


Servicio de apoyo, profesional y centrado en el cliente
Póngase en contacto con la empresa Lecreator
Desde prototipos hasta producción a gran escala, lo tenemos cubierto.


Actualizado: marzo de 2026 | Tiempo de lectura: ~12 min
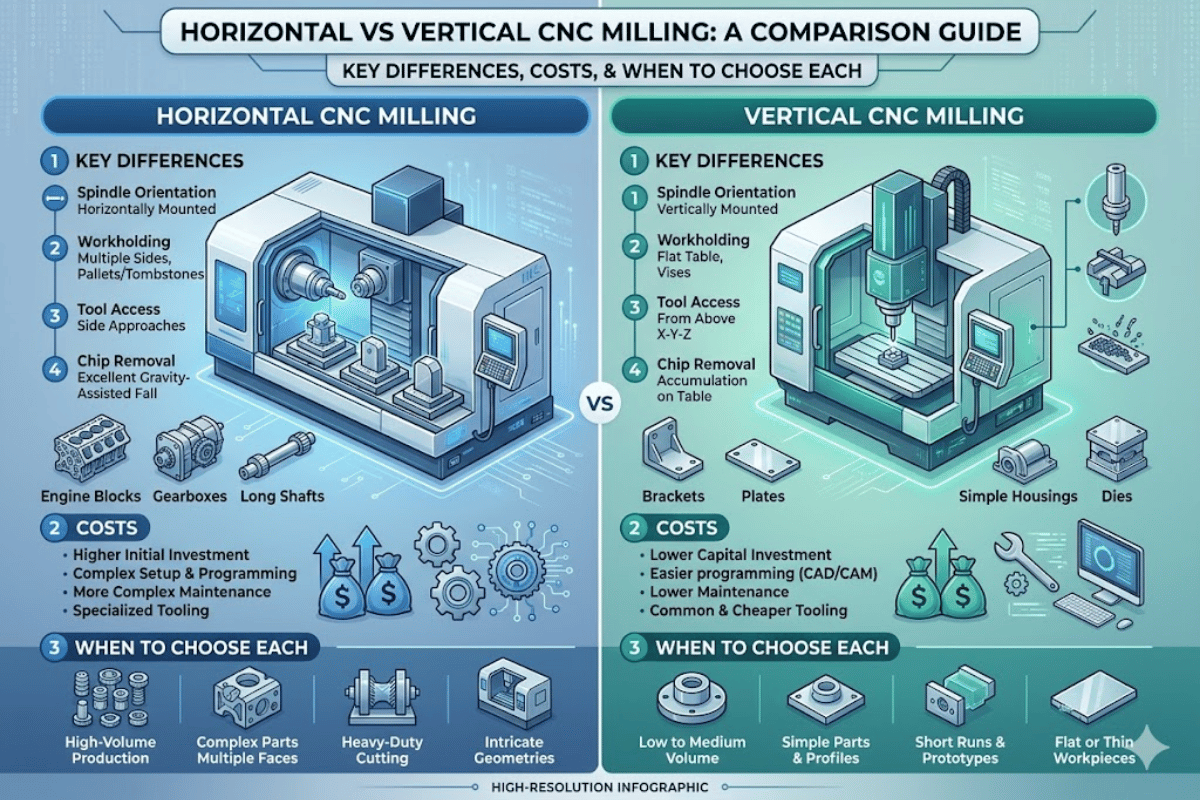
Todos los trabajos de fresado CNC comienzan con una elección de máquina, que a menudo se reduce a una pregunta importante: ¿debe el husillo apuntar hacia abajo o hacia un lado?
Ese eje de orientación afecta la evacuación de chips, la estrategia de reparación, los costos por pieza y la cantidad de configuraciones que su proveedor de fresado CNC ejecutará para usted.
Este cuadro comparativo enfrenta a los HMC y VMC en cuanto a especificaciones, tolerancias, costos tangibles y aplicación.
Ya sea citando 10 piezas prototipo o una producción de 10,000 unidades, use la siguiente tabla para ayudar a especificar la máquina adecuada o al menos pregúntele Proveedor de servicios de fresado CNC las preguntas correctas.
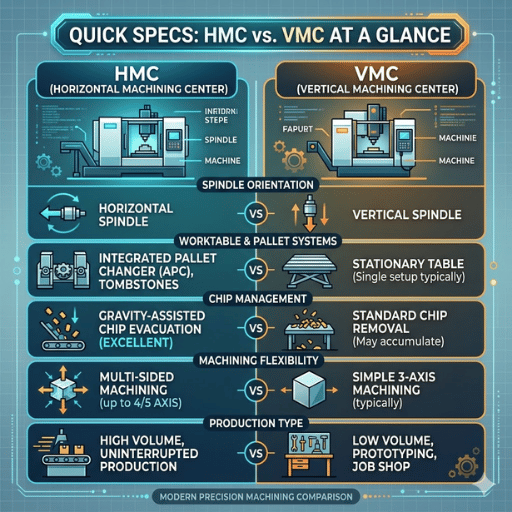
Antes de comenzar a trabajar en ingeniería, aquí hay una instantánea rápida de las dos opciones de la máquina.
Úselo como hoja de trucos.
| Parámetro | Fresado vertical (VMC) | Fresado Horizontal (HMC) |
|---|---|---|
| Orientación del husillo | Vertical (perpendicular a la tabla) | Horizontal (paralelo a la mesa) |
| Costo de la máquina | $80K-$250K | $250K-$600K+ |
| Tarifa por hora (EE. UU.) | $40-$80 | $75-$150 |
| Evacuación de chips | Los chips se acumulan en la pieza de trabajo | La gravedad deja caer las astillas |
| Acceso a la pieza de trabajo | 1 cara por configuración (arriba) | 4 caras vía lápida |
| Capacidad de herramientas (ATC) | 20-40 herramientas | 40-120 herramientas (ATC/palet) |
| Espacio de piso | Huella más pequeña | 2-3x huella más grande |
| Mejor para | Prototipos, piezas pequeñas, trabajos de detalle | Tiradas de producción, multifacéticas, cortes fuertes |
La conclusión: los VMC son de menor costo y más accesibles; Se ajustan bien a piezas de trabajo simples y al funcionamiento de múltiples celdas de máquina.
Los HMC justifican su precio superior con un mayor rendimiento, trabajo multicara y eliminación de chips ultraeficientes. Aquí está el por qué
En un VMC, el husillo apunta verticalmente hacia abajo, perpendicular a la mesa de trabajo.
Cada herramienta de corte involucra la pieza de trabajo en una acción de corte hacia abajo desde arriba. Su herramienta se mueve en los ejes X e Y, y la mesa de la máquina se mueve en el Z. Poder observar el corte en una línea de visión clara sigue siendo una de las razones clave por las que los VMC dominan el trabajo en taller y en prototipos.
Dos configuraciones VMC comunes son la torreta (cabeza inclinada) y la cama (mesa de cabeza fija). Una torreta proporciona al operador control de inclinación para fresado en ángulo.
Un diseño de cama coloca la columna de cabeza en una posición para que la mesa pueda desplazarse a lo largo de los ejes X e Y en una plataforma muy rígida, ideal para piezas de trabajo más pesadas. Ambos pueden fresar, perforar, perforar y producir cortes en la cara superior, pero con beneficios para cada uno.
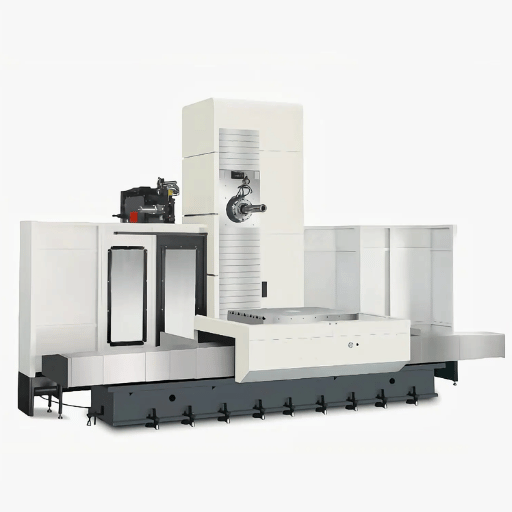
Una herramienta HMC se orienta en el costado de la máquina, paralela al piso. Las piezas de trabajo se integran en una mesa giratoria o dispositivo que se indexa para acceder a cuatro, seis o más lados del producto sin necesidad de volver a fijar. De hecho, un cortador montado en el eje opcional puede realizar cortes laterales anchos en caras anchas.
Debido a que la gravedad aleja las virutas de la zona de corte, el montaje lateral de la herramienta reduce su deflexión y el recorte de virutas, extiende la vida útil de la herramienta y mejora el rendimiento del acabado de la superficie en bolsas a más de 3 veces el diámetro de la herramienta. Un HMC también ofrece un cambiador de paletas.
Mientras una paleta se corta el bolsillo, el operador reposiciona el dispositivo para cargar el siguiente trabajo. Esto significa un tiempo instantáneo del husillo de chip a chip del 80 al 95 por ciento, un proceso virtual de apagado de luces.
🔧 Nota de ingeniería « Deflexión del husillo y holgura del chip
En la foto de abajo, con la herramienta montada hacia abajo, los efectos de la gravedad añaden desviación a las herramientas de largo alcance, y las virutas deben sacarse del bolsillo y luego fuera del alcance del cortador. Ambos pueden provocar problemas dimensionales. Con la herramienta montada de lado o de lado, la ayuda de la gravedad empuja las virutas fuera del bolsillo cortado y no se vuelve a cortar.
Para profundidades de bolsillo superiores a tres veces el diámetro del cortador, los HMC normalmente ofrecen una mejora del 15 al 25 por ciento en la calidad de la superficie terminada.
En cuanto a la precisión de la posición y la repetibilidad en áreas planas abiertas, no se pueden distinguir los VMC y HMC contemporáneos. Surgen diferencias en bolsas profundas, mayores condiciones de alcance de las herramientas y alta producción donde se requiere un buen control de los chips.
| Parámetro | VMC | HMC |
|---|---|---|
| Precisión de posicionamiento | ±0,005 mm | ±0,005 mm |
| Repetibilidad | ±0,003 mm | ±0,003 mm |
| Acabado superficial (plano) | Ra 0,8 µm | Ra 0,8 µm |
| Acabado de superficie (bolsillo profundo) | Ra 3,2 µm (recorte del chip) | Ra 1,6 µm (aclaramiento del chip de gravedad) |
| Vida útil de la herramienta | Línea base | 15-30% mai mult |
| Velocidad del husillo | Hasta 15.000 RPM | Hasta 10.000 RPM (husillo más pesado) |
| Evacuación de chips | Se necesita explosión manual/aire | Gravedad + refrigerante a través del husillo |
Observe que la discontinuidad en superficies planas y sin hacinamiento también es cero. Aparece durante el mecanizado de bolsas profundas y con largos tramos de piezas donde las virutas rotas se recirculan en una herramienta VMC, la erosiona lentamente y deja marcas visibles. Si sus cavidades profundizan más de tres veces el diámetro del cortador, un HMC produce paredes más limpias con menos trabajo realizado después.
También es informativo: los VMC generalmente funcionan a mayor velocidad (hasta 15.000 rpm en comparación con las 10.000 rpm de los HMC). Esa velocidad adicional puede resultar útil en diámetros de herramientas pequeños al mecanizar aluminio o plásticos. Los HMC lo compensan con un husillo más robusto y rígido para soportar diámetros mayores y mayores profundidades de corte.
El costo es donde deciden la mayoría de las tiendas y la mayoría de los compradores. A nivel de titulares, el número (el resultado final) (la tarifa por hora) favorece a los VMC. Pero el costo por parte en volumen a menudo puede revertir el veredicto.
| Factor de costo | VMC | HMC |
|---|---|---|
| Compra de máquinas | $80K-$250K | $250K-$600K+ |
| Tarifa por hora | $40-$80 | $75-$150 |
| Hora de configuración | 15-30 min por configuración | 5-15 min (cambiador de paletas) |
| Accesorios | Tornillo de banco estándar ~$500 | Lápida + accesorios $2K-onate$10K |
| Tiempo de actividad del husillo | 50-65% (carga manual) | 80-95% (cambiador de paletas) |
| Costo por Parte (1 unidad) | $50-$150 | $100-$250 |
| Costo por pieza (1.000 unidades) | $25-$75 | $15-$40 |
💡 Consejo de decisión
Para la tarifa por hora, HMC cuesta más pero fabrica más piezas por turno. Por encima de alrededor de 200 partes/mes en trabajos multicara, HMC generalmente resulta en un menor costo por pieza incluso cuando se incluye una tarifa por hora más alta. El punto de cruce es aún menor cuando la pieza tiene tres o más configuraciones en un VMC pero solo una en un HMC con una lápida.
Para prototipos de una sola cara, o que funcionan con menos de 50 unidades, VMC es prácticamente siempre más económico. La economía cambia cuando se incluyen las horas de técnico, los cambios de accesorios y las horas del husillo muerto mientras se cargan piezas manualmente. Un HMC equipado con paletas que funcione durante la noche producirá el lunes por la mañana lo que hizo un VMC toda la semana anterior.

Muchas tiendas gestionan ambos. Los VMC se encargan cada semana de la variedad de cotizaciones entrantes, diferentes partes. Los HMC ejecutan los pedidos repetidos que mantienen las luces encendidas.

Si sus piezas necesitan acceso multifacético pero sus volúmenes no justifican un HMC completo, existen dos opciones intermedias.
Atornille una mesa giratoria o indexador de 4to eje en un VMC para mecanizado de múltiples caras (o 4 caras) al precio de VMC. Su pieza de trabajo gira alrededor del eje A para llevar otros 1-2-3 lados al husillo vertical. Funciona bien en piezas de trabajo pequeñas de 2 a 3 caras siempre que su presupuesto sea inferior a $120K en total.
Compensaciones: la indexación es más lenta que la de una mesa giratoria HMC dedicada, no hay cambiador de paletas para carga/descarga y los chips aún se acumulan en la pieza de trabajo. Para una producción superior a 200 piezas/mes, estas limitaciones se suman.
Las fresadoras universales tienen un cabezal de husillo que puede inclinarse de vertical a horizontal y también cualquier ángulo intermedio. Máximo en una solución de una sola máquina. Precios de $150K a $350K, lo que los hace más caros que los VMC pero más baratos que los HMC.
Las fábricas universales son buenas en salas de herramientas y departamentos de I+D que mecanizan muchas formas de piezas diferentes, pero no son suficientes para justificar un HMC dedicado. No tendrán la ventaja de rendimiento de los HMC paletizados, pero no se puede superar su grado de flexibilidad.

Complete la lista de verificación aquí. Si la mayoría de sus respuestas caen en la columna correcta, gaste más en un HMC.
| Pregunta | → VMC | → HMC |
|---|---|---|
| ¿cuántas caras necesitan mecanizado? | 1-2 | 3-5 |
| ¿volumen mensual? | < 200 partes | > 200 de părți |
| ¿la profundidad de bolsillo más profunda? | < 3x diámetro de la herramienta. | > 3x diámetro de herramienta. |
| Material? | Aluminio, plásticos | Hierro fundido, acero, titanio |
| ¿se necesita automatización? | Manual OK | Cambiador de palés/apagado de luces |
| ¿Prioridad presupuestaria? | Costo inicial bajo | Bajo costo por pieza en volumen |
| ¿Acabado superficial en características profundas? | Ra 3,2 µm aceptable | Ra 1,6 µm o mejor necesario |
Aquí en Le Creator ejecutamos líneas VMC y HMC. Para cada proyecto de cotización, asignamos la geometría de cada pieza y el volumen de pedido a cualquier tipo de máquina que sea más rentable, proporcione la calidad deseada y aún así alcance su plazo de entrega. Envíe una cotización y nuestro equipo de ingeniería le asesorará sobre el mejor tipo de máquina como parte de la revisión de DFM. No más confusión.

La principal diferencia entre VMC y HMC está en la orientación del husillo. En un husillo VMC apuntando verticalmente hacia abajo, perpendicular a la mesa de trabajo. En un HMC se ejecuta en paralelo al plano de la mesa de trabajo. La diferencia impulsa el acceso a la pieza de trabajo, la extracción y recolección de virutas, la capacidad de la herramienta y, en última instancia, los costos por pieza con altos volúmenes de producción.
Los desafíos de un VMC en bolsillos profundos son la evacuación de virutas porque las virutas caen sobre la superficie de trabajo y los bordes se vuelven a cortar, lo que genera condiciones superficiales rugosas en el trabajo terminado y un desgaste más rápido de la herramienta. Solo se puede alcanzar una cara por configuración sin eje giratorio, por lo que en piezas de múltiples caras tendrá un éxito en las horas de la máquina. Su rango de tiempo de actividad del husillo es 50-65% sin un cambiador de paletas, por lo que no son muy productivos en proyectos de gran volumen a menos que tenga un alto nivel de trabajo de múltiples caras.
En un proceso de licitación competitivo, un HMC costará de dos a tres veces lo que costará el VMC equivalente. Necesitan más espacio, por lo que requieren una fijación más grande y costosa. La mampostería asta suele estar hecha de hierro fundido o aluminio, y de $2.000 a $10.000. Una pieza sencilla de una sola cara o un prototipo de Q bajo en un HMC sería una opción costosa con poca ganancia.
Si el rendimiento es una preocupación, sí. Los HMC pueden alcanzar un tiempo de actividad del husillo de 80-95% mediante cambiadores de paletas en lugar de 50-65% en los VMC. Combine eso con molinos de lápidas de múltiples caras y un HMC puede producir entre 2 y 4 veces la cantidad de piezas terminadas en un turno en trabajos de múltiples caras similares.
Un dispositivo de lápida consta de una columna rectangular alta de aluminio o hierro fundido que está atornillada a la mesa giratoria HMC. El dispositivo normalmente tendrá 4 o 6 caras sobre las cuales se atornillan piezas de trabajo individuales o submáquinas. Los accesorios se indexan a medida que gira la mesa de trabajo, lo que proporciona accesibilidad a una cara individual, a través del husillo.
Seleccione fresado horizontal para mecanizar en 3 o más caras de la pieza, más de 200 por mes, o acabados superficiales profundos inferiores a Ra 1,6 m. HMC es el valor predeterminado preferido para la fabricación automatizada con luces apagadas.
Cargue su archivo CAD y nuestros ingenieros le ayudarán a seleccionar el tipo de máquina, la estrategia de configuración y le proporcionarán una cotización, normalmente en un plazo de 24 horas.









