


Servicio de apoyo, profesional y centrado en el cliente
Póngase en contacto con la empresa Lecreator
Desde prototipos hasta producción a gran escala, lo tenemos cubierto.


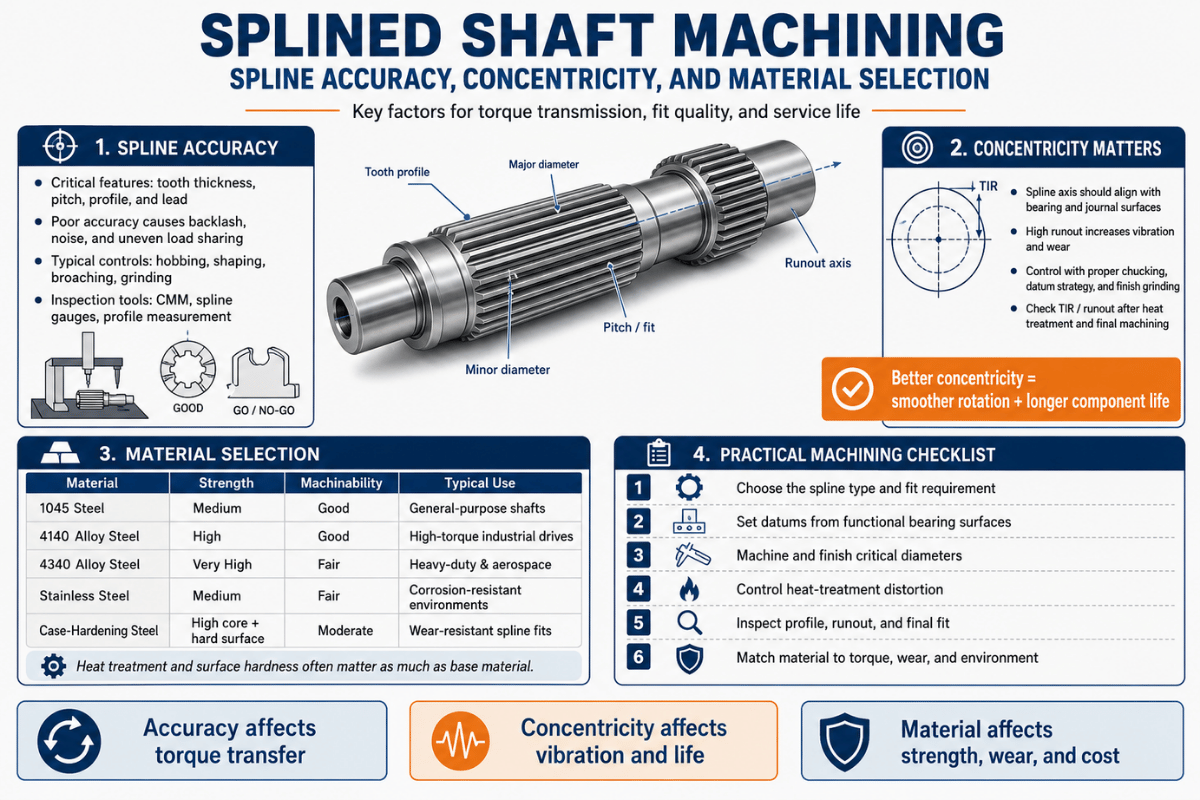
El mecanizado de ejes estriados es el proceso de cortar una serie de dientes, crestas o ranuras a lo largo de un eje para que pueda transmitir torque a un cubo coincidente mientras mantiene la alineación, y las tres cosas que deciden si el trabajo de la pieza es precisión, concentricidad y precisión de las estrías. selección de materiales. Obtenga la clase de ajuste correcta, mantenga la estría fiel a los muñones del rodamiento y elija un acero y un tratamiento térmico que sobreviva a la carga, y un eje estriado dure más que el conjunto que lo rodea. Si pierde uno, obtendrá reacciones violentas, inquietudes o una pieza que no se ensamblará. Esta guía recorre los métodos, estándares y decisiones que un maquinista o comprador en activo realmente tiene que tomar.
| Normas rectoras | ANSI/ASME B92.1 (pulgadas) · ANSI B92.2M / ISO 4156-1/2/3:2021 (métrico, ajuste lateral) · DIN 5480 (diámetro de referencia) · JIS D 2001 |
| Formas estriadas | Involuta · de lados rectos (paralelos) · dentada · helicoidal · coronada · bola |
| Centrado/ajuste | Ajuste lateral (flanco), ajuste de diámetro mayor, ajuste de diámetro menor |
| Materiales comunes | 8620, 4140, 4340, 1045, 17-4 PH inoxidable |
| Métodos de corte | Cobertura, brochado, modelado, fresado, raspado/deslizamiento eléctrico, laminado en frío, rectificado, electroerosión de alambre |
| Inspección | Medidores compuestos GO/elemento NO-GO, medición sobre pines, CMM (según ISO 4156-3) |

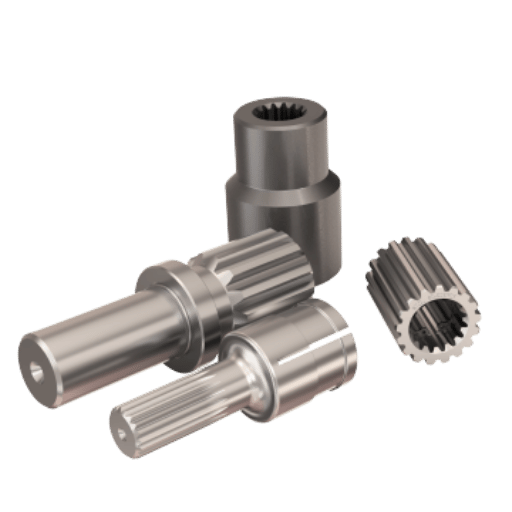
Un eje estriado es un eje cilíndrico con múltiples dientes (las estrías) cortados paralelos a su eje que engranan con ranuras coincidentes en una pieza coincidente, un engranaje, cubo o acoplamiento, para transmitir torque y mantener las dos partes alineadas. A diferencia de una sola llave en un chavetero, las estrías distribuyen la carga entre muchos dientes, por lo que el mismo diámetro del eje conlleva mucho más torque, funciona con menos concentración de tensión y puede permitir que el cubo se deslice axialmente mientras lo acciona.
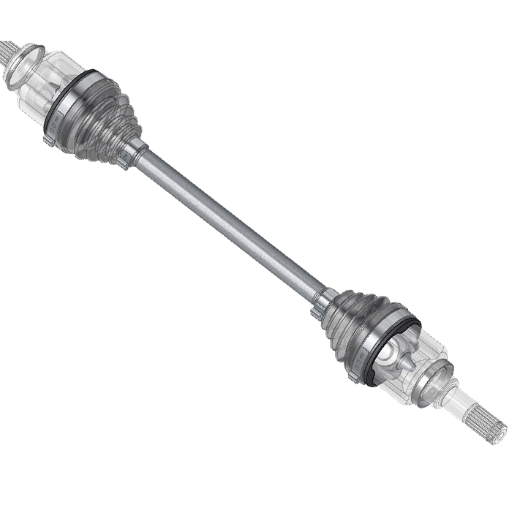
Esa capacidad de deslizamiento es la razón ejes de transmisión, los mecanismos de cambio de la transmisión y las columnas de dirección plegables utilizan estrías en lugar de llaves.
Primero, establezca el formulario spline, porque impulsa el método de corte, el estándar y el costo. La siguiente tabla agrupa los formularios que realmente se le pedirá que haga.
| Forma estriada | Perfil dental | Norma rectora | Uso típico |
|---|---|---|---|
| Involuta (30°) | Flancos involutos curvos, autocentrantes | ANSI B92.1 / ISO 4156 / DIN 5480 | Transmisiones automáticas, cajas de cambios |
| Involuta (37,5°) | Ángulo de presión más alto, raíz más fuerte | ANSI B92.1 / ISO 4156 | Estrías compactas y de alto par |
| Involuta (45°) | Poco profundo, muchos dientes | ANSI B92.1 (raíz de filete) | Paso fino, diámetros pequeños |
| Lado recto (paralelo) | Flancos planos y paralelos | SAE/ISO 14 (mayor) | TDF agrícola, accionamientos de baja velocidad |
| Serrado | Dientes en forma de V de 45°/60° | SAE J498 | Perillas de ajuste, posicionamiento press-fit |
| Involuta helicoidal | Dientes involutos en ángulo | ISO 4156 (anexo helicoidal) | Transferencia de par suave a alta velocidad |
| Coronado | Flanco de cañón a lo largo | Por dibujo / OEM | Acoplamientos tolerantes a desalineaciones |
| Estrías de bolas | Ranuras con bolas de recirculación | Específico del fabricante | Robótica lineal más de par de baja fricción |
| Cara (Hirth) spline | Dientes radiales en una cara extrema | Por dibujo / DIN 5481-adyacente | Bujes de rueda, acoplamientos indexadores |
Formularios compilados a partir de definiciones de geometría spline ANSI B92.1 e ISO 4156.
Las estrías enredadas dominan porque los flancos curvos son autocentrantes y comparten la carga suavemente, razón por la cual casi todos eje torneado de precisión en una caja de cambios moderna los utiliza. Las estrías de lados rectos todavía aparecen en los ejes de las TDF agrícolas, donde la simplicidad supera a la eficiencia. Nota de ingeniería: si su impresión solo dice “spline”, pregunte qué estándar y ajuste antes de citar, el formulario por sí solo no fija el grosor del diente ni el método de inspección.

Los ejes estriados se cortan tallando, brochando, dando forma, fresando, raspando (esquivando), laminando en frío, rectificando, electroerosionando alambre o en un torneador suizo, y la elección correcta sigue cuatro preguntas: interna o externa, cuántas piezas, qué clase de precisión y qué tan duro es el acero. No existe un único “mejor” método; la compensación es lo que Mapa del método de corte estriado de 9 procesos a continuación es para.
| Método | Interno externo | Mejor volumen | Precisión | ¿cortes endurecidos? |
|---|---|---|---|---|
| Hobbing | Sólo externo | Medio-alto | Alto | No (suave) |
| Brochado lineal | Interno y externo | Alto | Alto | Brochado duro: sí |
| Brochado rotativo | Interno y externo | Medio-bajo | Medio-alto | Suave |
| Dar forma | Interno (y externo) | Medio-bajo | Medio | No |
| fresado CNC | Interno y externo | Prototipo-bajo | Alto (5 ejes) | No |
| Scudding/skiving de poder | Interno y externo | Medio-alto | Alto | Capacidad de acabado duro |
| Laminación/formación en frío | Sólo externo | Muy alto | Medio-alto | No (formado blando) |
| Rectificado de perfiles | Externo (interno con límite de diámetro pequeño) | Cualquiera (acabado) | Más alto | Sí (después de HT) |
| Edm de alambre | Interno y externo | Bajo único | Alto | Sí (cualquier dureza) |
Capacidades de proceso por soluciones de engranajes y fuentes de corte de engranajes/espinas de tecnología de engranajes.
Algunas reglas generales quedan fuera de este mapa. Hobbing es el método de pan de mantequilla para estrías externas a gran volumen porque una placa, una fresa rotativa, genera la forma involuta rápidamente con un acabado excelente, pero no puedo cortar estrías internas. Broaching utiliza una herramienta de corte de múltiples dientes que se introduce en una sola pasada, y hacer coincidir esa herramienta con la configuración de la pieza es todo el juego. Broaching posee estrías internas y se encuentra entre las formas más rápidas de fabricar una, como lo expresó un maquinista en un foro de la industria, “el brochado es la forma más rápida de fabricar una estría”, aunque con un gran volumen de laminación en frío y scudding compiten. Un punto contrario a la intuición que hace tropezar a los compradores: el brochado no es sólo un proceso de desbaste. Por Soluciones de engranajes, el brochado duro se aplica específicamente a estrías internas que necesitan una concentricidad precisa. Y scudding (skiving de potencia) «un método de generación más nuevo, puede cortar estrías internas y externas y acabarlas; su desarrollador informa velocidades de cinco a seis veces más rápidas que la configuración de engranajes internos, por Tecnología de engranajes.
“El brochado duro es aplicable a componentes que requieren concentricidad precisa, por ejemplo, splines internos”
“Gear Solutions, ”Una actualización sobre la tecnología de brochado”
Lo brochas, lo brochas rotativas en el torno o lo indexas manualmente. Para más de unas pocas piezas, la respuesta del taller es hacer una brocha y presionarla en un molino o prensa de cenador, o colocar una brocha rotativa en la torreta del torno.
Un maquinista de r/Machinists resumió el llamado de esta manera: “Haz una brocha y presiónala en el molino, o una brocha giratoria y córtala en el torno, así lo haría si necesito más de unos pocos” Para una o dos piezas sin indexación alguna, un cabezal divisor o una mesa giratoria en el molino, un moldeador con indexación directa o incluso una herramienta de torno montada en su costado y en rejilla hacia adelante y hacia atrás producirá una estría utilizable. Para estrías internas en piezas endurecidas donde no sobrevivirá ningún cortador, electroerosión por cable corta cualquier dureza, solo lleva más tiempo. Lecreator corre fresado CNC, torneado, tipo suizo, electroerosión de alambre y mecanizado interno de torneado multitarea, por lo que el método de corte sigue la pieza en lugar del equipo en cuestión.

La precisión del spline se establece mediante tres cosas en el dibujo: el estándar vigente, la clase de tolerancia y la clase de ajuste, juntas limitan el ancho del espacio, el grosor de los dientes y forman de modo que el eje y el cubo se ensamblan y comparten la carga. Un error que se debe evitar es tratar ANSI B92.1, ISO 4156 y DIN 5480 como intercambiables. No lo son. Cada uno tiene un alcance definido y citar el equivocado es la forma más rápida de perder la confianza de un revisor experimentado.
| Estándar | Sistema/unidades | Ángulos de presión | Tolerancia/clases de ajuste |
|---|---|---|---|
| ANSI/ASME B92.1 | Pulgada, paso diametral | 30°, 37.5°, 45° | Clases por ancho de espacio/espesor de dientes; enfoque de ajuste lateral |
| ANSI B92.2M | Módulo métrico | 30°, 37.5°, 45° | Se alinea con la base ISO 4156 |
| ISO 4156-1/2/3:2021 | Módulo métrico, ajuste lateral | 30°, 37.5°, 45° | Clases de tolerancia 4, 5, 6, 7; ajuste por desviación (H/d, H/e, H/f, H/h) |
| DIN 5480 | Métrica, diámetro de referencia | Sólo 30° | Clases de tolerancia 5-12 (menor = más apretado) |
| JIS D 2001 | Métrico (automóvil japonés) | 30° | Serie spline envolvente para vehículos |
Datos de clase según el ISO 4156-1:2021 estándar y un análisis de tolerancia publicado por IAENG (WCE 2011); Rango DIN por DIN 5480-2 (edición actual 2025).
Lea el alcance antes de leer la clase. ISO 4156 cubre recto (no helicoidal) ajuste lateral Estrías de involuta cilíndricas, no es una autoridad universal para cada geometría de estrías y se divide en la parte 1 (diseño), la parte 2 (dimensiones) y la parte 3 (inspección). DIN 5480 está limitado a un ángulo de presión de 30° porque los ángulos de 37,5° y 45° son manejados por ISO 4156. En ISO 4156, la posición de tolerancia de estrías internas es siempre “H” y el ajuste se establece mediante la desviación externa (eje). La clase de tolerancia 4 es la más ajustada y la 7 la más suelta; DIN 5480 va del 5 al 12 según el mismo principio. Para una estría deslizante se especifica un ajuste más flojo para que se mueva libremente; para una junta fija y concéntrica se aprieta. Por lo tanto, una llamada de estrías real parece “Involuta, 30° PA, paso diametral 24/48, ISO 4156 clase 5, ajuste lateral H/f” “no solo ”spline” Este es el tipo de trabajo de tolerancia estricta donde el estándar, no la tienda, define la aceptación.
La concentricidad en un eje estriado significa que el círculo primitivo estriado permanece en el mismo eje que los muñones del rodamiento, por lo que la pieza funciona sin el tambaleo que impulsa la vibración, el ruido y el desgaste desigual de los dientes. Lo controlas de dos maneras: eligiendo cómo se centra la ranura en su centro de acoplamiento y minimizando cuántas veces se vuelve a fijar la pieza mientras se corta. Ambos importan, y el segundo es de donde proviene realmente la mayor parte del descentramiento.
El método de centrado es una decisión de diseño con consecuencias reales. El ajuste lateral (flanco) que estandarizan ISO 4156 y ANSI B92.1 se ubica en los flancos de los dientes y es el predeterminado para la transmisión de par; en cambio, un ajuste de diámetro mayor se ubica en las puntas de los dientes y se elige específicamente cuando la concentricidad es la prioridad; el ajuste de diámetro menor es la tercera opción. Una advertencia que vale la pena señalar: los estándares de ajuste lateral (ISO 4156, ANSI B92.1) no cubren completamente la tolerancia del ajuste de diámetro mayor, SAE señala que el apéndice ANSI B92.1/96 no se aplica a las estrías de ajuste de diámetro mayor, por lo que un ajuste de diámetro mayor es una elección de ingeniería deliberada que necesita su propio tratamiento de tolerancia, no una cláusula que pueda copiar de la tabla de ajuste lateral.
| Método de centrado | Localiza en | Mejor para |
|---|---|---|
| Ajuste lateral (flanco) | Flancos dentales | Transmisión de par (el estándar predeterminado) |
| Ajuste de diámetro mayor | Puntas de los dientes (OD) | Mejor concentricidad; mensurable sobre alfileres |
| Ajuste de diámetro menor | Raíz/diámetro menor | Centrado alternativo; más difícil de medir sobre pasadores |
Cada vez que se suelta un eje y se vuelve a fijar entre operaciones, la nueva configuración agrega su propio error al descentramiento total indicado (TIR) entre el spline y los muñones. Un eje giró, luego se movió a una fresa separada, luego a una amoladora, apila tres errores de configuración. Cortar los muñones y generar el spline en una sola sujeción en a máquina multitarea (turn-mill) o Torno suizo colapsa esa pila en una referencia, que es la forma más eficaz de mantener TIR ajustado. Lecreator dirige ejes estriados con concentricidad crítica a través de un molino de torneado de configuración única o mecanizado suizo exactamente por esta razón.

La selección de materiales para un eje estriado equilibra la tenacidad del núcleo, la resistencia al desgaste de la superficie y la maquinabilidad, y la ruta del tratamiento térmico generalmente importa más que la aleación base. La opción dominante es un acero endurecido cortado suavemente y luego carburado hasta obtener una superficie de desgaste dura sobre un núcleo resistente, porque una ranura necesita un flanco duro que resista el desgaste pero un núcleo lo suficientemente dúctil para absorber cargas de impacto.
| Material | Ruta del tratamiento térmico | Dureza típica | Uso estriado |
|---|---|---|---|
| 8620 | Carburar (endurecer el estuche) | 58-62 Caso HRC | Equipo de caballo de batalla/spline en blanco |
| 9310 | Carburar | 58-62 Caso HRC | Aeroespacial, carga alta |
| 4140 | Endurecer / preendurecer | 28-32 HRC | Servicio general, máquina suave |
| 4340 | A través del endurecimiento + temperamento | 32-40 HRC | Ejes de alta resistencia |
| 4150 / 4145 | Splines endurecidos por inducción | Zona 50-58 HRC | Ejes de transmisión/eje |
| 1045 | Inducción o laminado | Zona 45-55 HRC | Piezas de acero al carbono basadas en costos |
| 5120 / 20MnCr5 | Carburar | 58-62 Caso HRC | Splines automáticos europeos |
| 17-4 PH inoxidable | Endurecimiento por precipitación (H900) | ~40-44 HRC | Corrosión + fuerza |
| Aleación nitrurante (Nitralloy) | Nitruro (baja distorsión) | Superficie 60-65 HRC | Splines críticos para la distorsión |
Rangos de dureza sintetizados a partir de hojas de datos AISI 8620 y referencias de tratamientos térmicos de engranajes; verifique con los datos certificados del molino de su proveedor.
El tratamiento térmico le da a la spline su vida útil, pero también distorsiona la pieza, por lo que la secuencia generalmente se corta suave, se endurece y luego se termina. La distorsión es real y varía según el proceso y la geometría, por lo que trate los números publicados como ejemplos, no como una regla universal.
Soluciones de engranajes informa que en el endurecimiento por inducción el último diente se puede sacar de 0,1 a 0,8 mm, mientras que un estudio revisado por pares de un engranaje de 8620H (publicado vía DOAJ) descentramiento de la cara final medido cerca de 0,023 mm antes del tratamiento térmico y 0,059 mm después. La profundidad típica de la caja carburada es de 0,3 a 0,5 mm con un núcleo superior a 25 HRC; la superficie de la caja endurecida depende del acero y las especificaciones, el 8620 carburado comúnmente termina alrededor de 58-62 HRC, con algunos flancos de engranaje especificados más arriba. Un taller que ejecuta espacios en blanco estriados día tras día lo publicó claramente en un foro de la industria: “principalmente es 8620 a 58/62 Rc con una caja de 0,06; para trabajos duros, 4140 preduro a 28/32.” Cuando el estrías endurecidas tiene que mantener una clase apretada después de esa distorsión, se terminan los flancos, que es el único método en el mapa que corta una pieza completamente endurecida con la mayor precisión. Para mayor corrosión y resistencia, el acero inoxidable 17-4 PH es la respuesta habitual; consulte nuestras notas en Mecanizado 17-4 PH.

El ajuste entre un eje estriado y su cubo decide si la junta se desliza, se bloquea o suena, y usted lo configura deliberadamente con una clase de espacio libre, transición o interferencia más un objetivo de juego. Una ranura deslizante (un collar de cambio, una toma de fuerza) necesita espacio libre para moverse bajo carga; un acoplamiento fijo necesita poco o ningún juego para que no se suelte. El juego es el juego libre de rotación entre los dientes coincidentes, y se intercambia con la facilidad de montaje: demasiado apretado y las piezas se agrietan con el montaje, demasiado sueltas y las piezas de la junta se agitan con el par de inversión.
En la práctica, haga coincidir la clase de ajuste con el trabajo: una ranura de deslizamiento libre utiliza una clase suelta (por ejemplo, ISO 4156 H/e o H/d), una ranura de deslizamiento cercano, una clase media (H/f) y una junta no deslizante ubicada, la clase más estrecha que cumple su proceso. Si el cubo es un engranaje o acoplamiento separado, se aplica la misma lógica y una conexión estriada todavía conlleva mucho más torque que una sola llave para el mismo diámetro, que es la razón para usar una. Este es un punto de decisión frecuente al elegir entre girar versus fresar una característica determinada.
La inspección de estrías verifica que los dientes cortados caigan dentro de la clase de tolerancia del estándar y utiliza tres capas: medidores GO compuestos, medidores NO-GO de elementos y medición dimensional sobre pasadores o por CMM. ISO 4156-3 define el alcance de inspección para estrías involutas de ajuste lateral, por lo que el calibre no es solo una preferencia de taller, es parte del estándar que citó en el dibujo.
| Método | Lo que comprueba | Cuándo utilizar |
|---|---|---|
| Medidor GO compuesto | Ajuste efectivo sobre todos los dientes (se ensamblará) | Producción go/no go |
| Medidor NO-GO del elemento | Límite real de espesor de diente/ancho de espacio | Confirma no demasiado flojo |
| Medición sobre pines/bolas | Grosor del diente mediante dos pasadores en espacios opuestos | Primer artículo, ajuste en el diámetro mayor |
| escaneo CMM | Perfil, índice, cliente potencial, salida a revistas | Piezas de clase ajustada/aeroespaciales |
El flujo de trabajo práctico es medir cada pieza con los medidores compuestos y de elementos para el ensamblaje, luego probar la dimensión en un primer artículo con medición sobre pasadores y un CMM. Tenga en cuenta un límite de los estándares: los espacios dobles de un eje de ajuste de diámetro menor no se pueden medir sobre pasadores, así que planifique la ruta CMM para ellos. Lecreator documenta esto con una inspección del primer artículo y un informe CMM en cada pedido; nuestras notas sobre Inspección CMM y inspección del primer artículo cubrir la documentación. En el taller, los maquinistas confirman un ajuste de interferencia entre un eje estriado y un cubo tomando una medida CMM o un gráfico de sombras como maestro para comparar.

El costo de un eje estriado es impulsado menos por el propio estriado que por la clase de precisión, la secuencia de tratamiento y molienda con calor y el volumen, y la mayor parte es controlable en la etapa de diseño. Un suelo estriado después de la carburación hasta un ajuste de clase 5 puede costar varias veces un estriado de corte suave de clase 7 del mismo tamaño. La palanca más grande es especificar sólo la precisión que necesita la aplicación.
Para los compradores que se abastecen en alta mar, el costo total de desembarque importa tanto como el precio de la pieza. Lecreator cotiza ejes estriados en términos transparentes de DDP con derechos incluidos y barcos de China con documentación del primer artículo y de trazabilidad del material, por lo que el costo de la cotización es el costo en su muelle. El giro y mecanizado CNC la capacidad detrás de eso es la misma línea que ejecuta el trabajo de concentricidad crítica anterior.
La demanda de ejes estriados de precisión sigue el mercado de transmisiones, y los cambios a corto plazo son la electrificación, el aligeramiento y la formación de forma neta. El mercado mundial de ejes estriados ronda los 1.700 millones de dólares con una tasa de crecimiento media de un solo dígito, y el mercado de ejes de transmisión para automóviles que alimenta se pronostica en la misma banda CAGR de 4,9-5,6% hasta principios de la década de 2030 (estimaciones de investigación de mercado, direccionales, no auditadas).
Ahora vale la pena planificar tres tendencias de ingeniería. En primer lugar, los semiejes de los vehículos eléctricos y los acoplamientos de los ejes eléctricos se apoyan en conexiones estriadas y de revestimiento frontal, los salpicaduras frontales en los cubos de las ruedas motrices ya son un área de patente concedida (US 8.444.322 B2). En segundo lugar, formación en frío y laminación casi en la red de dientes estriados (US 5.213.250 A) mejora el uso del material y la resistencia a la fatiga en comparación con el corte, lo que importa a medida que aumentan los volúmenes. En tercer lugar, generar métodos como el scudding y el skiving eléctrico, e incluso líneas flexibles de ondas de deformación fabricadas con aditivos (WO 2018/165662 A1), están ampliando lo que se considera un spline “mecanizado”. El elemento de acción para un comprador: cuando inicia un nuevo programa, pregunte en su tienda cuál de estas cadenas de proceso se adapta a su volumen, el spline más barato con 100 piezas rara vez es el más barato con 100.000.
Actualizado en junio de 2026.
Esta guía combina los estándares spline publicados (ANSI B92.1, ISO 4156, DIN 5480) y la investigación comercial y revisada por pares sobre brochado, distorsión del tratamiento térmico y centrado con nuestra propia práctica de taller de mecanizado de ejes estriados y piezas giratorias. Los puntos de concentricidad, inspección y configuración única reflejan cómo enrutamos el trabajo crítico de concentricidad a través de un molino de giro y mecanizado suizo con verificación CMM. Revisado por el equipo técnico de Shenzhen Le-creator Technology Co., Ltd.
¿necesita ejes estriados cortados según un estándar y clase de ajuste específicos, con documentación del primer artículo y del material?









