


Service de soutien, professionnel et axé sur le client
Entrez en contact avec Lecreator Company
Des prototypes à la production à grande échelle, nous avons ce qu'il vous faut.


Utilisez ce guide de décision pour lire les spécifications de la machine, repérer la géométrie du tour en premier et séparer le coût de la machine du coût des pièces Lecreator prend en charge le tournage CNC, le travail de retournement, le tournage de type suisse, les pièces prototypes et le tournage de production pour les acheteurs qui ont besoin de pièces finies plutôt que d'une nouvelle machine au sol.
| Meilleur ajustement | Arbres, broches, bagues, entretoises, inserts filetés, manchons, buses, poulies et boîtiers tournés. |
|---|---|
| Les spécifications de la machine comptent | Broche, tr/min, mandrin ou pince, capacité de la barre, déplacement X/Z, tourelle, outillage sous tension, liquide de refroidissement, enceinte, contrôleur et accès d'inspection. |
| Pont de service | Lecreator répertorie le tournage CNC à 2 axes, l'outillage sous tension, le tournage de type suisse, le prototypage rapide, le tournage de production et les opérations secondaires. |
| Réclamations du créateur public | Tourner la tolérance à +/-0,0005 po, plus de 50 matériaux, le délai d'exécution le plus rapide de 3 jours et un langage de qualité comprenant AS9100 D, ISO 13485 et IATF 16949. |
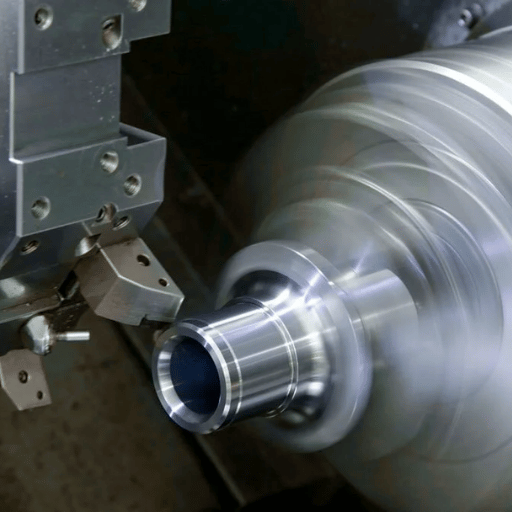
Les tours CNC font tourner une pièce tandis qu'un outil enlève du matériau Cela rend le processus naturellement solide pour la géométrie ronde du métal : diamètres, épaulements, rainures, filetages, alésages, cônes, chanfreins et faces La géométrie devient un problème d'ajustement lorsque le dessin a plus de faces planes, de poches, de caractéristiques profondes hors axe ou une géométrie latérale complexe que les caractéristiques rondes.
Le mot“lathe” peut également créer de la confusion Les tours manuels de moteur, les mini tours, les tours tournants et les centres de tournage contrôlés par ordinateur peuvent tous faire tourner une pièce, mais ils diffèrent par le contrôle d'axe, la répétabilité, la tenue de travail, la charge de l'opérateur, l'enceinte, le liquide de refroidissement et les besoins d'inspection Pour les cycles de production, la comparaison réelle est rarement “lathe ou pas de tour.” Il est généralement “lathe-only, mill-turn, CNC mill, Swiss machine, ou service devis.”
Commencez par la géométrie, pas par un catalogue de machines Si la plus grande valeur est créée en contrôlant les diamètres autour d'une ligne centrale, la pièce est probablement la première au tour Si le dessin dépend de larges faces prismatiques, de plusieurs poches ou de caractéristiques hors axe, il peut nécessiter un fraisage, un outillage sous tension, un EDM filaire ou une deuxième opération.
| Famille partielle | Pourquoi c'est le tour en premier | Point de surveillance |
|---|---|---|
| Arbre | Les diamètres, les épaules, les rainures et les faces partagent une ligne centrale. | Les rapports longueur/diamètre longs peuvent nécessiter un support. |
| Épingle à cheville | OD droit, chanfreins et rotation de la combinaison de contrôle de longueur. | La finition et la dureté peuvent déplacer le travail vers le meulage. |
| Buisson | Les relations OD, ID, alésage et visage peuvent être maintenues dans une seule configuration. | Les parois minces peuvent se déplacer pendant la pince et la coupe. |
| Espaceur | Contrôle simple de la longueur, de la DO, de l'ID et du chanfrein. | Le contrôle des bavures est important au volume. |
| Insert fileté | Les filetages externe et interne s'alignent avec l'axe de la broche. | La jauge de filetage, le pas, la classe et l'introduction doivent être spécifiés. |
| Poulie | Les rainures et les alésages concentriques sont des tours naturels. | Les clavettes peuvent nécessiter un fraisage ou un brochage. |
| Buse | Les cônes, les alésages, les sièges et les filetages sont des éléments centraux. | De petits trous profonds peuvent contrôler le temps de cycle. |
| Corps du connecteur | Les caractéristiques rondes de coque, d'alésage et de filetage conviennent à un centre de virage. | Les plats, les fentes et les trous transversaux ajoutent un outillage ou un fraisage sous tension. |
| Logement tourné | Les sièges et les faces concentriques peuvent être découpés dans une billette ou une barre. | Les poches et les modèles de boulons peuvent déplacer le travail vers le tour de broyage. |
Scénario 1 : arbre prototype. Un ingénieur produit a besoin de 12 arbres en acier inoxydable avec deux diamètres, un filetage M6 et un siège de roulement L'impression n'a pas de poches, pas de méplats et pas de trous latéraux C'est un candidat propre au tournage CNC, même si un acheteur a d'abord recherché une machine à tour CNC Les données de devis utiles ne sont pas une marque de machine ; il s'agit de la qualité du matériau, de la tolérance OD, de la classe de filetage, de la finition du siège de roulement, de la quantité et de la méthode d'inspection Si la prochaine révision ajoute un trou transversal ou une clé plate, la pièce peut encore commencer sur un tour, mais elle pourrait avoir besoin d'un outillage en direct, d'une deuxième configuration de fraisage ou d'un transfert Usinage suisse pour les petites et longues fonctionnalités.
Le cadre nommé ci-dessous est le point de décision principal : le Test d'ajustement de tour ou de service à 6 entrées. Il sépare la logique de propriété de la logique d'achat de pièces La possession d'une machine-outil peut avoir un sens lorsque la demande répétée, le temps de l'opérateur, le matériel d'inspection et la capacité au sol s'alignent tous Citant un Service de tournage CNC cela a plus de sens lorsque la pièce est urgente, de faible volume, difficile à inspecter, sensible au matériau ou susceptible de changer.
| Entrée | Acheter signal | Signal de citation |
|---|---|---|
| Volume annuel | Des séries de production répétées stables remplissent la machine. | Prototype ou demande irrégulière. |
| Tolérance | L'équipement d'inspection existant peut mesurer le dessin. | Une tolérance serrée, un rapport GD & T ou CMM est requis. |
| Matériel | Ouvrage connu en aluminium, laiton ou acier à usinage libre. | Titane, acier inoxydable, alliage durci, ou comportement plastique difficile. |
| Utilisation | Les heures de broche justifient la machine, l'outillage, le liquide de refroidissement et l'entretien. | La machine resterait inactive entre les tâches. |
| Compétence de l'opérateur | Un machiniste peut programmer, définir des outils, prouver et ajuster les décalages. | Pas d'opérateur formé ou de support de configuration. |
| Charge d'inspection | Shop dispose déjà de jauges, micromètres, jauges de filetage et rapports. | Le client a besoin de certificats matériels, de premier article, de CMM ou de PPAP. |
| Taux de changement de géométrie | Le dessin est verrouillé. | La conception évolue toujours à travers les cycles de prototypes. |
| Opérations secondaires | Seuls des travaux de tournage et de forage simples sont nécessaires. | Un traitement thermique, un broyage, un placage, une gravure ou un assemblage sont nécessaires. |
| Risque d'horaire | La file d'attente interne est prévisible. | Les pièces sont nécessaires plus rapidement qu’un cycle d’achat, d’installation et de démonstration de machines. |
Scénario 2 : acheteur coincé entre machine et service. Supposons qu'une petite équipe matérielle souhaite 200 inserts filetés en laiton par mois Un mini tour pourrait faire des échantillons précoces, mais l'acheteur a également besoin d'un jaugeage de filetage cohérent, d'un contrôle des bavures, d'une traçabilité des matériaux et d'un plan de secours lorsque la demande passe à 2 000 pièces. Les points de test à 6 entrées vers un chemin hybride : utilisez de simples échantillons internes pour les contrôles d'ajustement, puis indiquez la géométrie de production via un fournisseur de tournage. Cela protège l'argent liquide de la position à l'intérieur d'une machine, d'un jeu de pinces, de porte-outils, d'un liquide de refroidissement, d'un équipement d'inspection et d'une formation des opérateurs avant que la conception ne soit stable.

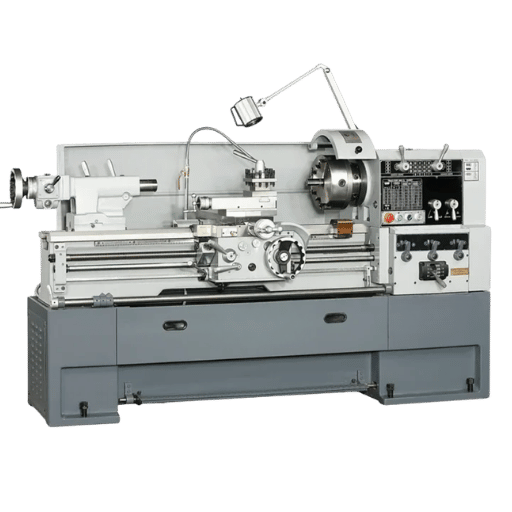
Les feuilles de spécifications se ressemblent jusqu'à ce que le dessin de la pièce entre dans la discussion La taille du collier, un mandrin de 8 pouces, une contre-pointe, un chargeur de barres, une tourelle, une sous-broche, un outillage sous tension sur l'axe Y et un système de liquide de refroidissement changent tous ce qui peut être fait sans configurations supplémentaires Les exemples de machines publiques montrent également pourquoi la comparaison des prix est difficile : les emballages compacts peuvent indiquer une broche de 1,5 ch et 180 à 5 000 tr/min, tandis que les tours métalliques CNC plus grands sont vendus autour du balancement, de l'alésage de la broche, de l'entraxe et du support pour les travaux lourds.
Lorsque l'on compare une enveloppe de machine avec un devis de service, regrouper le dessin par bandes dimensionnelles : 0,25 en broches, 0,5 en entretoises, 1 en bagues, 2 en boîtiers, 8 en mandrin de travail, 12 en parties de diamètre et 24 en parties de longueur créent toutes différentes questions de tenue de travail et d’inspection.
| Spécification | Pourquoi ça compte | Traduction RFQ |
|---|---|---|
| Puissance de broche et régime | Contrôle le couple, la vitesse et la capacité à couper le métal sans bavarder. | Partagez le matériel, la DO, la finition et la tolérance. |
| Mandrin ou pince | Affecte l'adhérence, le voile, le changement et le marquage de surface. | Faites appel aux zones cosmétiques et aux besoins de concentricité. |
| Bar capacité | Définit le diamètre maximum du stock pour les travaux alimentés par des barres. | Fournissez la taille du stock si elle est connue. |
| Queue | Prend en charge les pièces longues pendant le tournage. | Signalez tôt les arbres minces. |
| Outillage en direct | Ajoute des opérations de forage, de plats, de fentes et de fraisage léger sur le centre de tournage. | Marquez les trous croisés, les méplats et les caractéristiques angulaires. |
| Sous-broche | Peut finir la face arrière sans re-clamp manuel. | Afficher clairement les fonctionnalités du back-face. |
| Guidage | Prend en charge un travail petit, long et mince près de la coupe. | Considérons a Tour suisse chemin pour petits arbres et broches. |
| Enceinte et garde | Protège autour du travail rotatif, des copeaux, du liquide de refroidissement et des points de pincement. | Demandez comment la configuration gère les risques d'exploitation exposés. |
Pour le tournage, la vitesse de la broche change avec le diamètre de la pièce Laboratoire d'usinage de l'Université de Floride donne la formule commune N = 12 * V / (pi * D), où N est tr/min, V est la vitesse de surface en pieds par minute et D est le diamètre en pouces. Cela signifie qu'une pièce de travail de 0,25 pouces et une pièce de 2 pouces n'utilisent pas le même régime à la même vitesse de surface. La même source avertit également les étudiants de plafonner la vitesse dans certaines conditions de sécurité du mandrin dans son réglage de laboratoire, ce qui rappelle que le régime n'est pas choisi uniquement dans une table.
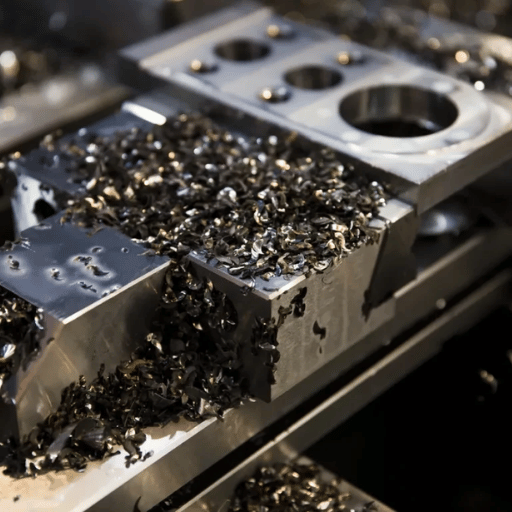
Le choix du matériau modifie la chaleur, l'usure de l'outil, le contrôle des copeaux, les besoins en liquide de refroidissement, le comportement de la bavure et la finition de la surface. L'aluminium peut couper rapidement, le laiton peut usiner proprement, l'acier inoxydable peut durcir, le titane transporte mal la chaleur, les plastiques peuvent se déplacer sous la pression de la pince et les aciers durcis peuvent nécessiter une chaîne de processus différente. Lecreator répertorie les chemins de matériaux dédiés usinage CNC en aluminium, usinage CNC en acier inoxydable, et usinage CNC en titane.
La tolérance nécessite également une formulation prudente. Les pages de service peuvent énumérer une capacité telle que +/-0,0005 po, mais un dessin doit toujours définir quel diamètre, longueur, alésage, filetage, voile, position, planéité ou finition de surface est essentiel. Le Catalogue de spécifications dimensionnelles et géométriques ISO indique des normes distinctes pour les tolérances de taille linéaires, les spécifications géométriques des produits et les références de référence, notamment ISO 286-1, ISO 286-2, ISO 1101 et ISO 5459.
| Matériel | Risque tournant | Que préciser |
|---|---|---|
| Aluminium | Brûlures, marques de finition, qualité du fil. | Alliage, finition, limites de débroussaille, zones cosmétiques. |
| Acier inoxydable | Durcissement du travail, usure des outils, chaleur, bavures. | Grade, besoin de passivation, diamètres critiques. |
| Titane | Chaleur, durée de vie de l'outil, déviation, grippage. | Grade, finition, plan d'inspection, quantité de lot. |
| Laiton et cuivre | Les marques de surface et le comportement des copeaux varient selon l'alliage. | Nombre d'alliage, besoin sans plomb, limites cosmétiques. |
| Plastique | Distorsion de la pince, mouvement de la chaleur, bavures et fuzz. | Qualité du matériau, température d'utilisation, planéité et finition. |
Pour un projet de production, la RFQ doit relier le dessin à un calendrier du projet, à une base de référence de débit, à une base d'inspection et aux résultats de production attendus Demandez si le fournisseur peut séparer un besoin de prototype de 3 jours d'une construction de pont de 6 mois, d'une commande répétée de 12 mois ou d'une comparaison de propriété de 24 mois. Pour la capacité des pièces tournées, les pages publiques de Lecreator répertorient la capacité de tournage d'usinage CNC à 12 de diamètre sur 24 de longueur et une capacité de page tournante à un diamètre maximum de 24 et une longueur de 36 pouces ; ces chiffres doivent être vérifiés par rapport au dessin réel avant toute étude de cas, échantillon interne ou résultat de production est traité comme comparable.
Scénario 3 : piège à tolérance. Un acheteur demande que chaque diamètre sur un manchon inoxydable soit maintenu à +/-0,0005 car une page de service répertorie ce numéro Le machiniste lit le dessin et voit un siège de roulement qui compte, deux diamètres d'entretoise non critiques, une paroi mince et un filetage sans appel de jauge. Une meilleure formulation RFQ marque le siège de roulement comme critique, détend les diamètres non fonctionnels, définit les exigences de filetage et demande la méthode d'inspection. Ce changement peut réduire le risque de rebut sans affaiblir l'intention de conception.
Des exemples de machines publiques montrent pourquoi la question des coûts nécessite un contexte Les ensembles de tours CNC compacts peuvent être annoncés dans les cinq chiffres bas, tandis que les guides de coûts commerciaux placent des tours à 2 axes d'entrée de gamme dans la gamme $15,000-$50,000 et des tours de production dans la gamme $50,000-$300,000. Ces chiffres ne sont que le contexte d’achat. Ils n’incluent pas les outils, les pinces, le liquide de refroidissement, les logiciels, les équipements d’inspection, les luminaires, la maintenance, le temps d’utilisation, la ferraille ou les opérations secondaires.
Une réponse utile est une gamme avec une mise en garde : un tour CNC petit ou d'entrée de gamme peut commencer en cinq chiffres bas, tandis que les centres de tournage de production peuvent atteindre six chiffres avant les accessoires Le véritable point d'arrêt n'est pas le prix de la vignette C'est le coût attendu par pièce utilisable après la configuration, l'usure de l'outil, l'inspection, la reprise, le temps d'inactivité, et la main-d'œuvre sont comptés.
| Conducteur de coûts | Effet de propriété de la machine | Effet de devis de service |
|---|---|---|
| Configuration | Payé en temps et en ferraille du personnel. | Construit en devis et amorti par quantité. |
| Outillage | Porte-outils, inserts, perceuses, barres d'alésage, jauges. | Le fournisseur sélectionne l'outillage de processus. |
| Inspection | Micromètres, jauges de filetage, accès CMM, enregistrements. | Les rapports demandés ajoutent des coûts mais réduisent la charge interne. |
| Matériel | L'acheteur comporte des risques de gouttes, de ferraille et de commande. | Le devis peut inclure des besoins matériels et certains. |
| Calendrier | L'installation et la validation de la machine peuvent retarder les premières pièces utilisables. | Un fournisseur doté de capacités peut citer le prototype et le calendrier de production. |

Une RFQ claire bat un long e-mail Si la partie se dirige déjà vers un Service d'usinage CNC, : donnez au fournisseur suffisamment de détails pour choisir un tour, une machine suisse, un centre de retournement de broyeur ou un processus secondaire sans deviner.
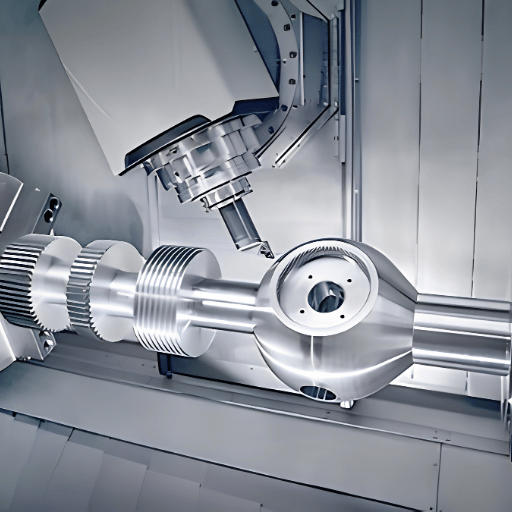
Pour les petits arbres, broches médicales, connecteurs et composants tournés miniatures, demandez tôt si une route suisse est adaptée. Pour les pièces qui combinent le tournage avec des méplats, des fentes et des trous transversaux, demandez-vous si un outillage sous tension ou usinage multitâche peut réduire les configurations supplémentaires Pour les coins internes pointus, les fentes fines ou les matériaux durcis en dehors de la zone de confort d'un tour, câble EDM peut appartenir au plan de processus.
Une pièce tournée peut paraître simple et échouer quand même à l'inspection Décidez des preuves dont vous avez besoin avant le début de la production, en particulier pour les équipements aérospatiaux, médicaux, automobiles, robotiques, de contrôle des fluides et industriels Les pages publiques de Lecreator font référence à la norme ISO 9001, AS9100 D, ISO 13485 et IATF 16949 sur les pages d'usinage et de tournage CNC ; les acheteurs doivent faire correspondre ces allégations de qualité au package de documents nécessaire à la commande.
| Contexte acheteur | Preuve commune à demander |
|---|---|
| Vérification de l'ajustement du prototype | Inspection dimensionnelle de base sur les caractéristiques critiques. |
| Support aérospatial ou partie actionneur | Cert matériel, CoC, premier article et enregistrement de révision contrôlée. |
| Composant de dispositif médical | Traçabilité des matériaux, notes de nettoyage, dossier d'inspection et contrôle des lots. |
| Article de production automobile | PPAP, plan de contrôle, méthode de jauge et données de répétabilité si nécessaire. |
| Pièce industrielle générale | Révision du dessin, qualité du matériau, inspection des diamètres fonctionnels et confirmation de finition. |
Les chercheurs du NIST Laetitia Monnier, William Z. Bernstein et Sebti Foufou encadrent le fil numérique comme un moyen de connecter le code NC, les données du contrôleur de machine et les preuves d'inspection afin que les données de fabrication puissent être interprétées entre les systèmes plutôt que piégées sur une seule machine, comme décrit. dans un Publication NIST 2023 sur les données NC et MTConnect.
Le signal de tendance le plus fort n'est pas un chiffre unique de la taille du marché C'est le passage vers des cellules connectées, moins de configurations, plus d'automatisation autour des centres de tournage et des liens plus étroits entre les données d'usinage et d'inspection. Lit d'essai pour systèmes de fabrication intelligents du NIST comprend le tournage CNC, le fraisage CNC, le CMM, les micromètres numériques, la collecte de données CAO/FAO/CAI/PDM et MTConnect, qui montrent où va l'attention de la recherche industrielle.
Les sources commerciales pointent également vers les alimentateurs à barres, les soins robotiques, les machines connectées à l'IoT, les capacités multi-axes et les cellules automatisées compactes. Pour les acheteurs, l'action est pratique : citer des pièces avec suffisamment de détails pour qu'un fournisseur puisse choisir entre le tournage à 2 axes, l'outillage sous tension, le tournage de type suisse, le travail de retournement de moulin et les opérations secondaires. L'approvisionnement flexible peut battre l'achat d'une machine lorsque la demande de produit est incertaine.
Le tour métallique CNC est la machine Le tournage CNC est l'opération d'usinage qui fait tourner la pièce pendant que les outils de coupe enlèvent du matériau Les fournisseurs de services peuvent exécuter des processus de tournage à 2 axes, d'outillage sous tension, de tournage suisse ou de retournement de fraisage selon le dessin.
Oui, mais la qualité du matériau, la chaleur, l'usure des outils, le liquide de refroidissement, l'entretien et la tolérance sont importants. L'acier inoxydable et le titane nécessitent généralement plus de contrôle du processus que l'aluminium ou le laiton.
Utilisez le fraisage lorsque les principales caractéristiques sont des faces plates, des poches, de larges fentes, des contours hors axe ou une géométrie prismatique. Les pièces tournées à caractéristiques latérales peuvent toujours être fabriquées avec un outillage sous tension ou un travail de retournement de broyeur.
Ce n'est que lorsque le volume, l'utilisation de la machine, les compétences de l'opérateur, l'outillage et le support d'inspection justifient la propriété. Pour les prototypes, les conceptions instables, les matériaux difficiles ou les courts trajets, citer le service est souvent la voie à faible risque.
Cela dépend du diamètre, de la longueur, du matériau, de l'épaisseur de la paroi, de l'accès à l'outil, de la tenue de travail et de la méthode d'inspection. Traitez les allégations de tolérance du public comme des signaux de capacité, puis marquez les caractéristiques critiques sur le dessin.
Envoyer un fichier CAO, dessin 2 D, matériel, quantité, tolérances, appels de filetage, finition de surface, besoins d'inspection, besoins de certificat, et calendrier cible Mentionnez tout problème de processus actuel ou les échecs passés.
Si votre dessin est au tour d'abord, envoyez à Lecreator le fichier CAO, le dessin, le matériau, la quantité, la tolérance, la finition, les besoins d'inspection et la date limite L'équipe peut acheminer le travail par tournage CNC, tournage de type suisse, outillage sous tension, ou usinage CNC personnalisé plus large lorsque la géométrie a besoin de plus qu'un processus au tour seulement.









