


Servicio de apoyo, profesional y centrado en el cliente
Póngase en contacto con la empresa Lecreator
Desde prototipos hasta producción a gran escala, lo tenemos cubierto.


Un proceso clave en el mecanizado de precisión, la perforación de pozos profundos permite perforar pozos excepcionalmente profundos con tolerancias estrictas y un acabado mínimo. Para evitar fallas o resultados adversos, un conocimiento profundo de la física y la práctica relevantes podría conducir a resultados altamente confiables y eficientes en los mercados actuales, incluidos el aeroespacial, automotriz y médico. En este blog, damos un paseo desde los principios principales o clave de la perforación de pozos profundos para centrarnos en el papel vital de las relaciones de aspecto y al mismo tiempo presentar reglas prácticas generales para el trabajo de diseño de perforaciones. Leerá sobre las implicaciones utilizadas para el rendimiento, la selección de herramientas y los incrementos de productividad y posiblemente, lo más importante, las mejores formas o mejores prácticas para optimizar la perforación de pozos profundos. Quédese en el blog y descubramos cómo está asegurada la perforación de pozos profundos: hasta una ciencia perfecta.

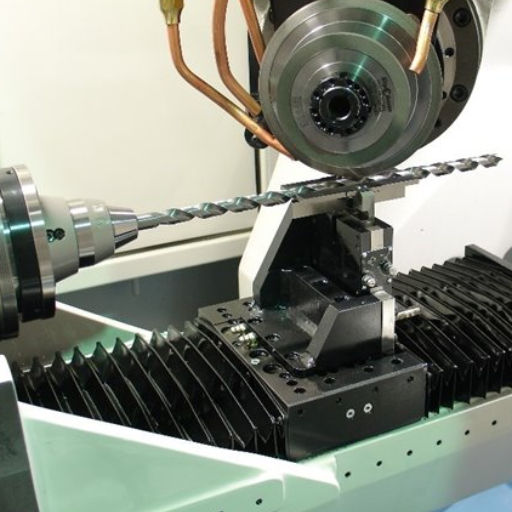
La perforación de pozos profundos es un tipo de mecanizado que puede crear agujeros mucho más profundos que su diámetro, que a menudo se caracterizan por una relación profundidad-diámetro de 10: 1 o incluso más. Es una línea de fabricación esencial en diversas industrias, donde la exactitud y precisión de la fabricación de pozos profundos son bastante vitales, como en la producción aeroespacial, automotriz, médica y de energía. Centrarse en el suministro de herramientas y técnicas que proporcionen estabilidad junto con el cumplimiento de tareas de tolerancia estricta es una de las características distintivas de la técnica empleada en estos sofisticados procedimientos formativos.
La relevancia de la perforación en pozos profundos surge de las líneas que traza sobre orificios internos lisos y finos, dado que dichos orificios suelen estar a grandes profundidades. En aplicaciones como conjuntos de motores, equipos médicos y conjuntos de petróleo y gas, por ejemplo, la perforación en pozos profundos es muy apreciada debido a la importancia de las configuraciones internas para el rendimiento y la seguridad en esas aplicaciones. La perforación en pozos profundos socava directamente los principios de innovación y rendimiento relacionados con la fabricación.
Además, la perforación eficiente de pozos profundos ayuda a aumentar el rendimiento del material en un margen significativo. La selección correcta de los componentes de las herramientas y la gestión de las velocidades de corte permiten dedicar menos tiempo a las correcciones y los tiempos de inactividad. A medida que las industrias manufactureras se esfuerzan por lograr un mecanizado avanzado para necesidades complejas, la perforación profunda de pozos sigue siendo la tecnología central para satisfacer esas necesidades, ya sea mecánica, química o de chorro.
Un elemento crucial en la fabricación de PCB (placas de circuito impreso), la perforación en pozos profundos se lleva a cabo donde se requiere la máxima precisión interceptada con eficiencia. La técnica se aplica más ampliamente para realizar vías de orificio pasante o esencialmente aquellos orificios en placas de circuito que permitirían conexiones capa a capa. Los orificios pasantes desempeñan un papel muy importante, ya que garantizan que las placas multicapa funcionen correctamente al permitir la conexión eléctrica simultáneamente a lo largo de todas las capas. El aspecto de la precisión es muy esencial para la perforación en pozos profundos a fin de garantizar que estas conexiones sean realmente confiables, incluso cuando los diseños de PCB son cada vez más pequeños y se desarrollan mucho más complejos.
Otra área importante es la utilización de material de placa de alta frecuencia para la fabricación. Se vuelve vital para crear diámetros de orificios ultralimpios para reducir la interferencia electromagnética y aumentar la presencia de la señal. Esto es muy importante en industrias como las de telecomunicaciones y aeroespacial, donde incluso el defecto más pequeño puede interferir con el comportamiento del dispositivo. La capacidad de producir agujeros profundos y consistentes es una de las raras herramientas necesarias en los avances de ingeniería dentro de estos rigurosos campos.
Aparte de estos, la perforación de pozos profundos es un avance tecnológico en la fabricación donde se observa una marcada reducción del desperdicio de material, se logra una mayor velocidad y, por lo tanto, una mayor productividad. La perforación hace posible matar dos pájaros de un tiro: la complejidad del patrón de red se conserva y se garantiza a través de las estructuras del material que no compromete. Hoy en día, esta metodología es fundamental en la fabricación de PCB, debido principalmente a la falta de evitar demandas más estrictas respaldadas por la tecnología.
La perforación profunda de pozos es un proceso lento debido al mecanizado de un pozo con una profundidad significativamente mayor que el diámetro, donde elementos como una relación de aspecto de 10:1 están en la norma. La relación de aspecto es crucial en los procesos de perforación porque la viabilidad y eficiencia de la operación que opera descansan directamente sobre ella. La planificación del proceso se dificulta. Cuanto mayor sea la relación de aspecto, más complicada será la consideración. El aumento de la relación de aspecto debe considerarse en vista de la acumulación de paredes altas o la deflexión de la herramienta, la deposición de desechos y la generación de calor, todo lo cual es perjudicial para el agujero y su material.
Para que la perforación de altura a diámetro tenga éxito, se debe realizar con bastante cuidado. Teniendo en cuenta las siguientes consideraciones, se debe utilizar el equipo adecuado para contrarrestar cualquier daño o imprecisión que venga con un diseño de alta relación de aspecto. Los misacers desarrollados para manejar altas relaciones de aspecto son necesarios para mantener la precisión de los componentes y evitar que las herramientas se rompan. El equipo de lubricación y refrigeración comprende la aplicación para suavizar la eliminación del material, disminuir la generación de calor y enfriar los bordes cortantes. Vale la pena enfatizar que, en segundo lugar, se prescriben velocidades de alimentación estables y velocidades constantes para que el material y las piezas de trabajo absorban las menores tensiones y garanticen de manera justa una precisión extrema en la pieza terminada.
Para producir una perforación profunda de calidad, otro parámetro importante que se debe lograr es seleccionar el material adecuado. Las propiedades del material, como la dureza y la resistencia a la tracción, también afectan el desgaste de la herramienta y los parámetros del proceso. La velocidad de perforación se puede aumentar con un material más blando y albergará menos material, ya que durante la perforación nunca se astilla; por el contrario, para perforar un material más duro se requieren herramientas más robustas y una velocidad de perforación más lenta. Por lo tanto, un fabricante debe verificar el proceso antes de embarcar. Al establecer el diseño y practicar las pautas para la perforación en pozos profundos, se lograrán las dimensiones correctas y una producción confiable.

La relación de aspecto para la perforación de pozos profundos es la relación profundidad-diámetro de un pozo, expresada como tal (por ejemplo, 10:1 significa que el pozo perforado es diez veces más profundo que su diámetro). Es un parámetro crítico que gobierna los problemas y sistemas necesarios para una perforación eficaz. Las relaciones de aspecto más altas requieren mayor precisión en el uso de herramientas y mecanizado para garantizar la precisión y evitar defectos.
El aumento de la relación de aspecto va acompañado de problemas de estabilidad y probablemente de residuos. La perforación podría denominarse pozo profundo, pero el pozo profundo requiere equipo que garantice la eliminación de las virutas de fluido y una vibración mínima para obtener resultados satisfactorios. Además, el refrigerante propuesto debe seguir funcionando para mantener el calor bajo durante la perforación. La herramienta se conservará y el material se perforará de forma segura.
Establecer tempranamente el requisito de relación deseado es fundamental para una perforación profunda eficaz. Para determinar este aspecto deben entrar en juego diferentes factores, como la composición del material, las dimensiones de los orificios realmente deseadas y la tecnología de mecanizado designada. Siguiendo las reglas sucintamente dispuestas anteriormente, se puede garantizar la producción segura de elementos, el tiempo mínimo de inactividad de la maquinaria y el menor riesgo de daños al equipo. El acto de equilibrio entre estos diversos factores depende de la gestión de las complejidades de la perforación profunda de pozos.
La calidad de los agujeros profundos se ve muy afectada por las relaciones de aspecto. Las relaciones de aspecto más altas seguramente plantearán desafíos a la precisión y consistencia del proceso. Las relaciones de aspecto se definen como la relación entre la profundidad del orificio y su diámetro. Esto tiene implicaciones directas con la rectitud del orificio, el acabado de la superficie y la estabilidad de la herramienta. Cuando la relación de aspecto alcanza su punto máximo, las cualidades antes mencionadas se vuelven correspondientemente difíciles de realizar debido a la tensión gigantesca que estas relaciones ejercen sobre las herramientas de corte, y la casi imposibilidad de liberar las virutas se activa.
La perforación es relativamente sencilla en términos de baja relación de aspecto; las herramientas mantendrán su rigidez y permanecerán alineadas adecuadamente durante todo el proceso. Sin embargo, a medida que aumenta la relación de aspecto, la deflexión de la herramienta dificulta la trayectoria de perforación más rápida necesaria y, como resultado, se pierde la rectitud del orificio. Las relaciones de aspecto de alto contenido de litio aún pueden requerir sistemas de enfriamiento y lubricación más eficientes para disipar la energía térmica y proteger el cortador, lo que de otro modo afectaría negativamente el acabado de la superficie.
Por lo tanto, gestionar las relaciones de aspecto requiere una selección meticulosa de los parámetros de mecanizado y las herramientas. El operador debe determinar el equilibrio entre las velocidades de alimentación, las velocidades de corte y la cantidad adecuada de lubricación que ayuda a reducir la gravedad de relaciones de aspecto más altas en la calidad del orificio. Las tecnologías avanzadas, como la perforación por pasos o las herramientas especializadas, ayudarán a optimizar el proceso para obtener relaciones de aspecto más grandes y apreciarán un rendimiento sorprendentemente limpio y preciso, aunque con algunos riesgos reducidos de falla de la herramienta o daños en la pieza de trabajo.
La perforación con alta relación de aspecto ofrece varios beneficios en el mundo real a diversas industrias que exigen precisión y eficiencia. La capacidad de perforar con tolerancias estrictas en agujeros profundos proporciona un avance funcional del componente más adecuado para aplicaciones en la fabricación aeroespacial, de dispositivos médicos y de automóviles. Este método minimiza la necesidad de mecanizado o ensamblaje adicional, reduciendo así los costos de producción. Además, las mejoras de vanguardia en herramientas y técnicas respaldan la confiabilidad y eficiencia de la perforación con alta relación de aspecto y reducen el tiempo y el desperdicio de material, a costa de una alta inversión de capital.
La alta relación de aspecto va acompañada de importantes desafíos que deben gestionarse con prudencia durante el proceso. Uno de los principales desafíos es gestionar el calor durante la perforación porque los agujeros profundos se calientan más rápido. Esto, a su vez, puede reducir la vida útil de la herramienta con resistencia a la abrasión y puede arruinar la calidad de la superficie mecanizada si no se aborda adecuadamente. Una mala eliminación de virutas impide que la herramienta se rompa o dañe la pieza de trabajo. También es difícil mantener la precisión porque se vuelve más problemático si el orificio es más largo en presencia de deflexión o vibración de la herramienta.
Para afrontar estos desafíos, los operadores deben utilizar las mejores prácticas y herramientas. Herramientas como taladros de alto rendimiento con recubrimientos mejorados funcionan bien a mayores profundidades porque la mayor tensión a algunas profundidades debilita los recubrimientos inferiores, mientras que el sistema de refrigeración, además de garantizar la disipación de calor, también promueve la evacuación de virutas. Además, la perforación escalonada y la perforación por picoteo pueden ser la solución para reducir la tensión sobre las herramientas con el fin de mejorar gradualmente la precisión. La planificación y el seguimiento adecuados del proceso son los principales factores para lograr el equilibrio perfecto entre velocidad, precisión y rendimiento de la herramienta, impulsando así el proceso de garantizar una perforación con una relación de aspecto alta para que sea factible, aunque sigue siendo una tecnología de mecanizado especializada.
Sin duda, es imprescindible elegir la broca adecuada para garantizar la eficiencia de perforación, la ubicación precisa y la naturaleza duradera durante la perforación profunda de pozos. Esto puede depender del material a perforar, las dimensiones del pozo y el acabado de calidad requerido. Las brocas diseñadas para soportar dureza o fragilidad, como metales, compuestos y plásticos, merecen un tipo diferente de broca adecuada. Las brocas de acero de alta velocidad (HSS), con punta de carburo y de carburo sólido son las categorías más comunes disponibles para los requisitos de dureza y durabilidad del manejo.
Además, piense en la geometría de la broca. Al obtener el ángulo de punto correcto de la broca y el diseño apropiado de la flauta, se reducirá gran parte del calor y la eliminación de virutas funcionará bien, un factor crítico en la perforación de pozos profundos. Las estrías en espiral, por ejemplo, son especialmente buenas para eliminar virutas y mantener la estabilidad, lo que, a su vez, evita el desgaste y la rotura de las herramientas. Para agujeros profundos, a menudo se recomiendan brocas especiales para perforar pozos profundos, como las perforadoras, para seleccionar la broca. Algunas brocas están diseñadas para funcionar de manera más efectiva con sistemas de suministro de refrigerante externos o internos. Al garantizar que la broca sea compatible con estos sistemas, se mantiene el control de temperatura, se prolonga la vida útil de la herramienta y se obtienen resultados de mejor calidad. La selección de brocas es uno de los muchos factores fundamentales que impactan la perforación exitosa de pozos profundos al proporcionar el mejor rendimiento del resto de los desafíos operativos.
Establecer un régimen experto de velocidades de alimentación y husillo es esencial para la precisión y la potencia en la perforación de pozos profundos. La velocidad de alimentación denota la velocidad a la que la broca entra en el material, mientras que la velocidad del husillo es el ritmo de rotación de la broca. Si ambos se ajustan correctamente, reduce los criterios para un mejor corte sin mayor desgaste de las herramientas, mantiene los agujeros en la mejor forma posible y salva la pieza de cualquier daño.
La búsqueda de las mejores velocidades de alimentación y velocidades del husillo debe basarse en una serie de factores, como qué tipo de materiales de perforación están manipulando, cómo se han cortado sus brocas y qué sistema de refrigeración aplicaron. Un material más blando como el aluminio requiere velocidades significativamente más altas y alimentaciones decentemente más bajas; por el contrario, los materiales más duros como el acero inoxidable requieren velocidades más lentas y aún menos alimentación. Cabe dejar claro que el ajuste de la producción productiva y la vida útil de las herramientas es al mismo tiempo la razón principal para realizar una serie de pruebas definidas por condiciones específicas de mecanizado.
Además, la utilización de ayudas basadas en datos, como gráficos de corte proporcionados por los fabricantes de herramientas, ayuda a garantizar la configuración de parámetros adecuada para la perforación. Monitorear el rendimiento de la herramienta durante el proceso de perforación en realidad permite un mayor refinamiento de estas configuraciones, lo que resulta en grandes mejoras en la calidad y productividad del producto. Con los beneficios de una buena alimentación y velocidad, los operadores podrían, por lo tanto, maximizar la productividad, reducir los defectos y mejorar la vida útil de las herramientas y equipos.
Entre los factores que influyen controlables y que tienen un impacto significativo en la vida útil de la herramienta y la calidad del producto en la etapa final se encuentra la maquinabilidad del proceso de refrigeración, que es algo que se alimenta directamente de sí mismo. Lo que significa para el juego de la maquinabilidad es que los refrigerantes también lubrican, minimizan la fricción, reducen el calentamiento y actúan como refrigeradores, no solo como perforadores a través de la región de corte. La gestión eficaz de los refrigerantes requiere concentración y atención constantes al seguimiento, la limpieza y el control del caudal. Pero luego cuidar estas condiciones es importante para garantizar la coherencia en la maquinabilidad sin problemas.
Un requisito previo necesario para cualquier práctica adecuada de refrigerante es mantener un jarabe de concentración adecuado, independientemente de lo que inhiba el corte del sistema. Confíe en métodos que respalden el control de dichos sistemas mediante refractómetro u otros medios apropiados extraídos de la instrumentalidad para verificar la precisión. Una concentración inexacta crea tales dificultades debido al desgaste de las herramientas y la mala calidad del acabado, con la tremenda desventaja adicional de la corrosión en los elementos de la máquina que llega en algún momento tarde o temprano. Las pruebas periódicas hacen que la gestión del refrigerante sea más eficiente.
Limpiar y filtrar el sistema de refrigeración es otro paso clave en la gestión del refrigerante. Esta eliminación de contaminantes como virutas, microorganismos y material suelto reduce el riesgo de obstrucciones y aumenta la eficacia del enfriamiento. Los filtros y skimmers deben revisarse y limpiarse periódicamente si se quiere garantizar la máxima eficiencia de filtración. Este principio orientado a la operación da como resultado una mayor productividad, una vida útil más larga de la maquinaria y un lugar de trabajo más seguro.

Uno de los problemas que se encuentran con más frecuencia en la perforación de pozos profundos es la eliminación de virutas y el desgaste de herramientas. La eliminación incorrecta de virutas puede bloquear el orificio, lo que provoca un aumento del calor y posibles daños a la pieza de trabajo o a las herramientas. El control eficaz de las virutas en la perforación de pozos profundos a menudo se puede garantizar mediante alguna combinación inteligente de parámetros de corte, modificación del diseño de las herramientas y dispositivos como un sistema de refrigeración continuo.
El desgaste de las herramientas es otro problema importante que plantea un problema especial para la vida útil y eficacia de la broca. El promedio de temperatura a través de la exposición continua, la fricción por mordida y la resistencia de la pieza de trabajo también ralentizará los bordes cortantes, comprometerá la precisión de las dimensiones y potencialmente conducirá al permiso para un mayor tiempo de inactividad por mantenimiento. La mejora radical más efectiva radicaría en la utilización de materiales y recubrimientos difíciles de desarrollar en la producción de sus herramientas de corte y en el cumplimiento de velocidades y velocidades de alimentación adecuadas, logrando así enormes ahorros de costos en el bajo desgaste de la broca y la pendiente ascendente en sus operaciones de perforación.
Gestionar esas cuestiones familiares requiere la elegante cooperación de la tecnología unida y el control de procesos. El monitoreo regular de la evacuación de virutas, mantenido con inspección y reemplazo oportunos de herramientas, mejora la seguridad y precisión del proceso. Ejecutar estas prácticas en conjunto define la estabilidad de la calidad del mecanizado de pozos y reduce las perturbaciones del ciclo que aceleran la productividad en los círculos laborales muy difíciles que involucran la perforación de pozos profundos.
Comúnmente, los procesos de mecanizado se ven desafiados por problemas como roturas de herramientas y problemas de husillo que pueden aliviarse fácilmente siempre que se tomen las medidas preventivas adecuadas. La aplicación inadecuada de fuerza, demasiada o muy poca velocidad de avance y el desgaste de las herramientas son causas de rotura de herramientas. Para manejar la rotura de herramientas, los operadores deben inspeccionar el estado de las herramientas de corte a intervalos regulares para detectar signos de desgaste o daños, y antes de que fallen por completo, los primeros deben reemplazarlas. Otro aspecto para la prevención de roturas de herramientas es la inspección periódica para determinar si se han mantenido las velocidades de corte y las velocidades de alimentación. En general, esto ayudará a reducir la tensión acumulada en las herramientas. Las prácticas de mantenimiento adecuadas, incluidas la lubricación y la refrigeración, pueden ser muy importantes para reducir la tensión sobre las herramientas y contribuir así a una larga vida útil.
Los problemas relacionados con el husillo, como el sobrecalentamiento, la desalineación o las vibraciones, provocan una vulberación no deseada, lo que da como resultado capacidades de mecanizado y rendimiento deficiente de la herramienta. El mantenimiento adecuado, incluida la limpieza, la lubricación y la verificación de alineación, minimiza la aparición de estos problemas. Monitorear las condiciones de trabajo del husillo ayudará a mantener su capacidad de trabajo reemplazando los cojinetes cuando sea necesario. El análisis de vibraciones del desgaste o desalineación anterior del husillo proporciona impulsos para corregir posibles problemas.
Como iniciativa clave, se debe seguir la institución de operaciones de mantenimiento de rutina y actividades de monitoreo para detener desastres de fallas de herramientas y problemas de funcionamiento del husillo. La integración de sistemas de monitoreo acelerado en la automatización permitirá recibir datos en tiempo real sobre las condiciones de la máquina, respondiendo más rápido a fallas inminentes. Las oportunidades de fabricación para internalizar esta práctica llevarían a perder menos tiempo y mantener la calidad en el camino hacia la imperiosa corrección del mecanizado.
El manejo adecuado de tales dificultades en el proceso de Coulshipping comienza con precisión en el diseño y el tipo de herramientas utilizadas. Los miembros de pared distorsionados pueden dar lugar a casos de desalineación, distorsión y fallas posteriores. Se requiere que el espesor de la pared siga siendo el mismo durante todo el diseño; Los cambios minuciosos redundantes en el espesor de la pared también implican la entrada de otras fuerzas físicas. De hecho, el uso de herramientas de simulación para las pruebas durante la fase de diseño permitiría identificar problemas con el fin de refinar la solución antes de que comience la fabricación.
Los socavados, si bien a menudo son necesarios para la funcionalidad, pueden ser desordenados para la máquina. También se pueden utilizar herramientas de geometrías especializadas y personalizadas para evitar los socavados. También se puede ofrecer una buena productividad con respecto a esos socavados evaluando el diseño de la pieza de tal manera que se minimicen los socavados. Este es un importante paso adelante en términos de enteralogía del procesamiento, reduciendo así también el tiempo de producción. Es imperativo seguir caminos precisos de aproximación de herramientas para mantener la coherencia y garantizar una alta precisión de mecanizado.
Se podrían garantizar herramientas con un número tan menor de recortes con algunas mejores prácticas, incluida la inspección y el enderezamiento periódicos de las herramientas. Además, la combinación de CAD y CAM con rutas de corte calculadas con precisión y la predicción de rutas de herramientas no disponibles puede mejorar las mejoras relacionadas con cierto grado de precisión. Se debe tener mucha precaución en las etapas de planificación, o se debe garantizar un mecanizado críticamente correcto para problemas como el corte y el espesor de la pared.

Las innovaciones en herramientas y materiales han hecho que la operación de perforación de pozos profundos sea tan exacta que ha reducido una cantidad sustancial de costos. Los diseños de herramientas modernos con geometría de corte y recubrimientos optimizados aumentaron la eficiencia de corte y la vida útil de la herramienta. Con la minimización del desgaste de las herramientas para permitir un mayor tiempo entre reemplazos de herramientas, se puede mejorar la confiabilidad general en la operación de perforación. La introducción de sistemas de refrigerante y lubricante cuando se incorporan a las herramientas ha ayudado a reducir el calor y promover cortes limpios, incluso en materiales más resistentes.
Los avances modernos han perfeccionado las capacidades en materia de perforación de pozos profundos. Las aleaciones y compuestos de alto rendimiento utilizados en la fabricación de herramientas exhiben una resistencia y resistencia excepcionales a la deformación bajo cargas más altas. Estos materiales resisten así todas las condiciones extremas durante la perforación de pozos profundos, manteniendo la integridad estructural en su lugar y reduciendo los tiempos de inactividad debido a fallas de las herramientas. Una vez más, la evolución hacia herramientas de vanguardia, que se adaptan a cualquier entorno de fresado cambiante, ha añadido precisión a la finalización de complejos procesos de perforación.
Estas innovaciones elevan la productividad y mejoran las aplicaciones de perforación de pozos profundos. Las herramientas y materiales resistentes hacen posible la fabricación precisa de componentes en diversos sectores, como el aeroespacial, el automotriz o el energético. Las herramientas analíticas modernas y una planificación de procesos más inteligente permiten que los desarrollos de herramientas y materiales generen impulso para satisfacer los grupos de precisión, velocidad y costos de las demandas de pozos profundos.
Los sistemas de monitoreo para el diseño de operaciones de perforación de pozos profundos son cruciales para garantizar precisión y eficiencia. Utilizando sensores junto con datos en tiempo real de temperatura, vibración, presión y desgaste de herramientas, los resultados del monitoreo son adaptables. Al monitorear vigorosamente dichas variables, el proceso de monitoreo puede detectar fácilmente una mayor desviación de la condición óptima y actuar con efecto inmediato para ajustarse para lograr una calidad y precisión constantes.
La integración de sistemas de monitoreo permite la eficiencia de los recursos al limitar el tiempo de inactividad mediante la identificación de posibles desgaste de máquinas o herramientas. Las alertas inmediatas de dichos sistemas limitan el riesgo de averías inoportunas de la máquina, pérdida de tiempo y mayores acumulaciones de reparaciones y pérdidas innecesarias de producción. Además, durante la adquisición de datos de seguimiento, el fabricante puede perfeccionar los procesos, mejorar el rendimiento y ofrecer un resultado general increíble al recibir datos y hechos elaborados de los sistemas de seguimiento.
Es fantástico desde el punto de vista de la sostenibilidad. Los sistemas de monitoreo se han vuelto importantes ya que mejoran el uso de la capacidad de diferentes recursos y, al hacerlo, reducen el desperdicio por huir. Incluyen inspecciones que dan una indicación temprana de ineficiencia y refuerzan el almacenamiento de insumos y el suministro de energía para que los costos de producción finalmente bajen. La tecnología basada en la precisión es imprescindible para una configuración industrial que gravita hacia tiempos de respuesta más rápidos, mayor precisión y operaciones rentables.
La tecnología de CNC ha proporcionado precisión, eficiencia y uniformidad a las operaciones de perforación profunda. A través de un modo de control automatizado en el proceso de perforación, la maquinaria CNC reduce la probabilidad de error humano al tiempo que garantiza que se alcancen tolerancias precisas de manera consistente. Este punto es particularmente sensible en la perforación de pozos profundos, ya que la precisión está directamente relacionada con el mantenimiento de la integridad estructural de las piezas utilizadas en las industrias aeroespacial, automotriz y de producción de energía.
Uno de los principales factores que contribuyen a una profunda apreciación de la tecnología CNC es el potencial que tiene para reducir la complejidad de las operaciones de mecanizado. Las máquinas CNC pueden ejecutar patrones de perforación altamente complejos y gestionar parámetros de corte con un alto grado de precisión, asegurando que se reduzca el desgaste de la herramienta y se mantenga al máximo la calidad del trabajo de la máquina perforada. Diseñamos controladores CNC que garantizan que las alimentaciones, las velocidades y la descarga de refrigerante estén optimizadas para promover la producción y reducir el desperdicio de material.
La tecnología CNC también proporciona mayor seguridad y ahorra dinero. Suprime la fatiga del operador y el peligro ambiental, lo que provoca que las operaciones de pozos profundos se automaticen y, al mismo tiempo, reduce los costos operativos debido a una mayor eficiencia. Al poder promover un tiempo de respuesta rápido y una producción uniforme, la tecnología CNC prepara a diferentes industrias para satisfacer las crecientes demandas de productividad sin reducir la calidad. CNC ha elevado completamente el límite de la perforación de pozos profundos para alcanzar las alturas de ofrecer procesos de fabricación más confiables y económicos.
A: Perforación de pozos: relaciones de aspecto y pautas de diseño introducen las mejores prácticas, reglas de diseño y consideraciones de procesamiento en la perforación de pozos con una relación de aspecto alta. La relación de aspecto es la relación entre profundidad y diámetro del pozo. El programa de capacitación podría cubrir hardware de perforación, parámetros de perforación, tecnologías de perforación, incluida la perforación CNC, la perforación láser y la maquinaria de perforación especializada, y discutir opciones de diseño que podrían afectar la capacidad de fabricación, el costo y la precisión al perforar profundamente materiales.
A: Los agujeros de alta relación de aspecto presentan varios desafíos notables, particularmente relacionados con la perforación de agujeros más profundos y estrechos: cuanto mayor sea la profundidad del material, mayores serán las fuerzas de corte; Con una mayor generación de calor y una mala evacuación de las virutas, se perderán fuerzas de corte, lo que provocará una deflexión catastrófica, un peor acabado de la superficie y problemas deficientes de integridad de la señal en las aplicaciones de perforación de PCB. Los equipos de perforación especialmente diseñados se conectan con estos problemas para evitarlos. Las máquinas CNC precisas con parámetros de corte óptimos deben lanzarse directamente a los problemas de deflexión del orificio, manteniendo los niveles requeridos de precisión en el borde desnudo, y abordar específicamente los problemas en el fondo del orificio.
A: El límite de la relación de aspecto depende del material, el tamaño del orificio y los métodos de fabricación disponibles. Para el mecanizado regular y la perforación CNC habitual, las relaciones de aspecto más bajas son buenas; sin embargo, para crear orificios de alta relación de aspecto o orificios de mayor profundidad, es posible que se necesiten máquinas CNC especiales o técnicas de perforación de pozos profundos. Desempeña un papel importante involucrar al fabricante en una etapa temprana del diseño para establecer límites de relación de aspecto factibles, reconociendo las compensaciones entre costo y precisión.
A: Existe una relación directa entre los parámetros de perforación (velocidad, alimentación, refrigerante, ciclos de picoteo y geometría de perforación) y las fuerzas de corte desarrolladas en las operaciones de perforación. Las altas fuerzas de corte pueden provocar la deflexión de la herramienta y, por tanto, dañar la pared del pozo; el calor adicional generado hace que el pozo se deforme, sin mencionar que pueden ocurrir las correspondientes compensaciones en las propiedades metalúrgicas. A través de parámetros y equipos adecuados, se anulan los problemas inducidos por la perforación causados por la excentricidad; por lo tanto, se obtienen árboles de agujeros más rectos que favorecen una mayor vida útil de la herramienta al perforar agujeros con una alta relación de aspecto.
A: La perforación CNC es mejor para la mayoría de los orificios mecánicos, orificios con tolerancias limitadas, acabado superficial e roscas. La perforación láser funciona mejor para diámetros realmente pequeños para aplicaciones que requieren el menor contacto mecánico posible. Sin embargo, podría crear capas refundidas y los orificios deben tener posprocesamiento y luego poschapado. Con un diámetro de orificio extremadamente grande, combinado con orificios profundos, deben ser máquinas CNC avanzadas o máquinas perforadoras especialmente diseñadas para garantizar que no se experimenten límites con la perforación láser.
A: Sólo con una tolerancia más estricta y parámetros de relación de aspecto deliberados es posible dar un mayor número de agujeros. Cuanto más profundos sean los agujeros, mayor será el tiempo del ciclo y la necesidad de herramientas especializadas, cambios de herramientas más frecuentes, equipos de perforación avanzados y un control estricto de los parámetros de perforación, todo lo cual aumenta los costos de fabricación. Por el contrario, a medida que crece la relación de aspecto (más antigua que el diámetro de las paredes del sustrato humectante), el posible nivel de precisión se vuelve mayor de lo que normalmente se automatiza en todas las máquinas CNC o alternativas de proceso, excepto en las más avanzadas, que podrían satisfacer o cumplir las tolerancias.
A: A la luz de esto, las reglas prácticas de diseño implican: minimizar la relación de aspecto lo mejor que pueda el ingeniero; ampliar el tamaño del orificio siempre que sea posible; utilizar perforación de picoteo o refrigerante interno durante el proceso de corte para controlar la acumulación de virutas y calor; especificar tolerancias que deben respetarse dada la ubicación y la precisión de la tolerancia; y diseñar los orificios para permitir el revestimiento y la integridad de la señal si es necesario. En general, consulte con el fabricante en las primeras etapas del diseño para asegurarse de que las opciones de ingeniería estén sincronizadas con las disponibilidades, especificaciones y costos de los métodos y equipos de perforación.









