


Unterstützender, professioneller und kundenorientierter Service
Nehmen Sie Kontakt mit Lecreator Company auf
Von Prototypen bis hin zur Serienproduktion sind Sie bei uns genau richtig.


Motorwellenbearbeitung ist die Abfolge von Drehen, Fräsen, Wärmebehandlung und Präzisionsschleifen, die Stabmaterial in eine fertige rotierende Welle verwandelt, die auf Lageranpassungstoleranzen, geringem Durchlauf, kontrollierter Geradheit und einer Balance-Qualität gehalten wird, die an ihre Betriebsgeschwindigkeit angepasst ist Lassen Sie sich eines dieser vier Fehler machen und das Symptom ist auf dem Prüfstand, Vibration, Hitze und frühem Lagerversagen dasselbe, selbst wenn der Durchmesser perfekt misst. Diese Führung behandelt diese vier Säulen als technisches System und nicht als Spezifikationsblatt.
Die kurze Antwort
Eine Motorwelle wird in fester Reihenfolge, grober Drehung, Wärmebehandlung, dann Schleifen der Lagerzapfen fertig, denn jeder Schritt verriegelt in einer anderen Qualitätsschicht Drehen setzt die Form (IT7IT9, Ra ~1,6 µm); zylindrisches Schleifen setzt Endgröße, Rundheit, und Finish auf den Lagersitzen (IT5IT6, Ra 0,20,4 µm); GD&T-Runout bindet diese Sitze an eine gemeinsame Achse; und dynamisches Auswuchten steuert, wie sich das fertige, rotierende Teil mit Geschwindigkeit verhält.
Wichtige Erkenntnisse
| Drehdurchmesser | IT7-IT9, Ra ~1,6 µm |
| Bodenlagerzapfen | IT5IT6, Ra 0,20,4 µm (bis zu ±0,005 mm) |
| Journal-Runout (zwischen Zentren) | Oftmals 0,01 mm TIR |
| Übliche Materialien | 1045, 4140, 4340, 416/431 Edelstahl, Inconel |
| Journalhärte (Induktion) | ~50 –60 HRC-Oberfläche, robuster Kern |
| Balance-note | G6.3 (allgemeine Motoren, Pumpen, Ventilatoren) bis G2.5 (Präzision/Hochgeschwindigkeit), ISO 21940-11 |

Die Schaftherstellung läuft in bewusster Reihenfolge: rau CNC-Drehen Zwischen den Zentren zur Festlegung der Zylinder- und Mittellochdaten, optionales Fräsen von Keilnuten und Abflachungen, Wärmebehandlung und anschließendes Abschlussschleifen der Lagersitze. Dieser Herstellungsprozessauftrag ist nicht kosmetisch, jeder Vorgang schließt eine Qualitätsschicht ein, von der der nächste abhängt, weshalb eine Welle gehärtet wird Vorher Die Tagebücher werden eher gemahlen als danach.
Wo in diesem Leitfaden “Bearbeitung” steht, lesen Sie es als den breiteren Schachtfertigungsfluss vom Stabmaterial zum geprüften Teil.
Es hilft, sich diese Ebenen als Stapel vorzustellen. Wir nennen es das Schaftpräzisionsstapel: Größe → Form → Auslauf → Balance. Jede Ebene spielt erst dann eine Rolle, wenn die Ebene darunter unter Kontrolle ist. Ein perfekt dimensioniertes Tagebuch ist nutzlos, wenn seine Form gelappt ist, und ein rundes Tagebuch vibriert immer noch, wenn die gesamte Welle unausgeglichen ist.
Der Shaft Precision Stack
Drehen und Fräsen übernehmen den größten Teil der Formgebung. Bei einer einteiligen Welle, die sowohl zylindrische als auch prismatische Merkmale benötigt, schneidet ein Fräsdrehen-Bearbeitungsaufbau (Multitasking) die Zapfen und die Keilnut in einer Befestigung, was die Konzentrizität schützt, indem eine Nachklemme vermieden wird Wenn Sie den Zwei-Basis-Prozess abwägen, ist unser Zusammenbruch von CNC-Fräsen vs. CNC-Drehen Abdeckungen, wenn jede Leitung Bohren, Gewindeschneiden und EDM (für Keilnuten in bereits gehärteten Wellen) füllen den Rest aus Referenzen zur beruflichen Bearbeitung wie die des US-Bildungsministeriums Schulungsmaterialien für Werkzeugmaschinen Lehren Sie dennoch zuerst das Drehen zwischen den Zentren, gerade weil es jedem späteren Betrieb eine stabile, wiederholbare Achse verleiht.
Schlüssel zum Mitnehmen: Entscheiden Sie die Reihenfolge des Betriebs rund um den Präzisionsstapel, Größe vor der Form, Form vor dem Auslaufen, Auslaufen vor dem Gleichgewicht und die meisten Downstream-Überraschungen verschwinden.
Beim Zylindrischen Schleifen erreicht eine Welle nach dem Drehen ihre endgültige Zapfengröße, Rundung und Oberflächenbeschaffenheit. Wenn das Drehen um IT7IT9 und Ra ~0,86,3 µm herum landet, hält das Präzisionsschleifen ungefähr IT5IT6 bei Ra 0,11,6 µm, mit Lagerzapfen, die üblicherweise auf Ra 0,20,4 µm fertiggestellt sind. In der Praxis wird die Zeitschrift so gedreht, dass etwa 0,10,0,30 mm Mahlgut übrig bleiben, dann auf Masse geschliffen. Aus diesem Grund werden Lagersitze fast immer geschliffen und nicht einfach gedreht, eine Studie über die Schleifparameter der US National Institutes of Healths veröffentlicht PubMed Central Zeigt, wie direkt Radgeschwindigkeit, Vorschub und Schnitttiefe das erreichbare Finish antreiben.
Wählen Sie die Schleifmethode nach Geometrie aus, die in der eingefangen wird Leiter der Toleranz-zu-Prozess-Fähigkeit Unten.
| Prozess | Typische Toleranz | Oberflächenbeschaffenheit (Ra) | Am besten für |
|---|---|---|---|
| CNC-Drehen | IT7 – 9 | ~0,86,3 µm | Schruppig, unkritische OD, Schultern |
| OD-Zylinderschleifen | IT5 6 | 0,20,4 µm | Lagerzapfen, Dichtungsflächen |
| Mittelloses Schleifen | IT5 6 | 0,20,4 µm | Lange, schlanke Schächte mit hohem Volumen |
| ID Schleifen / Honen | IT5 6 | 2 µM AUSGABE | Hohlwellenbohrungen, Verjüngungen |
Prozessbänder, zusammengestellt aus Schleifdaten der Industrie (Modern Machine Shop, Schleifmittelhersteller) und der Schleifstudie PubMed Central; Die tatsächlichen Ergebnisse variieren je nach Maschinensteifigkeit, Rad und Kühlmittel.
Für Innenbohrungen an Hohlwellen, Honen Führt das Finish einen Schritt weiter als beim ID-Schleifen Ein nützlicher Vorbehalt von der Metrologieseite: Schleifen ist es nicht Kategorisch Der einzige Weg zu einem feinen Finish Das US-amerikanische National Institute of Standards and Technology hat diese Präzision dokumentiert Hartdrehen gehärteter Werkzeugstähle Oberflächenbeschaffenheit besser als 80 nm Ra erreichen kann, in einigen Veredelungsfällen mit dem Schleifen mithalten kann Das Schleifen gewinnt immer noch dort, wo Sie enge Größe, Rundheit und das gemeinsame Finish auf einem gehärteten Zapfen benötigen, aber die Wahl ist anwendungsspezifisch, nicht automatisch.
Engineering Note, Oberflächenintegrität, nicht nur Ra
Ein Journal kann ein perfektes Ra messen und trotzdem früh versagen Durch aggressives Schleifen kann eine thermisch beschädigte “Schleifbrand” - Schicht, Restzugspannung und eine spröde weiße Schicht direkt unter der Oberfläche zurückbleiben, die die Ermüdungslebensdauer zerstört Akademische Arbeiten zum Schleifbrand (zum Beispiel die Dissertation archiviert am Universität von Nebraska, Lincoln) zeigt, warum beim Fertigschleifen Lichtdurchgänge und ausreichend Kühlmittel zum Einsatz kommen Geben Sie an, wie das Zapfen fertig ist, und nicht nur die Anzahl, die es treffen muss.
Schlüssel zum Mitnehmen: Auf Lagersitze schleifen, um Größe + Rundheit + Finish einzustellen, aber die Oberflächenintegritätsanforderung (kein Abbrennen) neben den Ra-Wert schreiben.

Aus dem Grenzwertsystem ISO 286 wird eine Wellentoleranz für einen Lagersitz gewählt, und es ist eine Entscheidung über Last und Drehung, keine Blindtischsuche Die University of Texas at Austin verweist auf ISO 286 Toleranznoten und -passungen Erklärt die Kurzschrift: ein Buchstabe setzt die Position des Toleranzbandes relativ zur Nenngröße und eine Zahl seine Breite, so fällt eine in einem Geschäft auf “k5” gefertigte Welle in ein an anderer Stelle hergestelltes Lager.
Welche Klasse Sie wählen, folgt einer Frage zuerst: welcher Ring dreht sich, und unter welcher Last Die Rahmen der American Bearing Manufacturers Association (ANSI/ABMA 7) passen Auswahl um Art und Ausmaß der Lagerbelastung, weshalb der gleiche Nenndurchmesser eine leichte Durchfahrtshöhe oder eine feste Störung erfordern kann Die Passender Passungswähler für Lagersitze Geht von dieser Frage aus.
| Merkmal / Zustand | Typische Schachtklasse | Warum |
|---|---|---|
| Rotierender Innenring, Normallast | k5 / m6 (Lichtstörung) | Hält den Innenring auf dem Sitz kriechend und brechend |
| Rotierender Innenring, Schwer-/Stoßlast | m6 / n6 (festiger) | Höhere Last benötigt mehr Interferenzen, um sie zu halten |
| Stationäre Belastung des Innenrings | h6 / g6 (Freigabe) | Ermöglicht eine einfache Montage; Ring versucht nicht zu kriechen |
| Allgemein freier Durchmesser | h7 / IT8 | Kein Gegenlager; kostengetrieben |
Beginnen Sie mit dem Drehen des Rings + der Last und bestätigen Sie dann gegen die Montagetische Ihres Lagerherstellers und ISO 286. Die Störung beträgt hier nur wenige Mikrometer, etwa 0,0020,010 mm, weit innerhalb der Bodenfahrfähigkeit.
Warum es wichtig ist: Die Passform falsch zu machen ist ein Fehlermodus aus dem Lehrbuch Lageringenieure bemerken, dass ein Sitz, der ein paar Mikrometer zu eng ist, den inneren Abstand herausklemmt und das Lager vor Hitze ergreift; ein paar Mikrometer zu locker und der Ring kriecht, bündet und fällt früh aus Das sind keine Randhüllen, das sind die häufigsten vermeidbaren Wellenfehler, nach denen Maschinisten fragen. (Wie das Schleifen diese Bänder hält, siehe unseren Hinweis auf CNC-Bearbeitungstoleranzen.)
Stellen Sie sich einen Laden vor, der eine abgenutzte Motorwelle nachgeschliffen hat und, da er eine “sichere” Passform haben wollte, auf das enge Ende des Bandes abzielte, ein paar Mikrometer Interferenz auf dem Lagersitz extra Das Lager drückte sauber auf, aber auf dem Prüfstand lief es innerhalb von Minuten heiß: Die zusätzliche Interferenz hatte den inneren Abstand des Lagers gegen Null gedrückt, so dass die Wälzkörper begannen, sich zu binden und Wärme zu erzeugen, die nächste Welle auf einen Standard-m6-Fit abzusichern, hat sie genau das, was der Passtisch kodiert, enger ist nicht sicherer, das Interferenzfenster ist nur ein paar Mikrometer breit und ein Überschießen auf der hohen Seite versagt so sicher wie ein loser Sitz, der kriecht.
Schlüssel zum Mitnehmen: Wählen Sie zuerst die Passform aus rotierendem Ring + Last und überprüfen Sie dann die Mikrometer. Das Interferenzfenster für eine Presspassung ist nur wenige µm breit.
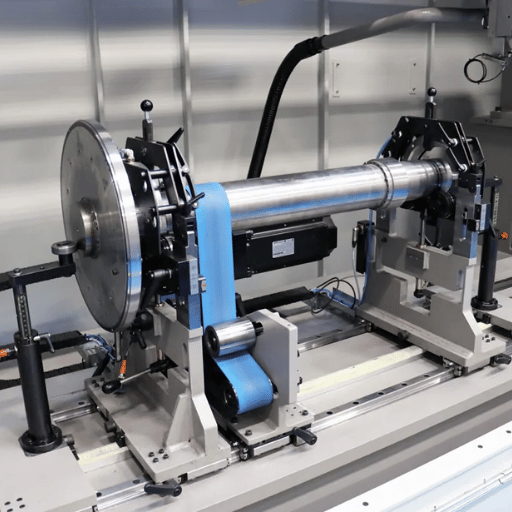
Beim Auslaufen wackelt eine Oberfläche, wenn sich die Welle um ihre wahre Achse dreht, gelesen als Total Indicator Reading (TIR).Bei einer Motorwelle ist es normalerweise die Make-or-Break-Zahl: Lagerzapfen auf einer Qualitätswelle werden üblicherweise auf etwa 0,01 mm TIR gehalten, und lockerer Auslauf zeigt sich direkt als Vibration und Lagerverschleiß an der Portland State University. Design für Fit Die Referenz definiert den Gesamtauslauf als die vollständige Anzeigebewegung (FIM) eines Zifferblatts, wenn sich das Teil dreht, und stellt fest, dass der Auslauf auf einer Schulter tatsächlich eine Senkrechtheitskontrolle ist.
Auslauf wird an der Maschine gesteuert und abgehakt, der mit Abstand größte Hebel ist die Bearbeitung der Welle Zwischen Zentren: Die Mittellöcher werden zum Datum für jeden Vorgang, sodass die Zapfen, Schultern und Dichtungsflächen alle eine gemeinsame Drehachse haben, anstatt einen Spannfutterfehler zu erben.
Kolumne von Modern Machine Shop am TIR versus Rundlauf Spannungen an mehreren Stellen entlang des Merkmals prüfen, denn ein einzelner Messwert verbirgt einen konischen oder gelappten Zustand, zur Überprüfung sitzt der Schaft auf V-Blöcken (oder zurück zwischen den Mittelpunkten) und eine Zifferblattanzeige wird während des Rollens über jede Fläche gezogen.
“Eine der häufigsten Quellen für Rund - und Auslauffehler beim Rundschleifen sind die Mittelpunkte in Ihren Teilen”
Technisches Team von United Grinding
Diese Erkenntnis ist die, die die meisten Käufer vermissen: Die Qualität des Mittellochs überwiegt oft das Spezifikationsblatt des Schleifers. Ein abgenutztes oder eingedeichtes Mittelloch führt den Auslauf wieder ein, egal wie gut die Maschine ist, weshalb erfahrene Geschäfte vor dem Fertigschliff neu geschnitten oder die Beckenmitten neu geschnitten werden Durch die Arbeit zwischen den Zentren erhält jedes Journal eine gemeinsame Achse, sodass der erreichbare Auslauf durch die Qualität der Mittelpunkte und des Schleifers und nicht durch einen Spannfehler begrenzt wird und das Ziel selbst aus dem Lager und der Laufgeschwindigkeit stammt, was von Ihrer Seite und nicht durch eine generische Zahl überprüft wird.
Schlüssel zum Mitnehmen: Schützen Sie das Datum (die Zentren), beziehen Sie jede Funktionsoberfläche darauf und überprüfen Sie TIR an mehreren Punkten, nicht einmal.
Gerade ist die Formsteuerung, die die Achse eines langen Schafts vor dem Verbeugen bewahrt, und es ist am schwierigsten, schlanke Teile festzuhalten. In grober Regel lenkt sich der Schacht unter seinen eigenen Schneidkräften vom Schneidwerkzeug ab, sobald das Längen-Durchmesser-Verhältnis eines Schafts etwa 10 –15 überschreitet, sodass die Mitte übergroß oder gebogen ist. Maschinistische Referenzen wie z Maschinenhandbuch Adressieren Sie dies mit Stetige Ruhe- und Nachläuferstützen Die das Werkstück beim Drehen stützen; bei sehr langen Wellen mit kleinem Durchmesser, zentrenlosem Schleifen, umlenkt vollständig ab Für empfindliche Präzisionswellen mit kleinem Durchmesser, Schweizer CNC-Bearbeitung Stützt die Stange direkt am Schnitt.
Oft ja, in Grenzen In der Praxis stellt man die Welle auf V-Blöcke, rollt sie, um die hohe Stelle zu finden, und drückt dort, iteriert gegen Null Aber es gibt eine Falle, die die Spec-Table-Führungen übersehen: Das Richten des Rücksprungs ist Zeitabhängig, 0,05 mm gerade gepresster Schaft kann sich also in den nächsten Tagen messbar entspannen, bevor er sich stabilisiert.
Eine von Experten begutachtete Studie in Maschinen (2022) stellte fest, dass sich die Biege-Glättung mit schlanken Wellen nach dem Entladen immer weiter entspannt; Eine Probe wurde sofort akzeptabel gemessen, trieb aber bei einer erneuten Messung zehn Tage später auf eine Länge von 760 mm auf 0,261 mm. Die Lektion: Lassen Sie einen begradigten Schaft vor der Endkontrolle absetzen, sonst riskieren Sie eine falsche Annahme. Die Geometrie selbst wird durch Standards definiert, der US-amerikanische NIST-Bericht Vergleich der Toleranzierungsstandards (NISTIR 4744) Stellt fest, dass die Geradheit einer Achse durch eine zylindrische Zone (gemäß ISO 1101:2017 und ASME Y14.5) begrenzt wird und nicht nur durch zwei parallele Linien.
Stark verzerrte oder gehärtete Wellen können über die Kaltbegradigung hinausgehen; patentierte Produktionsmethoden wie z Begradigung von Kupplungswellen (US 5253499A) Zeigen Sie, warum sich die Antriebswellenherstellung glättet Und dann Gleichgewichte, die Reihenfolge ist wichtig, da ein Richtdurchgang die Masse verschiebt und ein vorheriges Gleichgewicht rückgängig macht.
Schlüssel zum Mitnehmen: Stützen Sie beim Schneiden schlanke Wellen, richten Sie die V-Blöcke mit der hohen Stelle an erster Stelle auf und lassen Sie das Teil entspannen, bevor Sie die Geradheit bestätigen.
Der Ausgleich steuert, wie die fertige, rotierende Welle die Masse verteilt, sodass sie läuft, ohne sich selbst und ihre Lager auseinanderzuvibrieren. Der Ausgleich wird durch ISO 21940-11 (die ISO 1940-1 ersetzte) geregelt: Er weist eine Gleichgewichtsqualitätsstufe zu, G6.3 deckt die meisten allgemeinen Elektromotoren, Pumpen, Ventilatoren und Gebläse ab, während G2.5 für Motorrotoren und Werkzeugantriebe mit höherer Geschwindigkeit oder höherer Präzision reserviert ist und G16 gröbere Geräte abdeckt und die zulässige Restunwucht mit steigender Betriebsgeschwindigkeit schrumpft, da die zulässige Unwucht eine Funktion der Rotormasse und der maximalen Betriebsgeschwindigkeit ist Die tex A&M-Tutor-Tutor-Tutor-Tutor-Trodynamik-Tutor-Tutor-Tutor-Tutor-Troper Auswahl der Qualität des starren Rotorengleichgewichts.
Nein, und anders angenommen, ist eine häufige Überspezifikation. Ein langsamer, symmetrischer, starrer Rotor erfüllt seine Qualität oft direkt vom Mahlwerk, und das Ausbalancieren erhöht die Kosten ohne Nutzen. Zwei Vorsichtsmaßnahmen durch das Vibrationsfeld verschärfen die Entscheidung, bevor Sie eine Welle auf eine Zweiebenen-Balance umstellen, beispielsweise bei G2,5.
Erstens ist eine 1-STREM-RPM-Vibration Nicht immer Unwucht, Fehlstellung, eine gebogene Welle oder Lockerheit verursacht, die gleiche Signatur erzeugen, so bestätigen Sie die Ursache, bevor Sie balancieren Zweitens, der richtige Ansatz hängt von der Rotorklasse ab: a Starre Rotor bei niedriger Drehzahl ausbalanciert ist (ISO 21940-11), aber eine Welle, die über ihrem ersten Biegemodus läuft, ist ein Flexibel Rotor und braucht Hochgeschwindigkeitsausgleich ISO 21940-31 bindet sogar die Empfindlichkeit, wie nah eine Resonanz sitzt, an die Betriebsgeschwindigkeit, eine Sorte allein garantiert keinen reibungslosen Ablauf.
Betrachten Sie ein Wartungsteam, das einen Pumpenmotor dreimal zog, um ihn neu auszubalancieren, und dabei einer hartnäckigen 1-STRPM-Vibration nachjagte Jeder Balancierdurchgang wurde fein an der Maschine gemessen, dennoch kam die Vibration wieder in Betrieb Aber der Übeltäter war überhaupt nicht unausgeglichen, ein weicher Fuß und eine leichte Kopplungsfehlstellung erzeugten die gleiche 1-STRPM-Signatur Eine Laser-Ausrichtungsprüfung, nicht ein weiterer Balancierdurchgang, hat ihn schließlich beseitigt Deshalb ist die Feldregel, die Quelle einer 1-STRPM-Vibration zu bestätigen, bevor man annimmt, dass die Welle selbst balanciert werden muss, und warum ein langsamer, symmetrischer starrer Rotor, der bereits seine Note erreicht, wird oft in Ruhe gelassen.
| Klasse | Typische Anwendung | Flugzeuge |
|---|---|---|
| G2.5 | Hochgeschwindigkeits-/präzisere Motorrotoren, Werkzeugmaschinenantriebe | 1 oder 2 |
| G6.3 | Allgemeine Elektromotoren, Pumpenlaufräder, Ventilatoren, Gebläse | 1 oder 2 |
| G16 | Gröbere Antriebskomponenten, landwirtschaftliche Antriebe | 1 |
Noten gemäß ISO 21940-11; Einebenen-Rotoren eignen sich für kurze Rotoren, Zweiebenen werden benötigt, wenn Länge und Geschwindigkeit steigen.
Schlüssel zum Mitnehmen: Stellen Sie die Balance-Stufe aus Geschwindigkeit und Rotorklasse ein, bestätigen Sie, dass eine Vibration tatsächlich unausgeglichen ist, und zahlen Sie nicht dafür, dass ein langsamer starrer Rotor einen Zweiebenen-Ausgleich nicht benötigt.

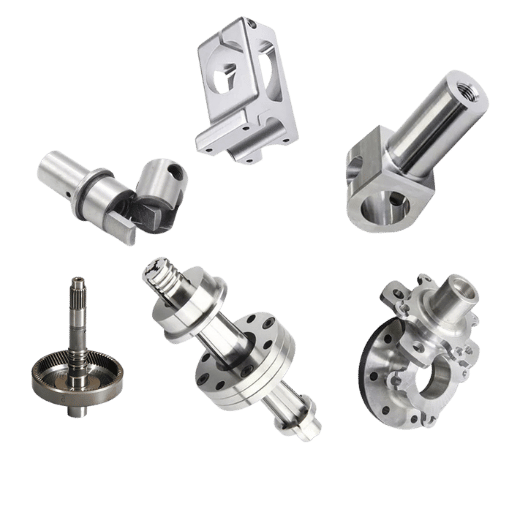
Vor den Merkmalen hilft es, die Welle selbst zu platzieren Die meisten Motor- und Antriebswellen lassen sich in neun wiederkehrende Typen einteilen, die jeweils durch ein dominantes Merkmal definiert werden, das die Bearbeitung vorantreibt.
| Schaftart | Definierende Funktion | Typische Verwendung |
|---|---|---|
| Eingesteckt | Gefüllte Keilnut + Schlüssel | Pumpen, Motoren, Riemenscheiben (mittleres Drehmoment) |
| Gekeilt | Mehrere Längsrillen | Getriebe, Antriebsstränge (hohes Drehmoment, gleichmäßige Belastung) |
| Hohl | Zentralbohrung | Robotik, Luft - und Raumfahrt (geringe Trägheit, Drahtführung) |
| Tritt | Mehrere Durchmesser + Schultern | Mehrlager-Motor-/Getriebewellen |
| Konisch | Schrittweise Durchmesseränderung | Selbstsichernde Naben, Schwungräder |
| Gewindeschnitzt | Außen-/innengewinde | Aktuatoren, Linearantriebe, Klemmung |
| Rotor (Motor) | Trägt den Rotorkern/Laminierungen | Elektromotorkerne, Hochgeschwindigkeitsbetrieb |
| Spindel | Hochpräzises Drehelement | Werkzeugmaschinen, Instrumente (sehr geringer Auslauf) |
| Antrieb / Linie | Lange, drehmomentübertragende Spannweite | Kraftübertragung über die Distanz |
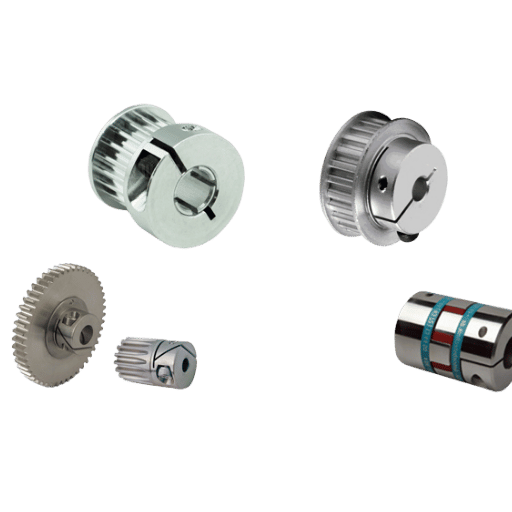
Die meisten Motorwellen tragen einige Standardmerkmale, Keilnuten und Keilnuten zur Drehmomentübertragung, hohle Bohrungen zur Gewichtseinsparung oder Streckenverkabelung, Gewinde- oder konische Enden zur Montage von Komponenten sowie abgestufte Durchmesser für Lagersitze und Schultern. Keilnuten und Keilnuten werden gefräst (EDM schneidet sie in bereits gehärteten Wellen über das Entladeverfahren, das in Patenten wie dem verwendet wird Gewindeschleifscheibenverfahren, EP 1064116B1); Für diese Funktionen schneidet unsere CNC-Fräslinie die Schlitze nach Möglichkeit im gleichen Aufbau wie das Drehen.
Technische Hinweise sind Ermüdungsstellen
Ermüdungsfehler bei rotierenden Wellen beginnen selten in der Mitte eines einfachen Durchmessers; sie beginnen bei Stress-raiserKeilnutenden, Keilnutenwurzeln, Kehlen, und scharfe Schultern Geometrie ist der Konstruktionshebel: großzügige Kehlradien (mindestens 0,51,0 mm) an Schultern, abgerundete Keilnutenden, und das Vermeiden abrupter Abschnittswechsel bewirken mehr für die Wellenlebensdauer als eine Härtestelle mehr Behandeln Sie Keilnuten und Keilnuten als Ermüdungsmerkmale, nicht nur als Drehmomentmerkmale.
Material folgt der Pflicht Kohlenstoffstahl 1045 ist der wirtschaftliche Standard; Legierungsstähle 4140 und 4340 sind die Arbeitspferde für belastete Wellen, da sie gut wärmebehandeln, induktionsgehärtete Zapfen erreichen an der Oberfläche etwa 50 –60 HRC, während der Kern zäh bleibt (Datenlisten für Maschinenbaustahl 4140 mit bis zu etwa HRC 58 Oberflächenhärte im induktionsgehärteten Zustand). Für den Korrosionsdienst, Edelstahlbearbeitung In 416 oder 431 wird eine gewisse Bearbeitbarkeit auf Widerstand hin gehandelt; für die höchste Festigkeit, Titan- oder Nickellegierungen wie Inconel-Griff-Luft- und Raumfahrt und Hochtemperaturwellen.
| Klasse | Schlüsseleigenschaft | Benutze es für |
|---|---|---|
| 1045 Kohlenstoffstahl | Wirtschaftlich, bearbeitbar, schweißbar | Allzweckmotor- und Pumpenwellen |
| Legierung 4140 / 4340 | Harter Kern, ~50 – HRC-Einführungsfall | Beladene Antriebswellen, Zahnradwellen |
| 416 / 431 Edelstahl | Korrosionsbeständigkeit | Nass, Abwasch, Seedienst |
| Titan / Inconel | Gewichtsstärke / Hitzebeständigkeit | Luft - und Raumfahrt, Hochtemperaturschächte |
Härte-/Festigkeitsangaben sind wärmebehandelungsabhängig; Bestätigen Sie anhand des Mühlenzertifikats für die jeweilige Sorte und Temperatur.
Schlüssel zum Mitnehmen: Wählen Sie die Sorte für den Einsatz aus, härten Sie die Zapfen für den Verschleiß aus und radieren Sie die Spannungsmesser, Ermüdungsleben oder Matrizen an Schlüsseln und Filets ab.
Eine Motorwellenzeichnung, die beim ersten Mal richtig bearbeitet, drückt den gesamten Precision Stack ein, nicht nur die Durchmesser. Elektromotor-, Pumpen- und Getriebewellen unterscheiden sich hauptsächlich dadurch, welche Merkmale dominieren, Lager-Journal-Auslauf für Motoren, Dichtungsoberflächenveredelung und Korrosion für Pumpen, Keil-/Zahnradgenauigkeit für Getriebewellen, aber die Zeichencheckliste ist dieselbe. Normungsgremien wie ASME (Y14.5-2018, die aktuelle GD&T-Ausgabe, die 2009 ersetzt hat) und ISO (286 für Passformen, 1101 für Form) geben Ihnen die Sprache; die Motorwellen-Ziehspezifikationsblatt Nachfolgend finden Sie die Bitte der Käufer, dies zu bestätigen, bevor sie ein Angebot abgeben.
Dass letzte Zeile wichtiger ist, als Käufer erwarten Eine Fähigkeit von “±0,005 mm” ist nur mit der Inspektionsmethode und der Kalibrierung dahinter sinnvoll, die NIST-Anleitung für Dimensionsmetrologie behandelt Messunsicherheit als Teil des Ergebnisses, kein optionales QS-Detail Bei Unsere Präzisions-CNC-Bearbeitung Laden, Drehen, Schweizer, Rundschleifen, Honen und CMM/FAI-Inspektion unter einem Dach, sodass die ±0,005-mm-Best-Case-Figur mit dem Maßbericht geliefert wird, der dies für die spezifischen Zeitschriften Ihrerseits beweist, nicht als Pauschalgarantie.
Schlüssel zum Mitnehmen: Geben Sie Daten, Passformen, Auslauf, Geradheit, Balance-Qualität, Filets und die Inspektionsmethode an. Eine Zeichnung, die den Beweis benennt, ist eine Zeichnung, die genau zitiert.
Die Nachfrage nach Präzisionswellen wächst und wird immer enger. Marktforschungsunternehmen schätzen den Präzisionsmaschinenmarkt im Jahr 2025 auf rund 123 bis 134 Milliarden US-Dollar2026, projiziert auf 224 bis 2033 bis 203334 Milliarden US-Dollar, bei einer CAGR von 6.68,11 bis 3 TP, wobei das Schleifmaschinensegment bei etwa 6,2 Milliarden US-Dollar liegt und steigt, behandeln diese als geschätzte Bereiche und nicht als genaue Zahlen. Die Elektrifizierung ist der deutlichste Nachfragetreiber: Analysten binden die steigende CNC-Nachfrage direkt an die Produktion von Elektrofahrzeugbatterien und Motorkomponenten.
Was zu planen ist, ist die Umstellung auf Geschlossenschleifenschleifen. In-Prozess - und Post-Prozess-Messung (und zunehmend KI-gestützte adaptive Steuerung) messen nun das Journal, wie es geschliffen und in Echtzeit korrekt ist, und verschärfen die Wiederholbarkeit genau der Lagersitzmerkmale, um die es in diesem Leitfaden geht Automatisierungspatente wie das rollenbasierte Richtverfahren, das die Richtzeit aus Walzendurchmesser, Motordrehzahl und Übersetzungsverhältnis berechnet (WO 2020062362A1) Genauso zeigen, vom Betreiberurteil hin zu gemessenen, selbstkorrigierenden Zellen Wenn Sie Schächte für ein Programm 2026 beziehe 2027, fragen Sie die Lieferanten, was sie im Prozess messen und wie sie es dokumentieren; Diese Fähigkeit und nicht der Gesamtpreis ist es, der konsistente Zeitschriften von driftenden trennt.
Schlüssel zum Mitnehmen: Sowohl Präzision als auch Volumen steigen mit der Nachfrage nach Elektromotoren und begünstigen Lieferanten mit In-Process-Messung und dokumentierter Closed-Loop-Steuerung.
Die Wellenbearbeitung ist der geordnete Prozess, bei dem eine Metallstange in eine fertige rotierende Welle gedreht wird Ein Rohling wird zwischen den Mittelpunkten vorgeschwenkt, um die Durchmesser und Mittellochdaten einzustellen, für Keilnuten oder Abflachungen gefräst und dann auf Härte wärmebehandelt. Nach dem Aushärten werden die Lagerzapfen für Endgröße, Rundheit und Oberflächenbeschaffenheit fertig geschliffen, da das Schleifen ein engeres Band als das Drehen hält. Inspektion, CMM-Abmessungen, Auslauf auf V-Blöcken und manchmal dynamischer Ausgleich, dann schließt die Schleife vor dem Wellenschiff.
Die Materialauswahl hängt von der Last und der Umgebung ab. 1045 Kohlenstoffstahl ist der wirtschaftliche Standard für Wellen mit allgemeinem Arbeitsaufwand; Legierte Stähle 4140 und 4340 werden für belastete Wellen bevorzugt, da sie einen zähen Kern mit einem induktionsgehärteten Zapfen um 5060 HRC wärmebehandeln. Für den Korrosionsservice werden Edelstahl 416 oder 431 verwendet; Für die beste Festigkeits-Gewichts- oder Hochtemperaturleistung werden trotz höherer Kosten und härterer Bearbeitung Titan- und Nickellegierungen wie Inconel ausgewählt.
Der akzeptable Auslauf hängt vom Lager und der Geschwindigkeit ab, aber Lagerzapfen auf einer hochwertigen Motorwelle werden üblicherweise auf einen Gesamtanzeigerwert von etwa 0,01 mm (ungefähr 0,0004 Zoll) oder enger gehalten, und Präzisionswellen laufen deutlich darunter Die Zahl wird durch das Lager und die Laufgeschwindigkeit eingestellt und ist nur dann aussagekräftig, wenn sie zwischen den Zentren oder an V-Blöcken an mehreren Punkten entlang jedes Zapfens gemessen wird, nicht anhand einer einzigen Messung.
In Grenzen Milde Biegungen können an V-Blöcken pressgestrafft werden (high-spot first), abgenutzte Zapfen können manchmal unterdimensioniert nachgeschliffen oder auf - und nachgeschliffen werden Stark verzerrte oder gehärtete Schäfte werden oft besser ausgetauscht Lassen Sie immer einen begradigten Schaft vor der Endkontrolle absetzen.
Eine abgestufte Welle wird zwischen den Mittelpunkten grob gedreht, um Mahlgut auf jedem Zapfen zu belassen, wärmebehandelt, dann wird jeder abgestufte Durchmesser zylindrisch auf seine Passklasse ISO 286 geschliffen Durch das Schleifen zwischen denselben Mittelpunkten bleiben alle Schritte konzentrisch, und der Auslauf wird Schritt für Schritt gegen die Bezugsachse überprüft.
Nr. Ein langsamer, symmetrischer starrer Rotor erfüllt oft seine ISO 21940-11-Klasse ohne separaten Ausgleichsschritt. Der Ausgleich zahlt sich aus, wenn Geschwindigkeit und Länge steigen, und denken Sie daran, dass eine Vibration von 1 ̄N-RPM durch eine Fehlausrichtung oder eine gebogene Welle und nicht nur durch Unwucht entstehen kann.
Große Wellen werden durch Drehschwingen, Schleiflänge zwischen den Mittelpunkten und die Kapazität des Werkstattkrans begrenzt und nicht durch die Bearbeitungsmethode selbst. Lange, schlanke Wellen sind tatsächlich der härtere Fall, sie biegen sich unter ihrer eigenen Schneidlast ab und benötigen stabile oder nachfolgende Ruhepausen sowie eine sorgfältige Geradheitskontrolle unabhängig vom Durchmesser.
Müssen Präzisionsmotorwellen bearbeitet und geprüft werden?
Le Creator dreht, mahlt, knifft und berücksichtigt kundenspezifische Schächte unter einem Dach, mit dem Maßbericht, der die Toleranz beweist.
Die Toleranz-, Durchlauf- und Gleichgewichtszahlen in diesem Leitfaden werden aus ISO- und ASME-Standards, NIST- und Universitäts-Metrologiereferenzen, von Experten begutachteten Schleif- und Richtstudien sowie Bearbeitungshandelsquellen zusammengestellt und mit unseren eigenen Motorwellen verglichen Arbeiten, Drehen, Schweizer, Rundschleifen, Honen und CMM/FAI-Inspektion in Le Creator (ISO 9001:2015 / IATF 16949 / AS9100 D / ISO 13485). Wenn ein Wert systemabhängig ist (eine Passform, eine Gleichgewichtsklasse, eine ±0,05 mm-Fähigkeit), sagen wir eher eine universelle Zahl als eine universelle.









