


Servicio de apoyo, profesional y centrado en el cliente
Póngase en contacto con la empresa Lecreator
Desde prototipos hasta producción a gran escala, lo tenemos cubierto.


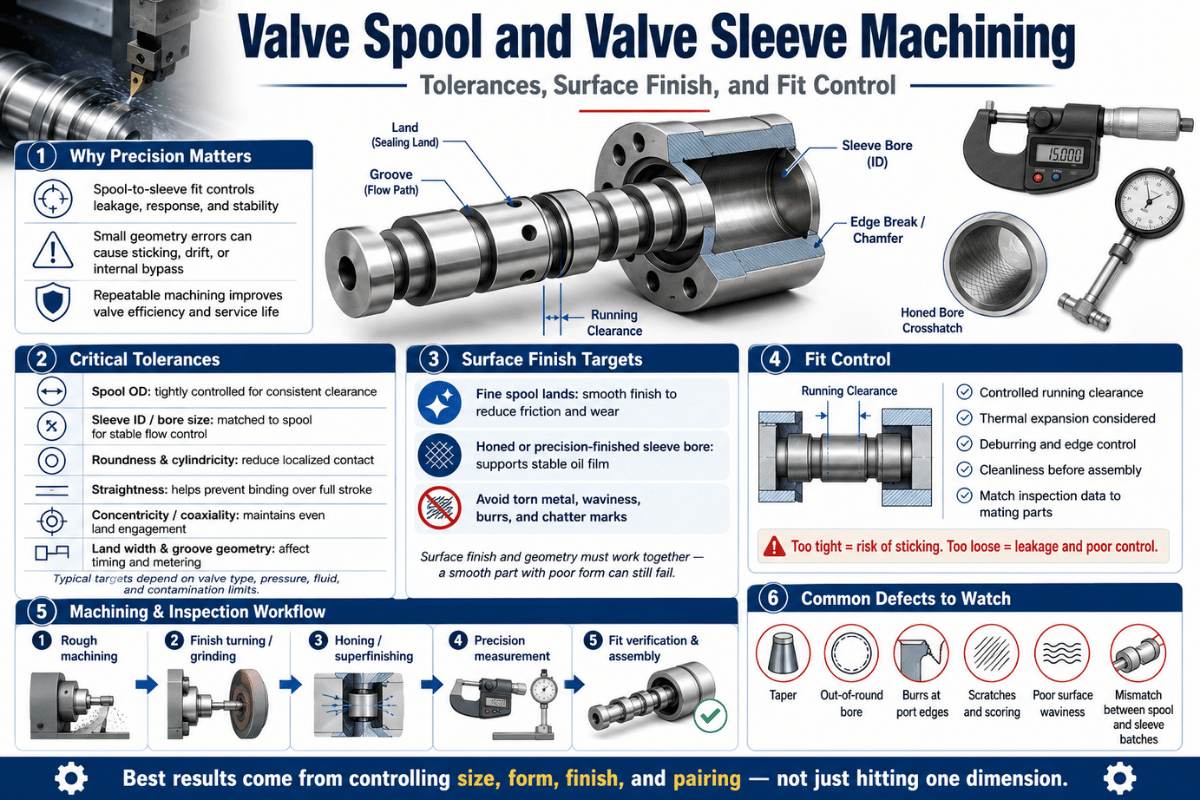
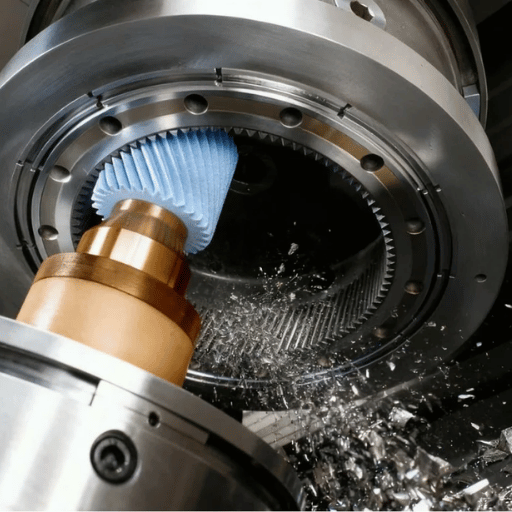
El mecanizado del carrete de válvula y del manguito de válvula es donde una válvula hidráulica o neumática obtiene su precisión. El carrete se desliza dentro del orificio del manguito sobre una película de aceite de solo unas pocas micras de espesor, por lo que la tolerancia del diámetro, el acabado de la superficie y la forma en que se combinan el par deciden si los medidores de válvula fluyen limpiamente o tienen fugas, se atascan y se desgastan temprano. Esta guía recorre las tolerancias, el acabado de la superficie y el control de ajuste que separan una parte de válvula direccional de una de servogrado.
| Espacio libre diametral (direccional industrial) | 8-15 µm (8-4-7 µm radial) |
| Espacio libre diametral (servo/avión) | 0,6-2 µm |
| Acabado superficial (DRO del carrete/perforación del manguito) | Ra 0,05-0,2 µm después del bruñido/lapeado |
| Redondez/cilindricidad | ≤1-13 µm |
| Clase de tolerancia de diámetro | IT4-IT6 (OD a menudo ±1,3 µm) |
| Método de ajuste | Ensamblaje selectivo (clasificado) de pares coincidentes |
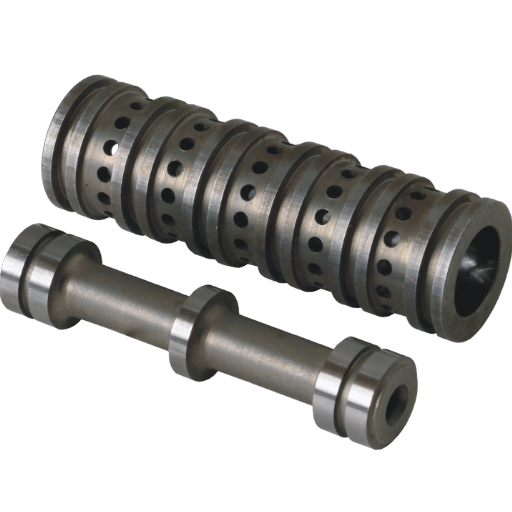
Un carrete de válvula es una varilla cilíndrica de precisión que se desliza dentro de un manguito o orificio de válvula adaptado para dirigir el flujo hidráulico o neumático entre puertos. Las secciones elevadas llamadas aterriza bloquean o abren los puertos a medida que el carrete se desplaza, y los bordes afilados donde un terreno se encuentra con un puerto forman los bordes dosificadores que aceleran el flujo. Otro nombre para la pieza es válvula direccional, deslizante o de carrete y manguito.
Cambie el carrete y envía aceite presurizado a un lado de un cilindro hidráulico mientras conecta el otro lado al tanque, así es como una sola válvula extiende o retrae un actuador. Debido a que el carrete se mueve sobre una fina película de aceite en lugar de un sello, el espacio entre el carrete y el manguito es lo único que se interpone entre el flujo controlado y las fugas.
La precisión aumenta drásticamente con el trabajo que realiza la válvula. Una válvula direccional de encendido/apagado simple tolera más espacio libre que una válvula proporcional, y una servoválvula, del tipo que posiciona la superficie de vuelo de una aeronave, exige el ajuste más ajustado de todos. Investigación sobre servoválvulas electrohidráulicas de accionamiento directo publicada por el Biblioteca Nacional de Medicina de EE. UU. (PMC) muestra que el par carrete-manguito es el componente más sensible a la contaminación y al desgaste de los bordes, porque la dosificación se produce a través de aberturas muy por debajo de un milímetro. Esa sensibilidad es exactamente la razón por la que la barra de mecanizado es tan alta.
Tres propiedades mecanizadas gobiernan el rendimiento: la diametral liquidación (ajustar), el acabado superficial (Ra), y el geometría (redondez y cilindro). Extraña a cualquiera y los otros dos no pueden salvar la válvula.
El mecanizado de carretes de válvula y manguitos de válvula generalmente tiene un espacio diametral de 8-15 µm en válvulas direccionales industriales, aproximadamente 4-7 µm radiales cuando el carrete se asienta concéntrico, apretándose a 0,6-2 µm para válvulas de servo y de avión. Los datos del foro de los maquinistas en funcionamiento sitúan el espacio libre entre el carrete y el orificio industrial entre 0,0002 y 0,0006 pulgadas, mientras que las válvulas de los aviones sí lo son instalado hasta 0,000025-0,000040 in sin arrastre. Un carrete de producción modelado estudiado por el Departamento de Energía de EE. UU Oficina de Información Científica y Técnica (OSTI) se realizó un espacio radial de sólo 1,25 µm.
| Grado | Espacio libre diametral | Acabado superficial Ra | Redondez | Proceso final |
|---|---|---|---|---|
| Direccional | 8-15 µm | 0,2-0,4 µm | 2-3 µm | Moler + perfeccionar |
| Proporcional | 4-8 µm | 0,1-0,2 µm | 1-12 µm | Perfección + vuelta |
| Servo/avión | 0,6-2 µm | 0,025-0,1 µm | ≤1 µm | Vuelta + ajuste selectivo |
Bandas de holgura compiladas a partir de datos de campo de maquinistas y modelado OSTI; Ra y redondez a partir de especificaciones de producción (fuentes completas al final). El espacio libre normalmente se cotiza según el diámetro; El espacio libre radial es aproximadamente la mitad.
La fuga interna que pasa por un carrete cerrado sigue el flujo laminar a través de un espacio anular delgado, lo que significa que el flujo aumenta aproximadamente con el cubo del espacio libre radial. Duplica el espacio libre y las fugas se multiplican por ocho. Trabajo de la NASA Laboratorio de propulsión a chorro en las válvulas de carrete, se trata esta holgura de fuga radial como un parámetro controlado deliberadamente, porque el carrete y el manguito se mecanizan como un par coincidente. Una advertencia es mantener honesta la regla: la ley del cubo supone un espacio concéntrico y uniforme. Cuando el carrete descansa excéntrico en el orificio, la fuga medida puede aumentar hasta aproximadamente 2,5 veces el valor concéntrico y la superposición o superposición en las tierras lo desplaza aún más. Por lo tanto, una holgura media más estricta sólo vale la pena si la redondez y la rectitud mantienen el espacio uniforme.
Es tentador suponer que cuanto menor sea el espacio libre, mejor será la válvula. La evidencia de campo anula eso. Como investigación documentada sobre bloqueo de limo se muestra que las partículas cercanas al tamaño del espacio libre causan la mayor fricción, alrededor de 10 µm producen una fricción estática máxima, mientras que las partículas más grandes son barridas y las más pequeñas pasan a través de ellas. Hay un espacio más estrecho más vulnerable a una sola partícula vagabunda que atasca el carrete. Hay un segundo piso térmico: el calentamiento no uniforme provoca una deformación no uniforme que encoge el espacio libre de carrera y puede sujetar el carrete, especialmente con fluido viscoso y permanencia prolongada en una posición. La ventana de ajuste está limitada por ambos lados, lo suficientemente suelta como para moverse, lo suficientemente apretada como para sellar. Ese es el corazón del control de ajuste.
📐 Nota de ingeniería
Para un carrete direccional que mantenga un espacio libre diametral de 10 µm, redondez del objetivo y cilindro de menos de 2 µm por Práctica de tolerancia geométrica ISO. Una regla general común mantiene el error de forma por debajo de un cuarto del espacio libre para que el espacio se mantenga uniforme alrededor de la circunferencia.

La tolerancia al diámetro por sí sola no hace que el sellado encaje; la forma tiene que ser redonda y recta a lo largo de todo el terreno. En la práctica de producción industrial, la redondez del carrete generalmente se mantiene en 2 µm, la rectitud en 3 µm y la tolerancia del diámetro exterior en aproximadamente ±1,3 µm, con el orificio de acoplamiento redondo en aproximadamente 3 µm y cilíndrico en 5 µm. Los manguitos de servogrado se vuelven aún más ajustados, la cilindrocidad de producción de manguitos de alta precisión comúnmente se mantiene dentro de 1 µm. (Las cifras de micrones de un solo dígito aquí son valores de producción representativos de la industria, confirmados a través de datos de maquinistas y mediciones revisadas por pares, no un solo resultado de laboratorio)
Estas indicaciones provienen del marco de especificaciones geométricas del producto en ISO 1101, que define la redondez, la cilindrocricidad, la rectitud y el descentramiento como controles separados. Los modos de falla contra los que protegen son específicos: la forma cónica hace que el espacio libre varíe de un extremo a otro, las formas del cañón o de la boca de campana abren el espacio en el medio y las hojas lobuladas tienen trayectorias de fuga incluso cuando el diámetro promedio se lee correctamente. Un carrete puede pasar una verificación de diámetro de dos puntos y aún así tener fugas si su forma es incorrecta, razón por la cual la redondez y la cilindrodicidad se inspeccionan en sus propios instrumentos en lugar de inferirse del tamaño.
El acabado de la superficie controla tres cosas a la vez: fugas, deslizamiento y desgaste. Las superficies funcionales de carretes y manguitos generalmente necesitan Ra a 0,16-0,2 µm o menos, y las piezas de servogrado se empujan más finas. Ningún proceso llega allí desde un giro sin procesar; El acabado se construye en etapas, cada una de las cuales aprieta tanto la rugosidad como la forma.
| Proceso | Ra típico alcanzado | Lo que controla |
|---|---|---|
| Rectificado de precisión | 0,4-0,8 µm | Tamaño + línea base redonda |
| Honing (incluido pase único) | 0,1-0,4 µm | Cilindricidad del orificio + rayado cruzado |
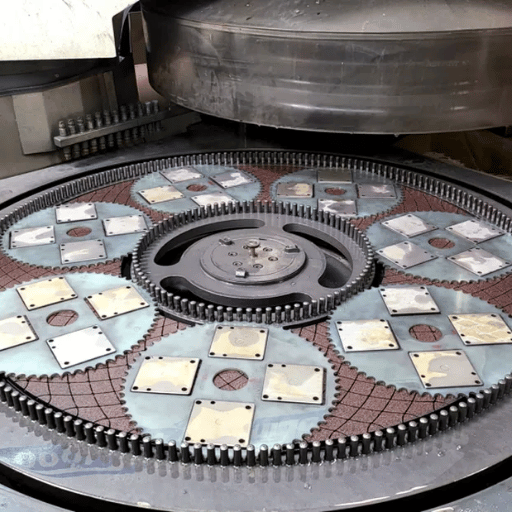
| Lapear | 0,05-0,1 µm | Tamaño final + meseta ultraplana |
| Superacabado/pulido | ≤0,05 µm | Stick-slip + tierra de sellado |
El bruñido es el caballo de batalla para el orificio de la manga, y el bruñido moderno de una sola pasada alcanza una cilindro que el proceso anterior no podía. Ejecutamos dedicados bruñido de precisión precisamente por esta razón. El estándar que rige cómo se especifican estos acabados en un dibujo es ASME B46.1-2019, que define rugosidad, ondulación y tendido.
“El ajuste preciso entre el carrete deslizante y el cuerpo de la válvula mantiene el sello interno. La cilindrocricidad y rectitud de precisión en este orificio garantizan un espacio libre uniforme entre las partes móviles de arriba a abajo, permitiendo el libre movimiento del carrete sin fugas a su alrededor”
⚠¦ Important
Un número Ra por sí solo es necesario pero no suficiente. Los EE.UU. Instituto Nacional de Estándares y Tecnología (NIST) informa Ra junto con Rz, Rt y RSm y publica la incertidumbre de medición para cada uno, porque dos superficies con el mismo Ra pueden comportarse de manera muy diferente en una tierra de sellado. Especifique Rz y un método de medición, no solo Ra.

El borde de medición, donde un carrete cruza un puerto de manguito, es la única característica que establece la ganancia de flujo. La medición revisada por pares de manguitos de alta precisión muestra que estos bordes nunca están perfectamente afilados: el filete equivalente real corre 15-35 µm incluso en una buena parte, y la curva de flujo-desplazamiento se vuelve marcadamente no lineal una vez que el desplazamiento axial cae por debajo de 20 µm cerca del cierre. En otras palabras, la geometría del borde decide cómo se comporta una servoválvula alrededor de nulo.
Por eso “cuidador siempre es mejor” es el modelo mental equivocado. Los maquinistas de campo mantienen las tierras de medición afiladas deliberadamente, no por apariencia sino para cortar y raspar la basura que de otro modo llenaría el espacio libre. Al mismo tiempo, un estudio de fuerza de flujo indexado por MDPI descubrió que la geometría convencional de la pared interior afilada “puede no siempre ser razonable” y ajustar la pared del carrete cortó la fuerza del flujo desestabilizadora. La conclusión es la consistencia, no la extremidad: el borde debe ser afilado y repetible en todos los terrenos, razón por la cual la práctica patentada de pulir cada borde del terreno para que coincida con el borde de control del puerto en nulo, se describe en Patente de EE.UU. 5.222.521importa más que perseguir una esquina de radio cero.

El material tiene que ser lo suficientemente duro para resistir el desgaste, lo suficientemente estable para mantener el ajuste de micras después del tratamiento térmico y lo suficientemente amigable para el regazo. Las opciones comunes se compensan de manera diferente:
| Clase de material | Dureza/tratamiento | Mejor para |
|---|---|---|
| 440C inoxidable | 55-60 HRC, endurecido | Servocarrollos con cámara de aire y lapeados |
| 9Cr18Mo inoxidable | 58-62 HRC | Corrosión + usar servomangas |
| 4140 preduro | 28-32 HRC, preendurecido | Carretes generales resistentes al desgaste |
| 38CrMoAlA | Caja nitrurada a gas ~900 HV | Piel dura + núcleo estable |
| Acero carburador de 15Cr | Caja 58-64 HRC, 0,2-0,4 mm de profundidad | Carretes direccionales de gran volumen |
| Acero para rodamientos GCr15 | 60-64 HRC | Diámetros dimensionalmente estables |
| 20CrMnTi | Carburado 58-62 HRC | Carretes direccionales de núcleo duro |
| 17-4 PH inoxidable | H900, ~44 HRC | Servicio de corrosión suave |
| Acero aleado nitrurado | Superficie ~65 HRC, baja distorsión | Mangas largas, urdimbre baja |
| 440C recubierto de TiN | Recubrimiento ~2000 HV, ≥10 HRC sobre la manga | Terrenos deslizantes antidesgarros |
Dos advertencias probadas en el campo dan forma a la elección. En primer lugar, más difícil no es automáticamente mejor: empujar una caja carburada hacia 65-70 HRC invita a astillarse los bordes, microfisuras y reducir la vida útil, por lo que muchos talleres entregan deliberadamente 60-64 HRC. En segundo lugar, el acero inoxidable es una trampa para pares deslizantes, los maquinistas experimentados advierten que un ajuste estrecho de acero inoxidable sobre acero inoxidable tiende a “retorcerse” y agrietarse, y en aceite hidráulico limpio la corrosión rara vez es el verdadero modo de falla. Una respuesta duradera es la ingeniería de superficies: Patente de EE.UU. 5.222.521 (Moog) coloca una fina capa de nitruro de titanio sobre el carrete y aterriza de modo que la superficie deslizante corre al menos 10 HRC más dura que la funda; en la prueba, esos carretes recubiertos pasaron de 100 horas sin desgaste visible donde los carretes recubiertos de cobre fallaron en 4 a 8 horas.
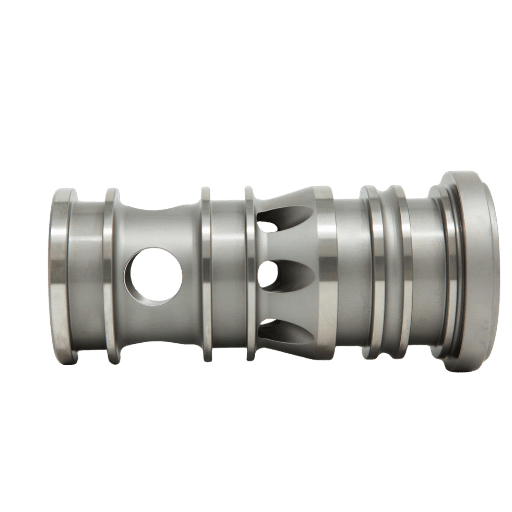
El mecanizado de carretes de válvulas y manguitos funciona como una cadena por etapas, y cada paso mantiene la tolerancia que el siguiente no puede arreglar: el torneado rugoso y acabado establece la forma; el tratamiento térmico lo endurece (y lo distorsiona ligeramente); el rectificado cilíndrico o sin centros restaura el tamaño y la redondez; el bruñido o lapeado finaliza el orificio y el diámetro exterior en la banda de micras; y el alambre EDM corta las ventanillas del acelerador y endurece las características que rebuznarían si se fresaran. El torneado de tipo suizo maneja los carretes más pequeños.
Un caso documentado de MF Engineering muestra la cadena en la práctica: un carrete piloto de acero inoxidable 303 y su casquillo correspondiente fueron torneados con pellizco, perforados con pistola, perforados de forma cruzada y luego perfeccionados con precisión a ±0,00015 pulgadas con un acabado inferior a 8 micro- pulgadas. El casquillo se adapta a su cuerpo, por lo que no se supone que esté construido el ajuste de funcionamiento. Aparece la misma idea de ajuste combinado Patente de EE.UU. 7.007.476, que controla el espacio diametral entre carrete y funda mediante el acabado de la superficie posterior al montaje. En nuestra propia tienda, esta cadena funciona a ±0,005 mm Torneado CNC, hasta ±0,002 mm en adelante electroerosión por cable, con Mecanizado suizo para carretes submilimétricos y bruñido que se mantienen internamente para que el ajuste nunca se envíe de ida y vuelta.
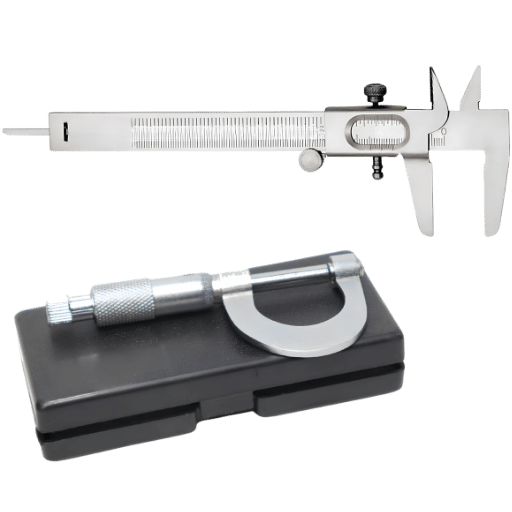
No puedes sostener lo que no puedes medir, y a micrones de un solo dígito el medidor importa tanto como la máquina. El diámetro y el espacio libre se verifican con un medidor de aire, que se resuelve en una fracción de micrón y es lo suficientemente rápido como para un ajuste combinado en el taller. La redondez y la cilindrofundidad se realizan en un probador de redondez dedicado, no en un calibrador. La geometría del borde de medición, la característica más difícil de medir, ahora se verifica con métodos neumáticos que convierten la morfología del borde en un índice de flujo y presión, como se muestra en un trabajo reciente revisado por pares que utiliza una sonda de rendija estrecha de 0,4 mm con una resolución de sensor de 0,1 µm.
El acabado superficial es la trampa. Un Ra reportado sólo tiene sentido con sus condiciones de medición, porque Trabajo de calibración de rugosidad superficial del NIST muestra que la incertidumbre de medición crece a medida que el acabado se vuelve más fino, y una superficie de sellado debe juzgarse en Rz y RSm, así como en Ra. Cada carrete y manguito que entregamos incluye inspección del primer artículo más CMM y verificaciones durante el proceso, con certificados de material. para que el comprador pueda verificar el ajuste en lugar de confiar en él.

Mantener un espacio libre de 5 µm a lo largo de una serie de producción no se realiza mecanizando cada carrete y cada orificio a un tamaño absoluto único, lo que exigiría tolerancias IT3 en ambas piezas y desecharía la mayoría de ellas. En cambio, el ajuste se construye a juego. El Método de control de ajuste a juego funciona en cuatro pasos: mida el diámetro exterior de cada carrete terminado y el orificio de cada manguito; clasifique ambos en grados de tamaño estrecho; empareje un carrete con el grado del manguito que produzca la holgura objetivo; luego verifique la holgura ensamblada mediante un medidor de aire o una prueba de deslizamiento de baja fuerza. Por eso la NASA Laboratorio de propulsión a chorro describe carrete y manguito como un par mecanizado coincidente donde el espacio libre radial es un parámetro controlado, no un accidente de dos partes separadas.
El control de ajuste también pasa por el taller. Debido a que las partículas del tamaño de un espacio libre son las que atascan un carrete, la limpieza del fluido en el que funcionará la válvula es una variable de aceptación, especificada con la codificación de contaminación ISO 4406. Un ajuste de 3 µm en un sistema que funciona con aceite sucio bloqueará el sedimento sin importar qué tan bien haya sido mecanizado. Lo mismo ocurre con la temperatura: un equipo de ajuste frío puede cerrarse bajo calentamiento viscoso, por lo que las válvulas de alta resistencia se clasifican teniendo en cuenta el margen térmico.
La mayoría de los proveedores pueden cotizar un carrete. Muchos menos pueden demostrar que mantienen el ajuste. Cuando evalúe un socio de mecanizado para carretes y manguitos de válvulas, solicite evidencia detrás de cada uno de estos:
Carretes, manguitos y casquillos de válvulas de máquinas lecreadoras según esta lista de verificación con pulido interno y documentación completa del primer artículo. Si está analizando una pieza, a revisión gratuita de DFM marcará los riesgos de limpieza, material y acabado antes de cortar cualquier astilla.
La demanda del trabajo más apretado en carretes y manguitos está siguiendo el mercado de servoválvulas electrohidráulicas, que los analistas dimensionan en miles de millones de un solo dígito y proyectan crecer a un ritmo medio de un solo dígito, aproximadamente 4-6% CAGR hasta el principios de la década de 2030, dependiendo de la fuente. La electrificación del sistema hidráulico móvil y todoterreno está empujando la precisión de servogrado hacia máquinas que solían hacer funcionar válvulas direccionales simples.
Dos cambios darán forma a la próxima década del mecanizado. En primer lugar, la fabricación aditiva e híbrida se está trasladando a cuerpos de válvulas: las piezas hidráulicas de acero inoxidable impresas ahora mantienen presiones de alrededor de 350 bar y permiten a los diseñadores encaminar los canales internos sin las vías de fuga perforadas cruzadas de un bloque mecanizado. En segundo lugar, el propio estándar de textura superficial está evolucionandoASME B46.1-2019 se agregaron secciones sobre la caracterización de superficies fabricadas aditivamente y sobre la correlación funcional de la textura de la superficie, lo que indica que las especificaciones de acabado serán más rigurosas, no menos. La constante debajo de ambos es el control de la contaminación: a medida que se aprietan las holguras, el sensibilidad a la contaminación el par carrete-manga se convierte en el factor limitante y las especificaciones de limpieza y clasificación coincidente se convierten en los verdaderos diferenciadores. Para los compradores, el elemento de acción es simple: escriba Rz, grado de autorización y un objetivo de limpieza ISO 4406 en el dibujo ahora.
Esta guía combina datos publicados de autorización, acabado y borde de medición de fuentes gubernamentales y revisadas por pares (NASA JPL, OSTI, NIST y PMC) con las cifras de autorización, perfeccionamiento y ajuste combinado que Lecreator mantiene en su propio componente de válvula. Cuando las fuentes no están de acuerdo en cuanto a números y tamaño del servomercado, por ejemplo, damos un rango en lugar de una sola cifra.
Revisado por el equipo técnico de Lecreator Company. Actualizado en junio de 2026.









