


Serviço de suporte, profissional e focado no cliente
Entre em contato com a Lecreator Company
Desde protótipos até produção em grande escala, nós temos tudo o que você precisa.


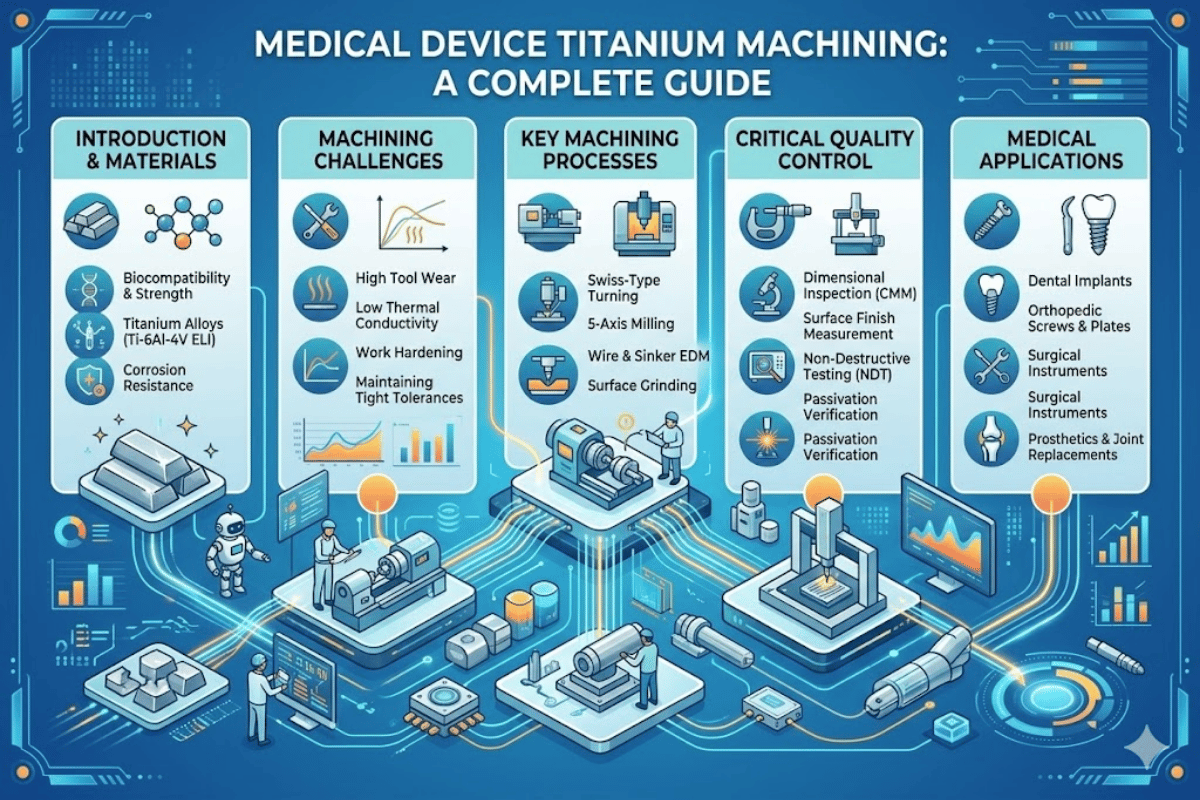
Como os fabricantes fazem máquinas de dispositivos médicos (graus, processos e padrões de titânio) para
Titânio está no coração da fabricação moderna de dispositivos médicos Sua combinação única de biocompatibilidade, resistência à corrosão e resistência é difícil de bater para aplicações abrangendo gaiolas de fusão intervertebral, implantes dentários e parafusos ósseos No entanto, a usinagem de titânio para a indústria de dispositivos médicos pode ser uma proposta extremamente complicada (as mesmas qualidades físicas que o tornam tão inestimável dentro do corpo humano representam um desafio para a máquina CNC.
Este guia apresenta os graus de titânio usados em dispositivos médicos, explica o processo de usinagem que cria componentes de grau de implante e descreve os padrões de qualidade de dispositivos médicos que seu parceiro de usinagem precisa alcançar Se você estiver adquirindo implantes ortopédicos ou instrumentos cirúrgicos, este guia o ajudará a tomar melhores decisões de aquisição.
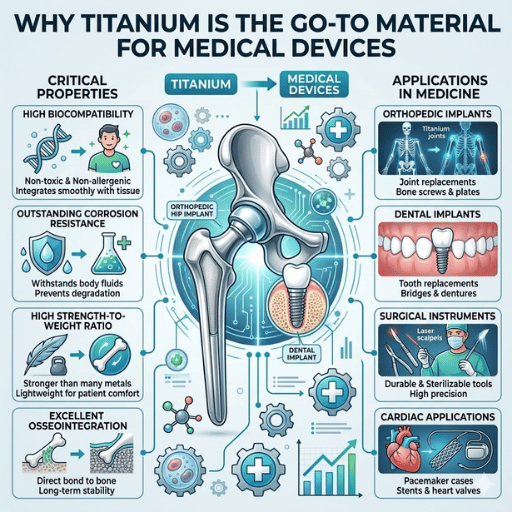
O titânio é qualificado exclusivamente para aplicações de implantes ortopédicos devido às suas propriedades físico-químicas Nenhum outro material funciona tão bem em termos de biocompatibilidade, resistência à corrosão, relação resistência-peso e módulo de elasticidade simultaneamente.
O titânio tem sido mostrado para ter excelente biocompatibilidade com tolerância de tecido quase perfeita 'é biocompatível com praticamente todo o tecido humano Quando colocado dentro do corpo de um paciente, uma fina folha de óxido (dióxido de titânio, TiO) que se forma na superfície dentro de milissegundos impede a rejeição imune e permite a osseointegração sem qualquer barreira de tecido fibroso espesso formando entre osso e metal Implantes médicos feitos de titânio permanecem funcionais por décadas.
A biocompatibilidade do titânio, especialmente quando combinada com sua extraordinária resistência à corrosão em fluidos corporais aquosos e ricos em cloreto, garante que os íons metálicos não lixiviem para os tecidos circundantes durante um longo período de tempo.
O titânio de grau 5 (Ti-6 Al-4 V) tem uma combinação de uma resistência à tração de 895-930 MPa e uma densidade de apenas 4,4 g/cm^3 que proporciona vantagens significativas de design Pacientes com implantes ortopédicos de menor peso, como implantes dentários, ainda se beneficiam porque a economia de peso em torno de 451TP3 menos do que os aços inoxidáveis cirúrgicos coloca menos demanda nos tecidos circundantes, uma das principais propriedades do titânio que o tornam preferido em aplicações biomédicas.
Fonte: Niinomi, M. (2011).Revista Internacional de Biomateriais, Institutos Nacionais de Saúde.
Comparado ao aço inoxidável, o módulo de elasticidade do titânio a 110 GPa (contra 180 e 210 GPa para o inoxidável e o cromo-cobalto respectivamente) fornece uma correspondência mais próxima com a do osso (10-30 GPa).Menos “stress blindagem” ocorre e eventual osteoporose ao redor do implante devido à reabsorção esquelética.
Como nem todo titânio é criado igual, a escolha correta garante desempenho mecânico adequado, biocompatibilidade e conformidade regulatória Para a fabricação de dispositivos médicos, tanto o titânio puro quanto as ligas de titânio, consulte o uso de graus 1 a 4 (comercialmente puro) e 5 e 23 (variantes de liga de titânio alfa-beta) tendem a dominar.
| Grau | Designação | UTS (MPa) | Padrão ASTM | Aplicações Médicas Primárias |
|---|---|---|---|---|
| Grau 1 | CP Ti (maior pureza) | 240 | ASTM F67 | Placas craniofaciais, telas de malha |
| Grau 2 | CP Ti (cavalo de batalha) | 345 | ASTM F67 | Pilares de implantes dentários, parafusos ósseos |
| 4a série | CP Ti (CP de maior resistência) | 550 | ASTM F67 | Corpos de implantes dentários, carcaças de marca-passo |
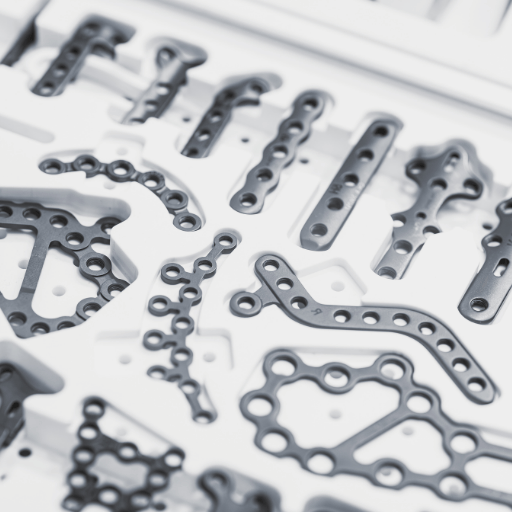
| 5a série | Ti-6Al-4V | 895930 | ASTM F1472 | Instrumentos cirúrgicos, placas de fixação de trauma |
| 23a série | Ti-6Al-4V ELI | 860 | ASTM F136 | Gaiolas de fusão espinhal, hastes de quadril, implantes de joelho |
Valores de resistência à tração de acordo com as especificações ASTM. CP = Comercialmente Puro. ELI = Intersticial Extra Baixo.
Ambos têm a mesma química Ti-Al-4 V 61TP3 T Al, 41TP3 T V. Onde eles diferem é em elementos intersticiais (oxigênio, nitrogênio, carbono).O grau 23 (ELI/Extra Low Interstitials) limita o oxigênio a 0,131TP3 T max (0,201TP3 T no Grau 5).Os intersticiais reduzidos levam a um menor fortalecimento da solução sólida (o que produz uma pequena redução no rendimento/resistência à tração para 860 MPa vs. 930 MPa para o Grau 5), um aumento na tenacidade à fratura e melhor resistência à fadiga ao longo de milhões de ciclos de carga.
Para implantes de suporte de carga que suportam centenas de milhões de ciclos in-vivo (substituições de quadril), gaiolas dentárias, tenacidade à coluna tanto o padrão ASTM F16 para Ti-6 Al-4 V quanto a especificação MIL-T-9046 para titânio de grau ELI requerem explicitamente um material de grau ELI. Maior fratura se traduz diretamente em uma redução em potenciais falhas catastróficas do implante.
Um erro comum orientado pelo custo é optar pelo Grau 5 quando o grau ELI deve ser aplicado para um implante Tal dispositivo pode falhar na aprovação regulatória sob os critérios ASTM F136.
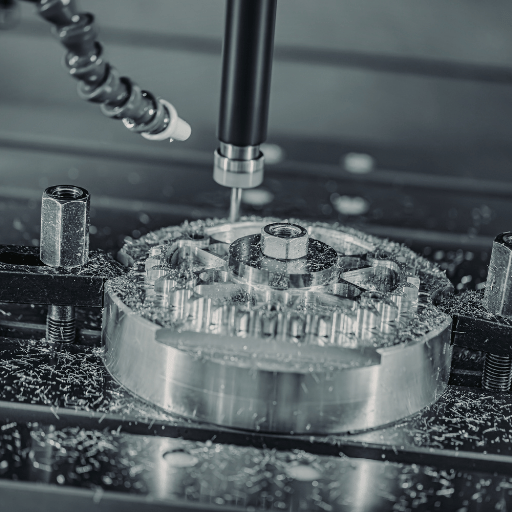
O titânio de usinagem CNC para componentes de nível médico é distinto do corte de alumínio, aço ou outros metais Por causa da baixa condutividade térmica, o calor não flui para longe da aresta de corte com o chip, mas permanece concentrado na ponta da ferramenta Esta propriedade única requer velocidades de rotação mais lentas, taxas de alimentação mais conservadoras, afiação no ângulo de inclinação correto e fluxo agressivo do refrigerante.
Moinhos de cinco eixos conquistam as geometrias complexas e delicadas vistas na moderna ortopedia Curvas nas hastes do quadril, furos de parafuso convergentes em placas ósseas, perfis contornados em gaiolas de fusão espinhal todos são alcançáveis quando a usinagem de precisão em plataformas multi-eixos oferece uma infinidade de ângulos de aproximação em uma configuração.
Para Ti-6 Al-4 V, as velocidades de corte típicas são em torno de 30-60 m/min, com dois ou três cortadores de metal duro canelados revestidos com TiAlN ou AlCrN. Taxas de alimentação de 0,05-0,15 mm/dente mantêm a ferramenta de corte engatada acima dos limites de endurecimento do trabalho e reduzem a distorção da peça de trabalho.
Os centros de torneamento do tipo suíço são adequados para a produção de implantes de titânio de seção de parede pesada, de alta precisão e pequeno diâmetro, como parafusos ósseos, implantes dentários ou pinos cirúrgicos O suporte através da bucha guia resulta em menos deflexão em peças de alta relação comprimento-diâmetro As máquinas de torre de ferramentas ao vivo de dez estações podem realizar operações de fresagem, perfuração e rosqueamento no mesmo ciclo, tempos de ciclo de corte 40-601TP3 T sobre fluxos de processo sequenciais.
A usinagem por descarga elétrica não usa forças mecânicas para manobrar o titânio Como a peça de trabalho (um isolante dielétrico) e a ferramenta (um fio de cobre resfriado a água) nunca fazem contato, as forças presentes na fresagem convencional não são realizadas Entre as técnicas de usinagem disponíveis, o EDM é ideal para componentes médicos de titânio de paredes finas e passagens internas anatomicamente complexas.
Titânio médico deve ter características de superfície crítica excelentes osseointegração superfícies são alcançados com um Ra de 1 Ra-contato 2 µm; superfícies polidas sem contato pode atingir abaixo de 0,4 µm para evitar a adesão bacteriana patogênica.
A passivação por ASTM F86 é obrigatória para implantes médicos de titânio Remove contaminantes de superfície e engrossa a camada protetora de óxido de TiO2 para restaurar a resistência à corrosão após a usinagem.
Parâmetros de usinagem chave para Ti-6 Al-4 V (Grau 5/23)
| Parâmetro | Fresagem | Virando |
|---|---|---|
| Velocidade Corte | 30 m/min | 40 m/min |
| Taxa de alimentação | 0,050,15 mm/dente | 0,10.25 mm/rev |
| Profundidade de Corte | 0.53,0 mm | 0.52,5 mm |
| Refrigerante | Fuso passante, barra 70+ | Inundação ou alta pressão |
| Revestimento Ferramenta | TiAlN ou AlCrN | TiAlN ou carboneto não revestido |
O titânio ganha má reputação ao fazer à máquina Na verdade - as características que dão ao titânio a boa reputação na medicina - baixa condutividade térmica, alta reatividade química quando quente, springback plano - dão dores de cabeça reais à fábrica Conhecer o problema - no início - é o primeiro passo para resolvê-lo.
A maioria das ligas de titânio titânio bem incluindo condutividade térmica de titânio é cerca de 1/6 que de alumínio Como resultado, até 801TP3 T do calor gerado usinagem permanece na zona de corte de condução também o corte em vez de ser afastado pelo chip durante a usinagem Isso resulta em: aumento do desgaste da ferramenta, possíveis mudanças microestruturais na superfície da peça de trabalho (oxidação) e distorção da forma da peça de trabalho devido à parte termicamente crescendo às vezes significativamente longas distâncias de corte.
A entrega agressiva do líquido refrigerante resolve este problema O líquido refrigerante do através-fuso em 70 Bar ou acima fornece um fluxo dirigido do fluido direito na aresta de corte para remover o calor antes que comece danificar a ferramenta e/ou a peça de trabalho Várias lojas que fazem à máquina o titânio médico com ferramentas do carboneto encontraram que o líquido refrigerante de alta pressão pode realmente dobrar a vida da ferramenta quando comparado ao líquido refrigerante da inundação.
As ligas de titânio são agressivas Partículas duras de fase alfa na microestrutura alfa-beta de alta resistência das arestas de corte de bomba Ti-6 Al-4 V, encurtando a vida útil da ferramenta para menos do que a da maioria das ligas de engenharia A usinagem de Ti-6 Al-4 V com uma inserção de carboneto típica dá uma vida útil da ferramenta entre 15 e 30 minutos nas velocidades recomendadas, por exemplo, vinte vezes menor do que a usinagem de aço inoxidável na mesma inserção.
As oficinas de usinagem de componentes médicos que utilizam exclusivamente peças de titânio normalmente seguem uma rotina muito disciplinada de substituição de ferramentas: elas não usam uma inserção até que o desgaste seja visualmente observável, pois então o dano subterrâneo pode ser intolerável a um implante de fadiga.
Quando uma aresta de corte é mantida em contato com a superfície da ponta (taxa de alimentação insuficiente, aresta de corte opaca) a camada superficial do trabalho endurece No próximo corte, as ferramentas estão trabalhando em um material mais duro do que o estoque inicial Isso aumentando a taxa de desgaste é um ciclo de feedback positivo destrutivo.
Manter a espessura do cavaco superior a 0,05 mm evitará esta ocorrência Aresta de corte deve ser sempre colocada no material fresco que não foi cortado antes e evitar o polimento do trabalho realizado Além disso, a geometria do trabalho deve levar em consideração a expansão elástica da peça de trabalho quando as cargas de corte são removidas antes das verificações finais de dimensão.
A maioria das lojas que primeiro tentam usinar titânio cometem o erro de usar parâmetros de corte de aço inoxidável O titânio precisa de uma velocidade de corte mais baixa, uma alimentação por dente mais alta e uma alimentação de refrigerante muito mais agressiva Os parâmetros de corte de aço inoxidável quase sempre levarão ao endurecimento do trabalho e a falhas prematuras da ferramenta.

Usinagem de peças de titânio para uso na indústria médica é mais do que apenas uma outra capacidade de fabricação As peças de dispositivos médicos exigem conformidade regulatória, sistemas de Qualidade documentados e rastreabilidade Um parceiro de usinagem que não está devidamente certificado não será capaz de entregar peças para uso em um dispositivo médico regulamentado não importa quão boa seja sua qualidade de usinagem.
ISO 13485:2016 é o padrão global da indústria para sistemas de gestão da qualidade para o mercado de dispositivos médicos Ele inclui controle de projeto, gerenciamento de risco, recebimento de controle, validação de processo e rastreabilidade A certificação para ISO 13485 é a prova de que os fabricantes contratados que usinam peças médicas OEM de titânio passaram por uma auditoria de qualidade independente.
O Regulamento do Sistema de Gestão da Qualidade (QMSR) da FDA dos EUA por referência codificou a ISO 13485:2016 em 21 CFR Parte 820 em 2 de fevereiro de 2026. o alinhamento das regras de qualidade internacionais e federais dos EUA simplifica a conformidade global: um fabricante compatível com a ISO 13485 agora atende aos requisitos federais dos EUA sem manter sistemas de qualidade paralelos.
Todas as matérias-primas de titânio que progridem para baixo de uma linha de fabricação de dispositivos médicos devem rastrear até um moinho certificado com relatórios químicos documentados, resultados de testes mecânicos e rastreabilidade de lote de calor ASTM F67 (CP titânio) e ASTM F136 (Ti-6 Al-4 V ELI) definem a composição do material, propriedades mecânicas e requisitos de teste Os certificados do moinho acompanham a matéria-prima, e a rastreabilidade segue cada etapa de fabricação até o dispositivo médico acabado.
Os componentes médicos de titânio geralmente requerem relatórios do primeiro artigo, verificações de relatórios dimensionais com CMMs calibrados, tração e alongamento finais e documentação de inspeção final A inspeção dinâmica para casos alfa residuais, microfissuras ou tensão residual da usinagem fornece um protocolo final de garantia de qualidade para áreas de implantes.
| Certificação | Escopo | Por que isso é importante para peças médicas de titânio |
|---|---|---|
| ISO 13485 | Dispositivo médico QMS | Necessário para qualquer cadeia de fornecimento de dispositivos médicos regulamentada |
| AS9100D | QMS aeroespacial | Indica controle rigoroso do processo. Muitas oficinas de usinagem médica possuem ambos |
| ISO 9001 | SGQ geral | Sistema de qualidade de base necessário, mas não suficiente por si só para uso médico |
| ITAR | Defesa exportação conformidade | Demonstra tratamento de dados técnicos controlados e instalações seguras |
“Nossa equipe usinou mais de 25.000 peças de implantes médicos de titânio com rendimento de 99,4% sem um único evento de recall da FDA. Nossa linha de tendências é construída em sistemas ISO 13485, não no talento de qualquer funcionário singular.”
Equipe de Engenharia Le-Creator
Saiba mais sobre Capacidades de usinagem CNC de titânio da Le-Creator, incluindo notas disponíveis, lista de equipamentos e prazos de entrega.
Ir de uma loja que pode cortar titânio para uma empresa que pode produzir componentes médicos de titânio compatíveis com a FDA é um salto maior do que a maioria dos compradores espera As diferenças de custo/peça não são tão relevantes quanto o custo de uma falha de auditoria, lote descartado ou atraso no cronograma.
Le-Creator detém ISO 13485, AS9100 D, e ISO 9001 certificações com 50 + máquinas CNC, incluindo centros de fresagem de 5 eixos e centros de torneamento tipo suíço Se você precisa de uma cotação para serviços de usinagem CNC de titânio 24 protótipos únicos para produção A equipe CAD fornece feedback DFM de 24 horas sobre arquivos CAD carregados.

ISO 13485 certificada. 50+ máquinas CNC. Grau 23 e CP titânio em estoque Envie em seu desenho CAD para cotação dentro de 24 horas.
Le-Creator é uma instalação de usinagem CNC de precisão certificada ISO 13485 com mais de 17 anos de experiência na produção de componentes de titânio para os mercados de dispositivos médicos, indústria aeroespacial e defesa Os parâmetros de usinagem e os detalhes do sistema de qualidade neste artigo refletem nossa experiência de produção em mais de 25.000 componentes de implantes de titânio. Escrevemos este guia para ajudar engenheiros de dispositivos médicos e especialistas em compras a avaliar opções de usinagem de titânio com aterramento técnico sólido.









