


Service de soutien, professionnel et axé sur le client
Entrez en contact avec Lecreator Company
Des prototypes à la production à grande échelle, nous avons ce qu'il vous faut.


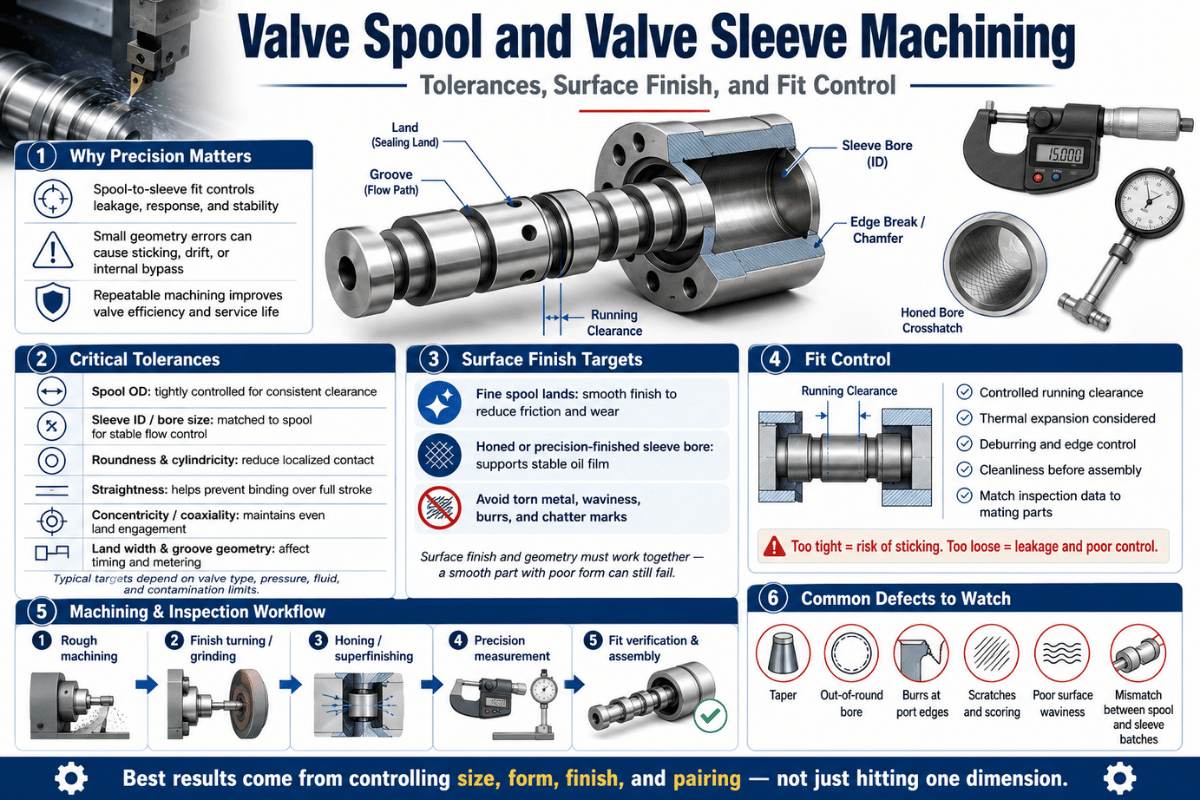
L'usinage du tiroir de soupape et du manchon de soupape est l'endroit où une soupape hydraulique ou pneumatique gagne sa précision La bobine glisse à l'intérieur de l'alésage du manchon sur un film d'huile de seulement quelques microns d'épaisseur, de sorte que la tolérance de diamètre, la finition de surface et la façon dont la paire est appariée décident si les compteurs de soupape s'écoulent proprement ou s'échappent, se collent et s'usent tôt Ce guide parcourt les tolérances, la finition de surface et la commande d'ajustement qui séparent une partie de soupape directionnelle d'une partie de servoclassement.
| Dédouanement diamétral (directionnel industriel) | 815 µm (≈4 µm radial) |
| Dégagement diamétral (servo/avion) | 0,6 µm |
| Finition de surface (pointe OD/alésage du manchon) | Ra 0,05 µm après affûtage/rodage |
| Arrondi/cylindricité | ≤13µm |
| Classe de tolérance au diamètre | IT4IT6 (DO souvent ±1,3 µm) |
| Méthode FIT | Ensemble à paire assortie, sélectif (classé) |
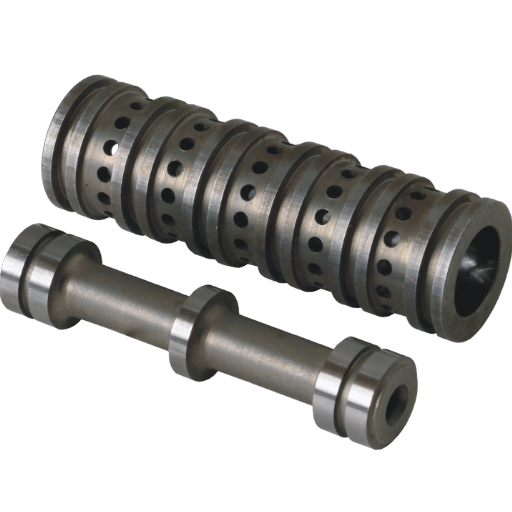
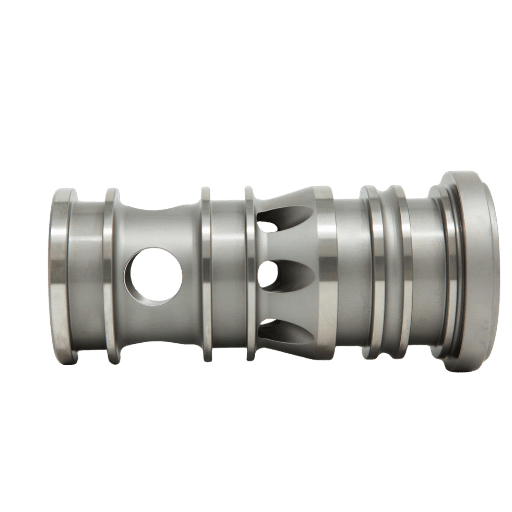
Un tiroir de vanne est une tige cylindrique de précision qui coulisse à l'intérieur d'un manchon de vanne adapté, ou alésage, pour diriger le flux hydraulique ou pneumatique entre les ports. Les sections surélevées appelées terrains bloquent ou ouvrent les orifices au fur et à mesure que la bobine se déplace, et les arêtes vives où un terrain rencontre un orifice forment les arêtes de dosage qui s'écoulent. Un autre nom pour la pièce est une vanne directionnelle, coulissante ou à bobine et manchon.
Décalez la bobine et elle envoie de l'huile sous pression d'un côté d'un vérin hydraulique tout en reliant l'autre côté au réservoir, c'est ainsi qu'une seule vanne prolonge ou rétracte un actionneur Parce que la bobine se déplace sur un mince film d'huile plutôt que sur un joint, l'espace entre la bobine et le manchon est la seule chose qui se situe entre le débit contrôlé et la fuite.
La précision augmente fortement avec le travail de la vanne. Une simple vanne directionnelle marche/arrêt tolère plus de jeu qu'une vanne proportionnelle, et une servovanne, du type de celle qui positionne la surface de vol d'un avion, exige l'ajustement le plus serré de toutes les recherches sur les servovalves électrohydrauliques à entraînement direct publiées par le Bibliothèque nationale de médecine des États-Unis (PMC) montre que la paire bobine-manchon est le composant le plus sensible à la contamination et à l'usure des bords, car le dosage se produit à travers des ouvertures bien inférieures au millimètre. Cette sensibilité explique exactement pourquoi la barre d'usinage est si haute.
Trois propriétés usinées régissent les performances : le diamétral dégagement (ajustement), le finition de surface (Ra), et le géométrie (ronde et cylindricité).Madez-le et les deux autres ne peuvent pas sauver la valve.
L'usinage du tiroir de soupape et du manchon de soupape maintient généralement un jeu diamétral de 8 1 µm sur les vannes de direction industrielles, environ 4 µm radiaux lorsque le tiroir est concentrique, se resserrant à 0,6 µm pour les servo-vannes et les vannes d'avion. Les données du forum des machinistes en activité évaluent le jeu de bobine industrielle par alésage à 0,00020, tandis que les vannes d'avion le sont monté à 0,00002 0,000040 pouces sans traînée. Une bobine de production modélisée étudiée par le Département américain de l'énergie Bureau de l'information scientifique et technique (OSTI) a exécuté un jeu radial de seulement 1,25 µm.
| Grade | Dégagement diamétral | Finition de surface Ra | Arrondi | Processus final |
|---|---|---|---|---|
| Directionnel | 81 µm | 0,20,4 µm | 2µm | Broyage + miel |
| Proportionnel | 4 µm | 0,10,2 µm | 1 µm | Miel + tour |
| Servo/avion | 0,6 µm | 0,0250,1 µm | ≤1 µm | Tour + ajustement sélectif |
Bandes de dégagement compilées à partir des données de terrain des machinistes et de la modélisation OSTI ; Ra et rondeur à partir des spécifications de production (sources complètes à la fin).Le dégagement est normalement indiqué sur le diamètre ; le jeu radial est d'environ la moitié.
Une fuite interne au-delà d'une bobine fermée suit un écoulement laminaire à travers un mince espace annulaire, ce qui signifie que le débit augmente avec à peu près le débit cube du jeu radial. Le double du jeu et des fuites est multiplié par huit environ. Travail de la NASA Laboratoire de propulsion à réaction sur les vannes à tiroir traite ce jeu de fuite radial comme un paramètre délibérément contrôlé, car la bobine et le manchon sont usinés comme une paire assortie Une mise en garde garde garde la règle honnête : la loi du cube suppose un espace concentrique et uniforme Lorsque la bobine repose excentrique dans l'alésage, la fuite mesurée peut monter jusqu'à environ 2,5 fois la valeur concentrique, et le chevauchement ou le chevauchement aux terrains la déplace davantage Donc un jeu moyen plus serré ne paie que si la rondeur et la rectitude maintiennent l'espace uniforme.
Il est tentant de supposer que plus le jeu est petit, meilleure est la valve Les preuves sur le terrain renversent cela. Comme recherches documentées sur le silt lock montre que les particules proches de la taille du jeu provoquent la friction la plus élevée, les particules d'environ 10 µm produisent un frottement statique maximal, tandis que les particules plus grosses sont balayées et les plus petites passent à travers. Un espace plus étroit est plus vulnérable à une seule particule de tramp coinçant la bobine Il y a un deuxième plancher thermique : un chauffage non uniforme provoque une déformation non uniforme qui réduit le jeu de course et peut serrer la bobine, en particulier avec un fluide visqueux et une longue durée de vie à une position La fenêtre d'ajustement est délimitée des deux côtés, suffisamment lâche pour bouger, suffisamment serrée pour sceller C'est le cœur du contrôle de l'ajustement.
📐 Note d'ingénierie
Pour une bobine directionnelle contenant une clairance diamétrale de 10 µm, une rondeur et une cylindricité cibles inférieures à 2 µm par Pratique de tolérance géométrique ISO. Une règle empirique courante maintient l'erreur de forme en dessous d'un quart du jeu afin que l'espace reste uniforme autour de la circonférence.

La tolérance au diamètre à elle seule ne convient pas ; la forme doit être ronde et droite sur tout le terrain. Dans la pratique de production industrielle, la rondeur des bobines est généralement maintenue à 2 µm, la rectitude à 3 µm et la tolérance au diamètre extérieur à environ ± 1,3 µm, avec l'alésage correspondant rond à environ 3 µm et cylindrique à 5 µm. Les manchons de qualité servo restent plus serrés, la cylindricité de production des manchons de haute précision est généralement maintenue à 1 µm. (Les chiffres à un chiffre et un micron sont ici des valeurs de production représentatives de l'industrie, confirmées par les données machinistes et les résultats évalués par les pairs).
Ces appels proviennent du cadre de spécification géométrique des produits ISO 1101, [traduction], qui définit la rondeur, la cylindricité, la rectitude et le faux-rond comme des commandes distinctes Les modes de défaillance contre lesquels ils se prémunissent sont spécifiques : le cône fait varier le jeu bout à bout, les formes en tonneau ou en cloche ouvrent l'interstice au milieu, et le lobage laisse les chemins de fuite même lorsque le diamètre moyen se lit correctement Une bobine peut passer un contrôle de diamètre à deux points et encore fuir si sa forme est fausse, c'est pourquoi la rondeur et la cylindricité sont inspectées sur leurs propres instruments plutôt que déduites de la taille.
La finition de surface contrôle trois choses à la fois : les fuites, le stick-slip et l'usure Les surfaces fonctionnelles de la bobine et du manchon ont généralement besoin de Ra à ou en dessous de 0,16 µm, et les pièces de servoclassement poussent plus finement Aucun processus n'arrive à partir d'un tour brut ; la finition est construite par étapes, chacune resserrant à la fois la rugosité et la forme.
| Processus | Ra typique atteint | Ce qu'il contrôle |
|---|---|---|
| Meulage de précision | 0,40,8 µm | Base de référence taille + rondeur |
| Honing (y compris passage unique) | 0,10,4 µm | Cylindricité de l'alésage + hachure croisée |
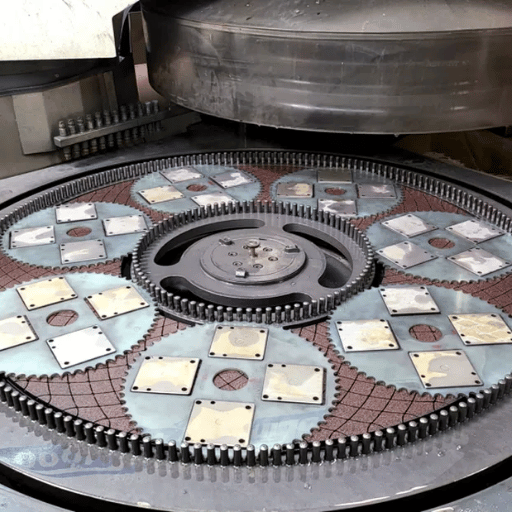
| Lapant | 0,050,1 µm | Taille finale + plateau ultra plat |
| Superfinish/polish | ≤0,05 µm | Stick-slip + sol de scellement |
Le perfectionnement est le cheval de bataille pour l'alésage de la manche, et le rodage moderne en un seul passage atteint une cylindricité que l'ancien processus ne pouvait pas. Nous courons dédié affûtage de précision pour exactement cette raison La norme qui régit la façon dont ces finitions sont spécifiées sur un dessin est ASME B46.1-2019, (en), qui définit la rugosité, l'ondulation, et la pose.
“L'ajustement précis entre le tiroir coulissant et le corps de vanne maintient l'étanchéité interne La cylindricité et la rectitude de précision dans cet alésage assurent un jeu uniforme entre les pièces mobiles de haut en bas, permettant un libre mouvement du tiroir sans fuite autour de lui.”
️️ Important
Un nombre Ra seul est nécessaire mais pas suffisant. Les États-Unis. Institut national des normes et technologies (NIST) rapporte Ra aux côtés de Rz, Rt et RSm et publie l'incertitude de mesure pour chacun, car deux surfaces avec le même Ra peuvent se comporter très différemment dans une terre de scellement. Spécifiez Rz et une méthode de mesure, pas seulement Ra.

Le bord de dosage, où un terrain de bobine traverse un port de manchon, est la caractéristique unique qui définit le gain de débit La mesure évaluée par les pairs des manchons de haute précision montre que ces bords ne sont jamais parfaitement nets : le véritable équivalent court 15 µm même sur une bonne partie, et la courbe débit-déplacement devient nettement non linéaire une fois que le déplacement axial descend en dessous de 20 µm près de la fermeture En d'autres termes, la géométrie des bords décide comment une servovanne se comporte autour de null.
C'est pourquoi “sharper est toujours meilleur” est le mauvais modèle mental Les machinistes de terrain gardent les terres de dosage affûtées délibérément, non pas pour les regards mais pour cisailler et gratter les déchets qui autrement emballeraient le dégagement En même temps, une étude flux-force indexée par MDPI il a été constaté que les techniques conventionnelles de géométrie pointue de la paroi intérieure ne sont pas toujours raisonnables, le“ et le réglage de la paroi de la bobine coupent la force d'écoulement déstabilisatrice. Le plat à emporter est la cohérence et non l'extrémité : le bord doit être tranchant et reproductible sur chaque terrain, c'est pourquoi la pratique brevetée consistant à meuler chaque bord terrestre pour coïncider avec le bord de contrôle portuaire à null, décrite dans Brevet américain 5 222 521compte plus que de courir après un virage à rayon zéro.

Le matériau doit être suffisamment dur pour résister à l'usure, suffisamment stable pour maintenir l'ajustement du micron après le traitement thermique et suffisamment convivial pour faire un tour. Les choix courants font le compromis différemment :
| Classe matérielle | Dureté/traitement | Meilleur pour |
|---|---|---|
| Inox 440C | 550 HRC durci, jusqu'au bout | Bobines servo à robinets et à jauge d'air |
| Inox 9Cr18Mo | 586HRC | Corrosion + porter des manches servo |
| 4140 pré-dur | 283 HRC durci, pré-durci | Bobines générales résistantes à l'usure |
| 38CrMoAlA | Boîtier nitruré au gaz ~900 HV | Peau dure + noyau stable |
| Acier de cémentation 15Cr | Cas 58864 HRC, 0,20,4 mm de profondeur | Bobines directionnelles à grand volume |
| Acier porteur GCr15 | 60HRC4 | Alésages dimensionnellement stables |
| 20CrMnTi | Carburé 5862 HRC | Bobines directionnelles à noyau dur |
| inoxydable 17-4 PH | H900, ~44 HRC | Service de corrosion légère |
| Acier allié nitruré | Surface ~65 HRC, faible distorsion | Manches longues, chaîne basse |
| 440C recouvert de TiN | Revêtement ~ 2000 HV, ≥10 HRC sur manchon | Terres coulissantes anti-galling |
Deux mises en garde éprouvées sur le terrain façonnent le choix Premièrement, plus dur n'est pas automatiquement meilleur : pousser un boîtier de voiture burized vers 650 HRC invite à l'ébranlement des bords, aux micro-fissures et à une durée de vie en fatigue plus faible, donc beaucoup livrent délibérément 606 HRC à la place. Deuxièmement, l'inox est un piège pour les paires coulissantes, les machinistes expérimentés préviennent qu'un ajustement étroit en acier inoxydable sur inox a tendance à s'enrouler ensemble et à galler, et dans l'huile hydraulique propre, la corrosion est rarement le véritable mode de défaillance. Une réponse durable est l'ingénierie de surface : Brevet américain 5 222 521 (Moog) place une fine couche de nitrure de titane sur les terrains de la bobine afin que la surface de glissement soit au moins 10 HRC plus dure que le manchon ; lors du test, ces bobines revêtues ont duré plus de 100 heures sans usure visible là où les bobines cuivrées sont tombées en panne en 4 heures.
L'usinage de la bobine de soupape et du manchon se déroule comme une chaîne étagée, chaque étape maintenant la tolérance que la suivante ne peut pas fixer : le tournage grossier et final établit la forme ; le traitement thermique le durcit (et le déforme légèrement) ; le meulage cylindrique ou sans centre restaure la taille et la rondeur ; l'affûtage ou le rodage termine l'alésage et la DO à la bande micronique ; et le fil EDM coupe les fenêtres des gaz et les éléments durcis qui s'enfouissent s'ils étaient fraisés. Le tournage de type suisse gère les plus petites bobines.
Un cas documenté de MF Engineering montre la chaîne en pratique : une bobine pilote en acier inoxydable 303 et sa bague d'accouplement ont été tournées par pincement, percées avec un pistolet, percées en croix, puis affinées avec précision à ±0,00015 po avec une finition inférieure à 8 micro-pouces La bague est adaptée à son corps de sorte que l'ajustement de course est construit, pas supposé La même idée d'ajustement assorti apparaît dans Brevet américain 7 007 476, (en), qui contrôle le jeu diamétral bobine à manchon par la finition de surface post-assemblage Dans notre propre boutique, cette chaîne fonctionne à ±0,005 mm Tournage CNC, jusqu'à ±0,002 mm câble EDM, avec Usinage suisse pour les bobines sub-millimétriques et le rodage tenu en interne afin que l'ajustement ne soit jamais expédié de bout en bout.
Vous ne pouvez pas tenir ce que vous ne pouvez pas mesurer, et à un chiffre microns la jauge compte autant que la machine Le diamètre et le jeu sont vérifiés avec le jaugeage d'air, qui se résout à une fraction de micron et est assez rapide pour un montage adapté sur le plancher de l'atelier La rondeur et la cylindricité vont sur un testeur de rondeur dédié, pas un étrier La géométrie de bord de mesure, la caractéristique la plus difficile à mesurer, est maintenant vérifiée avec des méthodes pneumatiques qui convertissent la morphologie des bords en un indice de débit et de pression, comme le montrent les récents travaux évalués par des pairs utilisant une sonde à fente étroite de 0,4 mm avec une résolution de capteur de 0,1 µm.
La finition de surface est le piège Un Ra rapporté n'a de sens qu'avec ses conditions de mesure, car Travaux d’étalonnage de rugosité de surface du NIST montre que l'incertitude de mesure augmente à mesure que la finition devient plus fine, et une surface d'étanchéité doit être jugée sur Rz et RSm ainsi que Ra. Chaque bobine et manchon que nous livrons comporte une inspection du premier article ainsi que des contrôles CMM et en cours de processus, avec des certificats de matériaux, afin que l'acheteur puisse vérifier l'ajustement plutôt que de lui faire confiance.

Maintenir un jeu de 5 µm sur une série de production ne se fait pas en usinant chaque bobine et chaque alésage à une seule taille absolue, ce qui exigerait des tolérances IT3 sur les deux pièces et les rebuterait la plupart d'entre elles. Au lieu de cela, l'ajustement est construit en faisant correspondre le Méthode de contrôle d'ajustement de niveau correspondant fonctionne en quatre étapes : mesurer chaque OD de bobine finie et chaque alésage de manchon ; trier les deux en qualités de taille étroite ; associer une bobine à la qualité du manchon qui donne le jeu cible ; puis vérifier le jeu assemblé par jauge d'air ou test de glissement à faible force C'est pourquoi la NASA Laboratoire de propulsion à réaction décrit la bobine et le manchon comme une paire assortie usinée où le jeu radial est un paramètre contrôlé et non un accident de deux pièces distinctes.
Le contrôle de l'ajustement dépasse également l'atelier. Étant donné que les particules de la taille d'un dégagement sont ce qui bloque une bobine, la propreté du fluide dans lequel la vanne fonctionnera est une variable d'acceptation, spécifiée avec le codage de contamination ISO 4406. Un ajustement de 3 µm dans un système fonctionnant à l'huile sale s'envasera, quelle que soit la qualité de son usinage. Il en va de même pour la température : un ajustement réglé à froid peut se fermer sous chauffage visqueux, de sorte que les vannes à haute puissance sont classées en fonction de la marge thermique.
La plupart des fournisseurs peuvent citer une bobine Beaucoup moins peuvent prouver qu'ils tiennent la coupe Lorsque vous évaluez un partenaire d'usinage pour les bobines de valve et les manchons, demandez des preuves derrière chacun de ces éléments :
Machines à créateurs bobines de valve, manchons et bagues par rapport à cette liste de contrôle avec un rodage interne et une documentation complète du premier article. Si vous recherchez une pièce, un examen gratuit de DFM signalera les risques de dégagement, de matériau et de finition avant que les copeaux ne soient coupés.
La demande pour le travail le plus serré de bobine et de manchon suit le marché des servovalves électro-hydrauliques, que les analystes dimensionnent en milliards à un chiffre et qui projettent de croître à un taux à un chiffre moyen, environ 461TP3 T CAGR jusqu'au début des années 2030, selon la source L'électrification de l'hydraulique mobile et hors route pousse la précision de servoclassement dans les machines qui fonctionnaient autrefois pour faire fonctionner des vannes directionnelles simples.
Deux décalages façonneront la prochaine décennie d'usinage Premièrement, la fabrication additive et hybride se déplace dans les corps de vannes : les pièces hydrauliques imprimées en acier inoxydable maintiennent désormais des pressions autour de 350 bars et permettent aux concepteurs d'acheminer les canaux internes sans les chemins de fuite percés en croix d'un bloc usiné Deuxièmement, la norme surface-texture elle-même évolueASME B46.1-2019 ajout de sections sur la caractérisation des surfaces fabriquées de manière additive et sur la corrélation fonctionnelle de la texture de la surface, signalant que les spécifications de finition deviendront plus rigoureuses, et non moins. La constante en dessous des deux est le contrôle de la contamination : à mesure que les dégagements se resserrent, le sensibilité contamination de la paire bobine-manchon devient le facteur limitant, et la mise en correspondance plus les spécifications de propreté deviennent les véritables différenciateurs Pour les acheteurs, l'élément d'action est simple : écrivez dès maintenant Rz, la qualité de dégagement et une cible de propreté ISO 4406 dans le dessin.
Ce guide combine les données publiées sur les autorisations, les finitions et les paramètres de mesure provenant de sources évaluées par des pairs et gouvernementales (NASA JPL, OSTI, NIST et PMC) avec les chiffres d'autorisation, d'affûtage et d'ajustement appariés que Lecreator détient sur son propre travail de composant de valve. Là où les sources ne sont pas d'accord sur les chiffres, la taille du marché du servo, par exemple, nous donnons une plage plutôt qu'un seul chiffre.
Révisé par l'équipe technique de Lecreator Company. Mis à jour en juin 2026.









