


Servizio di supporto, professionale, incentrato sul cliente
Mettiti in contatto con Lecreator Company
Dai prototipi alla produzione su vasta scala, abbiamo coperto.


Un processo chiave nella lavorazione di precisione, la perforazione a fori profondi consente la perforazione di fori eccezionalmente profondi con tolleranze strette e una finitura minima Al fine di evitare guasti o risultati spiacevoli, una conoscenza approfondita della fisica e della pratica pertinenti potrebbe portare a risultati altamente affidabili ed efficienti nei mercati odierni, tra cui aerospaziale, automobilistico e medico Su questo blog, facciamo una passeggiata dai principi principali o chiave della perforazione a fori profondi per concentrarci sul ruolo vitale dei rapporti d'aspetto presentando regole pratiche pratiche pratiche per il lavoro di progettazione del trapano Leggerete le implicazioni utilizzate per le prestazioni, la selezione degli strumenti e gli incrementi di produttività e possibilmente, soprattutto, i modi migliori o le migliori pratiche per ottimizzare la perforazione a fori profondi Rimanere con il blog e farci scoprire come è assicurata la perforazione a fori profondi: fino a una scienza perfetta.

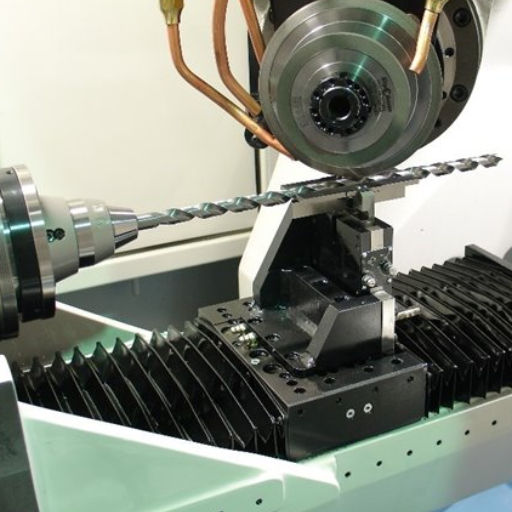
La perforazione a foro profondo è un tipo di lavorazione che può creare fori molto più profondi del loro diametro, che sono spesso caratterizzati da un rapporto profondità/diametro di 10:1 o anche di più. È una linea di produzione essenziale in vari settori, dove la precisione e la precisione della produzione a foro profondo sono piuttosto vitali, come nel settore aerospaziale, automobilistico, medico e nella produzione di energia. Concentrarsi sulla fornitura di strumenti e tecniche che conferiscono stabilità in tandem con l’adempimento di compiti di tolleranza stretta è una delle caratteristiche distintive della tecnica impiegata in queste sofisticate procedure formative.
La rilevanza della perforazione a foro profondo deriva dalle linee che disegna su fori interni lisci e fini, dato che tali fori sono spesso a profondità enormi In applicazioni come gruppi motore, apparecchiature mediche e gruppi petrolio e gas, ad esempio, la perforazione a foro profondo è molto apprezzata a causa dell'importanza delle configurazioni interne per le prestazioni e la sicurezza in quelle applicazioni. La perforazione a foro profondo mina direttamente i principi di innovazione e prestazioni riguardanti la produzione.
Inoltre, un'efficiente perforazione profonda dei fori aiuta ad aumentare le rese dei materiali con un margine significativo La corretta selezione dei componenti degli utensili dell'attrezzatura e la gestione delle velocità di taglio consentono di dedicare meno tempo alle correzioni e ai tempi di inattività Poiché le industrie manifatturiere si sforzano di lavorare in modo avanzato per esigenze complesse, la perforazione profonda dei fori rimane la tecnologia principale per soddisfare tali esigenze, sia che si tratti di perforazione meccanica, chimica o a getto.
Elemento cruciale nella fabbricazione di PCB (circuito stampato), la perforazione a foro profondo avviene dove è richiesta la massima precisione intercettata con efficienza La tecnica è più ampiamente applicata per realizzare vie a foro passante o essenzialmente quei fori nel circuito stampato che consentirebbero connessioni strato-strato I fori via hanno un ruolo molto cruciale da svolgere poiché garantiscono che le schede multistrato funzionino correttamente abilitando il collegamento elettrico simultaneamente lungo tutti gli strati L'aspetto della precisione è molto essenziale per la perforazione a foro profondo al fine di assicurarsi che questi collegamenti siano effettivamente affidabili, anche se i progetti di PCB stanno diventando molto più piccoli in termini di dimensioni e si stanno sviluppando molto più complessi.
Un'altra area significativa è per l'utilizzo di fabbricazione di materiale scheda ad alta frequenza Diventa vitale nella creazione di diametri di fori ultra-puliti per ridurre le interferenze elettromagnetiche e aumentare la presenza del segnale Questo è molto importante in settori come le telecomunicazioni e aerospaziale dove anche il più piccolo difetto può interferire con il comportamento del dispositivo La capacità di produrre fori profondi e coerenti è uno dei rari strumenti che è necessario nei progressi ingegneristici all'interno di questi campi rigorosi.
Oltre a questi, la perforazione profonda è un progresso tecnologico nella produzione in cui si osserva una marcata riduzione dello spreco di materiale, si ottiene una maggiore velocità e quindi una maggiore produttività. La perforazione rende ossibile la perforazione uccidendo due uccelli con una pietra: la complessità del modello di rete è preservata e assicurata attraverso le strutture del materiale che non compromette. Al giorno d'oggi, questa metodologia è essenziale nella fabbricazione dei PCB, principalmente a causa della mancanza di esigenze più rigide di evitamento supportate dalla tecnologia.
La perforazione profonda del foro è un processo lento dovuto la lavorazione di un foro con una profondità significativamente superiore al diametro, dove gli elementi come un rapporto di aspetto di 10:1 sono nella norma Rapporto di aspetto è cruciale nei processi di perforazione perché la fattibilità e l'efficienza dell'operazione che opera poggiano direttamente su di esso La pianificazione del processo è resa difficile Più alto è il rapporto di aspetto, più complicata diventa la considerazione Il rapporto di aspetto aumentato deve essere considerato nella vista di un alto edificio della parete o deflessione dell'utensile, deposizione di rifiuti e generazione di calore, tutti elementi che sono dannosi per il foro e il suo materiale.
La perforazione da altezza a diametro deve essere eseguita con molta attenzione se si vuole che abbia successo Con le seguenti considerazioni in mente, è necessario utilizzare l'attrezzatura giusta per contrastare eventuali danni o imprecisioni derivanti da un design ad alte proporzioni. Sono necessari dispositivi di contrasto sviluppati per gestire proporzioni elevate per mantenere la precisione dei componenti e impedire la rottura degli utensili. L'attrezzatura lubrificante e fredda comprende l'applicazione per livellare la rimozione del materiale, diminuire la generazione di calore e raffreddare i taglienti. Vale la pena sottolineare che in secondo luogo, vengono prescritte velocità di avanzamento stabili e velocità costanti in modo che il materiale e i pezzi assorbano le minori sollecitazioni e garantiscano equamente un'estrema precisione nella parte finita.
Per produrre una perforazione profonda di qualità, un altro parametro importante da ottenere è selezionare il materiale appropriato Le proprietà del materiale come la durezza e la resistenza alla trazione influenzano anche l'usura degli utensili e i parametri di processo La velocità di perforazione può essere aumentata con un materiale più morbido e alloggerà meno materiale poiché durante la perforazione non si scheggia mai; al contrario, per perforare un materiale più duro sono necessari strumenti più robusti e una velocità di perforazione più lenta Un produttore deve, quindi, verificare il processo prima di imbarcarsi Stabilendo la progettazione e mettendo in pratica le linee guida per la perforazione profonda, si otterranno le dimensioni corrette e una produzione affidabile.

Il rapporto d'aspetto per la perforazione profonda del foro è il rapporto profondità/diametro di un foro, espresso come tale (ad esempio 10:1 significa che il foro forato è dieci volte più profondo del suo diametro) È un parametro critico che governa le problematiche e i sistemi richiesti per una perforazione efficace I rapporti d'aspetto più elevati richiedono una maggiore precisione nell'utensileria e nella lavorazione per garantire la precisione ed evitare difetti.
L'aumento delle proporzioni è accompagnato da problemi di stabilità e probabilmente detriti La perforazione potrebbe essere definita foro profondo, ma il foro profondo richiede attrezzature che garantiscano la rimozione del truciolo di fluido e vibrazioni minime per risultati soddisfacenti Inoltre, il liquido di raffreddamento proposto deve continuare a funzionare per mantenere basso il calore durante la perforazione. L'utensile verrà conservato e il materiale perforato in modo sicuro.
Stabilire precocemente il requisito del rapporto desiderato è fondamentale per un'efficace perforazione profonda di fori Diversi fattori come la composizione del materiale, le dimensioni dei fori che sono effettivamente desiderate e la tecnologia di lavorazione designata devono entrare in gioco nel determinare tale aspetto Seguendo le regole disposte succintamente sopra, è possibile garantire la produzione sicura delle caratteristiche, i tempi di fermo macchina minimi e il minor rischio di danni alle apparecchiature. L'atto di bilanciamento tra questi vari fattori dipende dalla gestione delle complessità della perforazione profonda.
La qualità dei fori profondi è fortemente influenzata dalle proporzioni Le proporzioni più elevate sono destinate a porre sfide alla precisione e alla consistenza del processo Le proporzioni sono definite come il rapporto tra la profondità del foro e il suo diametro Ciò ha apertamente implicazioni dirette con la rettilineità del foro, la finitura superficiale e la stabilità dell'utensile Quando le proporzioni raggiungono il picco, le qualità sopra menzionate diventano corrispondentemente difficili da realizzare quando la deformazione del colosso che questi rapporti esercitano sugli utensili da taglio e la quasi impossibilità di liberare i trucioli entra in gioco.
La perforazione è relativamente semplice in termini di proporzioni basse; gli strumenti manterranno la loro rigidità e rimarranno allineati correttamente durante tutto il processo Tuttavia, all'aumentare del rapporto d'aspetto, la deflessione dell'utensile ostacola la traiettoria di perforazione più rapida necessaria e, di conseguenza, si perde la rettilineità dei fori. I rapporti d'aspetto ad alto contenuto di ium potrebbero comunque richiedere sistemi di raffreddamento e lubrificazione più efficienti per dissipare l'energia termica e proteggere la taglierina, che altrimenti influenzerebbero negativamente la finitura superficiale.
Pertanto, la gestione delle proporzioni richiede una selezione meticolosa dei parametri di lavorazione e degli utensili. L'operatore deve determinare l'equilibrio tra velocità di avanzamento, velocità di taglio e la giusta quantità di lubrificazione che aiuta a ridurre la gravità delle proporzioni più elevate sulla qualità dei fori. Le tecnologie avanzate, come la perforazione a gradini o gli utensili specializzati, aiuteranno a ottimizzare il processo per proporzioni maggiori e ad apprezzare prestazioni sorprendentemente pulite e accurate, anche se in alcuni rischi ridotti di guasti agli utensili o danni al pezzo.
La perforazione ad alto rapporto d'aspetto offre diversi vantaggi nel mondo reale a vari settori che richiedono precisione ed efficienza La capacità di forare con tolleranze strette in fori profondi fornisce un avanzamento funzionale del componente più adatto per applicazioni nel settore aerospaziale, dispositivi medici e produzione automobilistica Questo metodo riduce al minimo la necessità di lavorazioni aggiuntive o assemblaggi, riducendo così i costi di produzione Inoltre, miglioramenti all'avanguardia negli utensili e nelle tecniche supportano l'affidabilità e l'efficienza dell'annuncio di perforazione ad alto rapporto d'aspetto ridotto in termini di tempo e spreco di materiali, al costo di un elevato investimento di capitale.
L'elevato rapporto d'aspetto è accompagnato da sfide significative che devono essere gestite con giudizio durante il processo Una delle sfide principali è gestire il calore durante la perforazione perché i fori profondi diventano più caldi più velocemente Questo, a sua volta, può ridurre la durata con resistenza all'abrasione per l'utensile e può rovinare la qualità della superficie lavorata se non adeguatamente affrontata La scarsa rimozione del truciolo va nel senso di rottura dell'utensile o danni al pezzo È anche difficile sostenere la precisione perché diventa più problematico se il foro è più lungo in presenza di deflessione o vibrazione dell'utensile.
Per affrontare queste sfide, gli operatori devono utilizzare le migliori pratiche e strumenti Strumenti come trapani ad alte prestazioni con rivestimenti migliorati funzionano bene a profondità maggiori perché la maggiore sollecitazione ad alcune profondità indebolisce i rivestimenti inferiori mentre il sistema del liquido di raffreddamento, oltre a garantire la dissipazione del calore, promuove anche l'evacuazione dei trucioli Inoltre, la perforazione a gradini e la perforazione a peck possono essere la soluzione per ridurre lo stress sugli utensili al fine di migliorare ulteriormente la precisione in modo incrementale. La pianificazione e il monitoraggio del processo adeguati sono i fattori principali per trovare il perfetto equilibrio tra velocità, precisione e prestazioni dell'utensile, guidando quindi il processo di garanzia di una perforazione ad alte proporzioni per diventare fattibile, sebbene rimanga una tecnologia di lavorazione specializzata.
È certamente un must che la punta giusta del trapano deve essere scelta al fine di assicurare l'efficienza di perforazione, la posizione precisa e la natura duratura durante la perforazione profonda del foro Questo può dipendere dal materiale da perforare attraverso, le dimensioni del foro, e la finitura di qualità richiesta Le punte da trapano progettate per gestire durezza o fragilità, come metalli, compositi e plastica, meritano tutte un diverso tipo di punta adatta Le punte in acciaio ad alta velocità (HSS), con punta in carburo e in carburo solido sono le categorie più comuni disponibili per i requisiti di tenacità e durata della movimentazione.
Inoltre, pensa alla geometria della punta del trapano Ottenendo il giusto angolo di punto della punta e un design appropriato della scanalatura, gran parte del calore sarà ridotto e la rimozione dei trucioli funzionerà bene, un driver critico nella perforazione a foro profondo La scanalatura a spirale, ad esempio, è particolarmente buona nel rimuovere i trucioli e mantenere la stabilità, che, a sua volta, previene l'usura e la rottura degli utensili Per fori profondi, punte speciali per la perforazione a foro profondo, come i trapani a pistola, sono spesso consigliate per le loro migliori capacità di raffreddamento e l'efficienza di rimozione dei trucioli Dovrebbe essere lubrificato e raffreddato quando si seleziona la punta del trapano Alcune punte sono progettate per funzionare in modo più efficace con sistemi di erogazione del refrigerante esterni o interni. Garantendo che la punta del trapano sia compatibile con questi sistemi, il controllo della temperatura sia mantenuto, la durata dell'utensile sia prolungata e si ottengano risultati di migliore qualità. La selezione della punta del trapano è uno dei tanti fattori fondamentali che incidono con successo sulla perforazione a foro profondo fornendo le migliori prestazioni del resto delle sfide operative.
L'impostazione di un regime esperto di velocità di avanzamento e mandrino è essenziale per la precisione e la potenza nella perforazione a foro profondo La velocità di avanzamento denota la velocità con cui il trapano entra nel materiale, mentre la velocità del mandrino è il ritmo di rotazione del trapano Se entrambi sono impostati correttamente, riduce i criteri per un taglio migliore senza ulteriore usura sugli utensili, mantiene i fori nella migliore forma possibile e salva il pezzo da qualsiasi danno.
Trovare le migliori velocità di avanzamento e velocità del mandrino dovrebbe essere basato su una serie di fattori come il tipo di materiali di perforazione che stanno maneggiando, come sono stati tagliati i loro trapani e quale sistema di raffreddamento hanno applicato Un materiale più morbido come l'alluminio richiede velocità significativamente più elevate e alimentazioni decentemente inferiori; al contrario, i materiali più duri come l'acciaio inossidabile richiedono velocità più lente e ancora meno alimentazione. Dovrebbe essere chiaro che la messa a punto della produzione e della durata dell'utensile allo stesso tempo è la ragione principale per eseguire una serie di test definiti da specifiche condizioni di lavorazione.
Inoltre, l'utilizzo di ausili basati sui dati come i grafici di taglio forniti dai produttori di utensili aiuta a garantire le giuste impostazioni dei parametri per la perforazione Il monitoraggio delle prestazioni dell'utensile durante il processo di perforazione consente in realtà un ulteriore perfezionamento di queste impostazioni, con conseguenti grandi miglioramenti nella qualità e nella produttività del prodotto Con i vantaggi di una buona alimentazione e velocità, gli operatori sarebbero, quindi, in grado di massimizzare la produttività, ridurre i difetti e migliorare la durata degli utensili e delle apparecchiature.
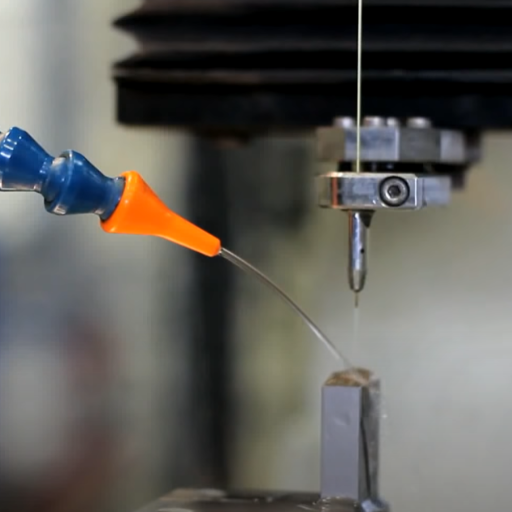
Tra i fattori che influenzano controllabili con un impatto significativo sulla vita dell'utensile e sulla qualità del prodotto nella fase finale c'è la lavorabilità del processo del liquido di raffreddamento, che è qualcosa che si nutre direttamente di se stesso. Ciò che significa per il gioco della lavorabilità è che i refrigeranti lubrificano, riducono al minimo l'attrito, riducono il riscaldamento e agiscono come raffreddatori, non semplicemente come l'alesatura di un foro attraverso la regione di taglio. Gestire efficacemente i refrigeranti richiede concentrazione costante e attenzione al monitoraggio, alla pulizia e al controllo della portata. Ma poi prendersi cura di queste condizioni è significativo per garantire coerenza nella lavorabilità senza problemi.
Un prerequisito necessario per qualsiasi pratica adeguata del liquido di raffreddamento è mantenere uno sciroppo di concentrazione appropriato qualunque cosa inibisca il taglio del sistema. Affidarsi a metodi che supportino il controllo di tali sistemi mediante rifrattometro o altri mezzi appropriati tratti dalla strumentalità per verificare l'accuratezza. Una concentrazione imprecisa crea tali difficoltà a causa dell'usura degli utensili e della scarsa qualità della finitura, con l'enorme svantaggio aggiuntivo della corrosione sugli elementi della macchina che prima o poi entra in alcuni o altri punti. I test regolari rendono la gestione del liquido di raffreddamento più efficiente.
La pulizia e il filtraggio del sistema del liquido di raffreddamento sono un altro passo fondamentale nella gestione del liquido di raffreddamento Questo versamento di contaminanti come trucioli, microrganismi e materiale sfuso riduce il rischio di blocchi e aumenta l'efficacia del raffreddamento I filtri e gli schiumatoi devono essere controllati e puliti periodicamente se si vuole garantire la massima efficienza di filtrazione Questo principio orientato all'operatività si traduce in una maggiore produttività, una maggiore durata dei macchinari e un luogo di lavoro più sicuro.

Uno dei problemi più frequentemente riscontrati nella perforazione profonda del foro è la rimozione dei trucioli e l'uso di utensili La rimozione errata del truciolo può bloccare il foro, portando ad un aumento del calore e potenziali danni al pezzo o all'utensile Il controllo efficace del truciolo nella perforazione profonda del foro può spesso essere garantito attraverso una combinazione intelligente di parametri di taglio, modifica della progettazione dell'utensile e dispositivi come un sistema di raffreddamento continuo.
L'usura degli utensili è ancora un altro problema significativo che pone un problema speciale per la durata e l'efficacia del trapano dibb. La temperatura media attraverso l'esposizione continua, l'attrito pungente e la resistenza del pezzo rallenterà anche i taglienti, comprometterà la precisione sulle dimensioni e potenzialmente porterà all'autorizzazione per maggiori tempi di fermo della manutenzione. Il miglioramento radicale più efficace risiederebbe nell'utilizzo di materiali e rivestimenti difficili da sviluppare nella produzione degli utensili da taglio e nell'adesione alle giuste velocità e velocità di avanzamento, ottenendo così enormi risparmi sui costi in termini di bassa usura del trapano e pendenza verso l'alto nelle loro operazioni di perforazione.
La gestione di questi problemi familiari richiede la cooperazione sofisticata della tecnologia unita e del controllo del processo Il monitoraggio regolare dell'evacuazione dei trucioli, mantenuto con ispezione e sostituzione tempestive degli utensili, migliora la sicurezza e la precisione del processo L'esecuzione di queste pratiche in tandem definisce la stabilità della qualità della lavorazione dei fori e riduce i disturbi del ciclo rispetto all'accelerazione della produttività nei cerchi di lavoro molto difficili che comportano la perforazione di fori profondi.
Comunemente, i processi di lavorazione sono messi in discussione da problemi come la rottura degli utensili e i problemi del mandrino che possono essere facilmente alleviati a condizione che vengano adottate adeguate misure preventive L'applicazione inadeguata della forza, la velocità di avanzamento eccessiva o insufficiente e l'usura degli utensili sono cause di rottura degli utensili Per gestire la rottura degli utensili, gli operatori sono tenuti a ispezionare lo stato degli utensili da taglio a intervalli regolari per rilevare eventuali segni di usura o danneggiamento, e prima che si guastano completamente, i primi dovrebbero sostituirli Un altro aspetto per la prevenzione della rottura degli utensili è l'ispezione periodica per scoprire se le velocità di taglio e le velocità di avanzamento sono state mantenute In generale, ciò contribuirà a ridurre lo stress accumulato sugli utensili Le pratiche di manutenzione adeguate, tra cui la lubrificazione e il raffreddamento, possono essere molto significative nel ridurre lo stress sugli utensili e contribuire in tal modo a una lunga durata.
Problemi relativi al mandrino come surriscaldamento, disallineamento o vibrazioni causano volberazione indesiderata con conseguenti scarse capacità di lavorazione e prestazioni dell'utensile Una corretta manutenzione, inclusa la pulizia, la lubrificazione e il controllo dell'allineamento, riduce al minimo il verificarsi di questi problemi Il monitoraggio delle condizioni di lavoro del mandrino aiuterà a mantenere la sua capacità di lavoro sostituendo i cuscinetti ogni volta che è necessario L'analisi delle vibrazioni dell'usura precedente del mandrino o del disallineamento fornisce impulsi per correggere i potenziali problemi che si verificano.
Come iniziativa chiave, l'istituzione di operazioni di manutenzione ordinaria e attività di monitoraggio deve essere seguita per fermare i disastri di guasti agli utensili e problemi di funzione del mandrino L'integrazione di sistemi di monitoraggio accelerato nell'automazione consentirà di ricevere dati in tempo reale sulle condizioni della macchina, rispondendo più rapidamente ai guasti imminenti Le opportunità di produzione per internalizzare questa pratica porterebbero a perdere meno tempo e a mantenere la qualità in carreggiata per l'imperiosa correttezza della lavorazione.
La corretta gestione di tali difficoltà nel processo di coulshipping inizia con precisione nella progettazione e nel tipo di attrezzatura utilizzata. Gli elementi di parete distorti possono dar luogo a casi di disallineamento, distorsione e successivo guasto. È necessario che lo spessore della parete rimanga lo stesso durante tutta la progettazione; i piccoli cambiamenti ridondanti nello spessore della parete implicano anche l'arrivo di altre forze fisiche. L'utilizzo di strumenti di simulazione per i test durante la fase di progettazione consentirebbe infatti l'identificazione dei problemi, al fine di affinare la soluzione prima dell'inizio della produzione.
I sottosquadri, sebbene spesso necessari per la funzionalità, possono essere disordinati da lavorare. È possibile utilizzare strumenti specializzati e personalizzati per geometrie in modo adeguato per aggirare i sottosquadri. È inoltre possibile offrire una buona produttività rispetto a tali sottosquadri valutando il design del pezzo in modo tale da ridurre al minimo i sottosquadri. Si tratta di un significativo passo avanti in termini di enteralogia della lavorazione, riducendo così anche i tempi di produzione. Percorsi di approccio accurati agli utensili sono indispensabili per mantenere la coerenza e garantire un'elevata precisione di lavorazione.
Assicurare utensili con un numero così minore di sottosquadri potrebbe essere ottenuto con alcune best practice tra cui l'ispezione regolare e la raddrizzatura degli utensili Inoltre, la combinazione di CAD e CAM con percorsi di taglio calcolati accuratamente e la previsione di percorsi utensile non disponibili può migliorare il miglioramento relativo a un certo grado di accuratezza È necessario prestare molta cautela nelle fasi di pianificazione, oppure è necessario garantire una lavorazione criticamente corretta per questioni come il sottosquadro e lo spessore delle pareti.

Le innovazioni degli utensili e dei materiali hanno reso l'operazione di perforazione profonda del foro così esatta da aver ridotto una notevole quantità di costi I moderni progetti di utensili con geometria di taglio e rivestimenti ottimizzati hanno aumentato l'efficienza di taglio così come la durata dell'utensile Con la minimizzazione dell'usura dell'utensile per consentire tempi più lunghi tra le sostituzioni dell'utensile è possibile migliorare l'affidabilità generale nell'operazione di perforazione L'introduzione di sistemi refrigerante e lubrificante quando integrati nell'utensile ha contribuito a ridurre il calore e promuovere tagli puliti, anche in materiali più resistenti.
I progressi moderni hanno affinato le capacità per quanto riguarda la perforazione profonda del foro Leghe e i compositi ad alte prestazioni utilizzati nella produzione di utensili mostrano una resistenza e una resistenza eccezionali alla deformazione sotto carichi più elevati Questi materiali resistono così a tutte le condizioni estreme durante la perforazione profonda del foro, mantenendo l'integrità strutturale in posizione riducendo i tempi di inattività a causa del guasto dell'utensile Anche in questo caso, l'evoluzione verso utensili all'avanguardia, che sono adattivi a qualsiasi ambiente di fresatura modificabile, ha aggiunto precisione al completamento di intricati processi di perforazione.
Tali innovazioni aumentano la produttività e migliorano le applicazioni di perforazione profonda. Strumenti e materiali robusti rendono possibile la produzione di precisione di componenti in vari settori come quello aerospaziale, automobilistico o energetico. I moderni strumenti analitici e una pianificazione del processo più intelligente consentono agli utensili e agli sviluppi dei materiali di creare slancio per soddisfare la precisione, la velocità e i gruppi di costi delle richieste di fori profondi.
I sistemi di monitoraggio per la progettazione delle operazioni di perforazione profonda sono fondamentali per garantire precisione ed efficienza Utilizzando sensori abbinati a dati in tempo reale provenienti da temperatura, vibrazioni, pressione e usura degli utensili, i risultati del monitoraggio sono adattabili Attraverso il monitoraggio vigoroso di tali variabili, il processo di monitoraggio può facilmente rilevare una maggiore deviazione dalla condizione ottimale e agire con effetto immediato per adattarsi a qualità e precisione costanti.
L'integrazione dei sistemi di monitoraggio consente l'efficienza delle risorse nel limitare i tempi di inattività attraverso l'identificazione di una possibile usura della macchina o degli utensili Gli avvisi immediati da tali sistemi limitano il rischio di guasti prematuri della macchina, perdita di tempo e ulteriore accumulo di riparazioni e inutili perdite di produzione Inoltre, durante il monitoraggio dell'acquisizione dei dati, il produttore può perfezionare i processi, migliorare le prestazioni e fornire un risultato complessivo incredibile ricevendo dati elaborati e fatti dei sistemi di monitoraggio.
È fantastico dal punto di vista della sostenibilità I sistemi di monitoraggio sono diventati importanti poiché migliorano l'uso della capacità delle diverse risorse e, così facendo, riducono gli sprechi derivanti dalla fuga Includono ispezioni che forniscono un'indicazione tempestiva di inefficienza e rafforzano lo stoccaggio degli input e l'approvvigionamento energetico in modo che i costi di produzione finalmente diminuiscano La tecnologia basata sulla precisione è un must per un assetto industriale che gravita verso tempi di consegna più rapidi, maggiore precisione e operazioni economicamente vantaggiose.
La tecnologia del CNC ha fornito precisione, efficienza e uniformità alle operazioni di perforazione profonda Attraverso una modalità di controllo automatizzata sul processo di perforazione, i macchinari CNC riducono la probabilità di errore umano garantendo al tempo stesso il raggiungimento coerente di tolleranze precise Questo punto è particolarmente sensibile nella perforazione profonda poiché la precisione è direttamente collegata al mantenimento dell'integrità strutturale delle parti utilizzate nei settori aerospaziale, automobilistico e della produzione di energia.
Uno dei principali fattori che contribuiscono ad un profondo apprezzamento della tecnologia CNC è il potenziale che ha nel ridurre la complessità delle operazioni di lavorazione Le macchine CNC possono eseguire modelli di perforazione altamente complessi e gestire i parametri di taglio con un alto grado di precisione, garantendo che l'usura dell'utensile sia ridotta e che la qualità del lavoro della macchina perforata sia mantenuta al meglio Progettiamo controller CNC che garantiscono che alimentazioni, velocità e scarico del liquido di raffreddamento siano ottimizzati per promuovere la produzione e ridurre lo spreco di materiale.
La tecnologia CNC fornisce inoltre una migliore sicurezza e consente di risparmiare denaro Sopprime l'affaticamento dell'operatore e il rischio ambientale, causando l'automazione delle operazioni di fori profondi riducendo al tempo stesso i costi operativi grazie alla maggiore efficienza Essendo in grado di promuovere tempi di consegna rapidi e un output uniforme, la tecnologia CNC prepara diversi settori a soddisfare le elevate richieste di produttività senza ridurre la qualità CNC ha completamente alzato il bordo della perforazione di fori profondi per raggiungere le vette di fornire processi di produzione più affidabili e più economici.
A: Foratura del foro: i rapporti di aspetto e le linee guida di progettazione introducono le migliori pratiche, le regole di progettazione e le considerazioni di lavorazione nella perforazione di fori ad alto rapporto d'aspetto Il rapporto d'aspetto è il rapporto tra profondità e diametro per quanto riguarda il foro Il programma di formazione potrebbe coprire hardware di perforazione, parametri di perforazione, tecnologie di perforazione tra cui perforazione CNC, perforazione laser e macchinari di perforazione specializzati e discutere le opzioni di progettazione che potrebbero influire sulla producibilità, sui costi e sulla precisione durante la perforazione in profondità dei materiali.
A: I fori ad alto rapporto d'aspetto presentano diverse sfide notevoli, in particolare legate alla perforazione di fori più profondi e stretti: maggiore è la profondità del materiale, maggiori sono le forze di taglio; con una maggiore generazione di calore e una scarsa evacuazione dei trucioli, si verificheranno forze di taglio perdute, che porteranno a deflessioni catastrofiche, una peggiore finitura superficiale e problemi di scarsa integrità del segnale nelle applicazioni di perforazione PCB. Attrezzature di perforazione appositamente personalizzate si collegano a questi problemi per prevenirli. Macchine CNC precise con parametri di taglio ottimali devono essere lanciate direttamente contro i problemi di deflessione del foro, mantenendo i livelli di precisione richiesti sul bordo nudo e affrontando in particolare i problemi sul fondo del foro.
A: Il limite delle proporzioni dipende dal materiale, dalle dimensioni dei fori e dai metodi di fabbricazione disponibili Per la lavorazione regolare e la foratura normale a CNC, le proporzioni inferiori sono buone; tuttavia, per creare fori ad alto rapporto d'aspetto o fori di profondità maggiore, potrebbero essere necessarie macchine CNC speciali o tecniche di foratura a foro profondo. Svolge un ruolo significativo nel coinvolgere il produttore in una fase iniziale della progettazione per stabilire limiti di proporzioni fattibili, riconoscendo i compromessi tra costo e precisione.
A: Esiste una relazione diretta tra i parametri di perforazione (velocità, alimentazione, liquido di raffreddamento, cicli di beccatura e geometria del trapano) e le forze di taglio sviluppate nelle operazioni di perforazione Elevate forze di taglio possono causare deflessione dell'utensile e quindi danneggiare la parete del foro; il calore extra generato provoca la deformazione del foro, per non parlare del fatto che possono verificarsi i corrispondenti compromessi in termini di proprietà metallurgiche. Attraverso parametri e attrezzature adeguati, i problemi indotti dalla perforazione causati dall'eccentricità vengono annullati; pertanto, si ottengono alberi di fori più dritti che favoriscono una maggiore durata dell'utensile quando si praticano fori con un rapporto di aspetto elevato.
A: La perforazione CNC è la migliore per la maggior parte dei fori meccanici, fori con tolleranze limitate, finitura superficiale e filettature La perforazione laser funziona meglio per diametri davvero piccoli per applicazioni che richiedono il minor contatto meccanico possibile Tuttavia, potrebbe creare strati rifusi e i fori devono avere post-elaborazione e poi post-placcatura. Con un diametro del foro estremamente grande, combinato con fori profondi insieme, dovrebbero essere macchine cnc avanzate o perforatrici appositamente progettate per garantire che non si verifichino limiti dalla perforazione laser.
A: È solo con una tolleranza più stretta e parametri di proporzioni deliberati che è possibile fornire un numero maggiore di fori. Più profondi sono i fori, più lungo è il tempo di ciclo e la necessità di attrezzature specializzate, cambi di utensili più frequenti, attrezzature di perforazione avanzate e uno stretto controllo dei parametri di perforazione, che aumentano i costi di produzione. Al contrario, man mano che il rapporto d'aspetto cresce (più vecchio del diametro delle pareti del substrato bagnante), il livello di precisione possibile diventa maggiore di quello normalmente automatizzato in tutte le macchine CNC o alternative di processo più avanzate che potrebbero soddisfare o soddisfare le tolleranze.
A: Alla luce di ciò, le regole pratiche di progettazione prevedono: ridurre al minimo le proporzioni al meglio delle capacità dell'ingegnere; ingrandire le dimensioni dei fori quando possibile; utilizzare la perforazione a becchetto o il refrigerante interno durante il processo di taglio per controllare l'accumulo di trucioli e calore; specificare le tolleranze da rispettare data la posizione e la precisione della tolleranza di precisione; e progettare i fori per consentire la placcatura e l'integrità del segnale, se necessario. In generale, consultare il produttore nelle prime fasi della progettazione per garantire che le scelte ingegneristiche siano in sincronia con le disponibilità, le specifiche e i costi pronti dei metodi e delle attrezzature di perforazione.









