


Ondersteunende, professionele, klantgerichte service
Neem contact op met Lecreator Company
Van prototypes tot productie op volledige schaal, wij hebben u gedekt.


Een EDM-machine die metaal verwijdert via nauwkeurige elektrische vonken is nooit direct contact met het werkstuk Sinds de bewerking van elektrische ontladingen eind jaren vijftig op productievloeren arriveerde, is het het favoriete proces geweest voor functies waar conventionele snijgereedschappen niet bij kunnen: geharde stalen holtes, titaniumsleuven van minder dan millimeter en koelgaten geboord in lengte-tot-diameterverhoudingen van meer dan 100:1. Of u nu een ingenieur bent die toleranties specificeert, een koper die leveranciers vergelijkt, of een winkeleigenaar die uitbesteding afweegt tegen het eigendom van apparatuur, deze gids behandelt het volledige beeld hoe EDM werkt op natuurkundig niveau, welke van de drie machinetypen past bij uw toepassing, welke materialen en toleranties lager zijn wanneer EDC hogere kosten en toleranties verwachten.
EDM IN ÉÉN OOGOPSLAG
Snelle specificaties: EDM-machine
Proces Type
Elektrische ontladingsbewerking (contactloze vonkerosie)
Compatibele Materialen
Alle elektrisch geleidende metalen (staal, titanium, carbide, Inconel)
Typische toleranties
±0,0001″ tot ±0,001″ (±0,0025-0,025 mm)
Oppervlakte Afwerking
Ra 0,1 µm (spiegel) tot Ra 3,2 µm (standaard)
Machine Types
Draad EDM | Zinkmachine (ram) EDM | EDM-boren
Belangrijkste voordeel
Machines geharde materialen zonder mechanische snijkracht
Industrieën bediend
Lucht- en ruimtevaart | Medisch | Sterf/vorm | Defensie | Elektronica
Een EDM-machine gebruikt elektrische ontladingen om elektrisch geleidend materiaal te verwijderen In plaats van een fysiek snijgereedschap erodeert het gereedschap- en werkpleistermateriaal door kleine, microscopisch kleine elektrische vonken. De werkstuk en de gereedschapselektrode worden in diëlektrische vloeistof gehouden (zoals gedeïoniseerd water voor draad-EDM of koolwaterstofolie voor zinklood-EDM) met daartussen een kleine ruimte.
Wanneer de spanning (meestal 20-300V gelijkstroom) die over de spleet wordt aangelegd een drempelniveau overschrijdt, wordt een elektrische ontlading gestart Deze plasmaboog heeft een temperatuur van 8.000-12.000C op het ontladingspunt, en verdampt een kleine hoeveelheid werk Het diëlektricum dooft dan onmiddellijk de boog, ruimt puin op, en het proces gaat verder met een nieuwe vonk, tienduizenden tot honderdduizenden keren per seconde.
Het resultaat van bijna nul resultaat van miljoenen van deze micro-gebeurtenissen is exacte, dimensionaal perfecte materiaalverwijdering, met behulp van huidige draad EDM-processen zijn er toleranties van 0,0001 met een afwerking van Ra 0,1 m zonder dat secundair polijsten nodig is.
Een van de grote mythen: EDM-warmte is als lassen of vlamsnijden. 't Is niet. Elke vonk duurt een paar microseconden en verwarmt de werkzone met een paar micron.
Het grote werk wordt niet snel verwarmd, de warmteopbouw wordt volledig beheerd door het diëlektrische bad. Daarom komen dunwandige componenten onverwrongen uit de EDM, terwijl normaal frezen de neiging zou hebben ze onder de snijkrachten af te buigen of te vervormen.
Drie elektrodeconfiguraties definiëren de drie EDM-machinetypen:
Een andere classificatie van de 3 typen EDM-machines omvat specifieke toepassingsniches De meest gemaakte sourcingfout bij EDM-projecten is het selecteren van het verkeerde type.
Een metalen elektrode met continue voeding (messing of draad met gecoat messing, doorgaans 0,004-0,012 (0,10-0,30 mm) diameter) snijdt het 2D-profiel af en loopt de kenmerken taps toe over de gehele diepte van een onderdeel. De draad wordt vrij gevoed, volgens een CNC-geprogrammeerd pad, door een bad met gedeïoniseerd water en mag nooit fysiek contact maken met het werk. Terwijl de draad door de snede slijt, worden hele spoelen met verse draad met de vereiste snelheid aangevoerd om de elektrodediameter constant te houden. In tegenstelling tot normaal gereedschap is er hier geen slijtage om bij te houden.
Draad EDM precisie benchmarks:
Beste voor: stempelen matrijzen, nauwkeurige tandwielprofielen, spieën, extrusie matrijzen, draadgeleiders, ideale 2-D profiel snijdt in gehard staal of wolfraamcarbide.
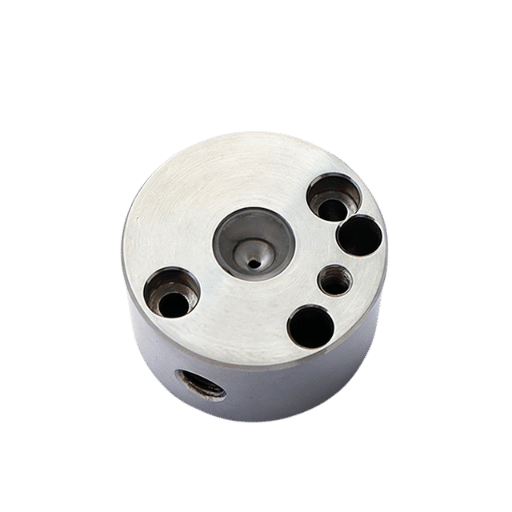
Voor complexe 3D-vormen die onmogelijk op de draaibank te produceren zijn, gebruikt zinklood EDM een aangepaste elektrode, bewerkt uit grafiet of koper Om de elektrode te maken, wordt het omgekeerde van de vorm van de holte machinaal bewerkt in het elektrodemateriaal, dat vervolgens in het werkstuk zinkt (laat zakken), beide ondergedompeld in diëlektrische olie van koolwaterstoffen. Vervolgens erodeert het permanent precies de vorm die we willen in het werkstuk. In tegenstelling tot draad EDM produceert dit proces echte 3D-holtes; onder sneden, texturen, complexe trekhoeken. Het is echter duur: elk geometrisch kenmerk van de holte moet scherp worden bewerkt op een afzonderlijke elektrode, wat meer dan $50-$300000-$300000+ per elektrode perT kost.
Beste voor: spuitgietholtes, spuitgietinzetstukken, smeedmatrijzen, diepe verzinkboorden en ribvoorzieningen op gehard gereedschapsstaal.
Deze buis van kwarts of grafiet, tussen 0,010-0,120 in. diameter, kan kleine, diepe gaten boren bij lengte-diameterverhoudingen tot 300:1. diëlektrische vloeistof onder hoge druk wordt door het midden van de buis gepompt, waardoor geërodeerd materiaal wordt weggespoeld en booguitbarsting wordt voorkomen: boorbeetjes in diepe gaten zijn beperkt tot lage lengte-diameterverhoudingen voordat ze in harde materialen breken.
Beste voor: turbinebladfilm koelgaten, olietoevoerdoorgangen in geharde assen, injectiemondstukopeningen, startgaten voor draad EDM snijden.
In Praktijk
Deze lucht - en ruimtevaartfabrikant boort koelgaten (0,020 diameter, 1,5 diep) in Turbine bladen uit Inconel 718 na drie chips klikfluiten op het eerste gat De roterende buis boort elk van de 300 gaten in een enkele bevestiging, met constante vorm en zonder breuk Geen enkele conventionele methode zou deze kenmerken in deze verhouding in dit type materiaal tegen haalbare kosten kunnen produceren.
EDM Machine Type Vergelijking:
| Type | Best For | Tolerantie | Oppervlakte Afwerking | Primary Cost Driver |
|---|---|---|---|---|
| Draad EDM | 2D profielen, taps toelopende, door-cuts | ±0,0001″ | Ra 0,1-3,2 µm | Deeldikte, magere passages |
| Sinker EDM | 3D holtes, vorminzetstukken, matrijzen | ±0,0002″-0,0005″ | Ra 0,4-3,2 µm | Elektrode bewerkingstijd + EDM runtime |
| EDM Drilling | Diepe kleine gaatjes, hoge L/D | ±0,001″ | Ra 1,6-3,2 µm | L/D verhouding, gatentelling, materiaal |

In tegenstelling tot alle andere EDM-processen vereist deze een metalen werkstuk - het moet elektrisch geleidend zijn Als er elektriciteit doorheen kan, ongeacht sterkte, taaiheid of hardheid, kan EDM het bewerken - waardoor het veruit het meest flexibele proces is van de hier besproken processen.
Compatibele materialen:
| Materiaal | EDM Geschiktheid | Notes |
|---|---|---|
| Gehard gereedschapsstaal (D2, H13, M2) | Uitstekend | EDM's meest voorkomende toepassingsmateriaal 'hardheid' |
| Wolfraamcarbide | Uitstekend | Extreme hardheid vormt geen barrière; langzamere snijsnelheid |
| Titaanlegeringen (Ti-6Al-4V) | Uitstekend | Snijwonden zonder werk verharding groot voordeel ten opzichte van CNC |
| Inconel 718, Hastelloy, Waspaloy | Uitstekend | Superlegeringen die conventioneel gereedschap vernietigen; EDM wordt niet beïnvloed door de sterkte van de legering |
| Koper, messing, aluminium | Uitstekend | Hoge geleidbaarheid maakt snelle, stabiele boogvorming en schone braamvrije randen mogelijk |
| Roestvrij staal, verenstaal | Good | Standaard EDM-toepassing; geen speciale overwegingen |
| Kunststoffen, rubber | Niet compatibel | Niet geleidend; geen boogvorming mogelijk |
| Standaardkeramiek, glas | Niet compatibel | Niet-geleidend; uitzondering: enkele keramische composieten met geleidend bindmiddel |
| CFRP/GFRP-composieten | Niet compatibel | Vezelversterkte polymeren missen consistente geleidbaarheid voor stabiele vonkvorming |
Common Mistake
Ontwerpteams kunnen EDM aanvragen van componenten die zijn gebouwd van keramiek en er vervolgens achter komen wanneer ze citeren dat de keramiek niet-geleidend is en niet door EDM wordt bewerkt. Bij gereedschapsprogramma's kan dit leiden tot aanzienlijke herwerkkosten voor de $5.000-$20.000. Bevestig de materiaalgeleiding voordat u EDM-functies in een keramische component plant.
Voor EDM-bewerking van aluminium, vooral in termen van het vinden van de legering en ook om te voldoen aan de EDM-parameters, raadpleegt u onze EDM-bewerking van aluminium geleider.
Als dat zo is, is dat niet het geval Voor sommige materialen, zoals zeer harde zoals nikkellegeringen, kost een complex profiel u een aanzienlijke hoeveelheid bewerkingstijd als u voor een traditionele snijmethode kiest, dan is EDM waarschijnlijk de meest geschikte keuze.
Wire EDM werd aanvankelijk op brede schaal toegepast in tool-and-die-shops in de jaren zestig De markten zijn sinds die tijd substantieel geëvolueerd, en vandaag de dag zijn vijf industrieën verantwoordelijk voor het grootste deel van de EDM-vraag:
1. Lucht- en ruimtevaart
Voorbeelden hiervan zijn: een koelgat voor turbobladefilms (EDM boort door Inconel 718 bij een diameter van 0,020-0,040), een opening voor een brandstofmondstuk, een structurele titanium beugel met scherp gedefinieerde interne sleufstructuur of honingraatkernkenmerken Zowel Inconel- als titaniumlegeringen zijn standaardmaterialen voor de lucht- en ruimtevaartindustrie, en beide vertegenwoordigen de beste gebruiksscenario's voor het EDM-proces. De deelskosten kunnen voldoende hoog zijn om de relatief langzamere cyclustijd van het EDM-proces economisch aantrekkelijk te maken vanwege de verminderde breuk van onderdelen, herbewerking en kostbare spanningsontlastingsstappen.
Als u doelt op de CNC-bewerking van aluminium onderdelen in de lucht- en ruimtevaart, kunt u informatie vinden in onze gids voor aerospace CNC machining.
2. Medische hulpmiddelen
Chirurgische instrumentonderdelen, implantaatgereedschap, microkenmerken op titanium botankers en orthopedische implantaten, slots voor endoscoopcomponenten In chirurgische instrumentatie worden braamvrije randen niet simpelweg esthetisch en scherpe randartefacten gevangen biologisch materiaal en dragen bij aan sterilisatie-uitdagingen. Het EDMed-contactloze draadproces is een van de weinige bewerkingsbewerkingen die braamvrije randen produceert zonder secundair gereedschap.
Zie onze diepgaande bron op medisch apparaat CNC-bewerking voor een bredere context over processelectie in gereguleerde productieomgevingen.
3. Matrijs en mal
Spuitgietholtes (zinkzuigerm EDM voor 3D-holtegeometrie) zoals spuitgietinzetstukken, smeedmatrijzen, stempelmatrijzen, progressieve matrijscomponenten enz. SinkerEDM-machines holtedetails in gehard P20- of H13-gereedschapsstaal die verder onrijpbaar zijn door frezen te frezen - diepe ribkenmerken, zijwandstralen van minder dan 0,5 mm, gestructureerde holteoppervlakken Draad EDM snijdt het stansprofiel in de geharde toestand direct af en slaat de CNC-verzacht de vervorming van de warmtebehandeling opnieuw bewerken rond.
4. Elektronica
Precisie connector contacten, PCB test armatuur slots, leadframe tooling, en micro-mold inzetstukken voor elektrische Functie maten onder 0,5 mm 'slots'-behuizingen, doorgaande gaten, chamfers 't' routine draad EDM.
Geleidende elektronica Machine, messing, zeer gemakkelijk en stabiel tot EDM, geleid door hoge elektrische eigenschappen
5. Defensie
Vuurwapengeweerloopkamers en grendelgeometrie Pantserdoordringende projectielgereedschappen Kenmerken van het precisiegeleidingssysteem.
Laag volume hoge precisie kosten ongevoelige programma's EDM's natuurlijke omgeving Defensiecomponenten specificeren routinematig toleranties en oppervlakteafwerkingen die zich in de sterktezone van draad EDM bevinden.
Materiaal wordt mechanisch verwijderd: thermische verwijdering vindt plaats door direct contact van roterende gereedschappen (walserijen, boren, draaiende inzetstukken Koelmiddel helpt bij het verwijderen van spanen, niet bij het snijden Hardheid heeft één direct mechanisch gevolg: slijtage van gereedschap en dus haalbaar feeds & snelheden Elektrische verwijdering introduceert geen direct contact, geen gereedschap in contact met het werk Gereedschapslijtage is geen probleem Er kan geen braamvorming optreden Geometrie worden bereikt die een roterend gereedschap nooit kan bereiken door 5-assige vertalingen Kostbare afweging: EDM levert relatief langzame verwijdering van bulkmateriaal in vergelijking met CNC voor grote functionele matrijs- en matrijsaanpassingen, en bij het produceren van echt complexe vrije vormgeometrie sluiten de processen elkaar niet uit. concurrenten; complementair.
Voor een technische side-by-side vergelijking van EDM en gangbare CNC-bewerkingsprocessen, bezoek onze processelectiegids De onderstaande beslissingsmatrix vat de belangrijkste beslissingspunten samen.
De 7-Scenario EDM Decision Matrix
| # | Als uw deel... | Kies | Omdat |
|---|---|---|---|
| 1 | Materiaalhardheid >HRC 45 (gehard gereedschapsstaal, carbide, superlegering) | EDM | CNC-gereedschapslijtage wordt onbetaalbaar en onvoorspelbaar; EDM is hardheidsonafhankelijk |
| 2 | Scherpe interne hoeken (straal <0,5 mm) of diepe smalle sleuven | EDM | Draadradius definieert de hoekcapaciteit; frezen vereist een gereedschapsspeling |
| 3 | Dunne wanden of breekbare kenmerken die onder snijkracht afbuigen | EDM | Nul mechanische kracht → nul doorbuiging, geen terugvering, geen bevestiging over-klemmen |
| 4 | Kleine diepe gaten (diameter 10:1) | EDM Drilling | Conventionele boorbeetjes breken; buiselektrode met interne spoeling verwijdert chipinstabiliteit |
| 5 | Zeer nauwkeurige 3D-holte die ±0.0002″ positionele tolerantie vereist | Sinker EDM | De reproduceerbaarheid van grafietelektroden en de compensatie van de vonkbrug overschrijden de stabiliteit van de freesgereedschapstip |
| 6 | Prototypekenmerken rechtstreeks gesneden in voorgehard gereedschapsstaal | EDM | Snijwonden in geharde toestand; CNC vereist machinezacht → harden → navervorming herwerken |
| 7 | Nul-braamvereiste (medisch, ruimtevaart, brandstofsysteem, cleanroom-assemblage) | EDM | Contactloze vonkerosie veroorzaakt geen plastische vervorming aan de randen en er ontstaat geen braamvorming |
Wanneer CNC wint: productie in grote volumes van zacht-tot-medium hardheidsonderdelen; complexe echte 3D-vrijevormoppervlakken (5-assig frezen); grote bulkmateriaalverwijdering; niet-geleidende materialen Voor CNC-bewerking op hoge snelheid van aluminium, zie onze bron op high-speed CNC-bewerking.
In Praktijk
Een matrijzenwinkel krijgt een gehard P20 stalen inzetstuk voor een matrijsholte met 0,030 hoekradius en 10 diepgang De holte is 4×6 met een dikte van 55 mm De 3 hardmetalen eindmolens van de winkelspecificatie en 1 geïmproviseerde elektrode, die allemaal breken. 4 uur machinetijd met een zinklood EDM met behulp van een platte grafietelektrode produceert de volledige holte met Ra 0,8 m afwerking klaar voor polijsten tot SPI-A3 afwerking voor productie Totale kosten inclusief voorbereidingskosten voor elektroden ongeveer gelijk aan de 3 gebroken eindmolens.

EDM bereikt de strakste echte 3D-toleranties in productiewerk van elk metaalbewerkingsproces: strakker dan de meeste CNC-bewerkingscentra die onder standaard productieomstandigheden draaien Twee onafhankelijke geverifieerde datapunten uit verschillende bronnen stellen de bovengrens vast voor toleranties die haalbaar zijn bij productie op moderne apparatuur:
Oppervlakteafwerking is een functie van het aantal skim-passages, waarbij elk materiaal van de herschikte laag wordt verwijderd en Ra wordt verbeterd. Cyclustijd is kostenfactor.
| Snij Type | Oppervlakteafwerking (Ra) | Dimensionale tolerantie | Skim Passes | Cyclus Time Impact |
|---|---|---|---|---|
| Ruw (1e snit) | Ra 3,2-6,3 µm | ±0,002″ | 0 | Baseline |
| Standaardafwerking | Ra 1,6 µm | ±0,0005″ | 1 | +30-50% |
| Fijne afwerking | Ra 0,4-0,8 µm | ±0,0002″ | 2-3 | +80-120% |
| Spiegel / ultrafijn | Ra 0,1 µm | ±0,0001″ | 4+ | +150-200% |
📐 Engineering Note (Lecreator Engineering Team
Specificeer altijd EDM-toleranties per functiefunctie, verwacht niet alleen dat een dekenset op tekening door de toeleveringsketen wordt begrepen. Bij het uitvoeren van groot zinklood-EDM-holtegereedschap met een nieuwe grafietelektrode ligt de doorgaans verkregen positionele tolerantie rond de 0,0002; nuttig gedragen elektroden drijven acceptabel naar 0,0005. Fijne oppervlakteafwerking onder Ra 0,4 m kan meestal alleen worden verkregen door 3 of meer snelle skim-passages, waarbij 30-50% wordt toegevoegd om de opgegeven cyclustijd te kosten. Dit detail kan op RFQ-tijd worden gemarkeerd.
Toleranties op tekeningen afroepen naar AMSE B4.1 (voorkeurstolerantieklassen voor cilindrische kenmerken) en ISO 2768 (algemene lineaire en hoektoleranties) alvorens af te staan aan een EDM-leverancier Gebruik vastgestelde nationale normen om tot een overeengekomen precisieklasse te komen.
Een interessant experiment: “Onze veronderstelling was te hoge kwaliteit” blijkt precies verkeerd Onze eerste zoektocht naar een echte wereld maximale tolerantie cijfer voor EDM was 0.001; 3 onafhankelijke bronnen bevestigen allemaal 0.0001 als realiseerbaar op standaard productieapparatuur.
Gerelateerde lectuur: normen voor oppervlakteruwheid voor bewerkte onderdelen en onze gids voor CNC-bewerkingstoleranties.

De EDM-kosten worden verdeeld in de kosten per onderdeel van outsourcing (het werk naar een werkplaats sturen) en de kosten voor het bezitten van de machine (EDM in eigen huis brengen):
Over het algemeen variëren individuele draad edm-machineshops van 35-45 per uur voor bewerkingstijd tot de gebruikelijke programmeer-/opmaakkosten van de winkel. Commerciële edm-bewerkingsdiensten, met ISO 9001-kwaliteitssystemen, CMM-inspectie, gedocumenteerde traceerbaarheid lopen 60-120 per uur. De arbeid van de operator voegt 50-100 extra per uur toe, afhankelijk van de regio/ervaren werknemers.
Extra kostenfactoren:
Voor EDM-bewerkingsservices van Lecreator kunt u ontvang een EDM-bewerkingsofferte rechtstreeks van ons engineeringteam.
Standaard draad EDM van het grootste merk (Fanuc RoboCut, Sodick, Makino) kost $80.000-$144.000 nieuw Tweedehands van 2010-2018 jaargangen beginnen bij $14.500-$55.000, met de mogelijkheid om aan de meeste toleranties te voldoen die nodig zijn bij de productie; voeg $5.000-$15.000 toe voor installatie, koelmachine en gedeïoniseerd watersysteem, en training van de operator. Jaarlijks verbruiks 104T4 10000000 messing,1010000.
EMD i Sinker området spenner fra $20.000 voor brukte inngangs maskiner til $200.000+ voor store pakke presisjons generatorene fra Charmilles eller Sodick.
Een praktische drempel Wanneer een operatie, op een redelijk gemiddelde, meer dan $40.000/jaar besteedt aan draad EDM-outsourcing, is het werk stabiel, niet sporadisch, het machinebezit wordt over het algemeen binnen 18-24 maanden afgeschreven Voor niveaus van jaarlijkse outsourcing onder dat aantal, behoudt het kapitaal en omzeilt het de trainingscurve van de operator.
Koop versus Outsource Voorbeeld
Een contractfabrikant (die $45.000/jaar uitgeeft om draad-EDM uit te besteden) die het gebruik van een herbouwde Sodick evalueert op $52.000 (s) zou vinden dat de totale jaarlijkse bedrijfskosten ongeveer $26.000-$30.000 zouden bedragen, inclusief messing draad (~ 8$/lb, ongeveer 2800 lbs/jaar uitgaande van een stabiel gemiddeld volume), vervanging van DI-waterhars en 0,25 FTE aan operatortijd. Gedurende 1TP4 SteadyT45.000 maanden die het proces blijven uitbesteden, als relatief de 200 maanden als EDM4 jaar als de pay-back-periodes zijn.
Sla de kapitaalinvestering over
Ontvang een Direct EDM Machining Quote van Lecreator
Draad EDM, Sink er EDM en precisie CNC-ISO, snelle doorlooptijden, technische ondersteuning geboden.
De wereldwijde EDM-machinemarkt werd in 2025 gewaardeerd op ongeveer US$22 miljard, groeiend met een CAGR van 5,591TP3, en bereikte in 2030 naar schatting US$2,91 miljard (Mordor Intelligence). Studie over een ander segment van CNC EDM van Market & research + Markets schat een CAGR van 8,1% tot 2031, wat een snellere groei impliceert voor het numeriek gecontroleerde segment ten opzichte van de oudere conventionele EDM-machines. Verschillende onderzoeksbureaus gebruiken verschillende methodologieën voor het schatten van de marktomvang, maar de trend is vergelijkbaar.
Vier technologische verschuivingen hervormen de EDM-capaciteit tot en met 2030:
1. AI-adaptieve vonkcontrole
De geavanceerde EDM-generatoren van vandaag analyseren de prestaties van elke werkstof versus de efficiënte verwijdering van elk hinder. De EDM-onafhankelijke regeltechnologie van Fanuc analyseert de prestaties van elke werkstof en verwijdert meerdere miljoenen cycli per seconde. Past de voedingssnelheid in realtime aan zonder tussenkomst. Wanneer de draad onvermijdelijk breekt (de productie is zo efficiënt), kunnen nieuwere systemen automatisch intrekken en automatisch opnieuw laden. Praktisch resultaat: onveranderlijke onderdeelkwaliteit, lager draadverbruik, minder door de machine bezochte uren per onderdeel.
2. Verlichtende automatisering
Robotica-aangedreven deel-handling cellen die meerdere EDM-machines parallel laden, zijn in opkomst in matrijs/MED-producerende omgevingen met een hoog volume Eén Methods Machine-klant voert sinds 2009 één robot die 12 draads EDM-machines over een 60 ′ vloerrail laadt met bijna nul handholding Geautomatiseerde draadherdraad maakt nachtelijke onbemande productie haalbaar voor de meeste deelgeometrieën.
3. Micro-EDM voor miniatuurgebruik
Verkleiningsfunctie zonder 0,1 mm door miniaturisatievoorschriften voor medische apparaten dwingt de nauwkeurigheid van kenmerken tot een klein deel van de conventionele toleranties. Door micro-EDM-oplossingen in staat te stellen nu draaddiameters van minder dan 0,020 mm te verwerken om kenmerken te produceren die voorheen alleen laser- of chemisch konden worden geëtst.
4. Hybride additief + EDM-workflows
Metaaladditieve productie (laserpoederbedfusie, gerichte energiedepositie) produceert bijna voltooide vormen met complexe interne details. EDM bewerkt vervolgens externe precisiekenmerken naar tekening, waarbij de geometrievrijheid van additief wordt gecombineerd met de nauwkeurigheid van EDM. Deze hybride methodologie wint aan populariteit in de ruimtevaart en het gereedschap van medische apparaten.
Groot groeipotentieel 2030: medische miniaturisatie via miniaturiseerde onderdelen, tempo van de uitvinding dat ten minste vordert totdat de mondiale regelgevingsuniforme batterijen evolueren met een Noord-Amerikaanse reshoring-trend in de productie van gereedschappen en matrijzen.
Standaarddraad EDM houdt routinematig ±0,0005″ (±0,0127 mm) vast op productieapparatuur. Hoge precisieopstellingen bereiken ±0,0001″ (2,5 µm) 25 door drie onafhankelijke gepubliceerde bronnen (Jiga.io, Xometry, Fathom Manufacturing, alle gegevens van 2024-2026). Sinker EDM bereikt doorgaans ±0,0002″ 0,0005″ met behulp van verse grafietelektroden met vonkbrugcompensatie.
Oppervlakteafwerking vanaf de eerste voorbewerkingspas vanaf Ra 3,2 m bereik tot Ra 0,1 m met behulp van 4e of grotere skim-passen met draad EDM geen extra polijstfase.
De oudere veronderstelling dat EDM beperkt is tot ±0,001″ is ongeveer tien jaar achterhaald. Bij het specificeren van EDM-toleranties op technische tekeningen, referentie ASME B4.1 of ISO 2768 en maak onderscheid tussen omstandigheden van de eerste en de skim-finish in de callout.
Bronnen en referenties
Over deze gids
Is geschreven en beoordeeld door het Lecreator Engineering Team Lecreator biedt precisie CNC-bewerkingsdiensten, waaronder EDM, meerassig frezen en draaien voor lucht- en ruimtevaart-, medische apparatuur en industriële klanten Ons team werkt dagelijks rechtstreeks met EDM-bewerkte onderdeeltekeningen.
Openbaarmaking: technische datasheets waarnaar in dit artikel wordt verwezen, zijn gebaseerd op onafhankelijk gepubliceerde branchereferenties die als inline bronnen worden verstrekt Alle toleranties en gegevens over oppervlaktekwaliteit zijn gebaseerd op direct beschikbare gepubliceerde benchmarks van machinebouwers en geloofwaardige gidsen van derden die actueel zijn tot 2024-2026 Deze openbaarmaking vormt geen officiële technische standaard. Raadpleeg de gepubliceerde datasheet van uw machinebouwer voordat u definitieve productietechnische bepalingen doet.









