“ juste un roulement que vous achetez.” C'est un p
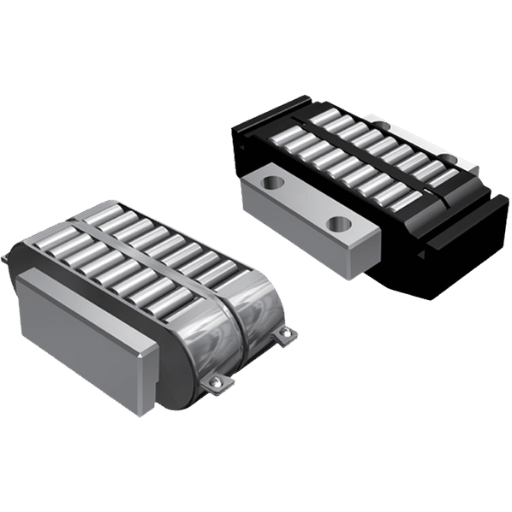
composant usiné par recision Un suiveur de came porte une bague extérieure épaisse avec un diamètre extérieur couronné (légèrement rayonné), un goujon ou moyeu avec un chemin de roulement durci, et un roulement interne à aiguilles ou à rouleaux L'anneau épais est ce qui lui permet de rouler directement sur une came ou une piste et d'absorber l'impact qu'un roulement à billes à paroi mince ne pouvait pas.
L'usinage d'un suiveur de came est exigeant Sa bague extérieure est tournée, puis le DO est rectifié et fréquemment rodé jusqu'à une finition fine car il est la surface de roulement, il n'y a pas de course séparée la protégeant Le chemin de roulement est durci (acier allié 52100 ou cémenté) et meulé fidèle à l'alésage Le goujon est tourné et fil-découpé pour le montage, et sur les types de joug le trou de montage d'accouplement est percé et dimensionné avec un robinet Cette surface extérieure meulée, couronnée, durcie est la raison pour laquelle les tolérances OD de suiveur de came atterrissent à IT5IT6, beaucoup plus serré qu'un rouleau transporteur.
Un suiveur de came de type goujon a un goujon fileté intégré et se monte d'un côté, rapide à installer où vous pouvez atteindre une seule face Un suiveur de came de type joug a un alésage traversant et chevauche une goupille de chape séparée supportée des deux côtés, de sorte qu'il porte des charges plus élevées en double cisaillement sans trou de goujon réduisant la section Choisissez le type de goujon pour l'accessibilité et les charges plus légères ; choisissez le type de joug lorsque la capacité de charge compte le plus.
La géométrie de la couronne compte plus que ce que la plupart des acheteurs attendent Un OD couronné distribue le contact et tolère un petit désalignement entre le suiveur et sa piste ; un suiveur parfaitement cylindrique sur une piste légèrement inclinée concentre la charge sur un bord et les brinells tôt La décision de couronner, et de combien, est une spécification d'usinage, pas une réflexion après coup Les brevets récents confirment comment ces pièces sont conçues, à partir de ensembles came-rouleau oscillants (US 11,969,988 B2, 2024) aux roulements à came-suiveur à plusieurs rangées Beaucoup de ces suiveurs commencent leur vie sur les mêmes centres de virage que ceux utilisés pour tournage CNC de pièces rondes.

Chaque rouleau démarre sur un tour Le tournage CNC établit les diamètres, les faces, les alésages et les éventuels filetages ou rainures, et pour de nombreux rouleaux de convoyage et de guidage, c'est assez, un rouleau tourné et équilibré répond au devoir Le tournage atterrit généralement autour de IT7 Turning avec une finition de surface proche de Ra 1,6 µm, ce qui est très bien pour un tube roulant sur ses propres roulements mais pas pour une surface de contact roulante.
Lorsque la DO elle-même est la surface de travail, un suiveur de came, un ralenti de précision, un rouleau de masse pour une ligne d'impression ou de revêtement, le meulage prend le relais Deux voies se font concurrence :
✔ Broyage cylindrique (entre les centres)
️️ Meulage sans centre
Des sources évaluées par des pairs s'alignent ici : broyage sans centre est un processus rapide et efficace pour la production de précision par lots et en série, tandis que le meulage cylindrique entre les centres donne la taille définie mécaniquement plus serrée sur une seule pièce. Un machiniste de Practical Machinist a clairement exprimé le compromis, sans centre peut offrir de meilleures finitions de surface mais un contrôle de taille légèrement inférieur à celui d'un cylindrique entre les centres. Pour une finition miroir finale, le meulage OD est suivi d'une superfinition ou affûtage. Les rouleaux fourrés ou creux ajoutent un forage profond et les plats ou clavettes fraisés se détachent d'un Fraisage CNC configuration. Les petits rouleaux de précision minces fonctionnent souvent Usinage CNC suisse pour un appui contre la déflexion.
Si la DO est une surface montée sur roulement → tour seulement Si la DO est le contact roulant → meule Volume élevé → sans centre Taille de pièce unique la plus serrée → cylindrique Finition miroir → ajouter superfinish/hone.
La sélection des matériaux suit le devoir 1045 machines en acier à moyen carbone facilement et convient aux corps de convoyeurs généraux et de rouleaux en acier allié 4140 ajoute de la résistance et de la trempabilité pour les rouleaux de guidage et d'entraînement 52100 portant de l'acier, riche en carbone et en chrome, résiste à la fatigue sous contact lourd à haute vitesse, c'est pourquoi on construit à partir de celui-ci des chemins de roulement à suiveur de came en acier inoxydable (304/316) manipule le lavage et le devoir alimentaire au prix de l'usinabilité, et les rouleaux à tige de cylindre hydraulique empruntent la même logique à surface dure et résistante à la corrosion.
Le durcissement convertit une ébauche usinable en une surface d'usure Le durcissement à travers convient aux petits rouleaux de roulement ; le durcissement par induction ou par étui (carburation) met une peau dure sur un noyau résistant où vous avez besoin d'une durabilité de surface sans rendre la pièce entière cassante La cible de dureté est une décision de contact-contrainte, pas un “hard est un meilleur réflexe de”.
La tolérance à l'épuisement doit suivre le devoir du rouleau, et non le chiffre le plus serré que le magasin puisse atteindre. Ces bandes définissent une classe fenêtre par rouleau réaliste.
| Classe Roller | Runout typique (TIR) | Processus pour l'atteindre |
|---|---|---|
| Mouvement de précision (suiveur de came, mesure) | ~2 µm | Broyage + tour/superfinition |
| Toile de qualité/rouleau de revêtement | ~515 µm | Broyage cylindrique/sans centre |
| Convoyeur alimenté/entraînement | ~1530 µm | Tour + équilibre dynamique |
| Gravité en vrac/fou | ~2050 µm | Tournez-vous vers l'ajustement des roulements |
La tolérance au diamètre suit ISO 286 Grades informatiques : le virage atteint à peu près 7 IT9, le meulage se resserre en IT5IT6 et descend vers ±0,005 mm sur un équipement performant. Le point pratique, renforcé par la fenêtre de sortie ci-dessus, est que la tolérance excessive d'un ralenti en vrac aux numéros de suiveur de came n'achète rien d'autre que le coût. Cette même logique de tolérance au processus apparaît usinage d'arbre moteur, 1, où les tourillons sont meulés tandis que les diamètres non critiques sont simplement tournés.

Le traitement de surface est l'endroit où l'usinage au rouleau devient intéressant, parce que la réponse de “obvious” change Pendant des décennies, la valeur par défaut était le chrome dur C'est toujours courant, mais ce n'est plus automatique, et le choisir par réflexe peut être une erreur à la fois technique et réglementaire.
Ni l'un ni l'autre n'est universellement meilleur, ils résolvent différents problèmes Le chrome dur ajoute une couche plaquée dure et résistante à la corrosion et reconstruit les diamètres usés, ce qui convient aux rouleaux à tige hydraulique et à surface d'usure La nitruration durcit la surface existante en diffusant de l'azote, en n'ajoutant presque aucune épaisseur et très peu de distorsion, ce qui convient aux rouleaux qui doivent tenir des dimensions serrées Pour une abrasion sévère, un revêtement par pulvérisation thermique en carbure de tungstène surpasse désormais les deux. Faites correspondre le traitement au mode de défaillance dominant : corrosion, fatigue, abrasion ou adhérence.
Dix traitements s'étendent sur le menu réaliste des rouleaux usinés, du chrome plaqué aux couvercles en élastomère, avec la dureté et l'épaisseur qui les séparent.
| Type de traitement | Épaisseur de la couche | Dureté superficielle | Meilleur pour |
|---|---|---|---|
| Chrome dur (ASTM B650) | 2,5 µm (Cl.1), >25 µm (Cl.2) | ~8001000 HV | Usure + corrosion, reconstruire |
| Chrome mince et dense | 2 µm | ~8501000 HV | Surfaces d'usure à tolérance serrée |
| Carbure de tungstène HVOF | 100300 µm | ~10001300 HV | Abrasion sévère, remplacement du chrome |
| Nickel autocatalytique | 50 µm | ~5000 HV (traitable thermiquement plus haut) | Résistance uniforme à la corrosion |
| Nitruration gaz/plasma | boîtier ~0.10,5 mm (diffusion) | ~900 HV100 (acier de nitruration) | Fatigue + stabilité dimensionnelle |
| Induction/écrouissage | boîtier 0.53 mm | ~5562 HRC | Noyau dur + peau dure |
| Spray céramique (oxyde de chrome) | 100300 µm | ~11001400 HV | Poignée Web, anilox, usure élevée |
| Oxyde noir | <1 µm | dureté de base | Corrosion légère, faible éblouissement |
| Couvercle en polyuréthane | 22 mm | ~609 Rive A | Poignée, manipulation silencieuse et douce |
| Cache caoutchouc | 32 mm | ~40090 Shore A | Traction d'entraînement, faible marquage |
La dureté/épaisseur sont des plages publiées typiques ; classes d'épaisseur de chrome dur par ASTM B650 et NASA PRC-5003.
Hard chrome on an impact-loaded surface. Hard chrome carries an inherent micro-crack network, the same structure that makes it hard makes it prone to spall and peel under shock or when plated too thick. Failure analyses of chrome-plated rods trace peeling to those micro-cracks and pores. On a cam follower that hammers a cam lobe, that’s exactly the wrong property; case hardening or a thermal-spray carbide hold up better. Properly processed chrome does manage that crack network, a post-plate hydrogen bakeout relieves embrittlement and shot peening adds compressive stress that resists crack propagation. The failures show up when chrome is run too thick, skips those steps, or sits on a shock-loaded surface.
Les données d'abrasion favorisent les revêtements les plus récents Les comparaisons Reman et l'industrie du revêtement rapportent que les revêtements en carbure de tungstène HVOF et HVAF sont nettement plus durs que le chrome dur et perdent beaucoup moins de volume lors des tests d'abrasion standardisés, et des travaux évalués par des pairs ont montré que WC-CoCr HVOF surpasse le chrome dur sur les tiges hydrauliques AISI 1045. Ce bord de performance, combiné à la pression réglementaire couverte ensuite, éloigne les surfaces des rouleaux à forte usure du chrome. Une mise en garde maintient le chrome et le nickel autocatalytique fermement dans le jeu : le spray thermique est un processus de visibilité directe, donc il recouvre bien les diamètres extérieurs mais se débat sur les surfaces internes toujours, les surfaces de blindage.
Le moyen le plus rapide d'obtenir un rouleau qui fonctionne, et une citation qui signifie quelque chose, est de remettre à l'atelier les bonnes informations dès le départ. Un dessin avec GD&T, le matériau, les objectifs de tolérance et de finition de surface, le traitement de surface, la quantité et toute exigence de certification transforme un jeu de devinettes en une construction.
Quatre questions font passer un rouleau de “nous pensons que nous avons besoin de” à une spécification constructible.
Un atelier compétent doit répondre avec un plan du premier article et un certificat matériel, pas seulement un prix. Le Creator usine des rouleaux dans les trois familles selon les normes ISO 9001 :2015, IATF 16949, AS9100D et ISO 13485, maintient les tolérances à ±0,005 mm et a livré plus de 50 000 projets personnalisés à un tarif de 98,5%, le type de capacité multiprocessus traçable qu'un rouleau de catalogue à une ligne ne peut pas correspondre. Le point des quatre questions est de s'assurer que la pièce est spécifiée avant d'être tarifée.

Le plus grand changement dans l'usinage des rouleaux pour 2026 n'est pas sur le tour, c'est dans l'atelier de placage Le chrome hexavalent, la chimie derrière le chrome dur, est carrément dans la ligne de mire réglementaire Sous l'UE ATTEINDRE règlement, le trioxyde de chrome se trouve à l'annexe XIV avec une date d'extinction déjà dépassée (21 septembre 2017), ce qui signifie que son utilisation nécessite désormais une autorisation spécifique. Aux États-Unis, la pression est une question de contrôle de l’exposition plutôt qu’une interdiction pure et simple : OSHA plafonne l'exposition des travailleurs à une limite d'exposition admissible de 5 µg/m³ (TWA de 8 heures), de sorte que le chrome dur reste utilisable là où un magasin répond à ces contrôles, mais le coût de conformité ne cesse de grimper. L'Agence fédérale allemande pour l'environnement note que la dureté du chrome dur ne peut être atteinte qu'avec un traitement thermique qui n'est pas toujours possible, un“ et indique un dépôt d'alliage de nickel parmi les alternatives.
Cette pression réglementaire correspond à la tendance technologique : le spray thermique au carbure de tungstène, le chrome fin et dense et le nickel autocatalytique reprennent les rouleaux que possédait autrefois le chrome dur. L'activité des brevets le reflète, depuis les produits chimiques de revêtement par pulvérisation d'arc sans chrome jusqu'aux rouleaux recouverts de cermet. La croissance du marché, quant à elle, reste stable : les analystes du secteur placent le marché des revêtements industriels dans les faibles centaines de milliards de dollars en 2025 avec une croissance annuelle à un chiffre moyen, et le segment des revêtements par pulvérisation thermique devrait en particulier croître d'environ 61TP3 T par an jusqu'au début des années 2030, avec la durabilité et les alternatives chromées nommées.
Que faire en 2026 : si vous exécutez ou achetez des rouleaux chromés, en particulier tout ce qui provient de l'UE ou en provenance de l'UE, vérifiez-les dès maintenant pour un chemin de substitution. Identifiez quels rouleaux ont réellement besoin des propriétés spécifiques du chrome et lesquels peuvent passer au carbure HVOF, au nickel autocatalytique ou à la nitruration avant que la pression d'autorisation ne se resserre ou qu'un fournisseur ne laisse tomber la ligne. La nouvelle spécification de votre emploi du temps est moins chère que la nouvelle spécification de celui d'un régulateur.
“La dureté des couches de chrome dur ne peut être obtenue que par traitement thermique, ce qui n'est pas toujours possible. Ce qui explique exactement pourquoi les revêtements en alliage de nickel et en pulvérisation thermique continuent de gagner du terrain pour les surfaces des rouleaux techniques.
Ce guide consolide les pratiques d'usinage et de traitement de surface des rouleaux sur les pièces du convoyeur, du guide et du suiveur de came, en s'appuyant sur les normes (ISO 286, ASTM B650), les données gouvernementales d'exposition et de substitution (OSHA, NASA, Agence fédérale allemande pour l'environnement) et notre propre expérience d'atelier en usinage et en meulage de rouleaux de précision à ±0,005 mm. Les chiffres de dureté, d'épaisseur et de tolérance sont des plages publiées typiques ; vos résultats varient en fonction du matériau, de la géométrie et de l'équipement, nous vous recommandons donc un échantillon de pièce sur votre application réelle.