


Servicio de apoyo, profesional y centrado en el cliente
Póngase en contacto con la empresa Lecreator
Desde prototipos hasta producción a gran escala, lo tenemos cubierto.



Fresado CNC versus torneado CNC: ¿qué proceso de mecanizado produce mejores piezas acrílicas?
El acrílico (PMMA) es uno de los plásticos más mecanizados por CNC en la industria aeroespacial, óptica industrial, dispositivos médicos y electrónica de consumo. Pero que usted utiliza marca una gran diferencia en tolerancia de diámetro, acabado de superficie, tiempo de ciclo y costo por pieza. Aquí hay una guía que lo ayudará a elegir la solución adecuada para su geometría acrílica desde su primera solicitud de cotización.
| Parámetro | Fresado CNC | Torneado CNC |
|---|---|---|
| Mejor geometría | Plano, con bolsillo y multicapa | Cilíndrico, axisimétrico |
| Tolerancia típica | ±0,05 mm (±0,025 mm alcanzable) | ±0,025 mm (±0,01 mm en diámetros) |
| Acabado superficial (Ra) | 1,6-3,2 μm la machinat | 0,4-1,6 μm la machinat |
| Herramientas | Molinos de extremos de carburo de flauta 1-onago 2 | Insertos de carburo de un solo punto |
| Ejes máximos | Eje 3-5 | Herramientas de 2 ejes + en vivo |
| Tiempo de ciclo (parte simple) | 8-15 min | 3-8 min |
| Costo/Hora (Norteamérica) | $60-120/h (3 ejes) | $50-110/hr |
Todo se reduce a lo que gira. En una fresadora CNC, una herramienta de corte giratoria gira, moviéndose horizontalmente para cortar una pieza de trabajo acrílica estacionaria. En el torneado CNC, por otro lado, la pieza de trabajo gira mientras la herramienta de corte permanece quieta. Esta diferencia es aún más significativa con el PMMA que con los metales porque el proceso de mecanizado acrílico determina cuánto calor se genera durante la eliminación del material.
Las principales diferencias al elegir entre fresado CNC y torneado CNC para acrílico son qué capacidades proporciona cada uno, qué tolerancias puede ofrecer cada uno y qué calidad de superficie crea cada uno. El fresado puede producir superficies planas, bolsas y contornos de contorno complejos. El torneado es mejor para factores de forma axisimétricos que exigen las tolerancias diametrales más estrictas (0,01 mm versus 0,025 mm para el fresado). Utilice la tabla de especificaciones rápidas de arriba para obtener un salto rápido a los números que necesita. Para obtener una explicación aún más detallada del fresado frente al torneado para PMMA, consulte Le-creator servicios de mecanizado CNC acrílico.

El fresado CNC utiliza una herramienta de corte 'normalmente un fresador de extremo de carburo de 1 o 2 flautas' montado en una fresadora de 3 a 5 ejes para cortar una pieza en bruto acrílica que se ha asegurado a una superficie de fijación. La fresadora proporciona los marcos de referencia similares a tornos necesarios para ejecutar operaciones de costura de superficie plana, bolsillo profundo, perfil complejo y múltiples caras. La fresadora está programada con CAM para producir la forma a partir de una pieza en bruto rectangular o en láminas (por ejemplo, una materia prima parcial).
el acrílico requiere parámetros de molienda significativamente diferentes a los de los metales u otros plásticos como Delrin. El PMMA comienza a descomponerse térmicamente a una temperatura de transición vítrea (Tg) cercana 105 C para grados comerciales, y rápidamente pasa de un estado de vidrio a un estado de caucho muy por encima de esa temperatura. Si su herramienta de corte genera demasiado calor debido a la fricción de corte, el material se ablanda, se vuelve a unir y forma una superficie semitranslúcida gomosa en lugar de los bordes afilados que espera su diseño.
El grado del material también es importante. Los nikagids acrílicos fundidos (peso molecular 1-3 106 g/mol) son más consistentes y producen virutas crujientes en forma de escamas que son fáciles de evacuar del corte. El acrílico extruido tiene aproximadamente entre 10 y 30 pesos moleculares más bajos, por lo que tiende a volver a liquidarse y adherirse durante la molienda. Para cualquiera mecanizado CNC de plástico proyecto donde la claridad óptica es importante, el material recomendado es el acrílico fundido.
Las funciones típicas de fresado para acrílico incluyen fresado de caras (aplanar superficies exteriores), fresado de bolsillos (crear cavidades en el interior para módulos electrónicos o de exhibición) y fresado de contornos (cortar el perfil exterior). Estas operaciones de mecanizado emplean el mismo proceso de fabricación genérico, pero la velocidad de avance también se reescala y se varía para equilibrar la eliminación de material con el acabado de la superficie.
📐 Nota de ingeniería « Parámetros de fresado acrílico
En el torneado cnc, la culata acrílica se estira entre el eje montado en el contenedor, luego la pieza de trabajo se rota en un portatornos mientras una herramienta de corte estacionaria de un solo punto corta accesorios cilíndricos, moldeados por la trayectoria del cortador a través de la cara axial, orificio interior o cara exterior de la pieza en bruto del torniquete. El torneado CNC es un proceso estrecho pero muy preciso para mecanizar grandes volúmenes de casquillos acrílicos, carcasas de lentes, guías de luz cilíndricas y fundas médicas a partir de barras.
El calor en el torneado no se transfiere al chip per se, sino que se comparte a través del troquel entre 80% (la mayor parte) en el chip, 10% (la mitad) en la pieza de trabajo (ya que 47% de la declaración es una regla 3:D,MCCXX). pulgar), y a su vez 10% en el inserto. La forma del producto Anir favorece al acrílico al permitir que la mayor parte del calor se lleve con el chip, al igual que en el fresado, siempre que fluyan rápidamente. El torneado CNC utilizado para formas corporales simétricas como esta ayuda a mantener el boomok por debajo del límite de 105 C de PMMA.
El control de virutas es más difícil de gestionar en el torneado acrílico. Sin práctica, los operadores tienden a producir hilos de virutas largos y hundidos que tienden a golpear hisi alrededor de la pieza de trabajo y rayar el acabado; Las inserciones de corte afiladas y rastrilladas positivamente (definidas como una geometría de pendiente positiva, ángulos de inclinación de 0 a 6) combinadas con rpm moderadas del husillo tienden a encajar las virutas en segmentos más pequeños. En el torniquete CNC de alta eficiencia de volumen, el control de virutas es clave para la reproducibilidad del acabado superficial.
💡 Pro Tip « Control de chips en torneado acrílico
Utilice ráfagas de aire comprimido dirigidas en la zona de corte para mantener las virutas claras y fomentar la rotura. Utilice geometrías positivas de inserción de rastrillo (ángulos de rastrillo de 4-6) a velocidades del husillo entre 800 y 1500 rpm para consumir material de 25 a 50 mm de diámetro. Cambie los insertos cada 200-300 piezas; un borde opaco generará más calor de fricción que uno afilado.

Cuando los ingenieros de diseño publican especificaciones de componentes acrílicos de alta precisión, la clase de tolerancia y el acabado de la superficie eligen cómo encaja el asiento del proceso de mecanizado. A continuación se compara la comparación del fresado CNC con el torneado CNC con números y estándares específicos.
| Métrica | Fresado CNC | Torneado CNC | Estándar/Nota |
|---|---|---|---|
| Tolerancia general | ±0,05 mm | ±0,025 mm | ISO 2768-m (plásticos) |
| Tolerancia alcanzable | ±0,025 mm | ±0,01 mm (diámetro) | Con pase final |
| Ra (tal como está mecanizado) | 1,6-3,2 μm | 0,4-1,6 μm | — |
| Ra (con acabado) | 0,4 μm | 0,2 μm | Posible pulido por vapor |
| Estabilidad dimensional | Bueno (deriva de ±0,02 mm durante 24 h) | Excelente (deriva de ±0,01 mm) | Alivio del estrés axisimétrico |
En plásticos con acrílico, ISO 2768-m es el grupo de tolerancia estándar, un paso más flojo que el ISO 2768-f generalmente aplicado al mecanizado de acero y aluminio. El coeficiente de expansión térmica del PMMA lineal es aproximadamente un tercio del del acero, 70-77 10-6 /C en lugar de 13 10-6 /C, debido a la unión de los grupos metilo. Una pieza acrílica de 100 mm de largo crece aproximadamente 0,007 mm en un grado Celsius de cambio de temperatura del aire del taller; ¡El control climático ambiental afecta el tiempo de envío lineal de dos millas de tolerancia estricta!
La dureza acrílica se define como Rockwell M85-M105 (ASTM D785), mucho más suave que el mecanizado de metales. Menos dureza da como resultado diferentes características de desgaste de la herramienta (un problema mayor es la acumulación de Adiles en el borde fundido en lugar del desgaste abrasivo). El torneado produce un acabado más suave (Ra 0,4 m mecanizado) que otros procesos de mecanizado para los que se elige componentes acrílicos de grado óptico donde la condición de la superficie afecta la transmisión de luz.
📐 Nota de ingeniería « Clases de tolerancia ISO 2768
ISO 2768 reconoce cuatro clases de rendimiento f (fino), m (medio), c (grueso) y v (muy grueso). Los plásticos mecanizados por CNC utilizan plásticos mecanizados por CNC en la clase m. La clase f se puede utilizar sobre acrílico, pero debe ser 20 1 en un entorno con clima controlado y someterse a recocido e inspección CMM después del mecanizado.
Asegúrese de especificar que la clase de tolerancia en su dibujo predeterminado sea el estándar interno de la tienda.
Tanto en el caso del acrílico de fresado como de torneado, tenderá a prevalecer uno de los tres modos de falla (fusión debido al calor de corte, agrietamiento por tensión debido a tensiones internas y agrietamiento debido a la exposición a productos químicos o elementos mecánicos). Es importante tener en cuenta estos puntos en común, porque si bien el acrílico puede parecer resistente al medio ambiente, no a las condiciones de su mecanizado.
El calor es el principal enemigo. El PMMA estándar tiene una Tg de 105°C, aunque los grados de acrílico comercial varían desde 85°C până la 165°C dependiendo de la formulación. Investigación sobre efectos térmicos en micromolinos de PMMA ha demostrado que las temperaturas de corte localizadas pueden exceder los 150°C incluso a velocidades de alimentación moderadas, lo que convierte a los parámetros de mecanizado en el principal factor de control de la calidad de la pieza.
El peso molecular es donde el acrílico fundido y extruido divergen más marcadamente en resistencia a la locura. Acrílico fundido (MW: 1-ñon3 × 106 g/mol) tolera mayores fuerzas de corte sin agrietarse debido a sus cadenas poliméricas más largas. Acrílico extruido (MW: 0,5-1 × 105 g/mol) tiene un peso molecular 10-30× menor, lo que dificulta su mecanización de forma limpia. Estos hallazgos se alinean con Investigación de polímeros MDPI sobre mecanismos de agrietamiento en PMMA.
La evacuación de virutas también varía según el método de mecanizado. El fresado elimina las virutas, como pequeñas escamas delgadas que se dispersan fuera de la zona de corte, junto con el calor. El torneado crea virutas largas e ininterrumpidas que tienden a quedar atrapadas contra la superficie de la pieza de trabajo, lo que deja menos espacio para enfriar el aire.
La formación de virutas en ambos procesos se ve favorecida por el uso de inyección de aire comprimido en la zona de corte. El desgaste de la herramienta creará calor adicional debido al aumento de la fricción.
⚠¦ Advertencia « Riesgo de enloquecimiento por solventes
Nunca aplique refrigerantes con solventes ni fluidos de corte (como aquellos con alcohol) o lubricantes a base de petróleo al acrílico. Entran en la superficie del PMMA e inducen agrietamiento por tensión, que es una red de microfisuras que difunden la luz y debilitan la estructura de las piezas. Utilice únicamente refrigeración por aire comprimido o niebla de agua.
Si tu Serviciu de mecanizare CNC el proveedor utiliza habitualmente refrigerante contra inundaciones y comprueba con acrílico para asegurarte de que la fórmula sea segura para PMMA antes de autorizar el trabajo.
✔ Mecanizado Acrílico « Lista de verificación de prevención
El costo varía según la geometría y el volumen. Para piezas acrílicas cilíndricas, cnc gira las puntuaciones sobre cualquier otro proceso hasta el tiempo del ciclo y el costo unitario en todos los niveles de volumen. Para piezas complejas con bolsillos, caras planas, ángulos múltiples, el fresado es la única solución a cualquier precio. Aquí están los detalles.
| Factor | Fresado CNC (3 ejes) | Torneado CNC | Notas |
|---|---|---|---|
| Tarifa horaria | $60-120/hr | $50-110/hr | América del Norte, 2025 |
| Costo de configuración | $150-400 (accesorio + CAM) | $75-200 (chuck + programa) | El fresado necesita accesorios personalizados |
| Tiempo de ciclo (parte simple) | 8-15 min | 3-8 min | Comparación de geometría cilíndrica |
| Costo por pieza (1-10 uds) | $80-250 | $40-150 | Gama de prototipos |
| Costo por pieza (más de 100 piezas) | $15-60 | $8-35 | Descuento por volumen |
| Desechos materiales | 15-40% | 5-15% | Torneado: eficiencia del stock de barras |
Las piezas que requieren dos características acrílicas diferentes: una carcasa de lente cilíndrica con orejas de montaje fresadas de forma plana, una máquina CNC de giro de molino con herramientas vivas, pueden producir piezas en una sola abrazadera. El fresado CNC multieje, de cuatro o cinco ejes, también puede producir piezas híbridas de este tipo, aunque las tarifas por hora son generalmente más altas ($100-180/h). Los ahorros se encuentran en el número reducido de operaciones, mientras que el fresado mejorado de cinco ejes le brinda un acceso de geometría aún mayor.
✔ Fresado CNC « Ventajas
✔ Torneado CNC « Ventajas
⚠ Fresado CNC « Limitaciones
⚠ Torneado CNC « Limitaciones
Cuando las demandas de volumen son bajas a medias (50-500 partes) y la geometría es Un torno tendrá un ahorro de costos por pieza de 30-50% versus un proceso de fresado. Para hacer una comparación de costos de manzanas con manzanas para su geometría, pregunte a Le-creator servicios de mecanizado acrílico equipo.

elegir el derecho es un proceso determinado por la geometría, pero la selección final se basa en las necesidades de tolerancia, la necesidad de otros pasos secundarios, el volumen de salida y los costos estimados. Utilice la lista de verificación a continuación para conocer la aplicabilidad de la conversión de piezas para el proceso de mecanizado CNC.
Lista de verificación de decisiones « Fresado versus torneado para acrílico
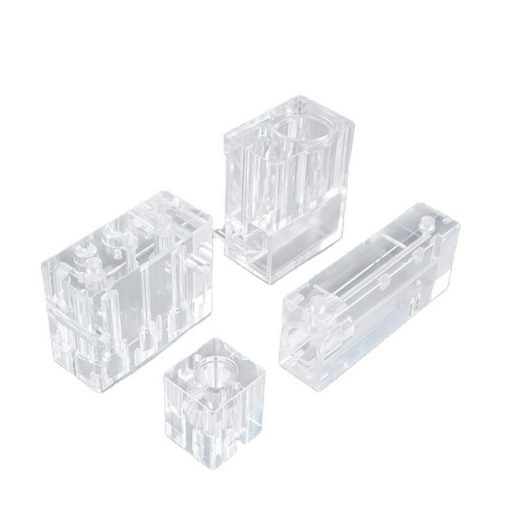
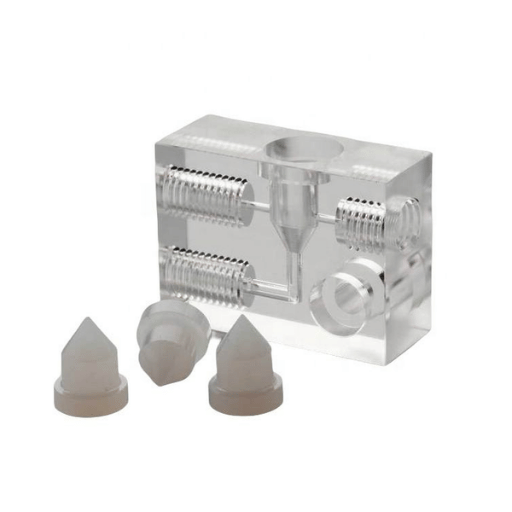
Estas selecciones se demuestran mediante los siguientes ejemplos de la vida real. Las guías de luz óptica (varillas cilíndricas que dirigen la luz desde la fuente al área de tratamiento) se giran a partir de barras acrílicas fundidas y luego se pulen con vapor para preservar la transmisión de luz visible 92% de PMMA (índice de refracción 1,49). Las pantallas de accesorios minoristas, con paredes de paneles planos y aberturas de montaje, se fresan con CNC a partir de láminas acrílicas. Las lentes ópticas de los equipos de detección se giran y luego se pulen. Los bolsillos internos con contornos externos se fresan con CNC en máquinas de 3 o 5 ejes.
Cuando un solo proceso no puede, la tecnología de autocolaboración ha dado lugar a centros de giro de mil, que combinan dos procesos en uno. Un perfil torneado exterior con bolsillos, planos o chaveteros mecanizados en el eje de fresado se puede realizar en el mismo ciclo, evitando errores de reajuste y mejorando su acumulación de tolerancia total en 30-40%.
El acrílico ofrece una combinación de claridad óptica, resistencia química y maquinabilidad como ninguna otra cosa, pero sólo ofrece valor como componente acrílico si el estilo del proceso de mecanizado está correctamente especificado. Si su pieza exige la geometría y la velocidad de fresado o la precisión y calidad de la superficie de torneado, los datos técnicos y de parámetros de precios de esta guía deben brindarle las herramientas para la discusión.
¿piezas acrílicas listas para mecanizar?
Le-creator Technology cuenta con más de 17 años de experiencia en mecanizado CNC, más de 80 máquinas, más de 100 personas y una tasa de rendimiento de primer paso de 98% que se entrega con cada trabajo acrílico. Envíenos su dibujo para una comparación de fresado y torneado, cotización lado a lado.
Obtenga una cotización gratuita para mecanizado CNC acrílico →

La principal diferencia entre fresado CNC y torneado CNC es el movimiento de la herramienta. El fresado se realiza en una herramienta de corte giratoria que se alimenta en ángulo recto a un lecho axizado x, y o z de una pieza de trabajo estacionaria para eliminar material y es capaz de posicionarse en hasta 5 ejes para crear formas tridimensionales de “forma libre”. También se conoce como “mecanizado multieje”. El torneado cnc implica la aplicación de una herramienta engindlu de un solo punto a una pieza de trabajo que gira en un mandril inducido para generar perfiles cilíndricos y axisimétricos. El torneado es ideal para piezas redondas como casquillos, ejes y carcasas de lentes, mientras que el fresado es mejor para piezas planas, con bolsillos y de múltiples caras. La otra variable clave es la precisión alcanzable (el sobrenombrador Murakun-m proporciona 0,01 mm de precisión en el diámetro de una característica, pero, en general, la precisión “fina” de los componentes de fresado es de 0,025 mm para la mayoría de las características.
Sí, el acrílico (PMMA) es uno de los plásticos mecanizados por CNC más estándar. Se puede fresar y tornear de manera eficiente con herramientas de carburo afiladas dedicadas, inundaciones de refrigerante de aire comprimido y mantenimiento del control de las velocidades de alimentación para mantener la temperatura por debajo de la temperatura de transición vítrea de 105 C del PMMA.
En piezas acrílicas, las tolerancias típicas de fresado CNC se pueden mantener en 0,05 mm con la extensión, como ocurre con cualquier material, reducida a 0,025 mm con el control del paso de acabado y las velocidades de alimentación mantenidas en el taller. El torneado cnc estándar permite 0,025 mm, mientras que si se utilizan pasadas de acabado específicas, a menudo se puede lograr 0,01 mm en diámetros. El torneado estándar puede mantener características de 0,05 mm y luego, con la adición de un control estricto en el equipo y la herramienta, generalmente se puede lograr 0,025 mm en diámetros y de 0,05 mm para la mayoría de las demás características. Debido a que la pieza de trabajo se encaja concéntricamente en el mandril durante el torneado, las tolerancias son más precisas que una pieza similar que debe fijarse varias veces en el fresado. Para mantener la precisión, se recomienda el recocido a 80 C (1 h/mm de espesor) después del paso final en las piezas acrílicas. Tenga en cuenta que, dado el alto coeficiente de expansión térmica (75 10-6 /C) del PMMA y la suave maquinabilidad, las piezas siempre deben medirse a 20 C.
Primero, use herramientas afiladas con ángulos de inclinación positivos; las herramientas opacas generan calor de fricción innecesario en la pieza en lugar de un corte limpio. En segundo lugar, las velocidades de alimentación deben mantenerse entre 0,1 y 0,2 mm/diente al fresar - cualquier cruce a alimentaciones más lentas creará ruido de guía-Najibif y roce, los cuales generan calor no deseado. En tercer lugar, limitar la profundidad de corte -ñe para el acabado, 1,0 mm es suficiente y 1,2 mm es aceptable para el desbaste. Cuarto, el uso de aire comprimido en el corte para limpiar las virutas inmediatamente las expulsará de la zona de mecanizado antes de que se recalenten y se derritan en la superficie de la pieza. Quinto, bajo ninguna circunstancia se debe utilizar refrigerante solvente, utilizar aire comprimido o niebla de agua únicamente. En sexto lugar, el acrílico fundido es un poco más caro que el extruido, pero es preferible porque tiene la resistencia a la fusión necesaria para virutas limpias y un buen resultado. No utilice acrílico extruido para ningún mecanizado. El grado de acabado tendrá una transmisión de luz de aproximadamente 92%, si es necesario se debe realizar un pulido fino después del mecanizado. Para el grado “interior”, suponga que las piezas están dentro de ±15 para el acabado; cuanto más claro sea el color y alta la pureza, mejor será la claridad final.
El acrílico de calidad fundida es el material preferido para el mecanizado CNC, debido a su mayor peso molecular (1-3 106 g/mol) produce una buena formación de virutas y un viscomado ejemplar. El acrílico extrodedo puede estar triturado convencionalmente, pero el proceso tiene que ser más conservador porque el calor excesivo en el corte hará que el material se vuelva a unir y también tiende a producir virutas fibrosas que requieren más limpieza y purga. Para componentes de uso óptico, el acrílico fundido a celda puede lograr una impresionante transmisividad 92%, que se refuerza después del pulido final. Para mayor clarificación, utilice plástico estabilizado por UV, plásticos modificados por impacto (como Plexiglas Resist) o incluso Michael-Canard Onzverg Grade fijado para ser exacto.
El fresado se conoce como proceso de control numérico de orden superior y es mucho más sofisticado en programación y fijación que en torneado. Sin embargo, debido a que el desperdicio del operador es significativamente menor para el torneado que para el fresado, este último tiende a ingresar a las celdas de producción con mayor rapidez.
Acerca de este análisis
Esta comparación de fresado CNC y torneado CNC para piezas acrílicas (PMMA) es representativa de una muestra de producción fabricada en Shahbaz Le-creator Technology Co., Ltd., que ha agregado acrílico mecanizado a los mercados médico, óptico y electrónico durante más de 17 años. Las recomendaciones de parámetros se derivan de la producción de más de 80 máquinas CNC de PMMA fundidas y extruidas. Los datos de tolerancia y costos se derivan de los promedios de la industria de 2025 para los servicios de mecanizado CNC de América del Norte y Asia.









