


Unterstützender, professioneller und kundenorientierter Service
Nehmen Sie Kontakt mit Lecreator Company auf
Von Prototypen bis hin zur Serienproduktion sind Sie bei uns genau richtig.


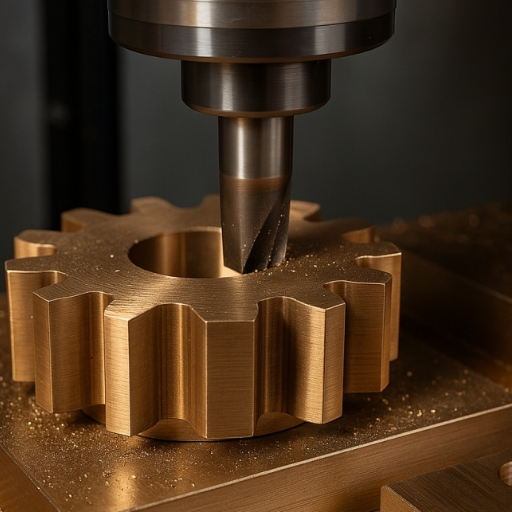
Das CNC-Fräsen von Messing ist ein sorgfältiger Prozess, der spezifische Parameter für die Bearbeitung mit einer richtigen Auswahl von Werkzeugen haben muss, um die richtigen Ergebnisse zu erzielen. Es muss darauf geachtet werden, unsere Maschine während der Arbeit nicht zu überhitzen. Ein gewisses Verständnis in Bezug auf die Schneidparameter der Maschine im Zusammenhang mit den Vorschubgeschwindigkeiten und die Spindelgeschwindigkeiten mit geeigneten Werkzeugen ist von entscheidender Bedeutung. Dies sind die Probleme, die Präzision, Geschwindigkeiten und Leistung bestimmen, wenn es um die Oberflächenglätte geht. Dieser Beitrag wird daher das Nötigste beim CNC-Fräsen von Messing erläutern und dann praktische Punkte liefern, die es Ihnen ermöglichen, die Maschineneinstellungen zu optimieren, damit die Aufgaben besser ausgeführt werden können, wie Sie die Qualität Ihres Fräses konsequent zu bestimmen.

CNC oder Computer Numerical Control Bearbeitung ist eine Art Fabrik-basierte Angelegenheit, die computerbetätigte Werkzeugmaschinen verwendet, um verschiedene physikalische Materialien von einer gewünschten Form und Größe zu schneiden und zu formen CNC-Werkzeugmaschinen, die von Programmen geführt werden, schneiden, Gesicht, bohren, fräsen, drehen, oder auf andere Weise das Material in fertige Teile oder andere Werkstücke formen Solche Materialien können Metall, Aluminium, Kunststoff, Holz, und so weiter Die Automatisierung und Detail einer CNC-Maschine ermöglichen eine supergenaue wiederholbare und kostengünstige Produktion.
Der CNC-Bearbeitungsvorgang beginnt mit der Produktion eines digitalen Designs, das mit CAD-Software (Computer-Aided Design) erstellt wurde. Als nächstes wird das Design häufig mithilfe von Computersoftware in G-Code umgewandelt. Der G-Code wiederum regelt die Bewegungen der Bearbeitungsrichtung, des Werkzeugs und der Schneiddaten. Da CNC-Maschinen mit geringem oder keinem menschlichen Eingriff arbeiten, ist die Wahrscheinlichkeit geringer, dass sie Fehler begehen und komplizierte Teile produzieren, die nicht manuell hergestellt werden können.
Die CNC-Bearbeitung gehört zu den beeindruckendsten Technologien der Fertigungswelt, es lässt sich nicht leugnen, dass die Technologie die Anlaufkosten schrumpfen lassen kann, geschweige denn einen Absatzmarkt zur Massenproduktion eines Produkts bieten kann.=fopen; base URL_IGNORE k Darüber hinaus geht insbesondere bei der CNC-Bearbeitung nichts falsch Wenn Pläne hundert Teile erfordern, um spezifische Toleranzen zu haben, dann werden alle, unabhängig von der Menge, den angegebenen Genauigkeitsniveaus standhalten Flexibilität, Konsistenz und Genauigkeit - deshalb verdient es einen solchen Platz in unserer modernen Fertigungswelt.
Die CNC-Bearbeitung von Messing nutzt Präzision, Effizienz und Materialvorteile: Sie ist eine bevorzugte Wahl unter den meisten aktuellen Herstellungsprozessen Diese Kupfer-Zink-Legierung zeichnet sich durch eine hervorragende Bearbeitbarkeit, Korrosionsbeständigkeit und elektrische Leitfähigkeit aus. Darüber hinaus machen diese Eigenschaften Messing zu einem geeigneten Material für eine Reihe von Anwendungen in Branchen wie Sanitär-, Automobil- und sogar elektronischen Anwendungen.
Die Synergie zwischen Messing als Werkstoff und CNC-Bearbeitungstechnologie fördert nicht nur die Präzisionsfertigung, sondern auch eine effiziente Produktion Angesichts der Aussicht auf eine unerbittliche Verbesserung der Qualität und Anpassungsfähigkeit sowie der Nachhaltigkeit bleibt die CNC-Messingbearbeitung ein zentraler Akteur, um den Wettbewerb in vielen Branchen voranzutreiben.
Aufgrund ihrer Eigenschaften wie Bearbeitbarkeit, Korrosionsbeständigkeit und Haltbarkeit werden in der CNC-Bearbeitung verschiedene Messinglegierungen verwendet. Diese Messingmaterialien sind in der Lage, eine Vielzahl von Serviceanforderungen zu erfüllen und ermöglichen so die Konstruktion und Produktion von Komponententeilen.
Dies sind die verschiedenen Arten von Messing, die hergestellt werden, um verschiedene Anforderungen in verschiedenen Industriesektoren in der CNC-Bearbeitung zu erfüllen. Mit mehr Eigenschaften und Eigenschaften, die sie industriell und zuverlässig in der Fertigung machen, zeigt ihr Verhalten, dass sie oft äußerst geeignete Legierungen für Arbeiten mit großer Toleranz sind.

Bei der Messingbearbeitung müssen Messinglegierung, Werkzeugmaterial, Spindelgeschwindigkeit und die Art der Oberflächenbeschaffenheit berücksichtigt werden, damit die Berechnung optimaler Vorschubgeschwindigkeiten durchgeführt werden kann. Die Vorschubgeschwindigkeit spiegelt das Tempo wider, mit dem sich das Schneidwerkzeug allmählich durch das Material bewegt, was erforderlich ist, um die Bearbeitung zu wecken und die Lebensdauer des Werkzeugs zu verbessern, Qualitätsunterschiede zu verringern usw.
Um die Berechnung durchzuführen, die für die Bestimmung der idealen Vorschubraten für die Messingbearbeitung erforderlich ist, muss zunächst die für Messing vorgesehene Schnittgeschwindigkeit bekannt sein. Dennoch unterscheidet sich diese stark je nach der spezifischen Messinglegierung, im Allgemeinen liegt sie bei Hochgeschwindigkeitswerkzeugen aus Stahl innerhalb von 300-500 (SFM).Für eine bessere Anwendung können, wie bei Hartmetallwerkzeugen, höhere Schnittgeschwindigkeiten angesehen werden. Die Spindelgeschwindigkeit wird daher nach der Formel berechnet:
Spindelgeschwindigkeit (RPM) = (Schneidgeschwindigkeit × 12) / (Unten × Werkzeugdurchmesser)
Sobald sie die Spindelgeschwindigkeit kennen, berechnet der Maschinist die Vorschubgeschwindigkeit aus dem messingspezifischen FPT. Formel zur Bestimmung der Vorschubgeschwindigkeit lautet wie folgt:
Futterrate (IPM) = Spindelgeschwindigkeit (RPM) × Anzahl Flöten × Feed per Tooth (FPT)
Wenn nicht von der konservativen Vorschubrate einen solchen Wert annehmen, muss dieser Wert angepasst werden, basierend auf der Funktionsweise des Werkzeugs, der Teilequalität und den Maschinenfähigkeiten. Im Gegenteil, da einige Endbearbeitungsschnitte die Werkzeuglebensdauer missbrauchen könnten, um die erforderliche Endbearbeitung, esoterische Komponenten und Maschinenkenntnisse zu erreichen, ist ein gutes Urteilsvermögen darauf ausgerichtet, die Produktivität Hand in Hand mit Konsistenz zu steigern.
Vorschubraten, die von vielen unverzichtbaren modalen Faktoren abhängig sind, markieren die Primzahl für die Betriebsleistung und Feinbearbeitung. Der Materialtyp wäre der allererste entscheidende Faktor. Bei weicheren Materialien wie Aluminium könnten die Vorschubraten höher sein als bei härteren Materialien wie Edelstahl oder Titan, wobei sie möglicherweise niedriger gehalten werden, um ernsthaften Werkzeugverschleiß zu vermeiden und die Bearbeitungsgenauigkeit aufrechtzuerhalten.
Es gibt noch einen Faktor, der bei der Auswahl der Vorschubgeschwindigkeiten Kompromisse verursacht: Schneidwerkzeuggeometrie Die Rillen, die Geometrie und das Material des Werkzeugs bestimmen insgesamt, wie es am Werkstück funktioniert Werkzeuge, die für eine hocheffiziente Bearbeitung vorgesehen sind, unterstützen höhere Vorschubgeschwindigkeiten, während bestimmte empfindliche und Spezialwerkzeuge möglicherweise eine herabgestufte Geschwindigkeit erfordern, um sie lebensfähig zu halten.
Letztendlich spielen auch die Fähigkeiten der Maschine eine bestimmte Rolle Steifigkeit, PS, Genauigkeit der Maschinenteile begrenzen die maximal erreichbare Vorschubgeschwindigkeit Im Allgemeinen müssen je älter eine Maschine ist oder mit der geringeren Steifigkeit, desto mehr kleine Vorschubraten nachlassen, um die Teilgenauigkeit zu garantieren und Maschinendehnungen zu vermeiden CNC-Bearbeitungssysteme, die fortschrittlich sind, werden in der Lage sein, größere Vorschubraten bei gleicher Präzision und Wiederholbarkeit zu ermöglichen.
Umdrehungen pro Minute (RPM) dienen als wesentliche Metrik, die Maschinenbediener bei der Arbeit mit Messingmaterialien beurteilen müssen Die Drehzahleinstellung steuert die Drehzahl der Spindel und des Schneidwerkzeugs, was sich direkt auf die Bearbeitungsprozessergebnisse für Qualität, Präzision und Betriebsproduktivität auswirkt. Die richtige Drehzahlauswahl ermöglicht eine optimale Schneidleistung bei gleichzeitiger Verringerung von Werkzeugschäden und dem Schutz der Integrität des Werkstücks.
Um die richtige Drehzahl für die Messingbearbeitung zu bestimmen, müssen die Bediener die richtige Schnittgeschwindigkeit festlegen Die Schnittgeschwindigkeit beschreibt die Geschwindigkeit, mit der sich die Schneidkante über die Materialoberfläche bewegt, die Industriestandards mit Fuß pro Minute (FPM) und Metern pro Minute (MPM) messen.Die folgende Formel ermöglicht es Benutzern, die Drehzahl auf der Grundlage dieses Werts zu berechnen:
RPM = (Schneidgeschwindigkeit × 12) / (Unten × Tool Diameter)
Der Begriff “Werkzeugdurchmesser” beschreibt die tatsächliche Größe des Schneidwerkzeugs, während “Rücklauf” (pi) ungefähr 3,1416. Die Berechnung garantiert, dass die Maschine mit einer geeigneten Geschwindigkeit arbeitet, die sowohl dem Messingmaterial als auch den Werkzeuganforderungen entspricht.
Die Messingbearbeitung im richtigen Drehzahlbereich führt zu höheren Produktivitätsniveaus, die zu einheitlichen Arbeitsergebnissen führen. Der Prozess führt zu ineffizienten Schneid- und Unterflächenergebnissen, wenn Bediener die Drehzahl unter optimale Werte setzen, während übermäßige Drehzahlwerte zu einer schnellen Werkzeugverschlechterung führen. Die richtige Drehzahlauswahl ermöglicht es Maschinisten, qualitativ hochwertige Ergebnisse zu erzielen und gleichzeitig die Lebensdauer des Werkzeugs zu erhalten und während der Messingbearbeitung maximale Betriebskapazität zu erreichen.
Die Spindelgeschwindigkeit fungiert als wichtiges Bearbeitungselement, das festlegt, wie schnell sich das Schneidwerkzeug und das Werkstück drehen. Die Berechnung der optimalen Spindelgeschwindigkeit liefert sowohl Messgenauigkeit als auch eine längere Lebensdauer des Werkzeugs. Die gebräuchlichste Formel für die Berechnung der Spindelgeschwindigkeit lautet:
Spindelgeschwindigkeit (RPM) = (Schneidgeschwindigkeit × 4) / Durchmesser
Die Schnittgeschwindigkeit gibt die entsprechende Betriebsgeschwindigkeit an, die Materialspezifikationen in Fuß pro Minute (ft/min) oder Meter pro Minute (m/min) bereitstellen.Der Durchmesser gibt den Werkstück- oder Werkzeugdurchmesser an, der vom spezifischen Bearbeitungskontext abhängt. Es wird in Zoll oder Millimetern gemessen. Die Formel kann in metrischen Systemberechnungen wie folgt ausgedrückt werden
Spindelgeschwindigkeit (RPM) = (Schneidgeschwindigkeit × 1000) / (Unten × Durchmesser)
Angenommen, Sie bearbeiten Messing mit einer empfohlenen Schnittgeschwindigkeit von 300 ft/min und dem Durchmesser des Werkstücks beträgt 2 Zoll. Die Standardformelberechnung ergibt folgende Ergebnisse:
Spindelgeschwindigkeit (RPM) = (300 × 4) / 2 = 600 RPM
Diese Berechnung liefert die optimale Spindeldrehung in Umdrehungen pro Minute, um konsistente und effiziente Messingbearbeitungsergebnisse zu erzielen. Die Anwendung dieser Formeln ermöglicht es Maschinisten, präzise Spindelgeschwindigkeiten zu finden, die die Haltbarkeit des Werkzeugs verbessern und die Arbeitsergebnisse verbessern, während sie gleichzeitig die vollständige Betriebseffektivität aufrechterhalten. Die besten Ergebnisse erfordern von Benutzern, dass sie Schnittgeschwindigkeitstabellen überprüfen, die für bestimmte Materialien gelten, und gleichzeitig beurteilen, wie sich Faktoren wie die Anwendung von Kühlmittel auf die Leistung auswirken.
Mit dem Schmatz von Messing, der durch Steifigkeit herumgerissen wird; das soll heißen, man bewegt sich frei Die spezifische Zusammensetzung von Messinglegierungen führt zu Veränderungen ihrer Eigenschaften wie Härte, Bearbeitbarkeit und Wärmeleitfähigkeit Bei der Bearbeitbarkeit warnen frei schneidende Messinglegierungen vor dem Schneiden mit hohen Geschwindigkeiten, sofern sie so geeignet sind, positive Bearbeitbarkeitsbeobachtungen durchzuführen; Allerdings weisen die härteren Legierungen eine unglaublich erhöhte Zugfestigkeit auf und müssen bei niedrigen Geschwindigkeiten geschnitten werden, um einen übermäßigen Verschleiß des Werkzeugs zu verhindern und das gewünschte Ergebnis auf verdorbene Weise aufrechtzuerhalten.
Das Schnittgeschwindigkeitskarton für die spezifische Legierung muss herangezogen werden, um die richtige Spindelgeschwindigkeit zu bestimmen, die die Diagrammwerte zur Berechnung der Spindelgeschwindigkeitsformel verwenden sollte. Weichere Messinglegierungen ermöglichen höhere Betriebsgeschwindigkeiten, härtere Legierungen benötigen jedoch reduzierte Geschwindigkeiten, um eine Überhitzung des Werkzeugs zu verhindern, die zu einem Geräteausfall führen kann. Die Geschwindigkeitsanpassung an die Materialanforderungen ermöglicht eine bessere Kontrolle über Probleme wie die Entstehung von Grat, Werkzeugschäden durch Absplittern und Probleme mit der Oberflächenqualität.
Alle Aspekte des Betriebs müssen bewertet werden, da sie wichtige Faktoren enthalten Hartmetallwerkzeuge bieten Benutzern die Möglichkeit, mit höheren Geschwindigkeiten zu arbeiten als Hochgeschwindigkeitswerkzeuge aus Stahl, da Hartmetallwerkzeuge eine bessere Hitzebeständigkeit aufweisen. Eine ordnungsgemäße Kühlmittelanwendung ermöglicht eine Temperaturkontrolle, die zu einer besseren Werkstückqualität führt. Der Prozess der Überwachung dieser Parameter bringt zwei Vorteile mit sich, darunter die Aufrechterhaltung eines sicheren Betriebs und einer effizienten Bearbeitung bei gleichzeitiger Verlängerung der Lebensdauer der Werkzeuge über alle Messinglegierungsprozesse hinweg.

Das CNC-Fräsen von Messing erfordert Werkzeuge, die Präzision und Haltbarkeit sowie betriebliche Wirksamkeit bieten, um optimale Leistungsergebnisse zu erzielen. Zu den am häufigsten verwendeten Schneidwerkzeugen für die Messingbearbeitung gehören Hartmetallwerkzeuge und Hochgeschwindigkeitswerkzeuge aus Stahl sowie diamantbeschichtete Werkzeuge. Die drei Optionen bieten unterschiedliche Eigenschaften, die sie für den Betrieb unter bestimmten Herstellungsbedingungen geeignet machen.
Maschinenbauer bevorzugen Hartmetallwerkzeuge für die Messingbearbeitung, da die Werkzeuge sowohl außergewöhnliche Härte als auch Schutz vor Verschleiß und Hochtemperaturschäden bieten Die Werkzeuge bieten effiziente Leistung für Schneidvorgänge, die die Höchstgeschwindigkeit überschreiten, während sie ihre Schneidkapazität während des längeren Einsatzes in Produktionsumgebungen bewahren Hochgeschwindigkeits-Stahlwerkzeuge liefern eine angemessene Leistung für weniger anspruchsvolle Projekte, während sie weniger kosten als Hartmetallwerkzeuge, die mehr Haltbarkeit bieten.
Diamantbeschichtete Werkzeuge liefern sowohl präzise Schneidfähigkeiten als auch eine verlängerte Werkzeuglebensdauer, was sie ideal für komplexe Designs und anspruchsvolle Anwendungen macht. Die Produkte werden in der Regel zu höheren Preisen verkauft, da ihre Verwendung auf spezielle Aufgaben beschränkt ist, die extreme Präzision oder längere Werkzeuglebensdauer erfordern Die optimalen Ergebnisse für CNC-Fräsprojekte aus Messing hängen von zwei Designaspekten und einem Produktionselement ab, die vor der Auswahl der Schneidwerkzeuge bewertet werden müssen.
Das Auswahlverfahren zwischen Hartmetall und Schnellarbeitsstahl (HSS) für das CNC-Fräsen von Messing erfordert die Bewertung der Materialeigenschaften zusammen mit Anwendungsspezifikationen und Budgetbeschränkungen Die außergewöhnliche Härte zusammen mit der Verschleißfestigkeit von Hartmetallwerkzeugen macht sie für die Hochgeschwindigkeitsbearbeitung geeignet, da sie eine verlängerte Werkzeuglebensdauer ermöglichen, während Bediener unter anspruchsvollen Bedingungen präzise Schnitte vornehmen können Die Fähigkeit, extreme Bedingungen zu ertragen, zusammen mit einer genauen Schneidleistung machen Hartmetallwerkzeuge für Arbeiten geeignet, die sowohl Haltbarkeit als auch Genauigkeit erfordern.
Die Zähigkeit von HSS-Werkzeugen bietet eine wirtschaftliche Alternative zu Hartmetallwerkzeugen, die eine geringere Haltbarkeit bieten. Die Ausrüstung funktioniert am besten, wenn sie mit langsameren Geschwindigkeiten und in Situationen verwendet wird, in denen keine präzisen Ergebnisse und eine längere Lebensdauer der Ausrüstung erforderlich sind. HSS-Werkzeuge bieten budgetfreundliche Vorteile, da sie leicht geschärft werden können, was sie sowohl für regelmäßige Bearbeitungsaufgaben als auch für die Arbeit mit weniger komplizierten Materialien und Designprojekten geeignet macht.
Die Anforderungen des Projekts bestimmen, ob Hartmetall oder HSS als überlegene Materialwahl steht In Fällen, in denen Leistungsanforderungen und teure Konstruktionsspezifikationen eine hohe Genauigkeit während der gesamten Zeit des Geräteeinsatzes erfordern, werden Hartmetallwerkzeuge die beste Wahl Das Projekt erfordert Standardbearbeitungsvorgänge mit HSS, da es eine geeignete Leistung zu einem wirtschaftlichen Preis liefert Die beste Werkzeugmaterialauswahl für Projektanforderungen führt zu optimalen Ergebnissen durch den Projektbewertungsprozess.

Es ist notwendig, die richtige Bearbeitungsstrategie für die Messingbearbeitung zu wählen, da Messing unterschiedliche Eigenschaften aufweist. Das liegt daran, dass Messing eine Metallstange mit weichen Eigenschaften ist, die korrosionsbeständig ist und die Herstellung vieler Artikel ermöglicht. Um die Maschinenpräzision, die Leistungseffizienz und die Oberflächengüte zu erhöhen, muss der Bearbeitungsprozess verfolgt werden.
Erstens dient die Hochgeschwindigkeitsbearbeitung als erfolgreichste Bearbeitungsmethode für Messing, da diese Methode Messing mit hohen Geschwindigkeiten schneidet, ohne die Werkzeuge zu beschädigen. Die Verwendung scharfer Werkzeuge, die den richtigen Schnittwinkeln entsprechen, sorgt für eine effektive Materialentfernung, die sowohl das Graben als auch die Werkzeugauslenkung reduziert. Die ordnungsgemäße Bearbeitung von Messing erfordert, dass die Bediener spezifische Vorschubgeschwindigkeiten und Geschwindigkeiten beibehalten, die ihren Bearbeitbarkeitseigenschaften entsprechen, da diese Methode optimale Ergebnisse liefert und gleichzeitig die Werkzeugleistung schützt.
Zweitens verbessert die Auswahl des geeigneten Kühl- und Schmiersystems die Bearbeitungsleistung weiter. Messingschneidevorgänge erzeugen nur minimale Wärme, was Kühlmittel überflüssig macht, aber dennoch dazu beiträgt, die Haftung des Werkzeugmaterials zu verringern und gleichzeitig die Konsistenz der Oberflächenbeschaffenheit aufrechtzuerhalten. Die betriebliche Effizienz und Qualität der Messingkomponenten erreicht ihren höchsten Punkt durch die Kombination aus regelmäßiger Werkzeugwartung und etablierten Bearbeitungsverfahren, die den Bedienern helfen, Projekterfolge zu erzielen.
Die Messingbearbeitung erfordert eine optimale Oberflächenbeschaffenheit, um sowohl funktionale als auch ästhetische Anforderungen zu erfüllen Die Glätte und Qualität der Oberfläche beeinflussen direkt die Leistung von Komponenten in Anwendungen, die hohe Präzision und zuverlässigen Betrieb erfordern Die endgültige Oberflächenbeschaffenheit eines Materials hängt von drei Faktoren ab, zu denen Werkzeugschärfe sowie Schnittgeschwindigkeit und Vorschubgeschwindigkeit gehören.
Die Werkzeugschärfe ist wichtig, da stumpfe Werkzeuge raue Oberflächen erzeugen, die mehr Wärme erzeugen, die das Material beschädigen kann. Eine gleichmäßige und moderate Schnittgeschwindigkeit sorgt für eine gleichmäßigere Verarbeitung, da sie Oberflächenunregelmäßigkeiten reduziert. Der Prozess zur Anpassung der Vorschubgeschwindigkeit hilft den Bedienern, das richtige Gleichgewicht zwischen Materialentfernung und Oberflächenqualität zu finden, was zu weniger Fehlern bei der Werkzeugmarkierung führt.
Die Wartung und Inspektion von Werkzeugen zusammen mit richtigen Bearbeitungstechniken bilden die wichtigsten Voraussetzungen für die Erzielung einer hochwertigen Verarbeitung. Bediener sollten auch die Verwendung von Kühl- oder Schmiermitteln in Betracht ziehen, auch wenn dies für Messing nicht unbedingt erforderlich ist, da sie die Haftung des Materials an den Werkzeugen weiter minimieren und die Konsistenz des Oberflächenbilds aufrechterhalten können. Maschinenbauer können diese Praktiken nutzen, um Messingkomponenten herzustellen, die alle erforderlichen Standards für Funktionalität und Design erfüllen.
Die Ausführung von Nachbearbeitungsprozessen legt das ästhetische Erscheinungsbild und die funktionellen Fähigkeiten fest, die Messingteile erreichen müssen. Der Entgratungsprozess dient als Standardverfahren, das alle scharfen Kanten und Grate eliminiert, die nach dem Bearbeitungsprozess verbleiben. Der Prozess kann durch manuelle Ablageverfahren oder durch automatische Systeme mit Taumel- und Vibrationsveredelungstechniken durchgeführt werden. Entgratungsvorgänge verbessern sowohl die Sicherheit der Handhabung des fertigen Produkts als auch die Betriebskapazität des Fertigungsverfahrens des fertigen Produkts.
Der Prozess der Oberflächenreinigung und - polierung fungiert als lebenswichtiges Verfahren zwischen den Vorgängen. Der Reinigungsprozess wird notwendig, um alle Ölrückstände und Oxidation sowie alle anderen Verunreinigungen zu beseitigen, die nach Ende des Bearbeitungsprozesses vorhanden sind. Der Reinigungsprozess erfordert entweder chemische Reinigungslösungen oder Ultraschallreinigungsmethoden entsprechend dem Grad der Komplexität, der in der Messingkomponente besteht. Der Polierprozess zielt darauf ab, eine glänzende reflektierende Oberfläche zu erzeugen, die die visuelle Attraktivität des Bauteils erhöht. Der Prozess kann durch mechanische Methoden oder durch Elektropolieren durchgeführt werden, was zu einem raffinierteren Ergebnis führt.
Industrieanlagen verwenden Schutzbeschichtungen, um ihre Korrosionsbeständigkeit und ihre Fähigkeit, Verschleiß standzuhalten, zu verbessern Die Industrie setzt üblicherweise auf Vernickelung und Verchromung als ihre Standardbeschichtungsmethoden Lackieren von Messingteilen bietet eine wirksame Lösung, um ihren ursprünglichen Glanz zu sichern und gleichzeitig Schutz vor Anlaufen zu bieten Maschinenbauer setzen diese Nachbearbeitungsverfahren ein, um Messingkomponenten für eine längere Betriebsdauer vorzubereiten, während sie Produkte liefern, die hohe Qualitätsanforderungen erfüllen.
A: Messing CNC Fräsen nimmt Messingmaterial und fräst es auf Präzision durch computer-numerisch gesteuerte Maschinen Messing wird aufgrund seiner sehr guten Bearbeitbarkeit, hohen Dimensionsstabilität, guten Korrosionsbeständigkeit und attraktiven Aussehen oft verwendet Dies macht Messing gut für das Leben im Freien Messing CNC Fräsen ist eine gängige Bearbeitungsmethode, die verwendet wird, wenn Hardware, Armaturen, Instrumente und dergleichen geformt werden müssen.
A: Das CNC-Fräsen aus Messing bietet hohe Präzision, Wiederholbarkeit und die Fähigkeit, Teile mit komplexen Geometrien und engen Toleranzen zu erstellen. Vergleicht man es mit der manuellen Bearbeitung, bringt CNC mehrere Vorteile mit sich: geringere Fälle menschlichen Versagens und höhere Effizienz. Messing, das häufig bei der Herstellung von Präzisionsteilen verwendet wird, hat einen Auflösungsvorteil sowie die Garantie einer guten Oberflächenbeschaffenheit; Die Herstellung perfekter Gewinde, Bohrungen und Profile beweist, dass das CNC-Fräsen umso nützlicher ist.
A: Standard-Messinglegierungen, die für das CNC-Fräsen verwendet werden, sind C360 (freibearbeitetes Messing), C260 (Patronenmessing) und C464 (Marinemessing).C360 verdankt seine Beliebtheit einer guten Spankontrolle und Formbarkeit. Anwendungserfahrung leitet den Maschinisten bei der Auswahl des C-applizierbaren - entsprechend der gewünschten Festigkeit, Korrosionsbeständigkeit und Optik.
A: Für das Fräsen von Messing sind scharfe Wolframcarbid oder Hochgeschwindigkeitsstahl mit guten Beschichtungen gut für das Schneidwerkzeug. Wenn Sie einen Bereich nahe der Mitte bis zu niedrigeren Geschwindigkeiten einhalten, ist der Chip immer in Bewegung; Für eine gute Spanentfernung verwenden Sie gerade genug Schnitt; Halten Sie die Schnitttiefe und Spindelgeschwindigkeit im Verhältnis zur Legierung und zum Werkzeugdurchmesser in Schach. Da die Ästhetik bei der Messinganwendung eine wichtige Rolle spielt, ist es nützlich, sicherzustellen, dass die Oberfläche des Endprodukts gut ist und daher benötigt wird, um aus feinen Schnitten eine gute Oberflächenbeschaffenheit zu erzielen.
A: Ja. Messing ist weicher als Stahl und daher MUSS der Druck um die Klemme verteilt werden, um eine Verformung des Messings zu vermeiden Weiche Backen mit durchdachten dedizierten Vorrichtungen oder Opferplatten sind gute Möglichkeiten, die Merkmale zu schützen Eine sichere Vorrichtung reduziert auch Vibrationen und trägt zur Gewährleistung der Genauigkeit bei, was wirklich entscheidend ist, da Messing üblicherweise für Präzisionskomponenten mit kleinen Toleranzgriffen verwendet wird.
A. Sie ist hauptsächlich abhängig vom Verwendungszweck des zuordenbaren Abschnitts, wobei die Oberflächenbeschaffenheit bei CNC-Messingfrästeilen üblicherweise sehr gut ist, und die Nachbearbeitung umfasst immer Entgraten, Polieren oder Plattieren/Passivieren, eine Legierung mit vielen markanten polierten Zierteilen zu sein, ist der Grund, warum viele Anwendungen von Messing eine Schweißpolierung oder eine Chrom/Nickel-Beschichtung erfordern, um bei Bedarf einen besseren Glanz und Rostschutz zu gewährleisten.
A: Die Probleme könnten mit Geschwätz, Aufbau auf Kantenwerkzeugen, schlechten Oberflächen und wahllosen Bearbeitungsprozessen zusammenhängen. Eine gute Möglichkeit, dies zu gewährleisten, ist die Optimierung der Werkzeuggeometrie, -geschwindigkeit und -zuführung. Achten Sie auf die Kühlanwendung bei diesen Maschinen. Eine weitere vorbeugende Maßnahme wäre, sicherzustellen, dass Arbeitshalterungsaufbauten und Werkzeugwegstrategien Vibrationen vermeiden. Da Messing hauptsächlich in Präzisionskomponenten verwendet wird, sind routinemäßige Werkzeuginspektionen und Prozesskontrollen ein Muss.
A: Sowohl für die Anfangsstufe als auch für die Produktion kann es durchaus kostengünstig sein, es ist eine Reduzierung der Rüstzeit und der Werkzeugkosten durch Stanzen und Gießen in kleineren Auflagen, bei größeren Auflagen kann die Betonung der Automatisierung und optimierte Taktzeiten zu einer Kostenreduzierung für jedes Teil führen Je nach CNC-Streckmerkmal und Kapazitätsgrenze wird Messing von der Technik bis zur Automobilindustrie eingesetzt, wo das CNC-Fräsen aus Prototypenmengen erweitert werden kann, und in mittleren Maßstäben mit Qualitätsgefühl.
CNC-Bearbeitung am Mohawk Valley Community College
In dieser Ressource geht es um die Bearbeitung von Eisen- und Nichteisenmetallen, einschließlich Messing, in einer voll ausgestatteten Maschinenwerkstatt.
Lesen Sie hier mehr
Messing-CNC-Bearbeitung: Präzisionslösungen für jede Branche
Eine detaillierte Anleitung zu den Vorteilen der CNC-Bearbeitung aus Messing, einschließlich Bearbeitbarkeit, Werkzeugverschleiß und Oberflächenbeschaffenheit.
Lesen Sie hier mehr
4-Achsen-Fräsen am Digital Fabrication Lab der University of Texas
Informationen zu fortschrittlichen CNC-Frästechniken, einschließlich der Verwendung von Tischfräsmaschinen.
Lesen Sie hier mehr









