


Serviço de suporte, profissional e focado no cliente
Entre em contato com a Lecreator Company
Desde protótipos até produção em grande escala, nós temos tudo o que você precisa.


Um swiss (suíço) também chamado de torno de cabeçote deslizante ou torno tipo swiss (torno deslizante) é um torneador CNC construído para produzir peças de pequeno diâmetro e alta precisão que desviariam e falhariam em um torno convencional O estoque de barras avança através de uma bucha guia de precisão-terra enquanto ferramentas de corte estacionárias trabalham dentro de frações de uma polegada desse ponto de suporte O resultado: tolerâncias tão apertadas quanto 0,0001 em peças com relações comprimento-diâmetro que um torno de cabeça fixa simplesmente não consegue gerenciar.
Este guia aborda como os tornos suíços funcionam mecanicamente, o que os separa dos centros de torneamento CNC padrão, especificações técnicas, materiais compatíveis, as cinco marcas líderes e uma estrutura de decisão prática para determinar quando a usinagem suíça é a escolha certa para as peças do Lecreator Serviços de usinagem CNC inclua torneamento do tipo suíço para aplicações médicas, aeroespaciais e industriais de precisão.
Especificações rápidas: torno suíço
| Faixa de diâmetro do estoque da barra | 2 mm 38 mm (modelos de produção padrão) |
| Tolerâncias alcançáveis | ±0,001″.0001″0,00 |
| Contagem de eixos | 7 13 eixos. 25 em tornos CNC convencionais) |
| Razão máxima L:D | Até 20:1 sem deflexão |
| Refrigerante primário | Óleo de lubrificação, menor capacidade térmica |
| Tipo de cabeçote | Deslizar a peça avança ao longo do eixo Z em ferramentas estacionárias |
| Exigência de estoque de barras | estoque de aterramento SMQ (Qualidade da máquina de parafuso) para modo de bucha guia |
A história do torno suíço remonta à década de 1870, quando o relojoeiro Jakob Schweizer, na Suíça, projetou um torno com cabeçote deslizante para resolver um problema que definia a fabricação de precisão na época: como produzir eixos finos e delgados para relógios de bolso sem a peça chicoteando fora- eixo em altas velocidades do fuso Os tornos convencionais da era fixaram a peça de trabalho no local e moveram a ferramenta fina para peças curtas e rígidas, mas inúteis para as delicadas hastes e mandris que um relógio mecânico exige.
A solução de Schweizer foi alimentar o estoque de barras através de uma bucha guia bem ajustada e deslizar o cabeçote ao longo do eixo Z, avançando material fresco à medida que cada seção usinada se libertava As ferramentas de corte permaneciam fixas; a peça de trabalho se movia.
Isso manteve o corte de ação dentro de uma fração de polegada do ponto de suporte da bucha guia (em inglês: guichê) eliminando a saliência cantilever que causou deflexão Dentro de uma década de sua introdução, o conceito havia se espalhado pela correia relojoeira da Suíça, tornando os tornos automáticos um dispositivo elétrico padrão no estilo suíço de fabricação de máquinas de parafusos de precisão Na década de 1960, com sistemas de controle CNC tornando práticos programas multieixos, tornos do tipo suíço haviam entrado na fabricação industrial muito além da relojoaria.
A máquina suíça CNC de hoje opera exatamente com o mesmo princípio patenteado pela Schweizer, ampliado para produção multi-Every swiss-type CNC lathe (Torno CNC de tipo suíço), desde uma unidade compacta de mesa até uma produção completa de tornos CNC de tipo suíço (CNC lathes), compartilha duas características estruturais: o cabeçote deslizante que avança a peça de trabalho ao longo do eixo Z, e a bucha guia (Bucha guia) incluindo pinças endurecidas e buchas de furo de precisão (Curthing) que suporta a peça de trabalho no ponto de corte.
Todo o resto (em torno do subfuso, da placa de ferramentas da gangue, do alimentador de barras, dos eixos de ferramentas energizados) é construído, tornando esse mecanismo central mais rápido, mais capaz e mais autônomo.
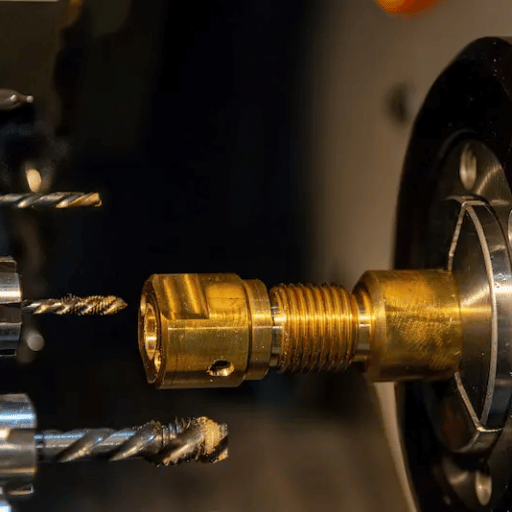
O ciclo operacional em um torno do tipo suíço segue uma sequência repetida.
Um alimentador de barra servo-conduzido carrega um comprimento de 12 pés de estoque de barra na máquina A barra passa através da pinça do cabeçote deslizante e se estende através da bucha guia para a zona de corte O fuso gira a barra em RPM alta enquanto o conjunto do cabeçote collet e todos os avanços (alt) ao longo do eixo Z.
As ferramentas de corte são montadas em placas de gangues estacionárias ou torres posicionadas imediatamente na frente da bucha guia, trabalhando a peça de trabalho à medida que ela se alimenta delas.
Isso é uma inversão fundamental da premissa normal do torno Em um torno CNC convencional, você mantém a peça de trabalho imóvel e a ferramenta viaja ao longo de seu comprimento Com um torno suíço, você mantém as ferramentas de corte e o slide suíço de backworking fixo no espaço em relação à bucha guia, enquanto a peça de trabalho alimenta através da bucha guia (que parece algo como uma pinça longa) no ponto de cortes O suporte vem do sistema de bucha guia (posicionado apenas 0.020) atrás da borda de corte 008″ eliminando a saliência que causa deflexão da peça de trabalho em um torno de cabeça fixa, não importa quanto tempo a peça acabada seja.
A maioria dos modelos mais recentes e populares incluem uma configuração de fuso duplo Depois de cortar a sequência de usinagem do lado frontal em uma peça, o sub-fuso puxa a peça para fora da barra com uma ferramenta de corte e executa qualquer perfuração do lado traseiro, fresagem, rosca-rolamento ou operações de chanfradura na extremidade da peça de trabalho que anteriormente estava presa na pinça do fuso principal, enquanto simultaneamente alimentava a matéria-prima da peça nova através da bucha guia e em posição para o ciclo do lado frontal Após o trabalho de trás, o sub-fuso libera a peça e ela cai em uma bandeja de coleta Com esses modelos, o ciclo de uma peça acabada é concluído, e o lado frontal de uma nova peça é iniciado Nenhuma intervenção do operador é necessária durante todo o ciclo.
No entanto, para aproveitar ao máximo a saliência curta sem suporte que o slide da ferramenta pode fornecer nos mais novos modelos suíços, eles geralmente podem ser equipados sem bucha guia (também conhecida como modo “chucker”).Quando uma peça não tem muito L/Da, um padrão geralmente aceito é que as peças tenham um L/D de 3:1 ou menos quando executadas sem bucha guia - não há cantilever de ferramenta suficiente e extensão de peça para que esse tipo de problema de saliência surja. “Viramos as peças 30 ou 40 vezes o nosso diâmetro, a” diz um engenheiro de vendas de um fabricante líder, “mas se elas forem executadas em alta velocidade sem suporte, e se puxarmos a bucha, isso anula o propósito de comprar um torno suíço.”
Buchas guia são rotativas ou estacionárias O tipo fixo (estacionário) é necessário quando a máxima precisão (±0,0005″ ou mais apertada) é obrigatória, enquanto buchas guia rotativas são a escolha mais comum para o trabalho normal de produção, evitando que a bucha guia de aço arranque o estoque vivo à medida que gira Buchas guia estacionárias podem ser usadas em aplicações especiais onde as tolerâncias são 0,0005 e o suporte de trabalho extremamente rígido deve ser garantido eliminando toda a folga rotativa na bucha guia As buchas guia rotativas giram junto com a barra nos rolamentos.
Nota de Engenharia & SMQ Guia Bucha e estoque
SMQ-Screw Machine Quality-ground bar stock é necessário ao executar uma máquina no modo de bucha guia Use apenas o estoque de barra SMQ, uma vez que o estoque acabado a frio oscilará em altas velocidades, resultando em acabamento e dimensões inconsistentes e vida útil reduzida da bucha guia Execute o ID do furo da sua bucha guia dentro de 0,0002″ do estoque de barra OD (,4375 bar com uma bucha guia 0,4375).Se o diâmetro da sua barra for superior a “, certifique-se de alimentar a barra diretamente antes do carregamento; barra reta e limpa elimina problemas de vibração e evita falhas dimensionais dentro da bucha A bucha guia é aterrada dentro de 0002” ID.

Ao comparar máquinas suíças c a um torno padrão, ambos os tipos de máquinas torneadas podem produzir peças torneadas com tolerância apertada mas conseguem isso com abordagens de design fundamentalmente diferentes Comparadas às convencionais, as máquinas do tipo suíço priorizam precisão e eficiência em geometria delgada e alta L: D; os centros de torneamento convencionais são melhor combinados com trabalhos curtos e de grande diâmetro A escolha certa depende da geometria da peça e do perfil de volume, não simplesmente do alvo de tolerância Para entender uma perspectiva mais ampla da seleção do processo CNC, consulte nosso guia intitulado Escolhendo entre Fresagem CNC e Torneamento CNC.
| Dimensão | Torno Suíço (Cabeço Deslizante) | Torno CNC Convencional (Cabeça Fixa) |
|---|---|---|
| Cabeçote | Desliza ao longo do eixo Z; a peça avança em ferramentas | Fixo; a ferramenta de corte atravessa o comprimento da peça |
| Bucha guia | Apresentar peça de trabalho 0,020″ 0,00″ a partir do ponto de corte. | Ausente peça de trabalho em balanço do mandril |
| Contagem de eixos | 7 eixos 3 (operações simultâneas multieixos) | 2 eixos (operações sequenciais, são necessárias mais configurações) |
| Capacidade L:D | Até 20:1 sem deflexão | Os problemas de deflexão começam acima da proporção L: D de 4:1 |
| Tipo de refrigerante | Óleo (de óleo) lubrificação, reduz o desgaste da ferramenta | Emulsão à base de água melhor dissipação de calor |
| Tempo de ciclo (peças complexas) | Os eixos Faster são executados simultaneamente por passagem | Mais lento, cada operação é executada sequencialmente |
| Exigência de estoque de barras | SMQ/estoque de terra necessário para o modo de bucha guia | Barra acabada a frio padrão aceitável |
Nenhuma das máquinas tem a borda na outra Ambas são a ferramenta apropriada para um determinado conjunto de perfis de geometria e volume Um torno suíço tem a borda sobre um CNC de cabeça fixa convencional se: relação L: D for maior que 3:1.
Tolerância entre 0,0005 e 0,0001. geometria da peça mistura recursos torneados e fresados volume de produção justifica o maior tempo de configuração.
Uma máquina CNC de cabeça fixa convencional tem a vantagem sobre uma suíça se: Diâmetro está acima de 38 mm Geometria é tipo curto stabby onde o suporte da bucha guia é desnecessário Trabalho de baixo volume de volta rápida.
Caso contrário, a bucha guia não tem vantagem na deflexão se a peça for curta o suficiente para ser mantida de forma estável na máquina sem.
Ao enviar sua Solicitação de Cotação ou colocar uma peça a ser verificada para Design for Manufacturing (DFM) para máquinas suíças, o conhecimento dos parâmetros de tolerância desejados e faixas para sua peça torneada seria muito mais útil do que as descrições gerais das tolerâncias de produção em modernas Máquinas CNC do tipo suíço está representado na tabela abaixo: Para chamadas de tolerância específicas de alumínio em peças torneadas, consulte tolerâncias de usinagem CNC de alumínio e padrões de rugosidade superficial para peças CNC.
| Parâmetro | Faixa/Valor | Notas |
|---|---|---|
| Diâmetro da barra (máx.) | 2 mm 38 mm | 32 mm mais comum; 38 mm nos modelos Tornos e Hanwha XD38 |
| Tolerância dimensional | ±0,001″.0001″0,00 | Requer estoque SMQ e bucha guia devidamente instalada |
| Relação L:D | 3:1 min → 20:1 máx | Abaixo de 3:1, o torno CNC convencional geralmente é suficiente |
| Contagem de eixos | 7 13 eixos | Multieixo simultâneo permite geometrias de peças complexas em uma configuração |
| Folga da bucha guia | ±0,0002″ ou melhor | Deve ser combinado com a barra OD para operação sem runout |
| Tempo de configuração | 1 8 horas | Mudança simples do diâmetro: ~ 1 hr; programa completo da multi-ferramenta: 4 hrs-~ 1 |
| Acabamentos típicos de superfície | Ra 0,00 (1. µm (166 3 μin) | O acabamento pós-usinagem muitas vezes não é necessário em peças pequenas torneadas na Suíça |
Nota de Engenharia SMQ Bar Stock
A barra SMQ é a tolerância produzida através de uma operação de desenho próxima que apresenta uma tolerância de diâmetro externo de +0,00/0,002 cerca de 2,5 X mais próxima do que a barra acabada a frio +/0,005. Uma oficina mecânica usando uma máquina para uma família de peças de aço inoxidável foi capaz de reduzir os ajustes da bucha guia no meio do percurso em mais de 801TP3 T quando mudou da barra acabada a frio para SMQ. Antes de ser carregado em uma máquina, todo o estoque de barras com excesso de diâmetro deve ser enviado através de uma prensa de endireitamento.
Barras desalinhadas tendem a criar vibrações, mudanças nas dimensões e encurtar a vida útil das buchas guia Tal estoque de barras de tolerância próxima, de um tipo formulado para máquinas suíças CNC, está disponível em produtores de aço como Carpenter Technologies, outras siderúrgicas especiais e centros de serviços de aço.
Compreender os benefícios da usinagem suíça (suíça) (em inglês) (em inglês) para qualquer valor onde adiciona custo em vez de custo, ela garante que o processo de seleção suíça seja o ponto de partida para qualquer decisão de balanceamento, isso você não especifica muito para receber menos custo Para aplicações envolvendo especificamente pequenos componentes de alumínio, consulte usinagem de parafuso suíço para pequenas peças de alumínio.
Vantagens
️ Limitações
Os chips de alumínio são relatados pelos praticantes de campo como o problema operacional #1 em máquinas suíças, chips longos e fibrosos se envolvem ao redor do estoque de barras e podem agarrar a bucha guia causando sucata e guiar a destruição da bucha no meio da corrida Lojas com altos volumes de peças de alumínio usam ciclos peck, refrigerante de alta pressão na ferramenta e oscilação de aprendizado servo mais moderna para fazer os chips quebrarem antes de se acumularem.
Os tornos suíços lidam com uma gama excepcionalmente ampla de materiais, desde latão macio, latão e alumínio, até titânio duro, todas as ligas e superligas de níquel cortados, ao mesmo tempo que fornecem acabamentos de superfície finaRa 0. 1.6 um (Ra 0.6 um) que reduzem ou eliminam a jusante operações de acabamento. Materiais compatíveis:
A usinagem suíça produz os componentes complexos que fazem os sistemas de alto risco funcionarem de acordo com as especificações Em indústrias como médica, aeroespacial e eletrônica, a usinagem de peças pequenas e delgadas para tolerâncias apertadas com precisão excepcional não é negociável Cada aplicação abaixo compartilha o mesmo perfil: geometrias complexas combinando torneamento e fresamento em uma única configuração, para peças intrincadas muito além da faixa de capacidade de um torno tradicional.
1. Medical 1. parafusos Bone, pinos cirúrgicos, conectores de cateter, implantes dentários, cabos neuroestimuladores. Material Titânio Grau 5, SS 316L, mantido com tolerâncias de 0,0002 polegadas ou mícrons. Dispositivo médico usinagem CNC para componentes implantáveis, é necessário um passo preciso e de múltiplas partidas da rosca em características de peças mantidas em mícrons durante uma produção de dezenas de milhares de peças - os tornos suíços fazem isso em um ciclo autônomo.
2. aerospace (aeroespacial) Acessórios para sistemas de combustível, carcaças de sensores, conectores hidráulicos, fixadores estruturais Ligas de titânio, Al 7075. produção para AS9100. os eixos simultâneos da usinagem suíça eliminam as transferências de acessórios que acumulam erro de posição através da usinagem convencional de várias configurações. Para contexto específico do material, consulte usinagem CNC aeroespacial.
3. eletrônicos & conectores (Conects), pinos coaxiais, micro-eixos, corpos de sensores, pinos de carcaça coaxiais (coaxial) (Coaxial) 3. micro-eixo, corpos de sensores, pinos de carcaça coaxiais 360, Al 6061. Diâmetro 2-8 mm. A tendência de hoje em miniaturização eletrônica está levando pinos de conector de 3 mm para baixo para 1,2 mm-um processo e tamanho onde apenas a usinagem suíça pode manter tolerâncias mais apertadas.
4. componentes automotivos & EV 3. agulhas do injetor do combustível, ABS sensor, EV motor eixo componentes, bateria gestão conector pinos 303, C018. transição para EV produção dobrou a demanda por máquinas suíças na produção de suas peças mais precisas - e também eles em volumes muito mais elevados.
5. relógio 5. eixo Gear, hastes de coroa, componentes de escape eixos de rotor, ligas de brass. diâmetro 0,3-4 mm. O trabalho mais desafiador de hoje para torneamento suíço: Produzir peças com tolerâncias apertadas em escala microscópica, assim como foi no século 19, quando a usinagem suíça foi pioneira pela primeira vez para produzir esses detalhes finos.
6. pinos de firearms, componentes de gatilho, peças de suporte de parafuso. Detentos de amortecedor de material 4140 aço cromólico, SS 17-4 PH. Os fabricantes de armas de fogo recorrem à usinagem suíça para atender às demandas de alta tolerância, pequeno diâmetro e peças redondas inerentes a muitos sistemas de braços pequenos.
Exemplo de caso: Produção de parafuso ósseo de titânio
Por exemplo, um fabricante de implantes ortopédicos com sede nos EUA em 2024 precisava aumentar a produção em parafusos ósseos de titânio grau 5 de 50.000 de nível médico, comprimento 4:1 a diâmetro e passo de rosca de 0,0002 polegadas de grau 5. Eles estavam enfrentando graves problemas de forma de rosca e escorregando para fora das especificações com os tornos CNC convencionais de 2 eixos durante o ciclo da rosca devido à deflexão da haste fina do parafuso Uma mudança para um Citizen L20 Swiss com a barra de titânio SMQ reduziu significativamente sua sucata de 3,2% para 0,4%, economizando $7.900 em resíduos de material por ano apenas nesta única peça, em um material de peça que custa cerca de $3,60 por peça. O custo de configuração para o suíço foi maior, mas era a única opção capaz de funcionar.
“As máquinas suíças da ”Today não se parecem em nada com os primeiros componentes virados na Suíça de quase 150 anos atrás, ainda assim seu nicho permanece o mesmo: o giro preciso da usinagem de pequeno diâmetro, forma minúscula e multieixos que é impossível com a usinagem convencional”

Cinco fabricantes fornecem a esmagadora maioria dos tornos suíços atualmente em produção em todo o mundo Cada um tem uma herança de engenharia distinta, arquitetura e foco de aplicação. Máquinas japonesas totalmente novas funcionam normalmente $200,000.$40,000 antes do alimentador de barras, ferramentas e instalação; as máquinas usadas de qualidade a partir de 201520 oferecem capacidade de tolerância comparável a cerca de um terço do preço.
| Marca | Origem | Barra Máx | Sistema Controle | Melhor ajuste |
|---|---|---|---|---|
| Cidadão | Japão | 32 mm (42 mm XL) | CINCOM (proprietário) | Médico, aeroespacial; Quebra de chips LFV para Ti/SS |
| Tsugami | Japão | 32mm | Fanuc 32i/Mitsubishi M80 | Primeira compra de torno suíço; Familiaridade Fanuc, valor |
| Tornos | Suíça | 32 mm (36 mm XL) | TB-DECO/Fanuc | Relojoaria, aeroespacial de ultraprecisão, high-mix |
| Estrela CNC | Japão | 32mm | Fanuc /Estrela SV-20 (modelos mais antigos) | Automotivo de alto volume; conhecido pela longevidade da máquina |
| Hanwha | Coreia do Sul | 32 mm (51 mm XD38) | Fanuc | Orçamento-acessível; opção maior do diâmetro da barra |
Cidadão (Japão) & A tecnologia oscilante Proprietary CINCOM do controle, LFV que quebra as microplaquetas do titânio e do aço inoxidável através da vibração controlada da ferramenta Primeira escolha para as lojas médicas que cortam materiais complexos. Tsugami (Japão) (controles baseados em uc; consistentemente a máquina mais vendida para lojas que fazem seu primeiro pedido suíço. Tornos (Suíça) 36 mm de controle líder em relojoaria; líder legado em relojoaria e pode lidar com bar stock. Star CNC (Japão) 1990 controles de máquina em modelos mais recentes; conhecido para longevidade da máquina (1990 estrelas ainda segurando tolerância em algumas lojas). Hanwha (Coreia do Sul) 51 mm de ponto de entrada acessível, com alguns modelos aceitando estoque de barra de 51 mm. Para lojas novas para torneamento suíço, Tsugami e Star oferecem o mais amplo conjunto de operadores treinados pela Fanuc.
“Se você precisa de controle avançado de cavacos em materiais resistentes como titânio ou aço inoxidável de qualidade médica, o investimento em um Citizen é facilmente justificado pelo aumento da vida útil da ferramenta e do acabamento da peça.
Mas se você está apenas invadindo a usinagem suíça, não há entrada mais rápida ou fácil do que encontrar um Tsugami ou Star entre 12 mm e 25 mm nas faixas $50,000-$90,000”

5 coisas para saber antes de comprar um torno suíço Toda parte não pertence a um torno suíço Se um pino simples ou torneado “slug” tem uma especificação de tolerância apertada e nenhum furo ou características de diâmetro externo estão sendo executadas que um torno convencional não pode alcançar, então a suíça desse pino quase sempre será mais caro Parte disso tem a ver com o custo de configurar um torno suíço e parte tem a ver com SMQ (quantidade de material padrão ou quantidade mínima de pedido de estoque).Felizmente, a indústria se estabeleceu em grande parte em uma heurística simples de 4 condições chamada de Regra 3:1 para esta decisão.
A relação de L: D é 3:1 (Comprimento dividido pelo Diâmetro).Esta relação marca o ponto onde sua peça começa a ganhar rigidez suficiente do suporte da bucha guia que uma máquina de cabeça fixa não pode alcançar Esta diretriz, onde a diferença na pressão da ferramenta em ambas as máquinas se torna significativa e um suíço é definitivamente necessário (se todo o resto se mantiver), foi refinada ao longo de décadas de experiência na indústria.
A Regra 3:1: Estrutura de Seleção de Torno Suíço
| Relação IF L:D ≥3:1 | → Torno suíço recomendado O suporte de bucha guia oferece economia real de deflexão |
| diâmetro da barra IF ≤38mm | → Compatível dimensionalmente com a capacidade da barra de torno suíça |
| tolerância IF ≤±0,0005″ | → É necessário nível de precisão do torno suíço |
| volume IF ≥100 unidades/lote | → A economia de configuração é favorável nesta escala |
| Todas as 4 condições atendidas | → Forte candidato suíço solicite um orçamento suíço de usinagem |
| L:D 38 mm | → O centro de torneamento CNC de cabeça fixa é o processo certo |
| Volume < 50 pcs, geometria simples | → Torno de ferramenta ao vivo ou torneamento convencional é mais econômico |
Para um guia operacional mais profundo sobre a seleção de processos suíços, consulte usinagem CNC Suíça: quando e por que usá-lo.
Vale a pena notar sobre o volume: para certos casos com especificações extremas (por exemplo, pinos ortopédicos em uma peça de 2015-2020, onde o L: D exigiria a rigidez de um suíço em 6:1 e uma tolerância dentro de ±0,0002), a quantidade torna-se irrelevante, pois há apenas uma máquina que pode manter a tolerância No entanto, para peças de geometria mais simples, onde tanto um torno suíço quanto convencional poderiam conter as tolerâncias necessárias, a quantidade é de suma importância e, juntamente com o custo de configuração, determinará sua economia de custo de fabricação.
O tamanho mínimo viável do trabalho varia entre as lojas Enquanto 22-100 peças não é um limite universal difícil, se a complexidade ou tolerâncias do trabalho justificam suíço, algumas lojas terão prazer em executá-lo O fator decisivo é 100000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000.
A capacidade de usinagem suíça em 2025-2026 tornou-se uma restrição da cadeia de suprimentos a partir de um foco de aprimoramento de capacidade É uma combinação interessante de várias tendências do lado da demanda que se uniram ao mesmo tempo sem compensar o desenvolvimento do lado da oferta.
Os dados indicam a mesma coisa em várias fontes De acordo com a análise de maio de 2026 da TrendX Insights, o mercado global de tornos CNC deverá crescer de $12,47 bilhões em 2025 para $20,72 bilhões até 2034 em um CAGR de 5,81TP3 T, com um papel ’significativo de tornos do tipo suíço contribuindo para o seu crescimento Os mercados do sistema de turnos da“ Swiss, especificamente, estão avaliados em $1,76 bilhões em 2024 e projetados para atingir $3,05 bilhões até 2035 com um CAGR de 5,161TP3 T (o mercado dobrará de tamanho em aproximadamente uma década (Market Research Future, 2024). Se você é um gerente de compras que fornece componentes EV para 202627, e não possui fornecedores de máquinas qualificados, já atrás de você.
Tendência 1-Miniaturização de dispositivos médicos: De âncoras ósseas e componentes de cateter de administração de medicamentos a cabos para neuroestimuladores, o tamanho de muitos dispositivos e componentes médicos modernos está empurrando e 1,5 mm abaixo de um limite crítico de imersões que requer centros de usinagem suíços que acomodam ferramentas sub-1mm. Os fabricantes de implantes que produzem com qualidade ISO 13485 exigem a usinagem suíça como um método validado nesta faixa de tamanho, não uma opção, mas um requisito rígido para os principais OEMs de dispositivos médicos.
Tendência 2-EV e Eletrificação Automotiva: À medida que a eletrificação de veículos pessoais e comerciais continua, a demanda por peças como sensores ABS, componentes do eixo do motor EV, pinos do conector de gerenciamento de bateria e corpos de válvulas solenóides requer precisão e repetibilidade, o que pode ser alcançado com a usinagem suíça Os OEMs de nível 1 estão cada vez mais obrigando a qualificação do processo de usinagem suíço como condição para consideração de fornecimento Os requisitos de volume são agora várias ordens de magnitude maiores do que a indústria relojoeira suíça já gerou Para desenvolvimentos paralelos na velocidade de fabricação de precisão, consulte usinagem CNC de alta velocidade.
Tendência 3-Lights-out Automação: A capacidade de automatizar totalmente a fabricação de luzes apagadas (sem vigilância) através de avanços em coletores de peças robóticas e alimentadores de barras servo-driven com modernos centros de torneamento suíços é custos de produção Automatizar a célula de fabricação reduz os custos de mão de obra direta em 400% por peça tripulada, operações de turno duplo significativamente máquina de corte downtime de carregamento manual e redução de paradas não planejadas Pequenas lojas de contrato podem alcançar custo-competitividade anteriormente restrita a fornecedores Tier 1, implantando ferramentas flexíveis para células de torneamento suíças, otimizando opções de ferramentas para cada família de peças.
Um movimento que os compradores médicos e EV precisam fazer: Se o seu dispositivo médico ou EV roadmap componente para 2026-2027 pede um 3:1 Rule componente compatível, em seguida, garantir swiss fornecedores de usinagem hoje 1 antes de lead vezes apertar ainda mais é o jogo operacionalmente prudente Prazos de entrega em lojas de máquinas suíças apertado 15-201TP3 T desde 2023 O fornecimento não tem sido capaz de acompanhar as compras de equipamentos.
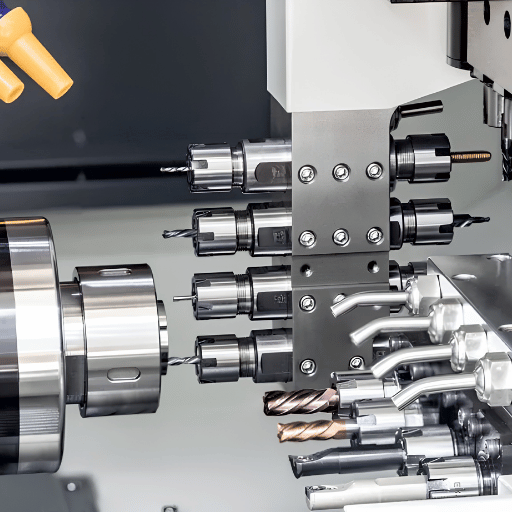
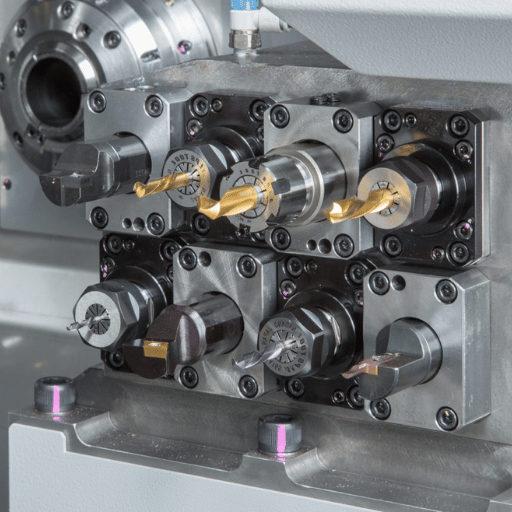
Uma máquina giratória CNC com cabeçote deslizante e bucha guia. O estoque de barra alimenta axialmente através da bucha guia enquanto ferramentas estacionárias cortam dentro de 0,020″ alimenta 0,08 do ponto de suporte eliminando a deflexão da peça em peças delgadas e mantendo as tolerâncias em ±0,001″. Faixa de diâmetro: 2 mm 38 mm.
Jakob Schweizer, um relojoeiro na Suíça dos anos 1870, projetou o cabeçote deslizante para produzir os eixos finos e precisos que a indústria relojoeira suíça exigia Seu design provou ser eficaz o suficiente para torneamento de pequeno diâmetro que se espalhou globalmente ao longo do século seguinte. “Swiss” refere-se ao tipo de máquina, não ao país de fabricação hoje, a maioria dos tornos suíços são construídos no Japão (Citizen, Tsugami, Star), Suíça (Tornos) e Coréia do Sul (Hanwha).
Quem são os 5 grandes construtores de máquinas suíços?
1. cidadão (Japão, possui quebra de chip LFV, controle CINCOM) 2. Tsugami (Japão, controles Fanuc, ponto de entrada de baixo custo) 3.
Tornos (Suíça, alta precisão, herança relojoeira, controle TB-DECO) 4. Star CNC (Japão, máquinas de longa duração, as mais novas são Fanuc) 5. Hanwha (Coreia do Sul, controles Fanuc, opção acessível que funciona bar até 2” em alguns casos).
Citizen e Star têm grandes bases no trabalho médico e aeroespacial nos EUA Tsugami é muitas vezes o primeiro torno suíço que você consideraria como uma loja convencional começando a curva suíça.
Verifique a Regra 3:1 primeiro 3:1 a parte L: D ≥3:1, ≤38 mm de diâmetro, tolerância ≤±0,0005″, volume ≥100 pcs/lote? se sim, escolha a marca com base em seu material primário e mercado: Cidadão para processamento médico ou aeroespacial com titânio ou inoxidável (tecnologia LFV para controle de chips), Tsugami ou Star para trabalho geral de oficina com a mais ampla experiência do operador (controles Fanuc), Tornos para relojoaria apertada ou tolerâncias de origem suíça Verifique a disponibilidade de serviços locais antes de comprar uma máquina $200.000 sem suporte local no primeiro dia não é ajuda à lucratividade.
Parafusos ósseos, pinos, conectores de cateter, agulhas injetoras de combustível, pinos conectores, componentes de eixo de motor EV, eixos de engrenagem de relógio e componentes de armas de fogo. Qualquer peça girada delgada e de alta precisão onde L: D excede 3:1 e as tolerâncias são executadas ±0,0001″±0,0002″.
Compre internamente quando as peças do tipo suíço representam 40 tight 01TP3 T ou mais do seu volume de produção, quando as tolerâncias exigem controle interno do processo de qualidade para fins de certificação (ISO 13485, AS9100) ou quando os prazos de entrega terceirizados estão criando risco de programação downstream em seu planejamento de produção Uma máquina-ferramenta executando dois turnos pode se justificar contra taxas terceirizadas dentro de 1824 meses em volume significativo.
Terceirize quando as peças suíças são incidentais ao seu trabalho principal, quando os volumes não justificam um compromisso de capital $200,000$400,000, ou quando você ainda está validando projetos de peças e especificações de processo Contrato de usinagem suíça incluindo aqueles que oferecem serviços de usinagem CNC completos são bem adequados para corridas de protótipos, produção de baixo volume e peças de médio volume onde o ROI de investimento de capital ainda não fecha Muitos compradores começam com a usinagem por contrato para validar o processo antes de trazê-lo internamente.
Precisa de peças de torno suíças usinadas?
A Lecreator oferece peças de precisão CNC torneadas personalizadas - incluindo tolerâncias estanques ao tipo suíço e entrega rápida, com suporte DFM incluído sem nenhum custo.
Sobre Este Guia
Este guia foi pesquisado e de autoria da equipe de engenharia da Lecreator com expertise direta em usinagem cnc tipo suíço para dispositivos médicos, aeroespacial e aplicações industriais de precisão Nossos dados apontam diâmetros de barras, intervalos de tolerância, tempos de ciclo e especificações do fabricante foram verificados em relação à documentação do fabricante fontes do profissional e artigos publicados do concorrente A Lecreator opera centros de torneamento suíços produzindo componentes complexos de alta precisão em metais, plásticos e ligas de titânio, com precisão e repetibilidade validadas para ±0,0001″ por qualificação de produção Para perguntas específicas da peça entre em contato com nossos engenheiros de aplicações.
Avaliado por Lecreator Engineering Team









