


Service de soutien, professionnel et axé sur le client
Entrez en contact avec Lecreator Company
Des prototypes à la production à grande échelle, nous avons ce qu'il vous faut.


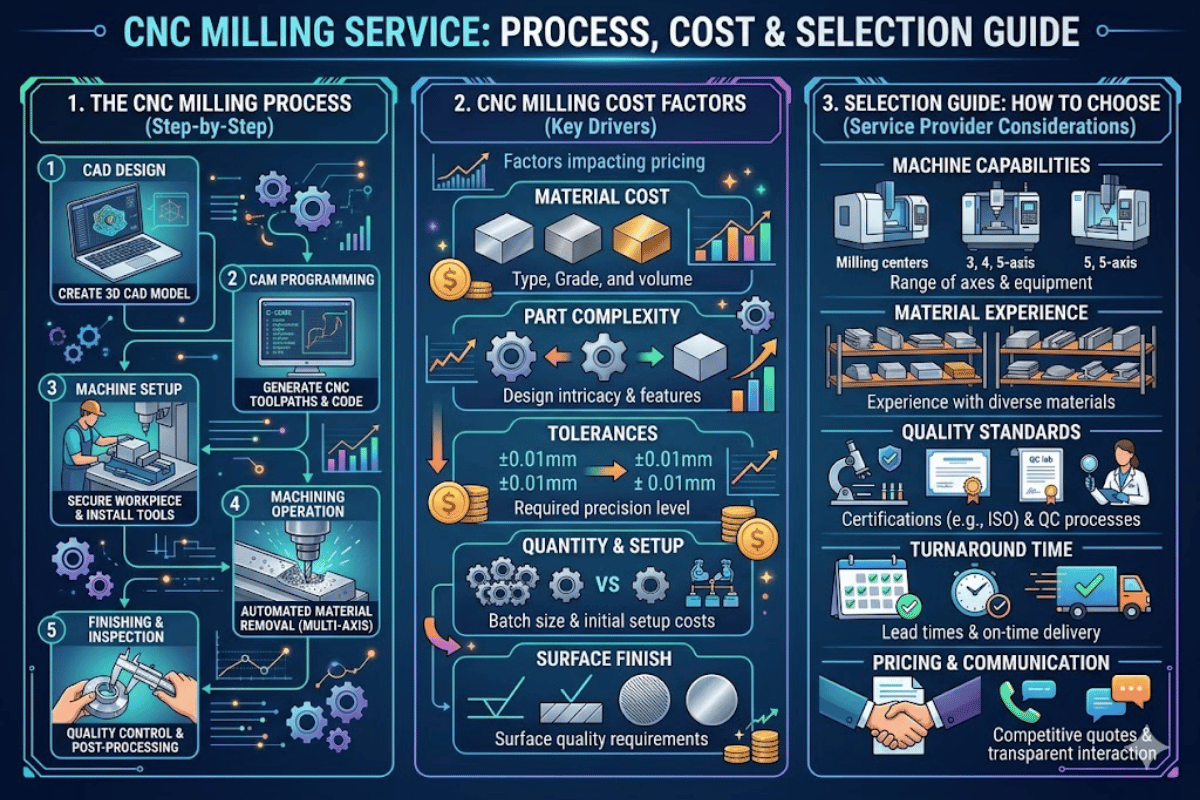
Ce que les ingénieurs et les acheteurs doivent savoir sur les services de fraisage CNC
📐 Spécifications rapides : fraisage CNC en un coup d'œil
| Gamme d'axes | 3 axes, 4 axes, 5 axes |
| Tolérance Standard | ±0,05 mm (ISO 2768 m) |
| Tolérance de précision | ±0,01 mm |
| Finition de surface | Ra 1.6.2µm (tel qu'usiné) |
| Vitesse de broche | 8 000 tr/min 30 000 tr/min |
| Matériaux | Plus de 50 métaux et plastiques |
Déterminer votre fournisseur de fraisage CNC idéal est bien plus que de la devise à la devise (ou du dollar au dollar).Les qualités des pièces, le délai d'exécution et les coûts s'ajoutent à plus que la plupart des ingénieurs concepteurs ne réalisent, en particulier pour sélectionner le bon nombre d'axes, la qualité du matériau ou la classe de tolérance pour votre pièce. Entre la génération du parcours et l'inspection finale, ce guide traite du processus d'usinage CNC, compare les coûts région par région et machine par machine, et offre une base de référence réelle pour la prise de décision. afin que vous puissiez commander avec la certitude dont vous avez besoin, plutôt que de deviner.
Le fraisage CNC, un processus de fabrication soustractif, comprend de nombreux types et techniques de machines CNC. Parce qu'il élimine les matériaux indésirables grâce à un outil de coupe rotatif pour générer des pièces personnalisées, des instructions de machiniste tout au long du processus : du choix de la vitesse de l'outil au contrôle de l'endroit où se déplace chaque foret de coupe.
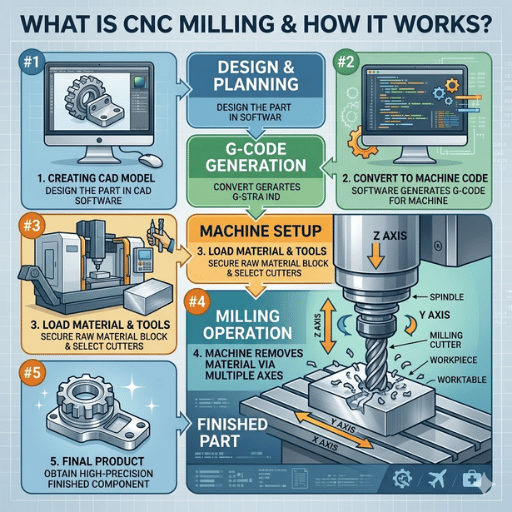
Le processus d'usinage passe par trois étapes clés :
Étape de conception CAO. En utilisant soit des formats natifs SolidWork 360, soit des formats neutres comme IGES ou STEP, le bon fonctionnement du fraisage CNC sur des modèles CAO dimensionnés avec précision. Les modèles CAO inexacts sont comme les machines cassées. Le résultat est la perte d'heures de poursuite des tolérances d'usinage.
Étape Toolpath CAM. Alors que les usines CNC exécutent des fichiers G-code (une série de jeux d'instructions spécifiant le mouvement précis de l'outil, y compris quand il doit ralentir ou s'arrêter) pour créer des pièces CNC personnalisées, la logique principale derrière le fraisage est un programmeur expérimenté qui sélectionne, planifie les outils de basculement, choisit les cycles de dégrossissage et de finition et programme le parcours d'outils.
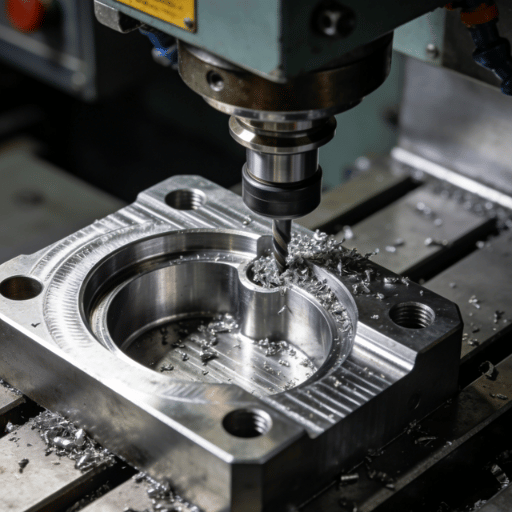
Execution Stage (Execution Stage) Usinage CN. Les machines dures percent, coupent, et effectuent un usinage de précision sur matière première La coupe (Vc) varie en fonction de la composition du substrat : alliages d'aluminium à 200-400 m/min, aciers au carbone à 80-150 m/min, et alliages de titane à 30-70 m/min. Ceci est limité par la stabilité thermique des outils d'usinage au carbure, tels que les perceuses au carbure, aller trop vite va simplement brûler les inserts et les user.
Les centres de fraisage d'aujourd'hui présentent des vitesses de broche de 8 000 à 30 000 tr/min et conservent des précisions de positionnement aussi fines que 0,005 mm dans les applications haut de gamme. La combinaison de la rigidité du corps de la machine, de la précision des vis à billes et du retour rapide de la commande permet à une seule machine CNC de générer à plusieurs reprises des quantités identiques de 1 000 pièces des mêmes pièces.
Répondre aux questions ; Combien d'axes dois-je choisir ? Combien de pièces dois-je produire ? Quelle classe de tolérance est nécessaire ? Comment puis-je gagner au mieux du temps ? transforme littéralement une usine CNC en un véritable outil mondial de création de pièces - les implications de votre processus de sélection se réduisent jusqu'à la finition de la surface, l'usure des outils et le temps de cycle.
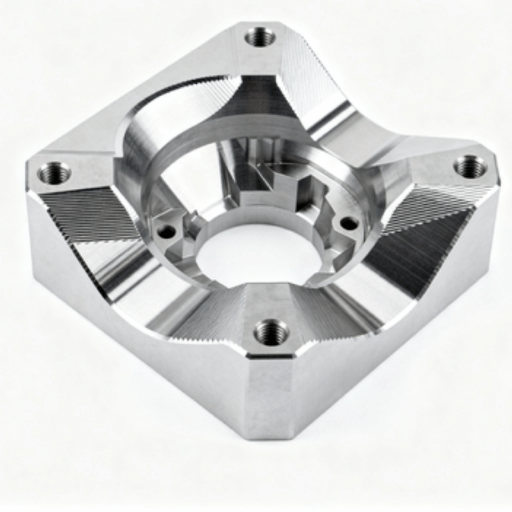
Plus d'axes sur une machine CNC signifie que tout le travail se passe dans une seule configuration Pour la complexité, si vous devez ajouter des angles indéterminés ou obtenir des contre-dépouilles, plus un broyeur CNC a d'axes moins refixant devient (les applications d'usinage CNC des boîtiers aérospatiaux bénéficient de cela, et donc plus vous économisez d'argent dans l'ensemble.
| Caractéristique | 3-Axe | 4-Axe | 5-Axe |
|---|---|---|---|
| Axes de mouvement | X, Y, Z | X, Y, Z + A (rotation) | X, Y, Z + A + B (rotation) |
| Meilleur pour | Pièces plates/prismatiques, supports | Caractéristiques cylindriques, lobes de came | Lames de turbine, roues, implants médicaux |
| Tolérance Typique | ±0,05 mm | ±0,03 mm | ±0,01 mm |
| Modifications de configuration | 3 par partie | 13 par partie | 01 par partie |
| Coût Relatif | $355/h | $5090/h | $75250/h |
| Pièces Typiques | Enceintes, plaques, gabarits | Arbres, ébauches d'engrenages, fixations | Supports aérospatiaux, roues, outils chirurgicaux |
⚙️ Note d'ingénierie 3+2 indexée vs 5 axes simultanés
Dans l'usinage 3+2 (positionnel), les deux axes rotatifs sont maintenus à un angle fixe, mais l'usinage est réalisé à l'aide des trois axes linéaires Cette méthode est utilisée pour la plupart des pièces multi-faces et est plus rapide en temps de programmation L'axe 5 simultané fait référence aux cinq axes étant constamment en mouvement pendant la coupe, idéal pour les surfaces sculptées telles que les aubes de turbine ou les contours pour les implants osseux où des vecteurs d'outils changeant continuellement sont nécessaires afin de maintenir l'outil tangent à la surface.
Les magasins à grand volume suggèrent 5 axes pour toutes les pièces comportant des contre-dépouilles, des angles de tirant d'eau composés ou des caractéristiques supplémentaires qui pourraient autrement être usinées avec plus de 4 configurations sur 3 axes. Pour des informations détaillées, veuillez visiter Usinage CNC 5 axes pour composants complexes.
point principal à retenir : faire correspondre les axes de mouvement à la forme de la pièce. 3 axes feront 60-701TP3 T de pièces usinées CNC moyennes, tandis que 5 axes paient à sa manière sur toute pièce qui pourrait devoir être faite dans plusieurs configurations.
Les matériaux déterminent le coût d'usinage, le temps de cycle et les performances fonctionnelles Les installations d'usinage CNC maintiennent généralement un stock de bien plus de 50 formes de métal et de plastique, mais six représentent près de 801TP3 T de tous les fraisages CNC placés. Les plus populaires sont résumés ci-dessous.
| Matériel | Résistance à la traction | Évaluation de la machinabilité | Meilleur pour | Niveau de coût |
|---|---|---|---|---|
| Aluminium 6061-T6 | 310 MPa | 90% (excellent) | Boîtiers, supports, pièces prototypes | $ |
| Aluminium 7075-T6 | 572 MPa | 70% | Structure aérospatiale, fixations à haute contrainte | $$ |
| Acier inoxydable 304 | 515 MPa | 45% | Équipement de qualité alimentaire, matériel marin | $$ |
| Acier inoxydable 316L | 485 MPa | 40% | Dispositifs médicaux, traitement chimique | $$$ |
| Titane Ti-6Al-4V | 950 MPa | 22% | Aérospatiale, implants médicaux | $$$$ |
| Laiton C360 | 340 MPa | 100% (référence) | Connecteurs, corps de vannes, raccords | $$ |
| POM (Delrin) | 70 MPa | 95% | Engrenages, bagues, guides à faible friction | $ |
| PEEK | 100 MPa | 55% | Joints haute température, luminaires semi-conducteurs | $$$$ |
Il est logique de faire presque tous les fraisages CNC sur les alliages d'aluminium 6061 a formé la majeure partie du travail CNC que j'ai fait, car ils vont usiner plus rapidement et produire systématiquement une bonne formation de copeaux par rapport aux autres alliages, et l'outillage est moins cher Pour les pièces métalliques résistantes à la corrosion dans, disons, un environnement marin ou médical, l'acier inoxydable 316 L est le plus courant malgré être environ 2,5 fois plus lent que l'aluminium dans la machine Le laiton C360 est le critère d'usinabilité (1001TP3 T) et est utilisé pour, entre autres, les connecteurs électriques et les raccords de plomberie.
Du côté des plastiques, POM (Delrin) et PEEK constituent la plupart des bonnes commandes de plastiques Des machines POM aussi propres que le laiton pour un coût PEEK bien inférieur Le PEEK peut supporter des températures continues allant jusqu'à 250 C ; il peut donc être le seul plastique s'il est utilisé à haute température dans l'aérospatiale et les semi-conducteurs.
⚙️ Note d'ingénierie Al 6061-T6 contre 7075-T6
6061-T6 : résistance à la traction de 310 MPa, bonne soudabilité et très bonne réponse à l'anodisation, alliage par défaut pour la plupart des boîtiers de production et prototypes.7075-T6 : alliage de 572 MPa (841TP3 T plus résistant) pour les composants structurels aérospatiaux, non soudable de manière fiable et environ 30-401TP3 T plus cher par matière première Par défaut à 6061, à moins que la charge mécanique ne justifie 7075. lisez la comparaison complète des machines dans notre 6061 contre 7075 aluminium article.
Vous avez du mal à choisir le bon matériel pour votre projet ?
Les pages pour usinage CNC en aluminium et usinage CNC en acier inoxydable chez Le-creator sont emballés avec les informations techniques pour chaque grade.
Leçon apprise : Utiliser Al 6061-T6 par défaut à la fois pour le coût et la vitesse Utiliser de l'acier inoxydable ou du titane seulement si l'application exige absolument une résistance à la corrosion, une biocompatibilité ou une résistance à la traction élevée.
Spécification des classes de tolérance et des exigences de finition de surface
tous ont un effet linéaire sur le temps et le coût d'usinage. La surspécification des classes de tolérance par une classe entraîne un coût de 30 à 501 TP3 T par pièce, ce qui sous-spécifie les résultats en cas de panne d'assemblage. Connaître les classes de tolérance ISO 2768 permet de spécifier uniquement ce dont une pièce n'a plus besoin.
ISO 2768 Tolérances générales (dimensions linéaires)
| Plage de dimensions | Classe f (amende) | Classe m (moyenne) | Classe c (grossière) |
|---|---|---|---|
| 0,56 mm | ±0,05 mm | ±0,10 mm | ±0,20 mm |
| 63 mm | ±0,05 mm | ±0,10 mm | ±0,30 mm |
| 30 mm20 mm | ±0,10 mm | ±0,15 mm | ±0,50 mm |
| 120400 mm | ±0,15 mm | ±0,20 mm | ±0,80 mm |
Valeurs de référence de finition de surface
| Type de finition | Valeur RA | Méthode |
|---|---|---|
| Tel qu'usiné (standard) | Ra 3,2 µm | Fraisage CNC standard |
| Fine usinée | Ra 1,6µm | Passe de finition, avance inférieure |
| Poli | Ra 0,8µm | Polissage à la main ou à la machine |
| Miroir | Ra 0,4µm | Lapping multi-étapes |
⚙️ Note d'ingénierie ISO 2768-m contre ISO 2768-f
(ISO 2768-m milieu) Classe de tolérance commune dans les pièces fabriquées en CNC Nécessite la plupart des dimensions non critiques Utiliser (ISO 2768-f fin) uniquement pour les surfaces d'accouplement, les alésages de roulement ou les caractéristiques de localisation.
La réduction des différentes classes de tolérance sur un seul dessin serré sur les dimensions critiques et assoupli sur le moins critique réduira les coûts sans compromettre l'ajustement.
Conseils DFM pour la tolérance et la conception de fonctionnalités :
Point le plus important : toujours par défaut ISO 278-m et Ra 3,2 µm. Resserrer judicieusement les tolérances sur les caractéristiques d'accouplement Les tolérances serrées des couvertures ne sont pas optimales pour la fonction des pièces et coûtent plus cher.

Le coût du fraisage CNC dépend du type de machine, du matériau, de la tolérance souhaitée et de la quantité. Une fois que vous comprenez comment les magasins évaluent le travail, vous pouvez estimer le coût avant de télécharger un fichier CAO et de commander un devis rapide et identifier quand vous êtes surfacturé.
Taux horaire de 3 axes
$355/h
Taux horaire de 5 axes
$75250/h
Facteurs de coût qui déterminent les prix de fraisage CNC :
Comparaison régionale des coûts (tarifs horaires d'usinage CNC) :
| Région | Taux de 3 axes | Taux de 5 axes |
|---|---|---|
| Chine (Shenzhen/Dongguan) | $1225/h | $307/h |
| Europe (Allemagne/Royaume-Uni) | $4590/h | $90200/h |
| États-Unis | $35150/h | $75250/h |
💡 Pro Tip 5 façons de réduire les coûts de fraisage CNC
Prêt à voir le prix exact de votre pièce ? Obtenez un devis instantané en téléchargeant votre fichier CAO.
Principal point à retenir : le temps de machine domine le coût de fraisage CNC. L'approvisionnement du cluster chinois de fabrication CNC de Shenzhen/Dongguan peut réduire les taux d'usinage de 50701TP3 T par rapport aux magasins américains sans sacrifier la qualité lorsque le fournisseur détient la norme ISO 9001 et effectue une inspection en cours de processus.

Le fraisage CNC, le tournage CNC et l'impression 3 D conviennent chacun à différentes géométries de pièces, volumes et exigences de tolérance Le choix du mauvais processus de fabrication sur mesure au stade de la conception oblige à une réingénierie coûteuse plus tard Voici comment les trois processus se comparent sur les facteurs qui comptent le plus pour les ingénieurs et les équipes d'approvisionnement.
| Facteur | Fraisage CNC | Tournage CNC | Impression 3 D (FDM/SLS) |
|---|---|---|---|
| Géométrie | Prismatique, empoché, multi-visage | Rotatif/cylindrique | Organique complexe, treillis, canaux internes |
| Tolérance Typique | ±0,010,05 mm | ±0,010,03 mm | ±0,100,30 mm |
| Meilleur Volume | 10 000 pièces | 100 000 pièces | 10 pièces (prototypage) |
| Matériaux | Plus de 50 métaux et plastiques | Plus de 40 métaux et plastiques | 150 polymères, métaux limités |
| Délai d'exécution (prototype) | 3 jours | 3 jours | 1 jours |
| Finition de surface | Ra 0.83,2µm | Ra 0.43,2µm | Ra 6 lignes µm visibles (couche visible) |
✔ Avantages de fraisage CNC
️️ Limites de fraisage CNC
Notez que la fabrication de tôles (courbage, estampage, découpe laser) remplit une autre niche : supports de fabrication de métaux minces et boîtiers de calibre 25 dans un matériau de 0,5 mm d'épaisseur. Lorsqu'une pièce contient à la fois le formage de tôle (estampage par matrice, découpe laser) et des éléments usinés, de nombreux magasins découperont au laser le flan, puis fraiseront au CNC les interfaces de précision lors d'une opération secondaire.
Cadre de décision : CNC fraise toutes les pièces métalliques prismatiques à 0,05 mm ou mieux Externalise Tournage CNC pour arbres, bagues, autres pièces rondes. Impression 3D premiers prototypes en ABS ou en résine où la précision dimensionnelle n'a pas autant d'importance que la précision de la forme Utiliser usinage EDM filaire pour les pièces avec fentes minces ou coins pointus internes de R0,1 mm. Pour une comparaison plus approfondie, voir notre Fraisage CNC vs tournage CNC guide.
Point clé : les pièces métalliques non rotationnelles de broyeur CNC du prototype à la production en milieu de volume Lorsque vous commencez à produire des pièces rondes, passez au tournage, et lorsque vous voulez vérifier la forme, optez pour l'impression 3 D.
Vous ne pouvez pas supposer qu'un service d'usinage CNC en ligne vous donnera le même rendement, la même communication ou le même délai que notre réseau mondial de fabricants de pièces de confiance Juste parce qu'un atelier d'usinage peut faire des supports automobiles, ne signifie pas qu'ils peuvent faire des pièces de qualité aérospatiale Utilisez la liste de contrôle ci-dessous pour vérifier un atelier d'usinage CNC en ligne avant d'acheter.
✔ Liste de contrôle d'évaluation des fournisseurs en 8 points
️️ Drapeaux rouges lors de l'évaluation d'un fournisseur de fraisage CNC
Le-creator exploite un seul magasin à Shenzhen avec plus de 80 CNC (3-5 axes), des machines certifiées ISO 9001, une inspection CMM interne et un rendement de premier passage de 981TP3 T sur 17 ans de production Pour voir les implications pour votre part, consultez Capacités d'usinage CNC de Le-creator ou visitez le Service d'usinage CNC aperçu.
Point clé de haut niveau : la certification et la qualité du retour d'information DFM et l'inspection interne vous en disent plus sur la qualité du fraisage CNC que sur la simple tarification La possession de la machine est une préoccupation-travail qui est sous-traité à un tiers ne peut pas être tenu aux mêmes tolérances que le travail interne.
Taux de fraisage CNC typique à 3 axes : 35-55 USD/h (US), $12-25/h (Chine).Les prix à 5 axes pour les fournisseurs nationaux varient de 75 à 250 USD/h. Le coût par pièce comporte d'autres variables : matériau, tolérance, taille du lot, etc.
L'outil de fraisage CNC reste stationnaire et le travail est tourné pour créer des formes, des poches et des fentes prismatiques. Le tournage CNC utilise un outil de coupe fixe pendant que le travail tourne autour de lui ; cette méthode est meilleure pour les pièces entièrement cylindriques, telles que les broches, les bagues et les arbres. Les géométries complexes exigent souvent un fraisage et un tournage utilisés en séquence pour finir une pièce.
Les matériaux d'usinage CNC comprenaient l'aluminium (6061, 7075), l'acier inoxydable (304, 316 L), le cuivre, le laiton, les plastiques comme le POM (Delrin), le PEEK, le nylon et d'autres dans plus de 50 variétés. La sélection des matériaux est déterminée par le coût, la résistance fonctionnelle et la résistance à la corrosion.
Tolérances actuelles des dimensions de fraisage CNC : 0,05 mm (standard, ISO 2768-m).L'équipement calibré atteint des tolérances de 0,01 mm.L'augmentation des niveaux de tolérance peut être de 30 à 501 TP3 T plus chère ; appliquer des tolérances de précision uniquement sur les surfaces d'accouplement.
Les commandes de prototypage rapide (1-10 pièces) sont en moyenne de 3-7 jours ouvrables pour fabriquer Jusqu'à 1 000 pièces pour l'assemblage de production peut coûter 10-20 jours ouvrables pour l'ingénierie Le prototype est la spécification de conception cible ; la production est le produit fini Le service accéléré peut réduire le temps de prototype à 1-3 jours à une prime de 30-501TP3 T. De nombreux fournisseurs de CNC de qualité offrent des programmes de pièces à rotation rapide pour les commandes urgentes.
Les 5 axes CNC peuvent générer des formes 3 D complexes, y compris des surfs festonnés, des contre-dépouilles et des angles en un seul coup Des pièces complexes comme les aubes de turbine, les coques cosmétiques et les implants médicaux utilisent généralement des 5 axes simultanés Pour les volumes internes, l'impression 3 D ou l'EDM peut résoudre le problème puisque le fraisage de 5 axes de configuration ne peut pas atteindre l'intérieur de la pièce.
Utiliser des tolérances standard (ISO 2768-m) pour les dimensions non critiques Sélectionner l'aluminium (coût, usinabilité) par rapport à l'acier ou au titane Remplacer les 5 axes par des pièces à 3 axes en évitant les régions en contre-dépouille et utiliser des caractéristiques de conception d'usinage CNC, comme des bords ronds ou des formes horizontales Regrouper les pièces similaires dans les commandes en vrac pour absorber les coûts de temps de configuration CNC Sauter les finitions des surfaces cosmétiques, appliquer Ra 3,2 µm (usiné à la rugue) qualité de surface est bon pour les pièces s'insérant à l'intérieur d'autres assemblages.
Soumettez un fichier CAO et obtenez un devis instantanément Le-creator crée un prototype en seulement 3 jours avec une précision de 0,01 mm en utilisant plus de 80 machines CNC dans notre usine de Shenzhen, en Chine.
L'équipe derrière cette analyse
Ce guide de stratégies de fraisage CNC a été développé par le département d'ingénierie Le-creator (Le-creator Technology Co. Ltd), combinant plus de 80 usines CNC 3 axes, 4 axes, 5 axes 5 à partir d'une seule installation de Shenzhen. Le-creator affiche plus de 10 ans de projets CNC, assemble et teste l'expérience, plus de 951TP3 T taux de réussite de la première tentative ; les ingénieurs de processus et les rédacteurs techniques ont modélisé ce guide en utilisant des données réelles sur les ateliers et des résultats de projets représentatifs au profit des fabricants recherchant un fabricant potentiel pour les devis de projets CNC.









