


Unterstützender, professioneller und kundenorientierter Service
Nehmen Sie Kontakt mit Lecreator Company auf
Von Prototypen bis hin zur Serienproduktion sind Sie bei uns genau richtig.


Eine Schwenkdrehmaschine (auch Schiebe-Spindelstockdrehmaschine oder Schwenkdrehmaschine – heitere Drehmaschine genannt) ist eine CNC-Drehmaschine, die für die Herstellung von Teilen mit kleinem Durchmesser und hoher Präzision gebaut ist, die sich auf einer herkömmlichen Drehmaschine auslenken und versagen würden. Das Stabmaterial schreitet durch eine präzisionsgeschliffene Führungsbuchse voran, während stationäre Schneidwerkzeuge innerhalb von Bruchteilen eines Zolls dieses Stützpunkts arbeiten. Das Ergebnis: Toleranzen von bis zu 0,0001 auf Teilen mit Längen-Durchmesser-Verhältnissen kann eine Festkopfdrehmaschine einfach nicht bewältigen.
Dieser Leitfaden behandelt, wie Swiss-Drehmaschinen mechanisch arbeiten, was sie von Standard-CNC-Drehzentren unterscheidet, technische Spezifikationen, kompatible Materialien, die fünf führenden Marken, und einen praktischen Entscheidungsrahmen, um festzustellen, wann die Swiss-Bearbeitung die richtige Wahl für Ihre Teile ist Lecreator's CNC-Bearbeitungsdienstleistungen Dazu gehört das Drehen vom Swiss-Typ für medizinische, Luft- und Raumfahrt- und Präzisionsindustrieanwendungen.
Schnelle Spezifikationen: Schweizer Drehmaschine
| Durchmesserbereich des Stablagers | 2 mm 38 mm (Standardproduktionsmodelle) |
| Erreichbare Toleranzen | ±0,0001 „6 ±0,0002“ |
| Achsenzählung | 7 – 13 Achsen (gegenüber 2 – 5 auf herkömmlichen CNC-Drehmaschinen) |
| Max L: D Verhältnis | Bis 20:1 ohne Umlenkung |
| Primärkühlmittel | Öl Schmierfähigkeit, geringere Wärme |
| Kopfbedeckungstyp | Das Gleiten in stationäre Werkzeuge schreitet entlang der Z-Achse voran |
| Barbestandspflicht | SMQ (Schraubenmaschinenqualität) Bodenmaterial für den Führungsbuchsenmodus |
Die Geschichte der Schweizer Drehmaschine reicht bis in die 1870er Jahre zurück, als der Uhrmacher Jakob Schweizer in der Schweiz eine Drehmaschine mit verschiebbarem Spindelstock konstruierte, um ein Problem zu lösen, das damals die Präzisionsfertigung definierte: Wie man dünne, schlanke Wellen für Taschenuhren herstellt, ohne dass das Teil bei hohen Spindeln außeraxial peitscht Herkömmliche Drehmaschinen aus der Zeit fixierten das Werkstück und bewegten das Werkzeug für kurze, starre Teile, aber nutzlos für die empfindlichen Stangen und mechanischen Uhren.
Die Lösung von Schweizer bestand darin, Stabmaterial durch eine eng anliegende Führungsbuchse zuzuführen und den Spindelstock entlang der Z-Achse zu schieben, wobei frisches Material vorgeschoben wurde, während sich jeder bearbeitete Abschnitt befreite Schneidwerkzeuge blieben fest; das Werkstück bewegte sich.
Dadurch blieb die Schneidwirkung innerhalb eines Bruchteils eines Zolls des Führungsbuchsen-Stützpunktes erhalten, wodurch der Auslegerüberhang, der eine Durchbiegung verursachte, entfiel Innerhalb eines Jahrzehnts nach seiner Einführung hatte sich das Konzept über den Schweizer Uhrmachergürtel verbreitet und die Drehautomaten stellten eine Standardvorrichtung im Schweizer Stil der Präzisionsschraubenmaschinenherstellung dar, bis in die 1960 er Jahre, als CNC-Steuerungssysteme komplexe Mehrachsenprogramme praktikabel machten, waren Swiss-Drehmaschinen weit über die Uhrmacherei hinaus in die industrielle Fertigung gelangt.
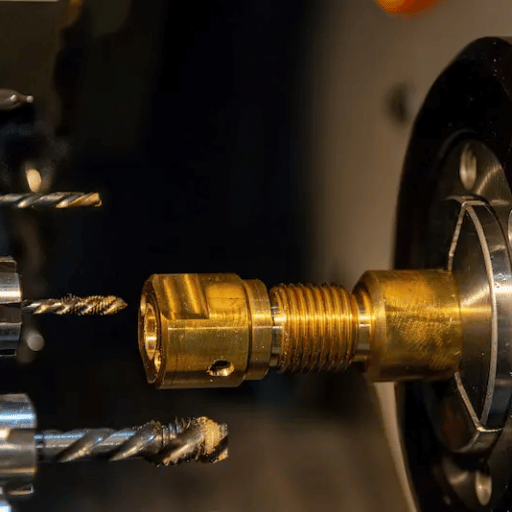
Die heutige CNC-Swiss-Maschine arbeitet nach genau dem gleichen Prinzip, das Schweizer für die Multi-Achsen-Produktion patentiert hat. Jeder Swiss-Typ-CNC-Lathe-Motor von einer kompakten Desktop-Einheit bis hin zur CNC-Drehmaschinen-Vollproduktion weist zwei Strukturmerkmale auf: den Schiebekopf, der das Werkstück entlang der Z-Achse vorschiebt, und das Führungsbuchsensystem einschließlich Hartspannzangen und Präzisionsbohrbuchsen, die das Werkstück am Schnittpunkt tragen.
Alles andere – die Subspindel, die Gang-Werkzeugplatte, der Bar-Feeder, die Live-Werkzeugachsen – sind darauf ausgelegt, diesen Kernmechanismus schneller, leistungsfähiger und autonomer zu machen.
Der Betriebszyklus einer Swiss-Drehmaschine folgt einer sich wiederholenden Reihenfolge.
Ein servogetriebener Stangenzuführer lädt eine 12 Fuß lange Stangenmateriallänge in die Maschine ein, die Stange durchläuft die Spannzange des verschiebbaren Kopfbestands und erstreckt sich durch die Führungsbuchse in die Schneidzone, die Spindel dreht die Stange mit hoher Drehzahl, während die Kopfbestandsbaugruppe (Spannzange und alle (bewegt sich entlang der Z-Achse).
Die Schneidwerkzeuge werden auf stationären Gangplatten oder Türmen montiert, die unmittelbar vor der Führungsbuchse positioniert sind und das Werkstück beim Einspeisen bearbeiten.
Das ist eine grundlegende Umkehrung der normalen Drehbankprämisse Bei einer herkömmlichen CNC-Drehmaschine hält man das Werkstück still und das Werkzeug bewegt sich auf seiner Länge, bei einer Schweizer Drehmaschine hält man die Schneidwerkzeuge und den schweizerischen Backworking-Schieber bezüglich der Führungsbuchse fest im Raum, während das Werkstück durch die Führungsbuchse (die so etwas wie eine lange Spannzange aussieht) an der Stelle der Schnitte streicht Unterstützung kommt von der Führungsbuchse gerade 0,020.080 positioniert hinter der Schneidkante '0,0,0 hinter der der das Werkstück beseitigt wird, das bei einer Festkopfdrehbank keine Materie verursacht, wie lang das fertige Teil ist ' ' ' '.
Die meisten neueren, beliebten Modelle beinhalten eine Doppelspindelkonfiguration, nach dem Aufschneiden der frontseitigen Bearbeitungssequenz an einem Teil zieht die Teilspindel das Teil mit einem Abtrennwerkzeug von der Stange frei und führt alle rückseitigen Bohr, Fräs, Gewindeschwalz - oder Fasenvorgänge am ehemals in der Hauptspindelzange eingeschlossenen Werkstückende durch, während gleichzeitig das Rohmaterial des neuen Teils durch die Führungsbuchse und in Position für den frontseitigen Zyklus zugeführt wird, nach der Rückbearbeitung gibt die Unterspindel das Teil frei und es fällt in eine Auffangwanne Bei diesen Modellen ist der Zykluszykluszyklus des einen fertigen Stückes abgeschlossen, und der Bediener eines neuen Stücks wird während der Frontzyklusseite benötigt.
Um jedoch den kurzen, nicht unterstützten Überhang, den der Werkzeugschieber bei den neuesten Schweizer Modellen bieten kann, voll auszunutzen, können sie oft ohne Führungsbuchse ausgestattet werden (auch bekannt als “Chucker-Modus”). Wenn ein Teil nicht zu viel L/D hat, ist es allgemein anerkannt, dass Teile im laufenden Betrieb ein L/D von 3:1 oder weniger haben. “Es gibt jedoch nicht genügend Werkzeugausleger und Werkstückverlängerung, damit diese Art von Überhang auftritt.”“Wir drehen Teile über dem 30- oder 40-fachen unseres Durchmessers”, sagt ein Vertriebsingenieur für einen führenden Hersteller, „aber wenn sie ohne Unterstützung und ohne den Kauf dieser Schweizer Buchse laufen”.”
Führungsbuchsen sind entweder dreh - oder stationär, festsitzender (stationärer) Typ ist erforderlich, wenn höchste Präzision (±0,0005 “oder enger) ein Muss ist, während Drehführungsbuchsen die häufigste Wahl für normale Produktionsarbeiten sind, die verhindern, dass die Führungsbuchse aus Stahl das stromführende Material beim Drehen berührt Stationäre Führungsbuchsen können bei speziellen Anwendungen eingesetzt werden, bei denen die Toleranzen .0005 betragen und eine extrem starre Arbeitsunterstützung durch die Eliminierung jeglichen Drehspiels in der Führungsbuchse gewährleistet sein muss, rotierende Führungsbuchsen drehen sich zusammen mit der Stange auf Lagern.
Engineering Note & Leitfaden Buchse & SMQ
SMQ-Schraubenmaschine Qualität-Erdungsstangenmaterial ist erforderlich, wenn eine Maschine im Führungsbuchsenmodus betrieben wird Verwenden Sie nur SMQ Stangenmaterial, da kaltes fertiges Material mit hohen Geschwindigkeiten wackelt, was zu inkonsistenter Oberfläche und Abmessungen und einer verringerten Lebensdauer der Führungsbuchse führt Führen Sie die Bohrungs-ID Ihrer Führungsbuchse innerhalb von.0002 des Stangenmaterials OD (.4375 bar mit einer Führungsbuchse 4375) aus. Wenn Ihr Stangendurchmesser über “vor dem Laden unbedingt gerade führen; gerade, saubere Stange beseitigt Vibrationsprobleme und verhindert Maßfehler innerhalb der Buchse. Die Führungsbuchse wird auf einen ID von.0002 geschliffen”.

Beim Vergleich von swiss-Maschinen mit einer Standarddrehmaschine können beide Maschinentypen Drehteile mit enger Toleranz herstellen. Sie erreichen dies jedoch mit grundlegend unterschiedlichen Ansätzen. Im Vergleich zu herkömmlichen Drehmaschinen legen swiss-Type-Maschinen Präzision und Effizienz auf schlanke, hohe L:D-Geometrie; Herkömmliche Drehzentren sind besser auf kurze Arbeiten mit großem Durchmesser abgestimmt. Die richtige Wahl hängt von der Teilegeometrie und dem Volumenprofil ab, nicht nur vom Toleranzziel. Um eine breitere Perspektive der CNC-Prozessauswahl zu verstehen, lesen Sie bitte unseren Leitfaden mit dem Titel Auswahl zwischen CNC-Fräsen und CNC-Drehen.
| Dimension | Schweizer Drehmaschine (Rutschkopfplatte) | Herkömmliche CNC-Drehmaschine (fester Kopf) |
|---|---|---|
| Kopfplatte | Gleitet entlang der Z-Achse; Werkstück entwickelt sich zu Werkzeugen | Fest; Schneidwerkzeug bewegt sich entlang der Werkstücklänge |
| Führungsbuchse | Präsens 80 Stück 0,0.0.0 vom Schnittpunkt | Fehlendes Spannzangenfutter, das aus dem Spannzangenfutter herausragt |
| Achsenzählung | 7 – 13 Achsen (gleichzeitige mehrachsige Operationen) | 2 – 5 Achsen (sequentielle Vorgänge, weitere Aufbauten erforderlich) |
| L:D-Fähigkeit | Bis 20:1 ohne Umlenkung | Ablenkungsprobleme beginnen oberhalb des L:D-Verhältnisses von 4:1 |
| Kühlmittelart | Öl und Schmierfähigkeit reduzieren den Werkzeugverschleiß | Wasserbasierte Emulsion bessere Wärmeableitung |
| Zykluszeit (komplexe Teile) | Pro Durchgang laufen gleichzeitig Faster-Achsen | Jeder Betrieb läuft nacheinander |
| Barbestandspflicht | SMQ/Erdmaterial für den Führungsbuchsenmodus erforderlich | Standard-Kaltbar akzeptabel |
Keine der Maschinen hat die Kante auf der anderen Beides ist das passende Werkzeug für einen gegebenen Satz von Geometrie - und Volumenprofilen Eine Schwenkdrehmaschine hat die Kante über einem herkömmlichen CNC mit festem Kopf, wenn: L: D-Verhältnis größer als 3:1 ist.
Toleranz zwischen 0,0005 und 0,0001. Teilgeometrie mischt gedrehte und gefräste Merkmale Produktionsvolumen rechtfertigt die längere Rüstzeit.
Eine herkömmliche CNC-Maschine mit festem Kopf hat gegenüber einem Swiss den Vorteil, wenn: Durchmesser über 38 mm liegt Geometrie ist kurze stabby-Typ, wo Führung Buchse Unterstützung unnötig ist Schnell drehen niedrige Lautstärke Jobs.
Ansonsten hat die Führungsbuchse keinen Vorteil bei der Durchbiegung, wenn das Teil kurz genug ist, um ohne stabil in der Maschine gehalten zu werden.
Bei der Abgabe Ihrer Angebotsanfrage oder der Platzierung eines zu prüfenden Teils für Design for Manufacturing (DFM) für Swiss-Maschinen wäre die Kenntnis gewünschter Toleranzparameter und -bereiche für Ihr gedrechseltes Teil viel hilfreicher als allgemeine Beschreibungen der Toleranzen Produktionstoleranzen bei modernen CNC-Maschinen vom Schweizer Typ sind in der folgenden Tabelle dargestellt: Für aluminiumspezifische Toleranzaufrufe an Drehteilen siehe Aluminium CNC Bearbeitungstoleranzen und Oberflächenrauheitsnormen für CNC-Teile.
| Parameter | Bereich / Wert | Anmerkungen |
|---|---|---|
| Stabdurchmesser (max) | 2 mm 38 mm | 32 mm am häufigsten; 38 mm bei Tornos und Hanwha XD38 Modellen |
| Maßtoleranz | ±0,0001 „6 ±0,0002“ | Erfordert SMQ-Vorrat und ordnungsgemäß angebrachte Führungsbuchse |
| L: D-Verhältnis | 3:1 Min. → 20:1 max | Unter 3:1 reicht in der Regel eine herkömmliche CNC-Drehmaschine aus |
| Achsenzählung | 7 13 Achsen | Gleichzeitige Mehrachsen ermöglichen komplexe Teilegeometrien in einem Aufbau |
| Führungsbuchsenabstand | ±0,0002 oder besser | Für einen auslauffreien Betrieb muss die OD mit der Stange abgeglichen werden |
| Einrichtungszeit | 1 8 Stunden | Einfache Durchmesseränderung: ~1 Std.; Vollständiges Multi-Tool-Programm: 4 – 4 Stunden |
| Typische Oberflächenbeschaffenheit | Ra 0,4 – 1,6 um (16 – 63 µin) | Bei schweißgedrehten Kleinteilen ist eine Nachbearbeitung oft nicht erforderlich |
Engineering Note, SMQ Bar Stock
SMQ-Stab ist eine Nahtoleranz, die durch einen Ziehvorgang erzeugt wird, der eine OD-Toleranz von +0,000/,002 aufweist 2,5 X näher als kaltfertiger Stangenbestand +/0,005. Eine Maschinenwerkstatt, die eine Maschine für eine Familie von Edelstahlteilen verwendet, konnte die Anpassungen der Führungsbuchse in der Mitte des Laufs um über 801 TP3 T reduzieren, wenn sie von kaltfertigstange auf SMQ umstellte. Bevor der gesamte Barstock mit überhöhtem Durchmesser auf eine Maschine geladen wird, sollte er durch eine gerade Presse geschickt werden.
Falsch ausgerichtete Stäbe erzeugen tendenziell Vibrationen, Verschiebungen der Abmessungen und verkürzen die Lebensdauer von Führungsbuchsen. Ein solches Stangenmaterial mit enger Toleranz, von der für CNC-Schweißmaschinen formulierten Art, ist von Stahlproduzenten wie Carpenter Technologies, anderen Spezialstahlwerken und Stahlservicezentren erhältlich.
Das Verständnis der Vorteile von Swiss Auswahlentscheidung ist der Ausgangspunkt für jede Prozessauswahlentscheidung. Wenn Sie den Wert ausgleichen, bei dem weniger Kosten anfallen, anstatt ihn zu bearbeiten. Wenn Sie dies ausgleichen, stellen Sie sicher, dass Sie nicht zu viel angeben, um weniger Kosten zu erhalten. Für Anwendungen, die speziell kleine Aluminiumkomponenten umfassen, siehe Schweißschraubenbearbeitung für Aluminiumkleinteile.
ages Vorteile
️ Einschränkungen
Aluminiumchips werden von Field Practitioners als das #1-Betriebsproblem auf Swiss-Maschinen gemeldet. Lange, strähnige Chips wickeln sich um das Stangenmaterial und können die Führungsbuchse ergreifen, was zu einer Zerstörung der Schrott- und Führungsbuchse in der Mitte des Laufs führt. Geschäfte mit hohen Aluminiumteilvolumina verwenden Hackzyklen, Hochdruckkühlmittel am Werkzeug und eine modernere Servo-Lernoszillation, um Chips vor dem Aufstapeln brechen zu lassen.
Schweizer Drehmaschinen bedienen eine außergewöhnlich große Auswahl an Materialien, von weichem, frei schnittbarem Messing und Aluminium bis hin zu hartschneidebaren Titan-Superlegierungen und Nickel-Superlegierungen, während sie feine Oberflächenveredelungen liefern (Ra 0,4 61,6 µm), die nachgelagerte Veredelungsvorgänge reduzieren oder eliminieren. Kompatible Materialien:
Die Schweizer Bearbeitung produziert die komplexen Komponenten, die dafür sorgen, dass Systeme mit hohem Einsatz nach Spezifikation funktionieren. In Branchen wie der Medizin, der Luft- und Raumfahrt und der Elektronik ist die Bearbeitung kleiner, schlanker Teile auf enge Toleranzen mit außergewöhnlicher Genauigkeit nicht verhandelbar. Jede folgende Anwendung weist das gleiche Profil auf: komplexe Geometrien, die Drehen und Fräsen in einem einzigen Aufbau kombinieren, für komplizierte Teile, die weit über den Leistungsbereich einer herkömmlichen Drehmaschine hinausgehen.
1. Medizinprodukte – Einbeinschrauben, chirurgische Stifte, Katheterverbinder, Zahnimplantate, Neurostimulatorleitungen Material 5, SS 316 L, Titanqualität, gehalten auf Toleranzen von 0,0002 Zoll oder Mikrometer. Medizinische Geräte CNC-Bearbeitung Für implantierbare Komponenten ist eine präzise Gewindesteigung mit mehreren Starts an Teilmerkmalen erforderlich, die über eine Produktionsserie von Zehntausenden Teilen an Mikrometern gehalten werden. Schweizer Drehmaschinen tun dies in einem unbeaufsichtigten Zyklus.
2. Luft - und Raumfahrt – - – Kraftstoffsystembeschläge, Sensorgehäuse, hydraulische Steckverbinder, Strukturbefestigungen Titanlegierungen, Al 7075. Produktion bis AS9100. Die gleichzeitigen Achsen der Schweizer Bearbeitung eliminieren die Vorrichtungsübertragungen, die Positionsfehler über die Mehraufbauten der konventionellen Bearbeitung hinweg akkumulieren Zum materialspezifischen Kontext siehe Luft - und Raumfahrt CNC-Bearbeitung.
3. Elektronik & Steckverbinder & Steckverbinder – Steckerstifte, Mikrowellen, Sensorkörper, koaxiale Gehäusestifte Material 360, Al 6061. Durchmesserbereich 2-6-8 mm Der heutige Trend in der Elektronik-Miniaturisierung geht dahin, Steckverbinderstifte von 3 mm runter auf 1,2 mm-ein Prozess und Größe zu bringen, wo nur die Schweizer Bearbeitung engere Toleranzen einhalten kann.
4. Automotive & EV – Kraftstoffeinspritznadeln, ABS-Sensorstifte, EV-Motorwellenkomponenten, Batteriemanagement-Steckverbinderstifte Material 303, C1018. Übergang zur EV-Produktion hat die Nachfrage nach Schweizer Maschinen bei der Herstellung ihrer präzisesten Teile verdoppelt - und erfordert sie auch bei viel höheren Volumina.
5. Uhrmacherei – Uhrmacherei – Zahnradwellen, Kronenschäfte, Hemmungskomponenten, Rotorachsen Material 2 Messinglegierungen Durchmesserbereich 0,3-4 mm. Die heute anspruchsvollste Aufgabe für das Schweizer Drehen: Herstellung von Teilen mit engen Toleranzen im mikroskopischen Maßstab, so wie es im 19. Jahrhundert der Fall war, als die Schweizer Bearbeitung erstmals Pionierarbeit bei der Herstellung dieser feinen Details leistete.
6. Schusswaffen – Brennstifte, Abzugsbauteile, Verschlussträgerteile, Pufferarretierungen Material 4140 Chromolstahl, SS 17-4 PH. Die Schusswaffenhersteller greifen auf die Schweizer Bearbeitung zurück, um die hohen Anforderungen an Toleranz, kleinen Durchmesser und runde Teile zu erfüllen, die vielen Kleinwaffensystemen innewohnen.
Fallbeispiel: Herstellung von Titan-Knochenschrauben
Beispielsweise musste ein in den USA ansässiger Hersteller orthopädischer Implantate im Jahr 2024 die Produktion von Titan-Knochenschrauben der Klasse 5 mit 50.000 medizinischer Qualität, Länge zu Durchmesser 4:1 und Gewindeabstand 0,0002 Zoll hochfahren. Sie hatten schwere Probleme mit der Gewindeform und rutschten während des Gewindezyklus aufgrund der Durchbiegung des schlanken Schraubenschafts in eine Sonderausstattung ab. Ein Wechsel zu einem Citizen L20 Swiss mit SMQ Titanium-Stangenmaterial reduzierte ihren Schrott erheblich von 3,2 Prozent auf 0,4 Prozent, wodurch allein bei diesem einzelnen Teil die Kosten für das Schweizer Material um etwa 100 Prozent höher waren.
“Die heutigen Schweizer Maschinen sehen überhaupt nicht wie die allerersten Schweizer Drehkomponenten von vor fast 150 Jahren aus, dennoch bleibt ihre Nische dieselbe: das präzise Drehen der mehrachsigen Bearbeitung mit kleinem Durchmesser und winziger Form, das mit der herkömmlichen Bearbeitung unmöglich ist.””

Fünf Hersteller liefern die überwältigende Mehrheit der derzeit weltweit in Produktion befindlichen Swiss-Drehmaschinen. Jeder verfügt über ein eigenes technisches Erbe, steuert die Architektur und den Anwendungsschwerpunkt. Brandneue japanische Maschinen laufen typischerweise mit $200.000,1$400.000 vor Barzuführung, Werkzeugbau und Installation; Hochwertige Gebrauchtmaschinen ab 20152020 liefern eine vergleichbare Toleranzfähigkeit zu etwa einem Drittel des Preises.
| Marke | Herkunft | Max Bar | Kontrollsystem | Beste Passform |
|---|---|---|---|---|
| Bürger | Japan | 32 mm (42 mm XL) | CINCOM (proprietär) | Medizin, Luft- und Raumfahrt; LFV-Chipbrechen für Ti/SS |
| Tsugami | Japan | 32 mm | Fanuc 32 i / Mitsubishi M80 | Erster Kauf einer Schweizer Drehmaschine; Fanuc-Kenntnisse, Wert |
| Tornos | Schweiz | 32 mm (36 mm XL) | TB-DECO / Fanuc | Uhrmacherei, ultrapräzise Luft - und Raumfahrt, High-Mix |
| Stern CNC | Japan | 32 mm | Fanuc / Star SV-20 (ältere Modelle) | Großvolumiges Automobil; bekannt für die Langlebigkeit von Maschinen |
| Hanwha | Südkorea | 32 mm (51 mm XD38) | Fanuc | Budget-zugänglich; größte Bar-Durchmesser-Option |
Bürger (Japan) „Die CINCOM-Steuerung LFV-Schwingtechnologie bricht Titan- und Edelstahlchips durch kontrollierte Werkzeugvibrationen. Erste Wahl für das Schneiden in medizinischen Werkstätten. Tsugami (Japan) „Shops platzieren ihre meistverkauften Bedienelemente; durchweg die meistverkaufte Maschine für den ersten Schweizer Auftrag. Tornos (Schweiz) TB-DECO-Steuerung; Legacy-Stangenführer in der Uhrmacherei und kann Stangenmaterial auf 36 mm bringen. Star CNC (Japan) (1990er Jahre Sterne, die in neueren Modellen immer noch Toleranz halten). Hanwha (Südkorea) 51 mm Bar Stock erschwinglichen Einstiegspunkt, mit einigen Modellen akzeptieren Geschäfte neu in der Swiss Drehen, Tsugami und Star bieten den breitesten Pool von Fanuc-geschulten Betreibern.
“Wenn Sie eine fortschrittliche Chipkontrolle für robuste Materialien wie Titan oder Edelstahl in medizinischer Qualität benötigen, lässt sich die Investition in einen Citizen leicht durch die längere Werkzeuglebensdauer und Teileoberfläche rechtfertigen.
Aber wenn Sie nur in die Schweizer Bearbeitung einbrechen, gibt es keinen schnelleren oder einfacheren Einstieg, als einen Tsugami oder Star zwischen 12 mm und 25 mm in den Bereichen $50.000-$90.000 zu finden”

5 Dinge, die man vor dem Kauf einer Swiss-Drehmaschine wissen sollte Jedes Teil gehört nicht in eine Swiss-Drehmaschine Wenn ein einfacher Stift oder gedrehter “Schnecken” eine enge Toleranzvorgabe hat und keine Löcher oder Außendurchmessermerkmale durchgeführt werden, die eine herkömmliche Drehmaschine nicht erreichen kann, dann wird das Schwenken dieses Stifts fast immer teurer sein Ein Teil davon hat mit den Kosten für die Aufstellung einer Swiss-Drehmaschine zu tun und ein Teil hat mit SMQ zu tun (Standardmaterialmenge oder Mindestbestellmenge). Glücklicherweise hat sich die Industrie weitgehend auf eine einfache 4-Bedingungsheuristik namens 3:1-Regel für diese Entscheidung festgelegt.
Das Verhältnis von L: D beträgt 3:1 (Länge geteilt durch Durchmesser) Dieses Verhältnis markiert den Punkt, an dem Ihr Teil beginnt, durch die Führung Buchse Unterstützung ausreichend Steifigkeit zu gewinnen, die eine Festkopfmaschine nicht erreichen kann Diese Richtlinie, wo der Unterschied im Werkzeugdruck auf beiden Maschinen erheblich wird und ein Swiss definitiv erforderlich ist (wenn alles andere gilt), wurde über Jahrzehnte der Branchenerfahrung verfeinert.
Die 3:1-Regel: Swiss Lathe Selection Framework
| IF L:D-Verhältnis 3:1 | → Schweizer Drehmaschine empfohlener Umlenkbuchsen-Stütz liefert echte Umlenkung |
| IF-Stabdurchmesser 38 mm | → Dimensionsgerecht mit der Kapazität der Swiss-Drehstange |
| WENN Toleranz ±0,00 Μ ± | → Schweizer Drehmaschine Präzisionsniveau ist erforderlich |
| IF-Volumen 100 Stück/Charge | → Die Einrichtungsökonomie ist in diesem Maßstab günstig |
| Alle 4 Bedingungen erfüllt | → Starker Schweizer Kandidat Fordern Sie ein Angebot für die Schweizer Bearbeitung an |
| L:D 38 mm | → Fixed-Head CNC-Drehzentrum ist der richtige Prozess |
| Volumen < 50 Stück, einfache Geometrie | → Sparsamer ist die Drehmaschine mit Live-Werkzeug oder das herkömmliche Drehen |
Einen tiefergehenden operativen Leitfaden zur Auswahl des Swiss-Prozesses finden Sie unter Swiss CNC-Bearbeitung: Wann und warum Sie sie verwenden.
Beachtenswert zum Volumen: für bestimmte Fälle mit extremen Spezifikationen (z. B. orthopädische Stifte an einem Teil von 2015-2020, bei denen das L: D die Steifigkeit eines Swiss bei 6:1 und eine Toleranz innerhalb von ±0,0002 erfordern würde) wird die Menge irrelevant, da es nur eine Maschine gibt, die Toleranz halten kann Bei Teilen mit einfacherer Geometrie, bei denen sowohl eine Swiss- als auch eine herkömmliche Drehmaschine die erforderlichen Toleranzen halten könnten, ist die Menge jedoch von größter Bedeutung und bestimmt neben den Einrichtungskosten Ihre Herstellungskostenökonomie.
Mindestgröße für lebensfähige Jobs zwischen den Geschäften Während 22-100 Stück keine harte universelle Schwelle ist, wenn die Komplexität oder Toleranzen der Arbeit swiss rechtfertigen, werden einige Geschäfte gerne laufen Sie Der entscheidende Faktor ist die Einrichtungsökonomie Ein einfacher Werkzeugwechsel kann unter einer Stunde dauern, aber ein vollständiges Reprogramm von Multi-Tool-Live-Tooling-Teilen, einschließlich Validierung, kann 48 Stunden dauern. Als Faustregel gilt, dass, wenn die Einrichtungszeit mehr als 2530% des Gesamtauftragswerts ausmacht, Sie auf Live-Tool-CNC-Drehmaschinen oder Swiss-Herstellungsraten achten sollten, selbst bei Auftragsgrößen bis zu fünfzig Teilen, wenn diese Teile die auf manuelle Einrichtung drei Sätze auf der Maschine erfordern.
Die Bearbeitungsfähigkeit der Schweiz in den Jahren 2025-2026 ist aus einem Fokus auf die Fähigkeitserweiterung zu einer Einschränkung der Lieferkette geworden. Es ist eine interessante Kombination mehrerer nachfrageseitiger Trends, die gleichzeitig zusammenkommen, ohne die angebotsseitige Entwicklung auszugleichen.
Daten deuten auf dasselbe in mehreren Quellen hin. Laut der Analyse von TrendX Insights vom Mai 2026 wird der Weltmarkt für CNC-Drehmaschinen voraussichtlich von 1 4T12,47 Milliarden im Jahr 2025 auf $20,72 Milliarden im Jahr 2034 bei einer CAGR von 5,8% wachsen, wobei eine ’bedeutende Rolle von Schweizer Drehmaschinen“zu seinem Wachstum beitragen wird.” Insbesondere die Swiss Turn System-Märkte werden im Jahr 2024 auf 1,76 Milliarden geschätzt und werden voraussichtlich bis zum Jahr 2035 202000 Milliarden Euro hinter dem Schweizerischen Markt für qualifizierte Komponenten liegen.
Trend 1-Miniaturisierung medizinischer Geräte: Von Knochenankern und Medikamentenverabreichungskatheterkomponenten bis hin zu Leitungen für Neurostimulatoren drängt die Größe vieler moderner medizinischer Geräte und Komponenten in einen kritischen Größenschwellenwert von 1,5 mm und unterschreitet diesen, der Schweizer Bearbeitungszentren erfordert, die Sub-1 mm-Werkzeuge aufnehmen. Implantathersteller, die nach ISO 13485-Qualität produzieren, benötigen Schweizer Bearbeitung als validierte Prozessmethode in diesem Größenbereich, keine Option, aber eine harte Anforderung für führende OEMs für medizinische Geräte.
Trend 2-EV und Automobilelektrifizierung: Da die Elektrifizierung von Privat- und Nutzfahrzeugen weitergeht, erfordert die Nachfrage nach Teilen wie ABS-Sensoren, EV-Motorwellenkomponenten, Batteriemanagement-Steckerstiften und Magnetventilkörpern Präzision und Wiederholbarkeit, was mit der Schweizer Bearbeitung erreicht werden kann. OEMs der Stufe 1 verlangen zunehmend die Qualifikation des Schweizer Bearbeitungsprozesses als Bedingung für die Beschaffung. Der Volumenbedarf ist mittlerweile um mehrere Größenordnungen größer als der der jemals generierten Schweizer Uhrenindustrie. Zur parallelen Entwicklung der Präzisionsfertigungsgeschwindigkeit siehe Hochgeschwindigkeits-CNC-Bearbeitung.
Trend 3-Lights-out Automatisierung: Die Möglichkeit, die (unbeaufsichtigte) Fertigung durch Fortschritte bei robotischen Teilfängern und servogetriebenen Stangenzuführungen mit modernen Schweizer Drehzentren vollständig zu automatisieren, transformiert die Produktionskosten. Die Automatisierung der Fertigungszelle reduziert die direkten Arbeitskosten um 4060% pro Teil vs. bemannter Dual-Shift-Betrieb. Reduzierung der Ausfallzeiten der Maschinen aus dem Handbuch und Reduzierung ungeplanter Unterbrechungen Kleinere Vertragswerkstätten können die Kostenwettbewerbsfähigkeit erreichen, die zuvor auf Tier-1-Lieferanten beschränkt war, indem sie Werkzeuge für Swiss-Drehzellen einsetzen und die Werkzeugoptionen für jede Teilfamilie optimieren.
Ein Schritt, den Käufer von Medizinprodukten und Elektrofahrzeugen unternehmen müssen: Wenn die Roadmap für Ihr Medizinprodukt oder Ihre Elektrofahrzeugkomponente für 2026-2027 eine 3:1-Regel-konforme Komponente erfordert, dann sichern Sie sich noch heute die Lieferanten der Schweizer Bearbeitung, bevor die Vorlaufzeiten noch enger werden. Das betrieblich umsichtige Spiel ist der Vorlaufzeiten in den Swiss-Maschinenwerkstätten verschärft. 15-20% seit 2023. Das Angebot konnte mit den Gerätekäufen nicht Schritt halten.
Ein CNC-Drehen eines verschiebbaren Spindelstocks und einer Führungsbuchse Das Stabmaterial führt axial durch die Führungsbuchse, während stationäre Werkzeuge innerhalb von 0,020 “0,080 “Maschine schneiden, wobei der Stützpunkt die Werkstückumlenkung an schlanken Teilen eliminiert und Toleranzen bis ±0,0001 hält Durchmesserbereich: 2 mm 38 mm.
Jakob Schweizer, Uhrmacher der 1870 er Jahre Schweiz, entwarf die verschiebbare Kopfplatte zur Herstellung der dünnen, präzisen Wellen, die die Schweizer Uhrenindustrie benötigte Sein Design erwies sich als effektiv genug für Präzisionsdrehen mit kleinem Durchmesser, dass es sich im folgenden Jahrhundert weltweit verbreitete “Swiss” bezieht sich auf den Maschinentyp, nicht auf das Herstellungsland, heute werden die meisten Schweizer Drehmaschinen in Japan (Citizen, Tsugami, Star), der Schweiz (Tornos), und Südkorea (Hanwha) gebaut.
Wer sind die großen 5 Schweizer Maschinenbauer?
1. Bürger (Japan, besitzt LFV-Chipbruch, CINCOM-Steuerung) 2. Tsugami (Japan, Fanuc-Steuerung, kostengünstiger Einstiegspunkt) 3.
Tornos (Schweiz, hohe Präzision, Uhrmacher-Erbe, TB-DECO-Steuerung) 4. Star CNC (Japan, langlebige Maschinen, neuere sind Fanuc) 5. Hanwha (Südkorea, Fanuc-Steuerung, günstige Option, die Bar bis zu 2 läuft” in einigen Fällen).
Citizen und Star verfügen über große Stützpunkte in der medizinischen und Luft- und Raumfahrtarbeit in den USA. Tsugami ist oft die erste Schweizer Drehmaschine, die Sie als herkömmlichen Laden betrachten würden, der Swiss Turn eröffnet.
Überprüfen Sie die 3: zuerst 3 ist der Durchmesser L:D 3:1, 1 Regel 38 mm Toleranz ± 0,058 mm 1:1 3, 58 mm tel, Volumen 100 pcs/batch? Wenn ja, wählen Sie die Marke basierend auf Ihrem Primärmaterial und Markt: Bürger für medizinische oder Luft- und Raumfahrtverarbeitung mit Titan oder Edelstahl (LFV-Technologie für Chipsteuerung), Tsugami oder Star für allgemeine Jobshop-Arbeit mit der breitesten Bedienererfahrung (Fanuc-Steuerungen), Tornos für Uhrenherstellung oder enge Toleranzen aus der Schweiz. Überprüfen Sie die lokale Serviceverfügbarkeit vor dem Kauf einer 1 TP4T20, um die Rentabilität zu gewährleisten.
Knochenschrauben, chirurgische Stecknadeln, Katheteranschlüsse, Kraftstoffeinspritznadeln, Steckerstifte, Komponenten der EV-Motorwelle, Uhrenwellen und Schusswaffenkomponenten, schlanke, hochpräzise gedrehte Teile, bei denen L:D 3:1 überschreitet und die Toleranzen ±0,0001 betragen „±0,0002.
Kaufen Sie im eigenen Haus, wenn Swiss-Type-Teile 40 501TP3 T oder mehr Ihres Produktionsvolumens repräsentieren, wenn enge Toleranzen eine hauseigene Qualitätsprozesskontrolle für Zertifizierungszwecke erfordern (ISO 13485, AS9100) oder wenn ausgelagerte Vorlaufzeiten ein nachgelagertes Planungsrisiko in Ihrer Produktionsplanung schaffen Eine zweischichtige Werkzeugmaschine kann sich gegen ausgelagerte Tarife innerhalb von 1824 Monaten in nennenswertem Umfang rechtfertigen.
Outsource, wenn Swiss-Teile mit Ihrer Kernarbeit in Zusammenhang stehen, wenn Volumina keine Kapitalzusage von $200.000 $400.000 rechtfertigen oder wenn Sie noch validierende Teilekonstruktionen und Prozessspezifikationen haben. Vertrag Swiss Machining, einschließlich solcher, die CNC-Bearbeitungsdienste anbieten, sind gut geeignet für Prototypenläufe, geringe Stückzahl, und Präzisionsteile mit mittlerem Volumen, bei denen die Investition von ROI noch nicht abgeschlossen ist Viele Käufer beginnen mit einem Vertrag, um den Prozess zu validieren, bevor sie in den eigenen Betrieb gebracht werden.
Brauchen Sie Schweizer Drehmaschinen bearbeitet?
Lecreator bietet maßgeschneiderte CNC-gedrehte Präzisionsteile - einschließlich schweißer typendichter Toleranzen und schneller Lieferung, mit inklusive DFM-Unterstützung ohne Kosten.
Über diesen Leitfaden
Dieser Leitfaden wurde vom Lecreator-Ingenieurteam mit direkter Expertise in der swiss-type cnc-Bearbeitung für medizinische Geräte, Luft - und Raumfahrt, Präzisions-Anwendungen recherchiert und Autor Unsere Datenpunkte Industriedurchmesser, Toleranzbereiche, und Herstellerspezifikationen wurden anhand von Herstellerdokumentation überprüft Industrie Praktikerquellen, und veröffentlichten Mitbewerbern Lecreator betreibt Swiss-Drehzentren, die hochpräzise, komplexe Komponenten über Metalle, Kunststoffe und Titanlegierungen hinweg herstellen, mit Genauigkeit und Wiederholbarkeit validiert auf ±0,0001 pro Produktionsqualifikation Für teilspezifische Fragen wenden Sie sich an unsere Anwendungsingenieure „.
Bewertet vom Lecreator Engineering Team









