


Unterstützender, professioneller und kundenorientierter Service
Nehmen Sie Kontakt mit Lecreator Company auf
Von Prototypen bis hin zur Serienproduktion sind Sie bei uns genau richtig.


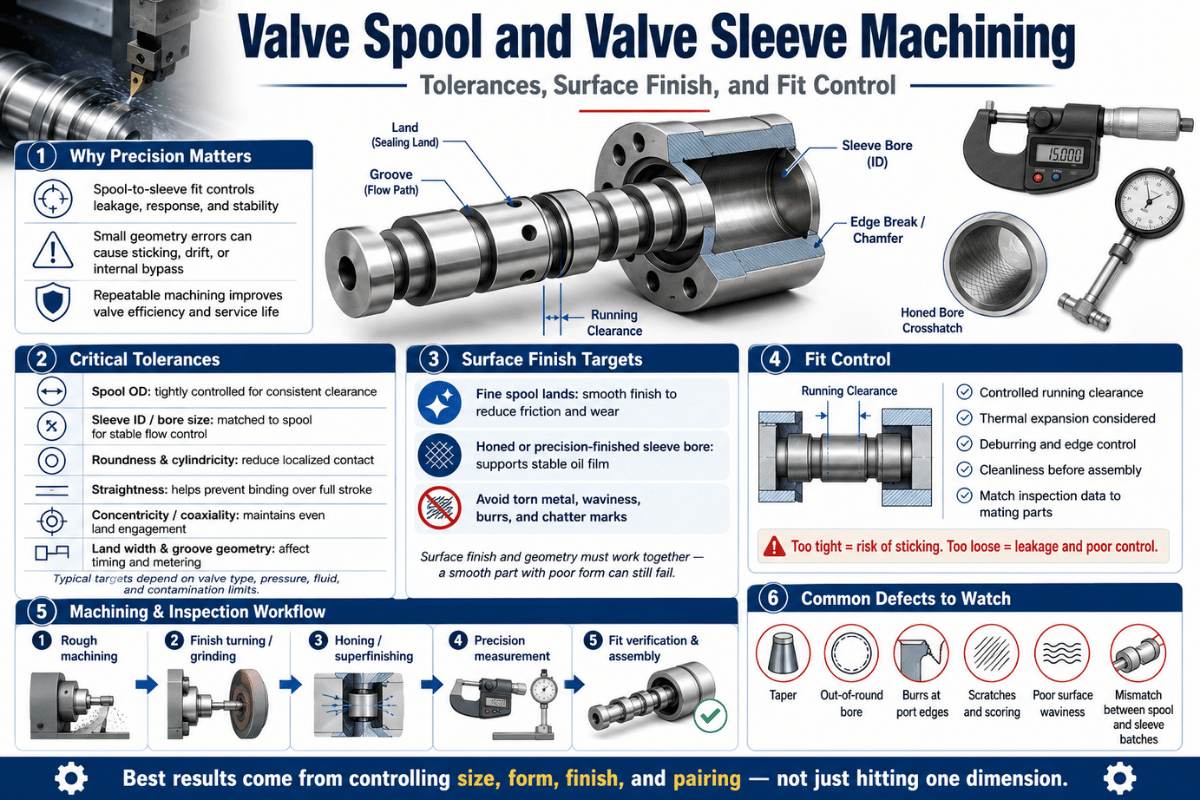
Bei der Bearbeitung von Ventilspulen und Ventilhülsen erhält ein hydraulisches oder pneumatisches Ventil seine Präzision. Die Spule gleitet in der Hülsenbohrung auf einem nur wenige Mikrometer dicken Ölfilm, sodass die Durchmessertoleranz, die Oberflächenbeschaffenheit und die Art und Weise, wie das Paar zusammenpasst, entscheiden, ob die Ventilzähler sauber fließen oder undicht sind, haften bleiben und sich frühzeitig abnutzen. Diese Führung durchläuft die Toleranzen, die Oberflächenbeschaffenheit und die Passformsteuerung, die ein gerichtetes Ventilteil von einem servogerechten trennen.
| Diametralräumung (industrielle Richtungsfahrbahn) | 8 1 µm (4 µm) |
| Diametralfreigabe (Servo/Flugzeug) | 0,62 µm |
| Oberflächenbeschaffenheit (Spule OD / Hülsenbohrung) | Ra 0,05 µm nach dem Honen/Lapping |
| Rundheit / Zylinderigkeit | 13 µm AUSGEBEN |
| Durchmessertoleranzklasse | IT4-IT6 (OD oft ±1,3 µm) |
| Fit-methode | Matched-Pair, selektive (bewertete) Montage |
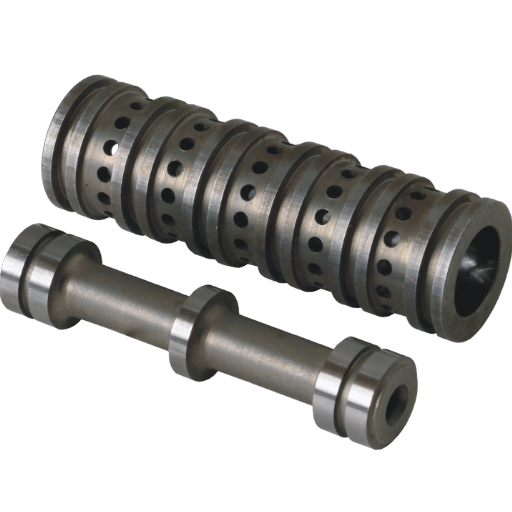
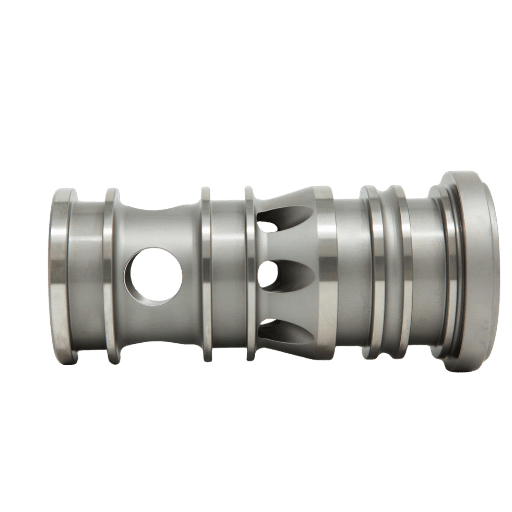
Eine Ventilspule ist eine präzise zylindrische Stange, die in einer passenden Ventilhülse oder -bohrung gleitet, um den hydraulischen oder pneumatischen Fluss zwischen den Anschlüssen zu lenken. Erhöhte Abschnitte, sogenannte Stege, blockieren oder öffnen die Öffnungen, wenn sich die Spule verschiebt, und die scharfen Kanten, an denen ein Steg auf eine Öffnung trifft, bilden die Dosierkanten, die den Durchfluss drosseln. Ein anderer Name für das Teil ist ein Richtungs-, Schieber- oder Spulen- und Hülsenventil.
Schalten Sie die Spule und sie sendet Drucköl auf eine Seite eines Hydraulikzylinders, während sie die andere Seite wieder mit dem Tank verbindet, so fährt ein einzelnes Ventil einen Aktuator aus oder ein Da sich die Spule auf einem dünnen Ölfilm statt auf einer Dichtung bewegt, ist der Spalt zwischen Spule und Hülse das Einzige, was zwischen kontrolliertem Durchfluss und Leckage steht.
Die Präzision steigt mit der Arbeit, die das Ventil ausführt, stark an. Ein einfaches Ein-/Aus-Richtventil verträgt mehr Freiraum als ein Proportionalventil, und ein Servoventil, die Art, die eine Flugfläche eines Flugzeugs positioniert, erfordert den engsten Sitz von allen. Forschung zu elektrohydraulischen Servoventilen mit Direktantrieb, veröffentlicht von der US National Library of Medicine (PMC) Zeigt, dass das Spulen-Hülsen-Paar das Bauteil ist, das am empfindlichsten auf Verunreinigungen und Kantenverschleiß reagiert, da die Dosierung über Öffnungen weit unter einem Millimeter erfolgt. Genau diese Empfindlichkeit ist der Grund, warum die Bearbeitungsstange so hoch ist.
Drei bearbeitete Eigenschaften bestimmen die Leistung: der Durchmesser Freigabe (fit), die Oberflächenbeschaffenheit (Ra) und die Geometrie (Rundheit und Zylinderigkeit).Fehlen Sie irgendjemanden und die anderen beiden können das Ventil nicht retten.
Die Bearbeitung von Ventilspulen und Ventilhülsen fasst bei industriellen Richtventilen typischerweise einen Durchmesser von 8 µm, bei konzentrischer Position der Spule etwa 4 µm, und wird bei Servo- und Flugzeugventilen auf 0,62 µm angezogen. Forendaten von arbeitenden Maschinisten geben den industriellen Spulen-Bohrungs-Freiraum bei 0,0002 0,0006 Zoll an, während dies bei Flugzeugventilen der Fall ist Eingebaut auf 0,000025 –00,000040 in ohne Luftwiderstand. Eine modellierte Produktionsspule, die vom US-Energieministerium untersucht wurde Amt für wissenschaftliche und technische Information (OSTI) Radiales Clearance von nur 1,25 µm lief.
| Klasse | Diametrale Clearance | Oberflächenbeschaffenheit Ra | Rundheit | Endprozess |
|---|---|---|---|---|
| Richtungsmäßig | 8 µm | 0,20,4 µm | 2 µm | Schleifen + Hon |
| Proportional | 4 µm | 0,10,2 µm | 1 µm | Gehe + Runde |
| Servo / Flugzeug | 0,62 µm | 0,025 µm | µM 1 DOLMETSCHEN | Runde + selektive Passform |
Aus maschinistischen Felddaten und OSTI-Modellierung zusammengestellte Freiraumbänder; Ra und Rundheit aus Produktionsspezifikationen (vollständige Quellen am Ende).Der Abstand wird normalerweise anhand des Durchmessers angegeben; Der radiale Abstand beträgt etwa die Hälfte.
Die interne Leckage an einer geschlossenen Spule vorbei folgt einer laminaren Strömung durch einen dünnen Ringspalt, was bedeutet, dass die Strömung ungefähr mit der Spule ansteigt Würfel Radiales Spiel Verdoppeln Sie die Durchfahrts - und Leckagesteigerungen um etwa das Achtfache Arbeiten der NASA Strahlantriebslabor Bei Spulenventilen wird diese radiale Leckagefreiheit als bewusst gesteuerter Parameter behandelt, denn Spule und Hülse werden als zusammenpassendes Paar bearbeitet Eine Einschränkung hält die Regel ehrlich: Das Würfelgesetz geht von einem konzentrischen, gleichmäßigen Spalt aus, wenn die Spule exzentrisch in der Bohrung ruht, kann gemessene Leckage bis etwa zum 2,5-fachen des konzentrischen Wertes ansteigen, und Überlappung oder Unterlappung an den Anhöhen verschiebt sie weiter Ein engerer mittlerer Abstand zahlt sich also nur aus, wenn Rundung und Geradheit den Spalt gleichmäßig halten.
Verlockend anzunehmen, je kleiner der Abstand, desto besser das Ventil Feldbeweis kippt das um Als Dokumentierte Forschungen zur Schlickschleuse Zeigt, Partikel nahe der Größe des Spieles verursachen die höchste Haftkraft, etwa 10 µm Partikel erzeugen maximale Haftreibung, während größere Partikel beiseite gekehrt werden und kleinere hindurchtreten Ein engerer Spalt ist Mehr Anfällig für ein einzelnes Tramppartikel, das die Spule verkeilt Es gibt einen zweiten, thermischen Boden: ungleichmäßige Erwärmung verursacht ungleichmäßige Verformung, die das Laufspiel verkleinert und die Spule festklemmen kann, insbesondere bei viskoser Flüssigkeit und langer Verweildauer an einer Position Das Passfenster ist beidseitig begrenzt, locker genug, um sich zu bewegen, dicht genug, um abzudichten Das ist das Herzstück der Passformkontrolle.
Technische Anmerkung
Für eine Richtspule mit einem diametralen Abstand von 10 µm ist die Zielrundheit und -zylindrizität unter 2 µm pro Minute Geometrische Toleranzpraxis der ISO. Eine gängige Faustregel hält Formfehler unter einem Viertel des Spielraums, sodass der Spalt rund um den Umfang gleichmäßig bleibt.

Durchmessertoleranz allein sorgt nicht für eine dichtende Passform; Die Form muss rund und gerade über das gesamte Land verlaufen. In der industriellen Produktionspraxis wird die Spulenrundheit typischerweise auf 2 µm, die Geradheit auf 3 µm und die Außendurchmessertoleranz auf etwa ±1,3 µm gehalten, wobei die Passbohrung rund auf etwa 3 µm und zylindrisch auf 5 µm beträgt. Servohülsen werden enger, hochpräzise Hülsenproduktionszylinder werden üblicherweise innerhalb von 1 µm gehalten. (Die Zahlen zu einstelligen Mikrometern sind hier repräsentative Industrieproduktionswerte, die anhand maschinistischer Daten und Peer-Review-Messung bestätigt werden).
Diese Ausrufe stammen aus dem Rahmenwerk für geometrische Produktspezifikationen in ISO 1101, die Rundheit, Zylinderigkeit, Geradheit und Auslauf als separate Steuerungen definiert. Die Fehlermodi, vor denen sie schützen, sind spezifisch: Verjüngung sorgt dafür, dass der Abstand von Ende zu Ende variiert, Lauf- oder Glockenmaulformen öffnen den Spalt in der Mitte und Läppungen hinterlassen Leckpfade, selbst wenn der durchschnittliche Durchmesser korrekt ist. Eine Spule kann eine Prüfung mit zwei Punkten Durchmesser bestehen und bei falscher Form immer noch undicht sein, weshalb Rundheit und Zylinderigkeit an ihren eigenen Instrumenten überprüft werden, anstatt aus der Größe geschlossen zu werden.
Oberflächenbeschaffenheit steuert drei Dinge auf einmal: Leckage, Stick-Slip und Verschleiß Funktionelle Spulen- und Hülsenoberflächen benötigen im Allgemeinen Ra bei oder unter 0,16,2 µm und Teile in Servoqualität werden feiner geschoben. Kein einzelner Prozess kommt von einer Rohdrehung dorthin; Das Finish wird in Etappen erstellt, wobei jede sowohl die Rauheit als auch die Form festzieht.
| Prozess | Typisch Ra erreicht | Was es kontrolliert |
|---|---|---|
| Präzisionsschleifen | 0,40,8 µm | Größe + Rundheitsgrundlinie |
| Honing (inkl. Single-Pass) | 0,10,4 µm | Bohrungszylindrizität + Kreuzschraffur |
| Läppend | 0,05 µm | Endgröße + ultraflaches Plateau |
| Superfinish / polieren | 0,05 µm AUSGEBEN | Stick-Slip + Dichtland |
Das Honing ist das Arbeitstier für die Ärmelbohrung, und das moderne Single-Pass-Honing erreicht eine Zylinderstärke, die bei älteren Verfahren nicht möglich war. Wir laufen engagiert Präzisionshonung Aus genau diesem Grund Der Standard, der regelt, wie diese Finishes auf einer Zeichnung angegeben werden, ist ASME B46.1-2019, das Rauheit, Welligkeit und Lage definiert.
“Die präzise Passform zwischen Gleitspule und Ventilkörper hält die Innendichtung aufrecht Präzisions-Zylindrizität und Geradheit in dieser Bohrung sorgen für einen gleichmäßigen Abstand zwischen den beweglichen Teilen von oben nach unten, sodass die Spule frei bewegt werden kann, ohne dass sie um sie herum leckt”
️ Wichtig
Eine Ra-Zahl allein ist notwendig, aber nicht ausreichend. Die USA. Nationales Institut für Standards und Technologie (NIST) Ra neben Rz, Rt, und RSm berichtet und für jeden die Messunsicherheit veröffentlicht, denn zwei Flächen mit dem gleichen Ra können sich in einem Dichtungsland sehr unterschiedlich verhalten Rz und eine Messmethode angeben, nicht nur Ra.

Die Dosierkante, an der ein Spulensteg einen Hülsenanschluss kreuzt, ist das einzige Merkmal, das die Durchflussverstärkung festlegt. Eine von Experten überprüfte Messung hochpräziser Hülsen zeigt, dass diese Kanten nie perfekt scharf sind: Das echte äquivalente Filet läuft selbst auf einem guten Teil 1535 µm, und die Durchfluss-Verschiebungskurve verläuft deutlich nichtlinear, sobald die axiale Verschiebung nahe dem Verschluss unter 20 µm fällt. Mit anderen Worten, die Kantengeometrie entscheidet, wie sich ein Servoventil um Null verhält.
Deshalb ist “schärfer ist immer besser” das falsche Denkmodell Feldmaschinisten halten die Dosierlande bewusst scharf, nicht zum Aussehen sondern zum Scheren und Schaben von Müll, der sonst den Freiraum packt Gleichzeitig eine Durchfluss-Kraft-Studie indiziert von MDPI Es wurde festgestellt, dass herkömmliche scharfe Innenwandgeometrie “vielleicht nicht immer vernünftig ist” und die Abstimmung der Spulenwand destabilisierende Strömungskraft schneiden Die Erkenntnis ist Konsistenz, nicht Extremität: Die Kante muss scharf sein und Wiederholbar auf jedem Land, weshalb die patentierte Praxis, jede Landkante so zu schleifen, dass sie mit der Hafenkontrollkante bei Null übereinstimmt, beschrieben in US-Patent 5.222.521Es kommt mehr darauf an, als einer Nullradius-Ecke nachzujagen.

Das Material muss hart genug sein, um Verschleiß zu widerstehen, stabil genug, um die Mikron-Passform nach der Wärmebehandlung zu halten, und freundlich genug, um zu überrunden. Die üblichen Entscheidungen haben einen anderen Unterschied:
| Materialklasse | Härte / Behandlung | Am besten für |
|---|---|---|
| 440 C Edelstahl | 55 – 60 HRC, durchgehärtet | Überlappende, luftgetakelte Servospulen |
| 9Cr18Mo Edelstahl | 58 –62 HRC | Korrosion + Verschleiß Servohüllen |
| 4140 vorhart | 28 – 32 HRC, vorgehärtet | Verschleißfeste allgemeine Spulen |
| 38CrMoAlA | Gasnitriertes Gehäuse ~900 HV | Harte Haut + stabiler Kern |
| 15 Cr Aufkohlungsstahl | Gehäuse 58 64 HRC, 0,2 – 4 mm Tiefe | Richtspulen mit hohem Volumen |
| GCr15 Lagerstahl | 60 –64 HRC | Formstabile Bohrungen |
| 20CrMnTi | Aufgekohlt 58 6 hrc | Richtspulen mit hartem Kern |
| Edelstahl mit 17-4 PH | H900, ~44 HRC | Mildkorrosionsservice |
| Nitrierter legierter Stahl | Oberfläche ~65 HRC, geringe Verzerrung | Lange Ärmel, niedrige Kette |
| TiN-beschichtetes 440C | Beschichtung ~2000 HV, 10 HRC über der Hülle | Anti-Galling-Gleitflächen |
Zwei vor Ort erprobte Vorsichtsmaßnahmen prägen die Wahl. Erstens ist härter nicht automatisch besser: Das Schieben eines aufgekohlten Gehäuses auf 65 –70 HRC lädt zu Kantenabsplitterungen, Mikrorissen und einer geringeren Ermüdungslebensdauer ein, sodass viele Geschäfte stattdessen absichtlich 60 60 6 4 HRC liefern. Zweitens ist Edelstahl eine Falle für Gleitpaare, erfahrene Maschinisten warnen, dass ein enger Sitz in Edelstahl und Edelstahl dazu neigt, “zusammenzuwringen”und zu gallen, und in sauberem Hydrauliköl ist Korrosion selten der eigentliche Fehlermodus. Eine dauerhafte Antwort ist Oberflächentechnik: US-Patent 5.222.521 (Moog) legt eine dünne Titannitridschicht auf die Spulenstege, sodass die Gleitfläche mindestens 10 HRC härter läuft als die Hülse; Im Test liefen diese beschichteten Spulen über 100 Stunden ohne sichtbaren Verschleiß, wenn verkupferte Spulen innerhalb von 48 Stunden versagten.
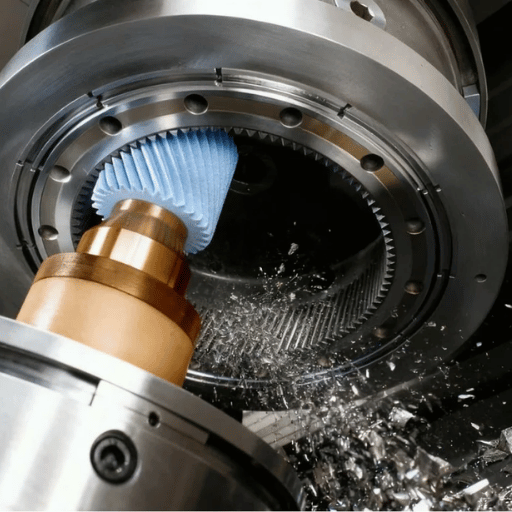
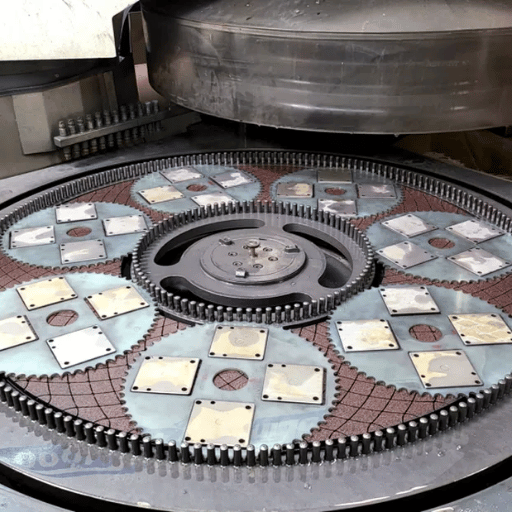
Die Bearbeitung von Ventilspulen und Hülsen erfolgt als abgestufte Kette, wobei jeder Schritt die Toleranz hält, die der nächste nicht beheben kann: Das Roh- und Enddrehen stellt die Form her; Wärmebehandlung härtet es aus (und verzerrt es leicht); zylindrisches oder zentrumsloses Schleifen stellt Größe und Rundheit wieder her; Durch das Honen oder Läppen werden die Bohrung und die OD am Mikrometerband abgeschlossen; und Draht-EDM schneidet die Drosselfenster und gehärteten Merkmale ab, die beim Fräsen graben würden. Das Drehen nach Schweizer Art bedient die kleinsten Spulen.
Ein dokumentierter Fall von MF Engineering zeigt die Kette in der Praxis: Eine 303-Edel-Pilotspule und ihre passende Buchse wurden eingeklemmt, mit der Waffe gebohrt, quergebohrt und dann präzise auf ±0,00015 in mit einer Oberfläche unter 8 Mikrozoll geschliffen. Die Buchse wird auf ihren Körper abgestimmt, sodass die Laufpassung aufgebaut und nicht angenommen wird. Die gleiche passende Idee erscheint in US-Patent 7.007.476, die den diametralen Abstand von Spule zu Hülse durch Oberflächenveredelung nach der Montage steuert. In unserem eigenen Geschäft läuft diese Kette mit ±0,005 mm weiter CNC-Drehen, ±0,002 mm runter Draht-edm, mit Schweizer Bearbeitung Für Submillimeterspulen und Honvorrichtungen wird die Passform intern gehalten, sodass sie niemals aus- und zurückgeschickt wird.
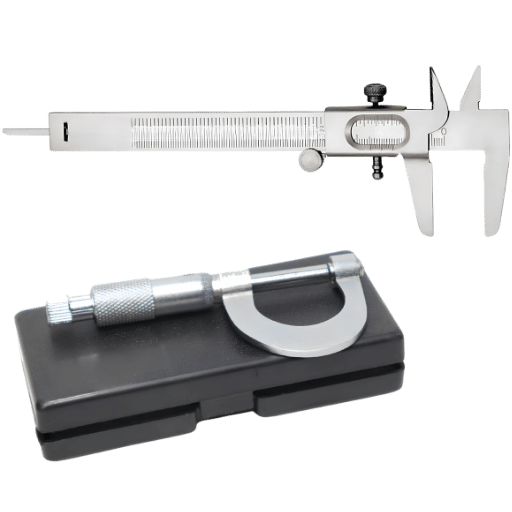
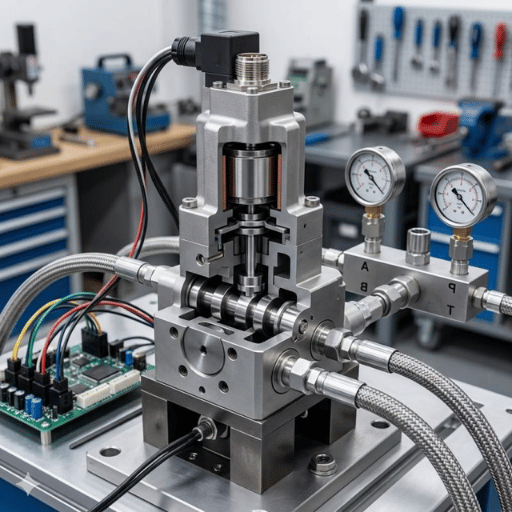
Man kann nicht halten, was man nicht messen kann, und bei einstelligen Mikrometern kommt es auf das Messgerät genauso an wie auf die Maschine Durchmesser und Abstand werden mit Luftmessung überprüft, die sich auf einen Bruchteil eines Mikrometer auflöst und schnell genug ist, um den passenden Einbau auf dem Ladenboden zu ermöglichen Rund - und Zylinderlauf gehen auf einen speziellen Rundheitsprüfer, nicht auf einen Messschieber Die Messkantengeometrie, das am härtesten zu messende Merkmal, wird nun mit pneumatischen Methoden überprüft, die die Kantenmorphologie in einen Durchfluss-Druck-Index umwandeln, wie in einer neueren, von Experten begutachteten Arbeit mit einer 0,4 mm schmalen Schlitzsonde mit 0,1 µm Sensorauflösung gezeigt wurde.
Oberflächenbeschaffenheit ist die Falle Ein gemeldetes Ra ist nur mit seinen Messbedingungen aussagekräftig, denn NIST-Kalibrierungsarbeit zur Oberflächenrauheit Zeigt, dass die Messunsicherheit zunimmt, wenn das Finish feiner wird, und eine Dichtfläche sollte anhand von Rz und RSm sowie Ra beurteilt werden. Jede von uns gelieferte Spule und Hülse verfügt über eine Erstartikelprüfung sowie KMG- und In-Process-Kontrollen mit Materialzertifikaten. Daher kann der Käufer die Passform überprüfen, anstatt ihr zu vertrauen.

Das Halten eines 5 µm-Freiraums über einen Produktionslauf erfolgt nicht durch die Bearbeitung jeder Spule und jeder Bohrung auf eine einzige absolute Größe, was IT3-Toleranzen für beide Teile erfordern und die meisten davon verschrotten würde. Stattdessen wird die Passform durch Matching hergestellt. Die Anpassungskontrollmethode der Match-Grade-Klasse Funktioniert in vier Schritten: Messen Sie jede fertige Spule OD und jede Hülsenbohrung; Sortieren Sie beide in enge Größenklassen; Pair eine Spule auf die Hülsenqualität, die die Zielfreigabe ergibt; dann überprüfen Sie die zusammengebaute Lichtraumstärke durch Luftanzeige oder Low-Force-Gleittest. Aus diesem Grund wird die NASA Strahlantriebslabor Beschreibt Spule und Hülse als ein bearbeitetes, aufeinander abgestimmtes Paar, bei dem der radiale Abstand ein kontrollierter Parameter und kein Unfall zweier separater Teile ist.
Die Passformkontrolle reicht auch über den Laden hinaus. Da raumgroße Partikel den Stau einer Spule ausmachen, ist die Sauberkeit der Flüssigkeit, in die das Ventil läuft, eine Akzeptanzvariable, die mit der Kontaminationskodierung von angegeben wird ISO 4406. Ein 3-µm-Fit in einem System, in dem schmutziges Öl läuft, verschlammt sich, egal wie gut es bearbeitet wurde. Das Gleiche gilt für die Temperatur: Ein Passformkalt kann sich unter viskoser Erwärmung schließen, sodass Hochleistungsventile mit Blick auf den Wärmemargen bewertet werden.
Die meisten Lieferanten können eine Spule zitieren Weit weniger können beweisen, dass sie die Passform halten Wenn Sie einen Bearbeitungspartner für Ventilspulen und -hülsen bewerten, fragen Sie nach Beweisen für jede dieser Spulen:
Lecreator bearbeitet Ventilspulen, Hülsen und Buchsen anhand dieser Checkliste mit hauseigener Hupung und vollständiger Dokumentation zum ersten Artikel. Wenn Sie ein Teil scopen, a Kostenlose DFM-Rezension Markieren Sie die Räumungs-, Material- und Endrisiken, bevor Späne geschnitten werden.
Die Nachfrage nach den engsten Spulen- und Hülsenarbeiten verfolgt den Markt für elektrohydraulische Servoventile, den Analysten in einem niedrigen einstelligen Milliardenbetrag beziffern und voraussichtlich bis Anfang der 2030er Jahre mit einer mittleren einstelligen Rate, etwa 461 TP3T CAGR, wachsen werden, je nach Quelle Die Elektrifizierung mobiler und Off-Highway-Hydraulik treibt servotechnische Präzision in Maschinen, die früher einfache Richtungsventile betrieben.
Zwei Schichten werden das nächste Jahrzehnt der Bearbeitung prägen Erstens bewegt sich die additive und hybride Fertigung in Ventilkörper: Gedruckte rostfreie Hydraulikteile halten nun Drücke um 350 bar und lassen Konstrukteure interne Kanäle ohne die quergebohrten Leckpfade eines bearbeiteten Blocks führen Zweitens entwickelt sich der Oberflächentexturstandard selbst weiterASME B46.1-2019 Zusätzliche Abschnitte zur Charakterisierung additiv hergestellter Oberflächen und zur funktionellen Korrelation der Oberflächentextur, die signalisieren, dass die Endspezifikationen strenger und nicht weniger werden. Die Konstante unter beiden ist die Kontaminationskontrolle: Wenn sich die Abstände verschärfen, wird die Kontaminationsempfindlichkeit Aus dem Spulen-Hülsen-Paar wird der limitierende Faktor, und Match-Grading plus Sauberkeitsspezifikationen werden zu den eigentlichen Unterscheidungsmerkmalen Für Käufer ist das Action-Item einfach: Rz, Freiraumgrad, und ein ISO 4406 Sauberkeitsziel jetzt in die Zeichnung schreiben.
Dieser Leitfaden kombiniert veröffentlichte Clearance-, Finish- und Messkantendaten aus peer-reviewten und staatlichen Quellen (NASA JPL, OSTI, NIST und PMC) mit den Clearance-, Honing- und Matched-Fit-Figuren, die Lecreator an seiner eigenen Ventilkomponente hält Arbeiten. Wenn sich die Quellen beispielsweise über Zahlen und Servomarktgröße nicht einig sind, geben wir eine Spanne und nicht eine einzelne Zahl an.
Vom technischen Team der Lecreator Company bewertet. Aktualisiert im Juni 2026.









