


Unterstützender, professioneller und kundenorientierter Service
Nehmen Sie Kontakt mit Lecreator Company auf
Von Prototypen bis hin zur Serienproduktion sind Sie bei uns genau richtig.


Draht-EDM vs. Sinker-EDM: Unterschiede, Anwendungen und Auswahlmöglichkeiten
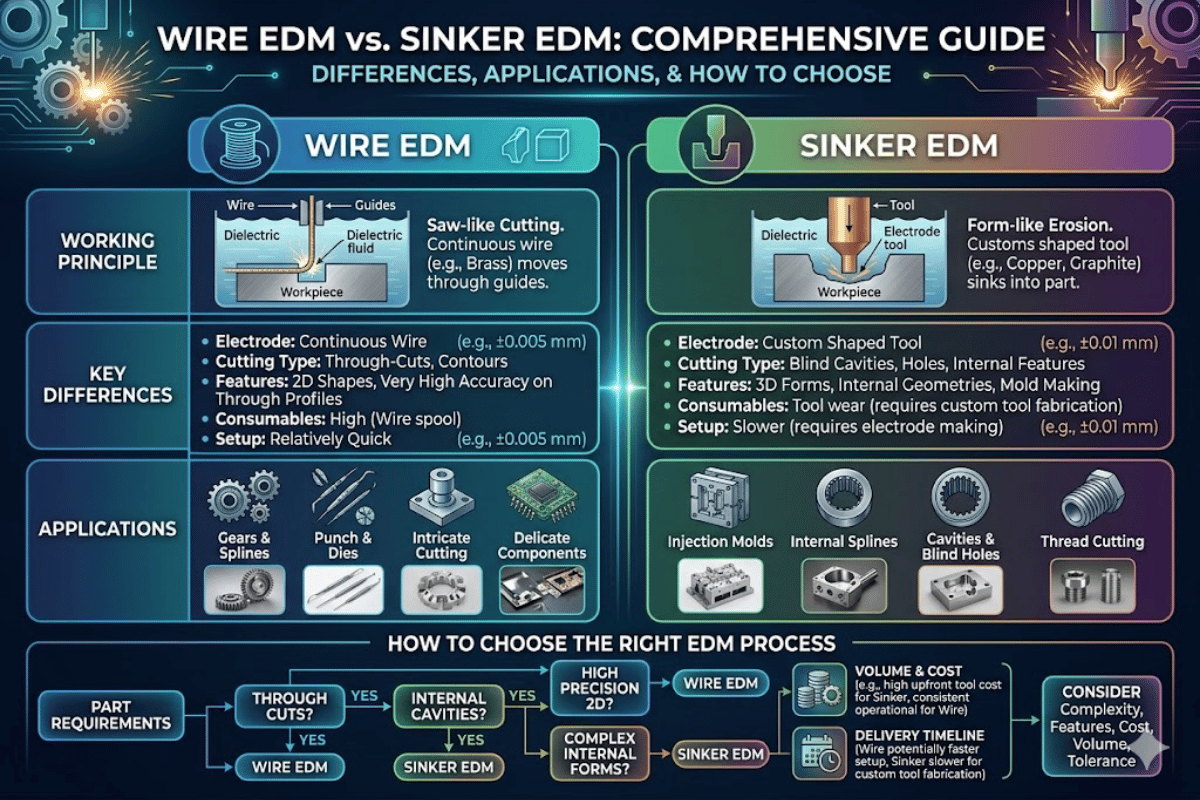
Die beiden Verfahren der Edm-Bearbeitung, Wire edm und Sinker edm, zerstäuben Material durch kontrollierte elektrische Entladungen, aber das ist die einzige Ähnlichkeit Bei einer Draht edm Maschine bewegt sich eine feine Drahtelektrode durch das Werkstück, wodurch 2-D Profile entstehen Bei einer Senker edm Maschine stürzt eine geformte Elektrode in das Werkstück, wodurch Hohlräume 3-D. Pumpen der falschen Art von Edm Maschine für Ihre Teilekonstruktion erzeugt verschwendete Zeit, höhere Kosten, und unbefriedigende Toleranzen.
In diesem Leitfaden vergleichen und kontrastieren wir Draht-EDM und Senker-EDM anhand von Kriterien: edm-Prozessmechanik, was jede EDM-Maschine tut und was nicht, tatsächliche Anwendungen von Senker-EDM und Draht-EDM-Verwendungen, Kosten pro Teil und ein Entscheidungsflussdiagramm, das verrät, welcher Typ von elektrischer Entladungsmaschine für Ihren Teil geeignet ist Wenn Sie ein Angebot für ein Einsatzprofil oder einen Düsenhohlraum angeben, verwenden Sie das Vergleichsdiagramm unten, um Ihre Wahl zu treffen.
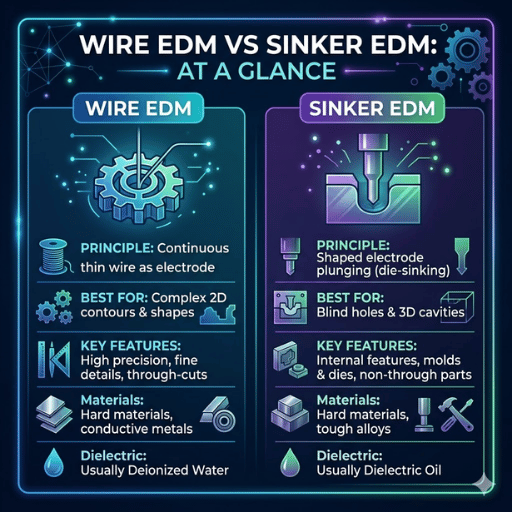
Bevor wir die Physik diskutieren, finden Sie hier eine kurze Zusammenfassung nebeneinander. Dieses Diagramm fasst die wichtigsten Unterschiede zwischen Senker- und Draht-EDM-Kriterien zusammen, die die meisten Ingenieure in erster Linie erforschen
| Attribut | Draht-edm | Sinker EDM |
|---|---|---|
| Elektrode | Kontinuierlich gespeister dünner Draht (Messing/Kupfer, 0,1 – 0,3 mm) | Vorgeformter Graphit oder Kupferblock |
| Geometrie | 2 D-Profile (nur Durchschnitte) | 3 D-Hohlräume, Blindtaschen, Texturen |
| Toleranz | ±0,0025 mm (±0,0001) | ±0,005 „AUTO,025 mm (±0,0002 „AUTO0,001) |
| Oberflächenveredelung | Ra 0,1 µm | Ra 0,4 µm |
| Schnittgeschwindigkeit | Mäßig (20 – 150 mm³/min) | Schnelleres Schruppen (50 – 500 mm³/min) |
| Automatisierung | High-out fähig | Moderate Elektrodenänderungen erfordern möglicherweise einen Bediener |
| Am besten für | Matrizen, Zahnräder, Profilschnitte in Hartmetallen | Formhohlräume, Schmiedegesenke, 3 D-Merkmale |

Bei einer Drahtwirbelmaschine tritt eine durchgehende Drahtelektrode aus Messing oder kupferbeschichtetem Stahl (0,1-0,3 mm Durchmesser) aus einer Vorratsspule aus und bewegt sich vor einem Werkstück, wobei die Baugruppe in einem Mineralölbad sitzt, der Draht wirkt wie ein Bandsägeblatt, das durch elektrischen Funken ein Profil vom Material schneidet, anstatt die Zähne Der Draht wird von keinem festen Schneidwerkzeug berührt.
Dieses Diagramm demonstriert den Zyklus des Draht-EDM-Betriebs Die Drahtelektrode und das Werkstück werden in entionisiertes Wasser (die dielektrische Flüssigkeit) getaucht Eine CNC-Steuerung führt den Draht relativ zur Arbeit entlang der X - und Y-Achse, während zwei zusätzliche U - und V-Achsen, die auf der oberen Drahtführung positioniert sind, abgewinkelte Verjüngungen bis zu 30 ermöglichen, wenn das elektrische Feld über dem Spalt zwischen Draht und Werkstück den Pegel der Funkendurchbruchspannung erreicht, erzeugt jeder Funke einen Blitz über 8.000 C und verdampft ein mikroskopisches Stück Material Wand-zu-Wand, tausende Funken treten jede Sekunde auf, dem CAD-programmierten Pfad folgend.
Da sich der Draht ständig bewegt, ist die Elektrode immer frisch und es gibt wenig oder keinen Verschleiß, was eine hohe Genauigkeit und Toleranzstabilität während des gesamten Bearbeitungsvorgangs ermöglicht. Mit den Präzisionsfähigkeiten eines modernen Draht-edm ist es möglich, Genauigkeiten von 0,0025 mm (0,0001 „) und Oberflächenveredelungen von Ra 0,1 m nach mehreren Abschäumvorgängen zu erreichen. Le-Creator führt dedizierte Leistungen aus Draht EDM Dienstleistungen Für Produktionsbetriebe für Teile, die diesen Präzisionsgrad erfordern.
Draht-EDM kann jedoch nur Formen erzeugen, die durch Löcher verlaufen - keine Blindhohlräume, Taschen oder strukturierten Oberflächen - dort ist Sinker-EDM angebracht.

Sinker EDM - oder Ram EDM, Senk-EDM, Cavity Edm, oder Volume Edm- beinhaltet die Verwendung einer formgeformten Elektrode (manchmal auch Werkzeug genannt), die zum Schneiden eines spiegelbildlichen Hohlraums in das Werkstück verwendet wird Die Elektrodenform ist normalerweise graphit - (für schnellere Produktion und einfachere Formgenerierung) oder kupfer - (für feinere Oberflächenqualitäten) Sinker EDM ist in der Lage, die dreidimensionalen Geometrien wie Blindtaschen, Rippen, strukturierte Bereiche, Hinterschnitte und Konturen herzustellen, die mit Draht EDM nicht zugänglich sind.
Die Platinen-EDM-Maschine hält die Elektrode und das Werkstück in dielektrisches Öl getaucht, zusammengesetzt aus Kohlenwasserstoffen Ein servobetriebener Stößel drückt eine geformte Elektrode in Richtung des Werkstücks, wo ein Funkenabstand zwischen 0,01-0,5 mm aufrechterhalten wird Elektrische Entladungen über diesen Spalt erodieren die Form des Werkstücks genau entgegengesetzt zur Form der Elektrode.
Die dielektrische Flüssigkeit wäscht das erodierte Material aus der Bearbeitungszone weg und isoliert den Spalt zwischen den Funken.
Sinker-Edm-Maschinen haben Toleranzen von 0,005-0,025 mm sowie Oberflächenbeschaffenheiten von Ra 0,4 m (Feinveredelung) bis Ra 3,2 m (Rauung).VDI-Texturen können durch Senker-Edm-Bearbeitung mit spezifischen Veredelungsbedingungen direkt auf die Hohlraumoberfläche von Formenbauern übertragen werden, um einen zweiten Texturierungsschritt zu vermeiden. Das Senker-Edm-Verfahren kann jedes erdenkliche elektrisch leitende Material unabhängig von der Härte erzeugen, daher sind diese Maschinen das Herstellungsverfahren der Wahl für die Hohlraumbearbeitung von gehärteten Werkzeugstahlformen, die sich 60+ HRC nähern.
Kompromiss: jeder Auftrag benötigt eine kundenspezifische Elektrode, die zur Herstellung des Werkstücks aus Graphit oder Kupfer CNC-bearbeitet werden muss Für komplexe Hohlräume benötigen wir möglicherweise mehr als eine Elektrode, um eine Vor - und Endelektrode herzustellen, die bei der Elektrodenherstellung weitere $200-$2.000+ Elektrodenverschleiß während der Bearbeitung erhöht diese Kosten für tiefe Hohlräume.
Der Hauptunterschied zwischen den beiden ist die Art der Elektrode und die Möglichkeit, komplexe Formen zu schneiden Draht EDM entfernt das Teil Sinker EDM entfernt das Teil.
Die folgende Tabelle beschreibt die Unterschiede zwischen Draht- und Senker-EDM, wobei es bei der Angabe von Teilen und der Auswahl eines Prozesses am wichtigsten zu sein scheint.
| Kriterien | Draht-edm | Sinker EDM |
|---|---|---|
| 1. Elektrodentyp | Kontinuierlich gespeister dünner Draht (0,1 – 0,3 mm Messing/Kupfer) | Maßgefertigter Graphit - oder Kupferblock |
| 2. Elektrodenverbrauch | Kontinuierlicher Feed „keine Nacharbeit erforderlich | 1 – 151 TP3 T Verschleiß pro Vorgang; kann mehrere Elektroden benötigen |
| 3. Geometriefähigkeit | 2 D-Profile müssen durch die volle Dicke gehen | 3 D-Hohlräume, Blindtaschen, Texturen, Hinterschnitte |
| 4. Toleranz | ±0,0025 mm (±0,0001) | ±0,005 „AUTO,025 mm (±0,0002 „AUTO0,001) |
| 5. Oberflächenbeschaffenheit | Ra 0,1 µm | Ra 0,4 µm |
| 6. Materialabtragsrate (MRR) | 20 150 mm³/min | 50 500 mm³/min |
| 7. Max Werkstückdicke | 300 –500 mm (begrenzt durch Drahtspannung) | Begrenzt durch Elektrodenreichweite und Spülung |
| 8. Dielektrische Flüssigkeit | Entionisiertes Wasser | Kohlenwasserstofföl |
| 9. Inneneckradius | Min. = Drahtradius + Überschnitt (~0,15 mm) | Scharfe Innenecken möglich (elektrodenformabhängig) |
| 10. Kegelfähigkeit | Bis zu ±30° mit U/V-Achse | In die Elektrodengeometrie integrierte Entwurfswinkel |
| 11. Einrichtungszeit | 30 –60 Min. (Vorrichtung + Gewinde) | 1 – 4 Stunden (Vorrichtung + Elektrodenausrichtung + Umlaufprüfung) |
| 12. Automatisierungsstufe | High-Out-Threading ermöglicht den Betrieb von Leuchten | Moderate Elektrodenwechsler sind auf höheren Maschinen erhältlich |
| 13. Elektrodenkosten pro Auftrag | $5 – 1 TP4T30 (Verbrauch der Kabelspule) | $200 – $2.000+ (hergestellte kundenspezifische Elektroden) |
| 14. Maschinenstundensatz | $60 1 TP4T120/h | $50 – 1 TP4T100/h |
| 15. Maschinenkapitalkosten | $80.000 –$500.000 | $50.000 –$300.000 |
| 16. Bedienerkompetenz erforderlich | Moderate CNC-Programmierung + Einrichtung | Höheres Design + Entladungsparameterabstimmung |
Zusammenfassend: ist die Präzisionsmaschine für durchgeschnittene Profile, bei der Toleranz und Verarbeitung im Vordergrund stehen. Sinker EDm ist die Geometriemaschine für 3 D-Formen, die kein anderer maschineller ED-Draht-Ansatz, einschließlich EDM-Ansatz, aufweist.

Die gebräuchlichste Anwendung für Draht-EDM ist für Teile, die einen Schnitt mit enger Toleranz bis zum gesamten leitenden Element erfordern, vorzugsweise ein gehärteter Stahl oder eine Art exotische Legierung, die ein normales Schneidinstrument leicht zerstören würde. Dies sind einige der Draht-EDM-Anwendungen:
Draht edm ist für jedes Teil geeignet, bei dem die Geometrie ein 2 D-Profil ist (flach oder konisch) und Toleranzen unter 0,01 mm angegeben werden Für noch härtere Materialien kann EDM 64 HRC ohne Genauigkeitsverlust schneiden - eine Leistung, die Hartmetall - oder HSS-Schneidwerkzeuge nicht herstellen können
Sinker edm eignet sich besser für 3 D-Geometrie, die nicht durch Draht-EDM, gefräst, oder jede andere Form der konventionellen Bearbeitung geschnitten werden kann Typische Anwendungen für Sinker EDM:
Sinker EDM ist besonders nützlich für jedes Teil, wo eine Oberflächentextur auf einer gehärteten Oberfläche hinzugefügt werden muss, ein blinder Hohlraum erzeugt werden muss oder eine Hinterschneidung gewünscht wird EDM hat breite Anwendung in der Formenbau, Formenbau, und Luft - und Raumfahrtindustrie - überall dort, wo ein hart leitendes Material in komplexe 3 D-Form geschnitten wird.
Bemerkenswert ist eine dritte Art des Edm-Lochbohrens edm-Lochbohren EDM verwendet eine rotierende rohrförmige Elektrode, um sehr kleine Löcher (0,1-6 mm) in jedes leitfähige Material zu bohren Diese Technologie wird am häufigsten verwendet in: Formstartlöcher für Draht-EDM, und beim Blindlochbohren von Turbinenschaufeln Während es nicht allgemein genannt wird, ist Lochbohrkanten eine unverzichtbare betriebliche Unterstützung sowohl für Draht- als auch für Senker-EDM-Maschinen
Entscheidungsszenarien in der realen Welt:

Die Kosten jedes Prozesses führen zur Debatte zwischen Senker- und Draht-EDM. Während der durchschnittliche Stundensatz für Draht-EDM ($60-$120/h) den von Senker-EDM ($50-$100/h) übertrifft, verursacht Senker-EDM versteckte Kosten, die das Draht-EDM umgeht: Elektrodenherstellung
Für einen einfachen Hohlraum reicht eine Senker-EDMelektrode von Graphit im Wert von 1 TP4T200-$500 bis zur Maschine, wobei aufwändige Elektroden mehr kosten. Eine komplexe Mehrfunktionselektrode mit engen Toleranzen beträgt 1 TP4T1.000-$2.000+. Wenn separate Vor- und Endbearbeitungselektroden erforderlich sind, da sie sich normalerweise in den genauesten Formhohlräumen befinden, verdoppeln sich diese Kosten. Draht-EDM gibt im Vergleich dazu $5-$30 in Draht pro Ablagerung aus, unabhängig von der Komplexität.
Dies macht die Wirtschaftlichkeit pro Teil einfach:
Auch die Kosten für Maschinenkapital unterscheiden sich: Zum jetzigen Zeitpunkt kostet eine Draht-EDM-Maschine der Mittelklasse $150.000-$350.000, während eine vergleichbare Senkmaschine $80.000-$200.000 kostet. High-End-CNC, das einen hohen Automatisierungsgrad ermöglicht (Auto-Threading-Drahtpakete, Roboter-Batteriewechsler für Senkkörper), verschiebt sich beide über $400.000. Wenn ein Shop eine Bewertung durchführt, überlegen Sie, ob Sie eine Menge EDMed-Teile verwenden werden. Wenn ja, vergleichen Sie Eigentumskosten Für mehrere Teile, die auf Ihren Teilemix und Ihre tatsächlichen Volumes verweisen.

Wenn Sie sich für Sinker Edm vs. Wire Edm in einer Anwendung entscheiden, gehen Sie diese drei Fragen durch:
1. Geht die Geometrie vollständig durch das Werkstück?
Wenn ja, wählen Sie Draht edm Es bietet engere Toleranzen, überlegene Oberflächenbeschaffenheit und geringere Kosten pro Stück (keine Elektrodenkosten) Es kann Profil in jedem leitfähigen Material bis zu 500 mm Dicke schneiden.
2. Benötigen Sie einen 3 D-Hohlraum, eine Blindtasche, eine Textur oder einen Hinterschnitt?
Wenn ja, wählen Sie Senker Nur Senker-EDM-Maschinen können dieses Merkmal herstellen Keine Draht-EDM-Maschinen können Geometrie erzeugen, die nicht durchgeht Hier ist der edm der klare Gewinner.
3. Wie hoch ist Ihr Produktionsvolumen?
Bei Einzelteilen und Prototypen vermeidet Draht-EDM den Elektroden-Overhead, bei Volumina 50+. Damit Senker funktioniert, amortisieren 50+ Teile mit gleichem Hohlraum und “wiederverwendbarer” Elektrode den Elektroden-Overhead und dessen erhöhte MRR verkürzt die Zykluszeit Viele Shops, die beide Organe betreiben, leiten darauf aufbauend Aufträge.
Die einfachste Antwort darauf, ob der edm die Edelstahlbearbeitung Die Aufgabe besteht darin, dass sowohl Draht- als auch Senkungs-EDM dies in jeder der Edelstahlqualitäten 304, 316 und 17-4 Ph erreichen können. Härte und Korrosionsbeständigkeit können ignoriert werden: Durch die elektrische Entladungsbearbeitung wird Material mit thermischen und nicht mit mechanischen Mitteln entfernt.
Die Elektrode ist der größte Differenzierer zwischen Draht-EDM und Senker-EDM, die Art der Geometrie, die sie erzeugen, ist der zweitgrößte Unterschied Draht-EDM verwendet einen kontinuierlich gespeisten feinen Draht, um 2 D-Profile in der vollen Dicke des Werkstücks zu schneiden Sinker EDM verwendet eine kundenspezifische Elektrode, die in das Werkstück eintaucht, um 3 D-Blindhohlräume, Texturen und Konturen zu erzeugen Draht-EDM schneidet durch, Senker schneidet ein
Draht EDM ist präziser USICHJIMOPa Draht edm Maschine wird Toleranz von 0,0025 mm (0,0001 in) halten und wird auf Ra 0,1 m Oberflächenfinish schneiden Sinker Maschinen sind typischerweise im Bereich von 0,005-0,025 mm und Ra 0,4-3,2 m Oberflächenfinish Da ein Draht kontinuierlich zugeführt wird, wird jede Variation des Elektrodenverschleißes minimiert, was zu einem Vorteil für Draht EDM in der Dimensionskontrolle führt.
Es ist technisch möglich, dass eine Platinenkante durch die volle Dicke eines Werkstücks gedrückt werden kann. Es ist jedoch nicht praktikabel: Die Elektrode verschleißt während des Prozesses, Standorte und Abmessungen variieren mit der Tiefe und tiefe Durchschnitte fordern die Elektrodenspülung heraus Elektroden sind für Durchgangsschneidevorgänge in voller Dicke konzipiert und speziell dafür gebaut.
Ganz einfach, Schweißdraht EDM und Senker EDM können alles elektrisch leitende Material schneiden Werkzeugstähle, Instrumentenstähle, Koststähle, Edelstähle, Titan, Inconel, Wolframcarbid, Kupfer, Aluminium, und alle ähnlichen Leiterkeramiken Also in Bezug auf die einfache Bearbeitbarkeit, wenn es ein Leiter ist, kann es bearbeitet werden Härte ist kein Thema, ein 64 HRC Werkzeugstahl kann mit der gleichen Leichtigkeit bearbeitet werden wie ein Weichaluminium, solange es ein Leiter ist Allerdings; Nichtleiter wie Kunststoffe, Glasurglas oder nichtleitende Keramik sind nicht EDM-bearbeitbar.
Das Beste, was ich im Allgemeinen sagen kann, ist, dass die Senker-EDM-Maschine eine höhere Rohstoffentfernungsrate (50-500 mm/min gegenüber 20-150 mm/min) und eine schnellere Massenentfernung hat, sodass sie effizienter ist, um eine grobe Form zu erzeugen. Allerdings können Sie die Arbeit erst dann wirklich formen, wenn Sie Stunden, wenn nicht Tage mit der Herstellung der Elektrode verbracht haben. Während ein Draht-EDM erst mit der Bearbeitung beginnen kann, wenn das Teil zuverlässig am Tisch befestigt werden kann, kann es sofort nach dem geladenen CNC-Programm beginnen. Abhängig vom Profil und zwangsläufig vom Detaillierungsgrad hat Draht-EDM im Allgemeinen eine schnellere Gesamtumlaufzeit für durchgeschnittene Profile.
Le-Creator bietet Draht-EDM, Senker-EDM und vollständige CNC-Bearbeitung mit Toleranzen bis 0,0001. Laden Sie Ihre CAD-Dateien für ein kostenloses Angebot hoch.
Holen Sie sich ein kostenloses Angebot CNC-Bearbeitungsdienste









