


Unterstützender, professioneller und kundenorientierter Service
Nehmen Sie Kontakt mit Lecreator Company auf
Von Prototypen bis hin zur Serienproduktion sind Sie bei uns genau richtig.


| Übliche Körpermaterialien | 6061-T6 Aluminium, duktiles Eisen 65-45-12, 4140 Stahl, 316 Edelstahl |
| Typischer Arbeitsdruck | ~3.000 psi (210 bar) für 6061 Aluminium; ~5.000 psi (350 bar) für duktiles Eisen |
| Ventilschnittstellenstandards | ISO 4401 / NFPA D03 D08 / CETOP 3 10; SAE J1926 (ISO 6149) O-Ring-Boss-Ports |
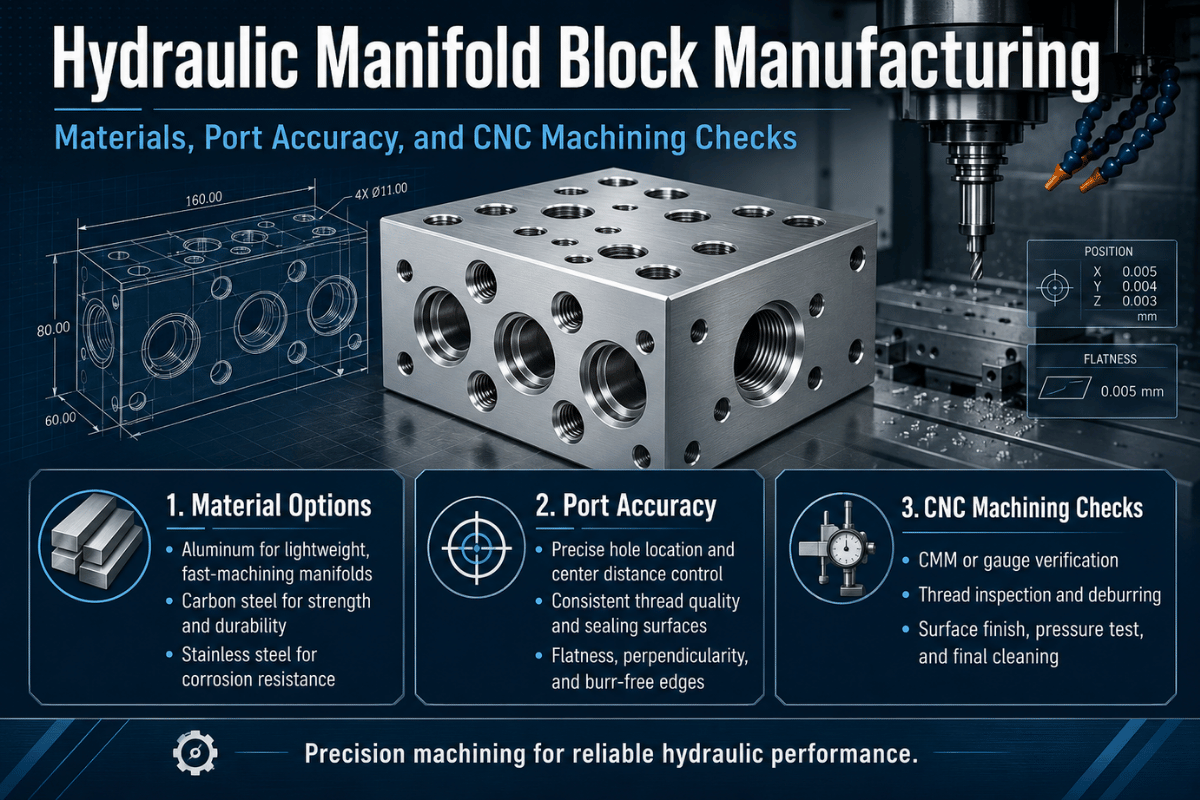
| Kritische Genauigkeitspunkte | Kreuzbohrung-Schnittposition, Konzentrizität des Kartuschenhohlraums, Ebenheit des Ventilpolsters, Dichtungsflächenabschluss |
| Zielflüssigkeitsreinigkeit | ISO 4406 18/16/13 (allgemein) bis 16/14/11 (Servo/proportional) nach dem Spülen |
Entfernen Sie das Marketing und ein Verteiler ist ein massiver Aluminium- oder Eisenblock mit durchbohrten Löchern. Einige Löcher sind Anschlüsse, an denen Schläuche oder Ventile angeschlossen werden; andere sind interne Durchgänge, die diese Anschlüsse zu einem funktionierenden Gerät verbinden Hydraulikkreislauf. Montieren Sie die Ventile direkt am Block und Sie haben ein Gewirr aus T-Stücken, Armaturen und Schlauch durch ein bearbeitetes Teil ersetzt. Ingenieure nennen das Integration einen hydraulischen integrierten Schaltkreis (HIC).
Warum also ein Teil wählen, das wirklich schwer herzustellen ist, gegenüber Komponenten, die man einfach zusammensetzen kann? Drei Gründe, die im Feld Bestand haben: Weniger äußere Verbindungen bedeuten weniger Leckstellen; ein kompakter Block übersteht Vibrationen, die Gewindeverbindungen lösen; und das Zusammenziehen von Ventilen auf einer Montagefläche erleichtert die Wartung einer Maschine. Branchenquellen nennen üblicherweise eine Reduzierung des Fußabdrucks um 6080% und einen Abfall von 2030 externen Verbindungspunkten auf nur 24, wenn ein Mehrventilkreis auf einen Verteiler wandert Der Haken ist, dass jeder Leckpfad, den Sie von außen entfernt haben, jetzt live ist Innen Der Block, wo man ihn nicht sieht, genau deshalb entscheidet Fertigungsqualität, nicht das Konzept über Zuverlässigkeit.
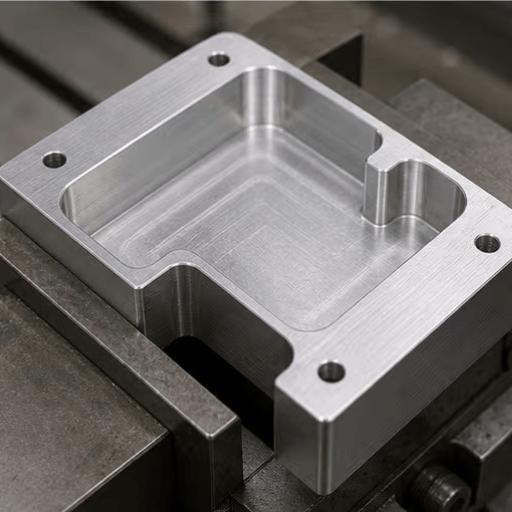
“Der Hohlraum sieht aus wie eine leicht konische Form mit zylindrischen Stufen, und bei jedem Schritt ist eine Querbohrung, die jedem Ventilanschluss entspricht”

Bevor ein Shop einen Block anbietet, muss er wissen, welche Konstruktion Sie wollen, denn jeder einzelne maschinell ist anders.
Ein einzelner Knüppel mit jedem Durchgang und Hohlraum hineingebohrt Dies ist die dichteste, leckagefreiste Option und die am schwierigsten zu bearbeitende, da die gesamte interne Führung maßgeschneidert ist. Monoblock-Designs verarbeiten die höchsten Drücke und die engste Verpackung.
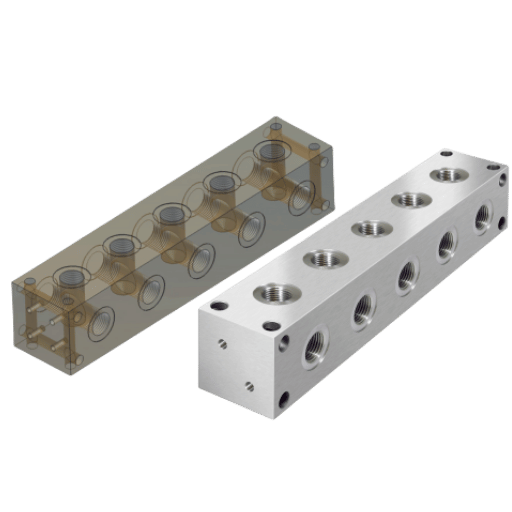
Bearbeitetes Stangenmaterial, das standardmäßige, in einem Stapel verschraubte Unterplattenventile mit Sandwich (modular) akzeptiert Cetop-ventile Hinzufügen von Druck - oder Durchflussfunktionen zwischen Platten Stabverteiler laufen von D03 bis zu D10 Größen und sind weit wirtschaftlicher als kundenspezifische Blöcke, weil die Ventilschnittstellen und Montage Löcher sind genormt Als Fluid Power World Beachten Sie, dass die meisten Bohrungen senkrecht zur Oberfläche erfolgen. Die einzige wirkliche Herausforderung ist die diagonale Portierung zu jeder Ventilschnittstelle.
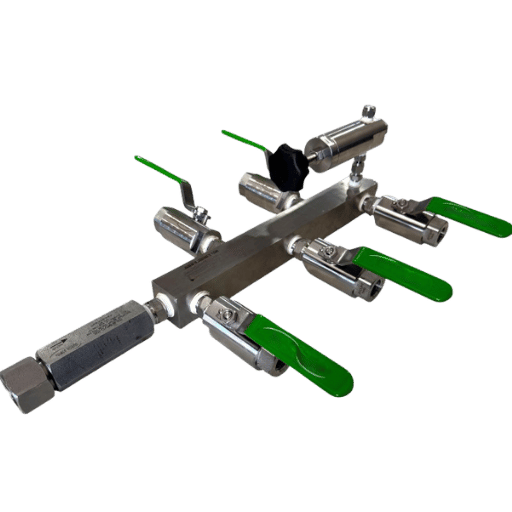
Ventilfunktionen werden in bearbeitete Hohlräume im Inneren des Blocks eingebaut Einschraubung Patronenventile Griffrichtung, Druck und Durchflussregelung; große Einschlupfpatronen, auch Logikelemente genannt, leiten den Durchfluss in Tausenden von Gallonen pro Minute weiter Patronenblöcke geben einem Designer nahezu unendliche Steuerkombinationen aus einem Katalog von Standardventilprodukten, aber die Hohlräume sind im Großen und Ganzen das anspruchsvollste Merkmal.
| Typ | Äußere Leckstellen | Gebrauchstauglichkeit | Beste Verwendung |
|---|---|---|---|
| Monoblock | Niedrigste (2 –) | Ersetzen Sie den gesamten Block | Hoher Druck, dichte Verpackung |
| Sandwich / modulare Bar | Mittel | Tauschen Sie ein Ventil im Stapel | Standard-Industrieschaltungen |
| Kartusche / HIC | Niedrig | Schrauben Sie eine Patrone in weniger als einer Minute ab | Kompakte, komplexe Logik |

Hier ist das Ergebnis, das Käufer überrascht, die ein langes Materialmenü erwarten: In der Produktion ist fast jeder hydraulische Verteiler eines von zwei Materialien, und der Arbeitsdruck wählt aus. Eine Einschränkung zuerst, unter NFPA T3.5.1, wird der maximale Arbeitsdruck eines Verteilers vom Hersteller für die spezifische Konstruktion und Testmethode festgelegt, nicht nur durch das Metall, und ISO 10771-1 rahmt Ermüdungstests um die druckhaltige Hülle des Teils herum Die folgenden Zahlen sind die Bewertungen, die Hersteller für Standardverteilerqualitäten veröffentlichen, behandeln sie also als kalibrierte Beispiele, nicht als Materialgesetze. Damit: Hersteller bewerten Standard Aluminium 6061-T6 (ASTM B221) krümmt sich um 3.000 psi (210 bar) und arbeitet mit einer Korrekturleistung nahe 6.000 psi Duktileisen 65-45-12 (ASTM A536) verdoppelt das ungefähr auf etwa 5.000 psi (350 bar), bei einem Proof-and-Burst-Wert nahe 10.000 und 20.000 psi. Alles andere auf der Karte ist die Ausnahme, die Sie erreichen, wenn Korrosion, Gewicht oder extremer Druck Ihre Hand zwingen.
| Material | Typischer Arbeitsdruck | Warum du es auswählst | Bearbeitungsschein |
|---|---|---|---|
| 6061-T6 Aluminium | ~3.000 psi (210 bar) | Leicht, kostengünstig, eloxiert; Standard für Mobilgeräte | Einfachste Maschine; schnelles Bohren |
| 7075-T6 Aluminium | Höhere Festigkeit, ähnliche Flüssigkeitsgrenze | Festigkeitskritische, gewichtsempfindliche Luft - und Raumfahrt | Weniger korrosionstolerant; nicht zum Schweißen |
| Duktileisen 65-45-12 | ~5.000 psi (350 bar) | Höherer Druck, Vibrationsdämpfung | Härterer Schnitt; benötigt Beschichtung für Korrosion |
| Hochgradige duktile (z.B, Dura-Bar) | Bis zu ~6.500 psi (NFPA T2.6.1) | Mobile Hochdruckkreisläufe | Gleichmäßiges Korn, bohrbar |
| 4140 legierter Stahl | Über ~5.000 psi (variiert) | Sehr hoher Druck, hohe Festigkeit | Schwer, lange Durchgänge zu bohren; langsamer |
| Edelstahl mit 17-4 PH | Hoch (Festigkeit + Korrosion) | Festigkeit plus Korrosionsbeständigkeit | Härtet; kontrollierte Feeds |
| 316 Edelstahl | Mäßig (korrosionsgeleitet) | Marine, Unterwasser, Lebensmittel, chemische | Gummi; scharfe Werkzeuge, Flutkühlmittel |
| Messing C360 | Niedrig | Instrumentierung, Niederdruckpilot | Freischneiden; ausgezeichnetes Finish |
| 5052 / 2024 Aluminium | Niedriger (situativ) | Formplatten, Nischenluft- und Raumfahrt | Selten für Monoblock-Mannigfaltigkeiten |
Bewertungen spiegeln Standard-Verteilerqualitäten wider (ASTM A536 duktiles Eisen, ASTM B221 6061 Aluminium, NFPA T2.6.1 hochfestes duktiles Eisen) Behandeln Sie sie als Ausgangspunkt und bestätigen Sie den Nenndruck für Ihre genaue Teilegeometrie und Wandstärke.
Eine Feldnotiz aus unserem eigenen Shop: beim hochfesten Aluminium geht es nicht immer um Druck. Bei einem Batteriekühlkrümmerprogramm, das wir in 7075-T6 mit 2.500 Einheiten im Monat durchführen, wurde die Legierung aufgrund ihrer Steifigkeit und Dimensionsstabilität an dünnen Wänden ausgewählt. Sie halten ±0,001 Zoll (0,025 mm) konzentrische Eigenschaften bei einer Prozessfähigkeit über Cpk 1,67. Die Festigkeit hat uns Wiederholbarkeit beschert, keine höhere Flüssigkeitsbewertung. Wenn Ihr Krümmer aus Aluminium besteht und Sie die Oberfläche und die Korrosionsgeschichte wünschen, sehen Sie sich unsere Anmerkungen zu Aluminium CNC Bearbeitung; für korrosionsgeführte Blöcke, Edelstahlbearbeitung Grade-Kompromisse abdeckt.

Die Portgenauigkeit beginnt an der Ventilschnittstelle. Wenn ein Block handelsübliche Richtventile aufnehmen soll, muss das Montagemuster mit einem internationalen Muster übereinstimmen Standard So landen der Bolzenkreis, die Portierung und der Positionierungsstift dort, wo das Ventil sie erwartet Die drei Namen, die Sie sehen werdenISO 4401, NFPA T3.5.1 (die “D”-Codes) und CETOP beschreiben dies Gleichen Schnittstellen unter verschiedenen Körpern Ein D05-Pad ist ein ISO 4401-05-Pad ist ein CETOP 5-Pad.
| NFPA (T3.5.1) | ISO 4401 | CETOP | Ca. Nenndurchfluss* |
|---|---|---|---|
| D02 | ISO 4401-02 | CETOP 2 | ~ bis zu 15 l/min |
| D03 | ISO 4401-03 | CETOP 3 | ~ bis zu 40 l/min |
| D05 | ISO 4401-05 | CETOP 5 | ~ bis zu 80 l/min |
| D05H | ISO 4401-05 (hoch) | CETOP 5H | ~ bis zu 120 l/min |
| D07 | ISO 4401-07 | CETOP 7 | ~ bis zu 300 l/min |
| D08 | ISO 4401-08 | CETOP 8 | ~ bis zu 600 l/min |
| D10 | ISO 4401-10 | CETOP 10 | Größte Standardunterlage |
*Nominale Durchflussbänder sind Näherungswerte und variieren nach Ventilreihe und Druckabfall; bestätigen Sie anhand des spezifischen Ventildatenblatts. Die Crosswalk-Äquivalenz (ISO 4401-05 = CETOP 5 = NFPA D05) ist der feste Teil.
Technische Anmerkung
Eine Schnittstelle dichtet nur ab, wenn die Ventil-Pad-Fläche flach ist und das Bolzenmuster in Position ist. Ein symmetrisches D03-Pad hat eine Diamantanschlussanordnung, die um 180° gedreht nach oben verriegelt und nach hinten verläuft, sodass das Positionierungsstiftloch in der richtigen Position sein muss, nicht nur schließen. Für Anschlüsse am Block dichtet ein O-Ring-Vorsprung mit geradem Gewinde (SAE J1926 / ISO 6149) auf einer kontrollierten Fläche ab und wird allgemein einem NPTF-Kegelgewinde vorgezogen, das sich bei verformenden Gewinden abdichtet und bei hohem Druck schwerer abzudichten ist. Die Gewindegeometrie ist wichtiger als die meisten Zeichnungen, siehe unsere Anleitung dazu Gewindekonstruktion für CNC-bearbeitete Teile.

Hier wird ein Verteiler gewonnen oder verloren Der interne Kreislauf wird durch Bohrgänge aufgebaut, die sich kreuzen, eine Bohrung kreuzt eine andere, damit Flüssigkeit eine Ecke in das Innere von massivem Metall drehen kann Auf einem großen Block kann das bedeuten, von jedem Ende eine tiefe Bohrung zu bohren und sich in der Mitte zu treffen; Maschinisten auf r/Maschinisten beschreiben das Bohren einer 2-Zoll-Querbohrung “von beiden Enden und planen und hoffen, sich in der Mitte zu treffen”, was genau so nervenaufreibend ist, wie es klingt Tiefe, genaue Durchgänge sind eine Aufgabe für Geschützbohren oder Tieflochbohrung, „Kein Stummelbohrer in einem Spannfutter.
An jedem Ort treffen zwei Bohrungen aufeinander, die Bohrer Bricht in den offenen Raum ein und wirft einen Grat an der gegenüberliegenden Wand auf. Dieser Kreuzungsgrat ist der am wenigsten diskutierte Fehlermodus bei der Herstellung von Verteilern, und die einen Konkurrenten führen ganz aus.
Ein fertiger Verteiler kann jede Dimensionsprüfung bestehen und dennoch das von ihm gespeiste System zerstören, da Kreuzungsgrate versagen Stromabwärts: ein an einer Querbohrung zurückgelassener Grat löst sich unter Durchfluss, wird zu einem harten Partikel im Öl, und legt sich in die Spule des eigentlichen Ventils, das der Verteiler liefert Die Blockmessung ist perfekt am CMM; die Pumpe und die Ventile sterben drei Wochen später Dies ist wichtig, weil Partikelkontamination der dominierende hydraulische Versagensmechanismus ist, SAE-Technische Arbeiten führen etwa 70% Ausfälle des Hydrauliksystems auf Ölpartikelkontamination zurück, und ein Querknüller ist eine der wenigen Kontaminationsquellen, die eine Maschinenwerkstatt vollständig kontrolliert. Entgrate nennen Entgrate “ein verstecktes, aber kritisches Risiko”, das sich beim Bohren bildet. Deshalb sind Entgraten, die im Folgenden behandelt werden, Akzeptanzkriterien, keine Haushaltsführung.
Durchgänge werden in einer geplanten Reihenfolge gebohrt, sodass sich Bohrungen in kontrollierten Positionen und Tiefen schneiden, wobei Stopfen (mit Gewinde oder Kugel) die Bohr-Eintrittslöcher abdichten, die keine Öffnungen sind. Patronenhohlräume werden separat bearbeitet, wobei abgestufte Reibahlen oder Formwerkzeuge den konischen Hohlraum mit mehreren Durchmessern in nur zwei Arbeitsgängen schneiden.
Die Konzentration zwischen den Hohlraumstufen muss so gehalten werden, dass die Patronensitze und Dichtungen Hartgenauigkeitsziele sind die wahre Position, in der sich Bohrungen schneiden, die Tiefe jeder Hohlraumstufe sowie die Ebenheit und Oberfläche jeder Dichtfläche, verpassen den Schnittpunkt und Sie erhalten keinen Durchfluss oder einen Blowout; Verpassen Sie den Hohlraum und die Patrone leckt im Inneren.
Eine typische Mannigfaltigkeit verläuft durch eine feste Folge: Quadratisch Aktienbestand, ‘bearbeiten Sie die Ventilpads, bohren Sie die Anschlüsse und sich kreuzenden Durchgänge, reimen Sie die Hohlräume auf, klopfen Sie auf die Gewinde, entgraten, waschen und prüfen Sie Jedes Mal, wenn das Teil von der Maschine abkommt und wieder an geht, ist ein neues Setup, und jedes Setup fügt ein wenig Toleranz-Stack-up zwischen den in verschiedenen Ausrichtungen geschnittenen Funktionen hinzuDeshalb treibt die Anzahl der Setups die erreichbare wahre Position über Flächen hinweg an.
Dreiachsfräsen benötigt mehrere Aufbauten, um jede Fläche eines Verteilers zu erreichen; eine 5-Achsen-Maschine kann mehrere Flächen in einer Befestigung erreichen, weshalb eine anspruchsvolle Werkstatt einen Verteiler “in zwei Arbeitsgängen oder weniger” fertigstellen kann, wo eine 3-Achsen-Werkstatt fünf braucht Weniger Aufbau bedeutet engere Funktion-zu-Merkmal-Position, die gleiche Logik hinter der Tight-Tolerance-Bearbeitung an jedem Präzisionsteil Das Schneiden selbst ist gewöhnliches Fräsen und Bohren; siehe CNC-Fräsen Für den Umschlag.
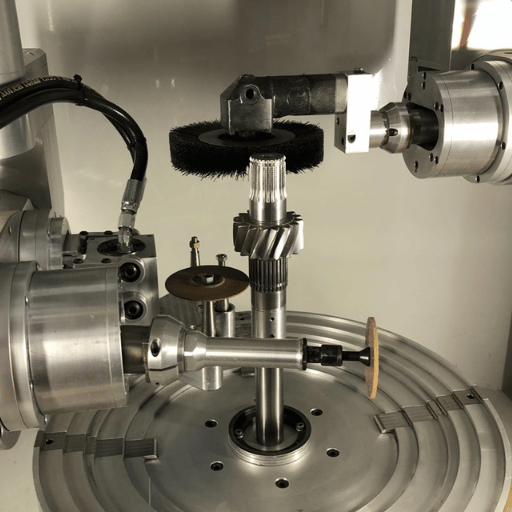
Dann kommt das Entgraten, was auf einem Krümmer kein nachträglicher Abschluss ist, es ist die Aufgabe Machinists on Practical Machinist beschreiben Entgratungslochkreuzungen als “manuell und zeitaufwendig” und das aus gutem Grund: Der Grat sitzt am Boden einer Kreuzungsbohrung, wo kein Werkzeug leicht hinreicht Die gängigen Methoden, von zumindest bis zu den meisten kontrolliert:
Welche Methode auch immer ein Geschäft anwendet, die Bohrungskreuzungen müssen noch geschliffen und überprüft werden; für zylindrische Bohrungen, die eine kontrollierte Oberfläche benötigen, Honen Bringt die Oberfläche in den richtigen Bereich Die Innenecken so zu gestalten, dass sie überhaupt erreichbar sind, ersparen Sie sich das alles.
Da die Cross-Bore Burr Trap bedeutet, dass ein Verteiler richtig messen kann und dennoch fehlschlägt, muss die Akzeptanz die Funktion testen, nicht nur die Abmessungen. Die folgenden Schecks sollten ein Käufer für einen benutzerdefinierten Block verlangen und diejenigen, die einen echten Block trennen Fluidkraft Laden aus einem Jobshop, der zufällig eine Mühle besitzt.
Hier verdient die prozessbegleitende Messung ihren Halt Bei einem hydraulischen Aktor-Gehäuse-Programm für die Luft - und Raumfahrt halten wir eine kritische Bohrung auf ±0,0005 in (0,013 mm) unter Verwendung von Hochdruckkühlmittel und Renishaw-Prozessprobung, die die Abmessungen in drei Stufen überprüft und Versätze automatisch korrigiert, bevor das Teil jemals die Endkontrolle erreicht, so dass ein Driftwerkzeug an der Maschine und nicht am CMM hängen bleibt, nachdem der Schnitt verschrottet wurde Der Fehler frühzeitig zu erkennen ist der Unterschied zwischen einem 1001TP3 T-Ertragslauf und einer Abstoßungsrate, die das Programm frisst.
Wenn Sie ein kaufen Maßgeschneiderte Mannigfaltigkeit, die Qualität, die Sie zurückerhalten, wird weitgehend durch das Paket, das Sie senden, festgelegt Ein paar Design-for-Manufacturing-Regeln halten einen Block maschinell bearbeitbar und beim ersten Mal richtig:
Was ein Shop braucht, um genau zu zitieren und zu bauen: ein 3 D-Modell (STEP), eine 2 D-Zeichnung mit dem Hafenplan und den Toleranzen, dem Arbeits - und Beweisdruck, der Flüssigkeit und dem Material, der angestrebten ISO 4406-Sauberkeit, und allen Test - oder Zertifizierungsanforderungen Für die Beschaffung im Ausland faltet ein Angebot auf Delivered Duty Paid (DDP) - Basis den Versand und den Abschnitt 301-Tarif in eine angelandete Nummer, so dass der Vergleich ehrlich ist Ein Verteiler kann zuerst ein Prototyp sein und später ein Produktionsteil; ein Rapid-Prototyping-Lauf beweist die Schaltung, bevor Sie Werkzeug einsetzen, und das breitere CNC-Bearbeitungsservice Bedeckt den Wechsel zur Lautstärke.

Käufer fragen jetzt vor allem eines: soll der nächste krümmer bearbeitet oder metall 3 d gedruckt werden? die ehrliche antwort ist nicht die, die der hype impliziert Additive fertigung lässt einen designer krümmung, konforme kanäle routen, die keine Bohrer Folgen kann, was Druckabfall und Gewicht senkt, die Strömungsleistung erhöht und die gebohrten und gesteckten Kreuzbohrungen vollständig entfernt. Die Zuwächse bei peer-reviewten Neugestaltungen sind nicht marginal: Eine Design-for-Additive-Studie schnitt einen 316-Edelsteinzug von 16,2 kg auf 1,4 kg, und ein optimierter lasergeschmolzener (SLM) Verteiler reduzierte das Gewicht um 84%, das Volumen um 44% und die Druckabnahme des Hauptwegs um mehr als 40%. Deshalb entwerfen Luft- und Motorsportteams gewichtskritische Verteiler mit Additiv neu.
Additiv ersetzt aber nicht die Bearbeitung, es kommt darauf an Als Additive Fertigungsmedien Dokumente, bedruckte Teile gehen immer noch wegen ihrer Dichtflächen, Öffnungen und Hohlräume an eine Mühle, da die Innenflächen im Bauzustand zu rau und die Abmessungen zu locker sind, um eine hydraulische Schnittstelle abzudichten. Patente für additive Verteiler, wie z. B. konforme Kühlkonstruktionen in EP4091238A4 und der Hybrid-Wärmeverteiler in US12029008B2Beschreiben Sie genau diesen Hybridpfad: Drucken Sie die komplexen Kanäle, dann bearbeiten Sie die Funktionen, die versiegeln müssen.
Wenn der Zusatzstoff gewinnt
Wenn CNC immer noch gewinnt
Die CNC-vs-Additive Manifold-Entscheidungslinie: Wenn Ihr Verteiler konforme Kanäle benötigt oder Gramm auf einem fliegenden Teil in geringem Volumen rasiert, drucken Sie es aus, dann bearbeiten Sie die Flächen Wenn es sich um einen Produktionsblock handelt, der nach Druck, Kosten und einer sauberen Innenausstattung beurteilt wird, bearbeiten Sie ihn. Die meisten heute verkauften Verteiler fallen immer noch auf die bearbeitete Seite dieser Linie; Additiv ist eine wachsende Ausnahme und kein Ersatz. Der Kostenhandel lohnt sich, beide Wege zu führen, unser Vergleich von CNC-Bearbeitung vs. 3 D-Druck Und unsere 3 D-Druckservice Legen Sie fest, wo sich jeder auszahlt Der Markt für hydraulische Verteiler wird voraussichtlich bis Anfang der 2030er Jahre mit einer jährlichen Rate von etwa 361 TP3T über veröffentlichte Analystenschätzungen hinweg wachsen, sodass diese Entscheidung nur noch häufiger vorkommen wird.
Haben Sie ein Verteilerdesign oder nur ein hydraulisches Schaltbild und müssen es nach Spezifikation bearbeiten? Senden Sie die STEP-Datei und den Portplan für eine DFM-Überprüfung und ein DDP-Angebot.
Holen Sie sich ein Angebot für die Bearbeitung von Verteilern →
Ja, die additive Metallfertigung wird jetzt für hydraulische Verteiler verwendet, die konforme interne Kanäle benötigen, für gewichtskritische Luft- und Raumfahrt- und Motorsportteile sowie für Designs mit geringem Volumen, wobei von Experten begutachtete Neukonstruktionen Gewichtsreduzierungen über 80 Prozent und Volumenreduzierungen um fast 44 Prozent melden und Druckverlustreduzierungen von mehr als 40 Prozent im Vergleich zum bearbeiteten Original.
Aber bedruckte Verteiler werden fast immer auf einer Mühle fertiggestellt, weil die Innenflächen im Bauzustand zu rau und die Abmessungen zu locker sind, um hydraulische Schnittstellen abzudichten. Die Wirtschaftlichkeit ändert sich auch mit Menge und Druck: Unterhalb weniger Einheiten vermeidet das Drucken Aufbau und Werkzeug, doch da das Volumen steigt, gewinnen die Pro-Teil-Kosten der Bearbeitung, und hochdruck- oder ermüdungskritische Blöcke bevorzugen immer noch einen bearbeiteten Körper. Bei den meisten Produktionsarbeiten dominiert immer noch die CNC-Bearbeitung, und viele bedruckte Verteiler sind eine Mischung aus beiden Prozessen.
Wir bearbeiten hydraulische Verteiler und Ventilblöcke aus Aluminium, duktilem Eisen und Edelstahl auf dem gleichen Boden wie unsere Aktuator- und Kühl-Verteiler-Programme, daher sind die hier beschriebenen Toleranzen, Entgratungsmethoden und Renishaw-Prozessprüfungen diejenigen, die wir in der Produktion durchführen, keine generische Beratung. Materialbewertungen werden anhand der geltenden ASTM- und NFPA-Qualitäten angegeben; Überprüfen Sie den Nenndruck für Ihre genaue Geometrie, bevor Sie sich verpflichten. Überprüft vom technischen Team von Le Creator Technology Co., Ltd.









