


Servicio de apoyo, profesional y centrado en el cliente
Póngase en contacto con la empresa Lecreator
Desde prototipos hasta producción a gran escala, lo tenemos cubierto.


| Materiales corporales comunes | Aluminio 6061-T6, hierro dúctil 65-45-12, acero 4140, acero inoxidable 316 |
| Presión de trabajo típica | ~3000 psi (210 bar) para aluminio 6061; ~5000 psi (350 bar) para hierro dúctil |
| Estándares de interfaz de válvula | ISO 4401 / NFPA D03-D08 / CETOP 3-10; Puertos de protuberancia de junta tórica SAE J1926 (ISO 6149) |
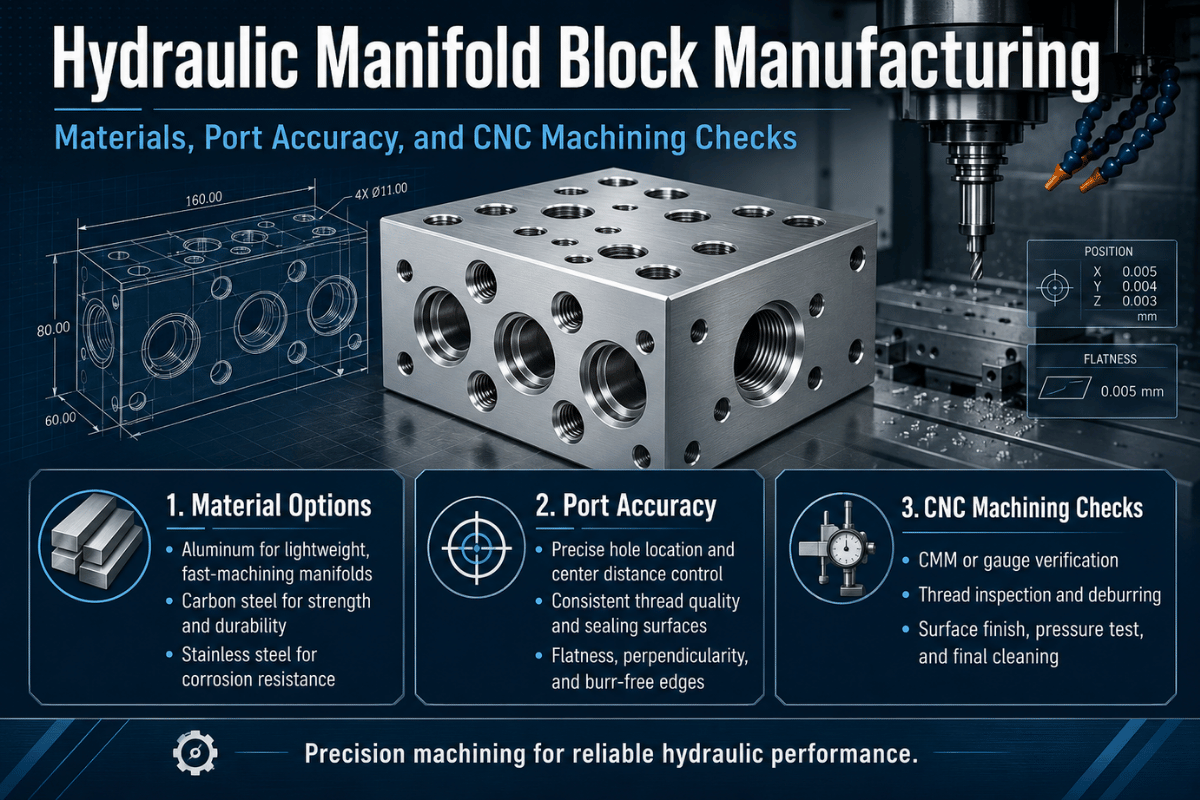
| Puntos críticos de precisión | Posición de intersección del orificio transversal, concentricidad de la cavidad del cartucho, planitud de la almohadilla de la válvula, acabado de la cara del sello |
| Limpieza de fluidos objetivo | ISO 4406 18/16/13 (general) al 16/14/11 (servo/proporcional) después del lavado |
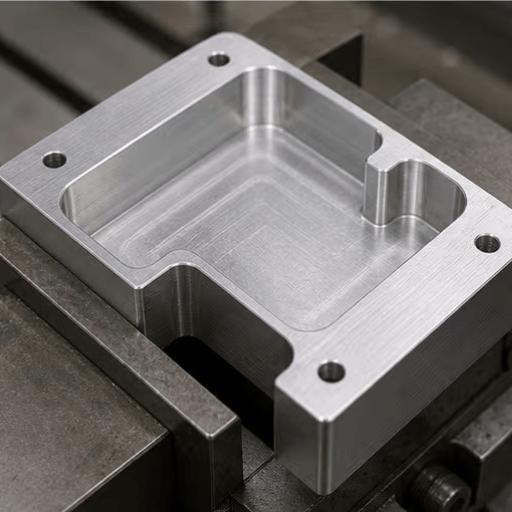
Retire el marketing y un colector será un bloque sólido de aluminio o hierro con agujeros perforados a través de él. Algunos agujeros son puertos donde se conectan mangueras o válvulas; otros son pasajes internos que unen esos puertos en una pieza de trabajo circuito hidráulico. Monte las válvulas directamente en el bloque y habrá reemplazado una maraña de tees, accesorios y mangueras con una pieza mecanizada. Los ingenieros llaman a esa integración circuito integrado hidráulico (HIC).
Entonces, ¿por qué elegir una pieza que es realmente difícil de fabricar sobre componentes que simplemente puedes conectar? Tres razones que se mantienen en el campo: menos juntas externas significan menos lugares donde tener fugas; un bloque compacto sobrevive a la vibración que afloja las conexiones roscadas; y la consolidación de válvulas en una superficie de montaje hace que una máquina sea más fácil de mantener. Fuentes de la industria comúnmente citan una reducción de la huella de 60-80% y una caída de 20-30 puntos de conexión externos a tan solo 2-4 cuando un circuito multiválvula pasa a un colector. El problema es que cada camino de fuga que eliminaste del exterior ahora está activo interior el bloque, donde no se puede ver, es exactamente por eso que la calidad de fabricación, no el concepto, decide la confiabilidad.
“La cavidad parece una forma ligeramente cónica con escalones cilíndricos, y en cada escalón hay una perforación cruzada correspondiente a cada puerto de válvula”

Antes de que una tienda cotice un bloque, necesita saber qué construcción desea, porque cada una se adapta de manera diferente.
Un solo tocho con cada paso y cavidad perforada en él. Esta es la opción más densa, sin fugas y más difícil de mecanizar, porque todo el enrutamiento interno es personalizado. Los diseños monobloque manejan las presiones más altas y el embalaje más ajustado.
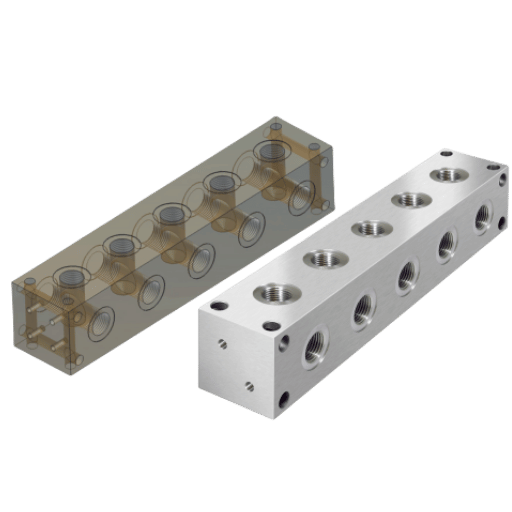
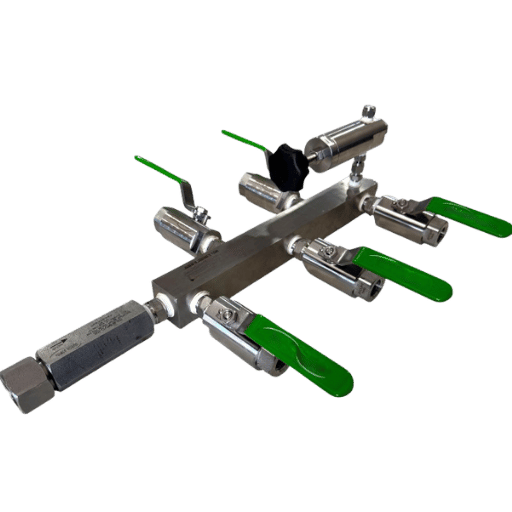
Material de barra mecanizado que acepta válvulas estándar montadas en subplacas atornilladas en una pila, con sándwich (modular) válvulas cetop agregar funciones de presión o flujo entre placas. Los colectores de barras funcionan desde tamaños D03 hasta D10 y son mucho más económicos que los bloques personalizados debido a las interfaces de válvula y montaje los agujeros están estandarizados. Como Mundo de energía fluida notas, la mayor parte de la perforación es perpendicular a la superficie, el único desafío real es la portabilidad diagonal a cada interfaz de válvula.
Las funciones de las válvulas están integradas en cavidades mecanizadas dentro del bloque. Atornillado válvulas de cartucho maneje el control direccional, de presión y de flujo; Los cartuchos deslizantes grandes, también llamados elementos lógicos, pasan flujo en miles de galones por minuto. Los bloques de cartuchos ofrecen combinaciones de control casi infinitas de diseño a partir de un catálogo de productos de válvulas estándar, pero las cavidades son la característica más exigente en toda su parte.
| Tipo | Puntos de fuga externos | Utilidad | Mejor uso |
|---|---|---|---|
| Monobloque | Más bajo (2-4) | Reemplazar todo el bloque | Embalaje hermético y de alta presión |
| Sándwich/barra modular | Medio | Cambie una válvula en la pila | Circuitos industriales estándar |
| Cartucho/HIC | Bajo | Desenrosque un cartucho en menos de un minuto | Lógica compacta y compleja |

Este es el resultado que sorprende a los compradores que esperan un menú de materiales largo: en la producción, casi todos los colectores hidráulicos son uno de dos materiales, y la presión de trabajo aumenta. Una advertencia primero, según NFPA T3.5.1, la presión de trabajo máxima de un colector la establece el fabricante para el diseño específico y el método de prueba, no solo para el metal, y la prueba de fatiga de marcos ISO 10771-1 alrededor de la envoltura que contiene presión de la pieza. Las cifras a continuación son las clasificaciones que los fabricantes publican para los grados de colectores estándar, así que trátelos como ejemplos calibrados, no como leyes de materiales. Dicho esto: los fabricantes califican el estándar aluminio 6061-T6 (ASTM B221) colectores de alrededor de 3000 psi (210 bar) que funcionan con una clasificación de prueba cercana a 6000 psi, mientras hierro dúctil 65-45-12 (ASTM A536) aproximadamente duplica esa cifra a aproximadamente 5000 psi (350 bar) de funcionamiento, con índices de prueba y ráfaga cercanos a 10 000 y 20 000 psi. Todo lo demás en el gráfico es la excepción que se puede encontrar cuando la corrosión, el peso o la presión extrema fuerzan su mano.
| Material | Presión de trabajo típica | Por qué lo eliges | Nota de mecanizado |
|---|---|---|---|
| Aluminio 6061-T6 | ~3000 psi (210 bar) | Ligero, de bajo coste, anodiza; predeterminado para móviles | Más fácil de mecanizar; perforación rápida |
| Aluminio 7075-T6 | Mayor resistencia, límite de fluido similar | Aeroespacial crítico para la resistencia y sensible al peso | Menos tolerante a la corrosión; no para soldar |
| Fier ductil 65-45-12 | ~5.000 psi (350 bar) | Mayor presión, amortiguación de vibraciones | Corte más duro; necesita recubrimiento para la corrosión |
| Dúctil de alta calidad (p. ej., Dura-Bar) | Hasta ~6500 psi (NFPA T2.6.1) | Circuitos móviles de alta presión | Grano consistente, perforable |
| Acero aleado 4140 | Por encima de ~5000 psi (varía) | Presión muy alta, alta resistencia | Es difícil perforar pasajes largos; más lento |
| 17-4 PH inoxidable | Alto (resistencia + corrosión) | Resistencia más resistencia a la corrosión | Jardines de trabajo; piensos controlados |
| 316 inoxidable | Moderado (liderado por la corrosión) | Marino, submarino, alimentario, químico | Gomoso; herramientas afiladas, refrigerante contra inundaciones |
| Latón C360 | Bajo | Instrumentación, piloto de baja presión | Corte libre; excelente acabado |
| 5052/2024 aluminio | Inferior (situacional) | Placas formadas, nicho aeroespacial | Raro para colectores monobloque |
Las clasificaciones reflejan los grados estándar del colector (hierro dúctil ASTM A536, aluminio ASTM B221 6061, dúctil de alta resistencia NFPA T2.6.1). Trátelos como punto de partida y confirme la presión nominal para determinar la geometría exacta de su pieza y el espesor de pared.
Una nota de campo de nuestro propio taller: el aluminio de mayor resistencia no siempre tiene que ver con la presión. En un programa de colector de refrigeración de batería que ejecutamos en 7075-T6 a 2500 unidades al mes, se eligió la aleación por su rigidez y estabilidad dimensional en paredes delgadas, manteniendo una concentricidad de ±0,001 pulgadas (0,025 mm) con una capacidad de proceso superior a Cpk 1,67, la resistencia nos permitió repetir, no una clasificación de fluido más alta. Si su colector es de aluminio y desea la superficie y la historia de corrosión, consulte nuestras notas en mecanizado CNC de aluminio; pentru blocuri cu lomo de corrosiune, mecanizado en acero inoxidable cubre compensaciones de calificaciones.

La precisión del puerto comienza en la interfaz de la válvula. Si un bloque va a aceptar válvulas direccionales disponibles en el mercado, el patrón de montaje debe coincidir con el de un internacional estándar entonces, el círculo del perno, la portabilidad y el pasador de ubicación aterrizan donde la válvula los espera. Los tres nombres que verásISO 4401, NFPA T3.5.1 (los códigos “D”) y CETOP describen el igual interfaces bajo diferentes cuerpos. Una almohadilla D05 es una almohadilla ISO 4401-05 es una almohadilla CETOP 5.
| NFPA (T3.5.1) | ISO 4401 | CETOP | Aprox. flux nominal* |
|---|---|---|---|
| D02 | ISO 4401-02 | CETOP 2 | ~ hasta 15 L/min |
| D03 | ISO 4401-03 | CETOP 3 | ~ hasta 40 L/min |
| D05 | ISO 4401-05 | CETOP 5 | ~ hasta 80 L/min |
| D05H | ISO 4401-05 (alta) | CETOP 5H | ~ hasta 120 L/min |
| D07 | ISO 4401-07 | CETOP 7 | ~ hasta 300 L/min |
| D08 | ISO 4401-08 | CETOP 8 | ~ hasta 600 L/min |
| D10 | ISO 4401-10 | CETOP 10 | Almohadilla estándar más grande |
*Las bandas de flujo nominales son aproximadas y varían según la serie de válvulas y la caída de presión; confirmar con la hoja de datos de válvula específica. La equivalencia de cruce de peatones (ISO 4401-05 = CETOP 5 = NFPA D05) es la parte fija.
📐 Nota de ingeniería
Una interfaz sella sólo si la cara de la almohadilla de la válvula es plana y el patrón del perno está en posición. Una almohadilla D03 simétrica tiene un diseño de puerto de diamante que se cerrará 180° y se desplazará hacia atrás, por lo que el orificio del pasador de ubicación debe estar en la posición verdadera, no solo cerca. Para los puertos del bloque, un saliente de junta tórica de rosca recta (SAE J1926 / ISO 6149) sella en una cara controlada y es ampliamente preferido sobre una rosca cónica NPTF, que se sella en roscas deformantes y es más difícil de sellar repetidamente a alta presión. La geometría de la rosca importa más de lo que muestran la mayoría de los dibujos, consulte nuestra guía diseño de roscas para piezas mecanizadas CNC.

Aquí es donde se gana o se pierde una variedad. El circuito interno se construye perforando pasajes que se cruzan, un orificio cruza otro para que el fluido pueda girar una esquina dentro de un metal sólido. En un bloque grande, eso puede significar perforar un orificio profundo desde cada extremo y encontrarse en el medio; Los maquinistas de r/Machinists describen perforar un orificio transversal de 2 pulgadas “desde cualquier extremo y planificar y esperar encontrarse en el medio”, lo cual es exactamente tan estresante como parece. Los pasajes profundos y precisos son un trabajo para perforar armas o perforación profunda, ni un taladro corto en un portabrocas.
Cada lugar donde se encuentran dos aburridos, el taladro irrumpe en un espacio abierto y arroja una rebaba en la pared del fondo. Esa rebaba de intersección es el modo de falla menos discutido en la fabricación de colectores, y las guías de la competencia se saltan por completo.
Un colector terminado puede pasar todas las comprobaciones dimensionales y aun así destruir el sistema que alimenta, porque las rebabas de intersección fallan río abajo: una rebaba dejada en un orificio transversal se suelta bajo el flujo, se convierte en una partícula dura en el aceite y se aloja en el carrete de la misma válvula que suministra el colector. La medida del bloque es perfecta en el CMM; la bomba y las válvulas mueren tres semanas después. Esto importa porque la contaminación por partículas es el mecanismo de falla hidráulica dominante, el trabajo técnico de SAE atribuye aproximadamente 70% de fallas del sistema hidráulico a la contaminación por partículas de aceite, y una rebaba de orificio transversal es una de las pocas fuentes de contaminación que controla completamente un taller mecánico. Los especialistas en desbarbado llaman a las rebaba “un riesgo oculto pero crítico” que se forma durante la perforación. Es por eso que el desbarbado y la limpieza, que se tratan a continuación, son criterios de aceptación, no de limpieza.
Los pasajes se perforan en una secuencia planificada para que los orificios se crucen en posiciones y profundidades controladas, con tapones (roscados o esféricos) que sellan los orificios de entrada de perforación que no son puertos. Las cavidades de los cartuchos se mecanizan por separado, con escariadores escalonados o herramientas de encofrado que cortan la cavidad cónica de varios diámetros en tan solo dos operaciones.
La concentricidad entre los escalones de la cavidad debe mantenerse de modo que los asientos y sellos del cartucho. Los objetivos de precisión estricta son la verdadera posición donde se cruzan los orificios, la profundidad de cada escalón de la cavidad y la planitud y el acabado de cada cara de sellado, no se logra la intersección y no se produce flujo ni reventón; No se escapa la cavidad y el cartucho internamente.
Una variedad típica pasa por una secuencia fija: cuadratura stock, mecanice las almohadillas de las válvulas, taladre los puertos y los conductos que se cruzan, escarie las cavidades, golpee las roscas, desbarbe, lave e inspeccione. Cada vez que la pieza se sale de la máquina y se vuelve a encender es una nueva configuración, y cada configuración agrega un poco de tolerancia entre las características cortadas en diferentes orientaciones. Es por eso que la cantidad de configuraciones impulsa la verdadera posición alcanzable en las caras.
El fresado de tres ejes necesita múltiples configuraciones para llegar a cada cara de un colector; una máquina de 5 ejes puede alcanzar varias caras en una sola fijación, razón por la cual un taller sofisticado puede terminar un colector “en dos operaciones o menos”, donde un taller de 3 ejes necesita cinco. Menos configuraciones significa una posición más estrecha de característica a característica, la misma lógica detrás del mecanizado de tolerancia estricta en cualquier pieza de precisión. El corte en sí es un fresado y taladrado ordinarios; ver fresado CNC para el sobre.
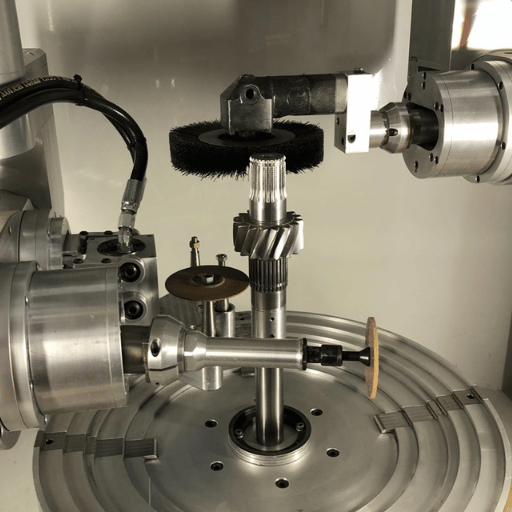
Luego viene el desbarbado, que en un colector no es una ocurrencia tardía, es el trabajo. Los maquinistas sobre maquinistas prácticos describen las intersecciones de los orificios de desbarbado como “manuales y que requieren mucho tiempo” y, con razón: la rebaba se encuentra en el fondo de un orificio de cruce donde ninguna herramienta llega fácilmente. Los métodos comunes, de menos a más controlados:
Cualquiera que sea el método que utilice un taller, las intersecciones de los orificios aún deben perfeccionarse e inspeccionarse; para orificios cilíndricos que necesitan un acabado controlado, bruñido lleva la superficie al rango correcto. Diseñar las esquinas internas para que sean accesibles en primer lugar, salvo todo esto.
Debido a que la trampa de rebabas de orificio cruzado significa que un colector puede medir correctamente y aún fallar, la aceptación tiene que probar la función, no solo las dimensiones. Las comprobaciones siguientes son las que un comprador debe exigir en un bloque personalizado y las que separan un real potencia fluida compre en una tienda de trabajo que resulta ser propietaria de un molino.
Aquí es donde la medición durante el proceso se gana su mantenimiento. En un programa de carcasa de actuador hidráulico aeroespacial, mantenemos un orificio crítico de ±0,0005 pulgadas (0,013 mm) utilizando refrigerante de alta presión y sondeo en proceso Renishaw que verifica las dimensiones en tres etapas y corrige automáticamente las compensaciones antes de que la pieza llegue a la inspección final, por lo que una herramienta a la deriva queda atrapada en la máquina, no en la CMM después de que el corte es chatarra. Captar el error temprano es la diferencia entre una ejecución de rendimiento de 100% y una tasa de rechazo que se come el programa.
Si estás comprando un personalizado múltiple, la calidad que obtienes la establece en gran medida el paquete que envías. Algunas reglas de diseño para fabricación mantienen un bloque mecanizable y correcto la primera vez:
Lo que un taller necesita cotizar y construir con precisión: un modelo 3D (STEP), un dibujo 2D con el cronograma y las tolerancias del puerto, la presión de trabajo y de prueba, el fluido y el material, la limpieza ISO 4406 objetivo y cualquier requisito de prueba o certificación. Para el abastecimiento en el extranjero, una cotización sobre la base de Impuestos pagados entregados (DDP) duplica el envío y la tarifa de la Sección 301 en un número de destino para que la comparación sea honesta. Un colector puede ser un prototipo primero y una parte de producción después; una ejecución de creación rápida de prototipos demuestra el circuito antes de comprometer las herramientas y el más amplio Serviciu de mecanizare CNC cubre el movimiento al volumen.

Los compradores ahora preguntan una cosa más que otra: ¿debería mecanizarse el próximo colector o imprimirse metal en 3D? La respuesta honesta no es la que implica el revuelo. La fabricación aditiva permite a un diseñador encaminar canales curvos y conformes que no taladro Puede seguir, lo que reduce la caída de presión y el peso, eleva el rendimiento del flujo y elimina por completo los orificios cruzados perforados y taponados. Las ganancias en los rediseños revisados por pares no son marginales: un estudio de diseño para aditivos redujo un colector de acero inoxidable 316 de 16,2 kg a 1,4 kg, y un colector fundido con láser (SLM) optimizado redujo el peso en 84%, el volumen en 44% y la pérdida de presión en la ruta principal en más de 40%. Por eso los equipos aeroespaciales y de deportes de motor rediseñan los colectores críticos para el peso con aditivos.
Pero el aditivo no reemplaza al mecanizado, depende de ello. Como Medios de fabricación aditiva los documentos y las piezas impresas todavía van a un molino para sellar caras, puertos y cavidades, porque las superficies internas construidas son demasiado rugosas y las dimensiones demasiado sueltas para sellar una interfaz hidráulica. Patentes para colectores aditivos, como diseños de refrigeración conformada EP4091238A4 y el disipador de calor híbrido US12029008B2describa exactamente esta ruta híbrida: imprima los canales complejos y luego mecanice las funciones que deben sellarse.
✔ Cuando gana el aditivo
⚠ Cuando CNC todavía gana
La línea de decisión del colector CNC versus aditivo: si su colector necesita canales conformes o afeita gramos en una pieza voladora en bajo volumen, imprima y luego mecanice las caras. Si se trata de un bloque de producción a juzgar por la presión, el costo y un acabado interno limpio, mecanícelo. La mayoría de los colectores que se venden hoy en día todavía se encuentran en el lado mecanizado de esa línea; El aditivo es una excepción creciente, no un reemplazo. Vale la pena ejecutar el comercio de costos en ambos sentidos, nuestra comparación de Mecanizado CNC versus impresión 3D y nuestro Servicio de impresión 3D establezca dónde vale la pena cada uno. Se pronostica que el mercado de colectores hidráulicos crecerá a una tasa anual de aproximadamente 3-6% hasta principios de la década de 2030 según las estimaciones publicadas por los analistas, por lo que esta decisión solo será más común.
¿tiene un diseño de colector, o simplemente un esquema hidráulico, y necesita mecanizarlo según las especificaciones? Envíe el archivo STEP y el cronograma de puertos para una revisión de DFM y una cotización de DDP.
Sí, la fabricación aditiva de metales ahora se utiliza para colectores hidráulicos que necesitan canales internos conformes, para piezas aeroespaciales y de deportes de motor de peso crítico, y para diseños de bajo volumen, con rediseños revisados por pares que informan recortes de peso superiores al 80 por ciento, recortes de volumen cercanos al 44 por ciento. y reducciones de pérdida de presión de más del 40 por ciento en comparación con el original mecanizado.
Pero los colectores impresos casi siempre están terminados en un molino, porque las superficies internas construidas son demasiado rugosas y las dimensiones demasiado sueltas para sellar las interfaces hidráulicas. La economía también cambia con la cantidad y la presión: por debajo de unas pocas unidades, la impresión evita la configuración y las herramientas, pero a medida que aumenta el volumen, el costo por pieza del mecanizado gana, y los bloques de alta presión o críticos para la fatiga aún favorecen un cuerpo mecanizado. Para la mayoría de los trabajos de producción, el mecanizado CNC todavía domina y muchos colectores impresos son un híbrido de ambos procesos.
Mecanizamos colectores hidráulicos y bloques de válvulas en aluminio, hierro dúctil e acero inoxidable en el mismo piso que nuestros programas de actuadores y colectores de enfriamiento, por lo que las tolerancias, los métodos de desbarbado y las comprobaciones en proceso de Renishaw que se describen aquí son los que ejecutamos en producción, no consejos genéricos. Las clasificaciones de materiales se indican en función de sus grados ASTM y NFPA vigentes; Verifique la presión nominal para su geometría exacta antes de comprometerse. Revisado por el equipo técnico de Le Creator Technology Co., Ltd.









