Servizio di supporto, professionale, incentrato sul cliente
Mettiti in contatto con Lecreator Company
Dai prototipi alla produzione su vasta scala, abbiamo coperto.


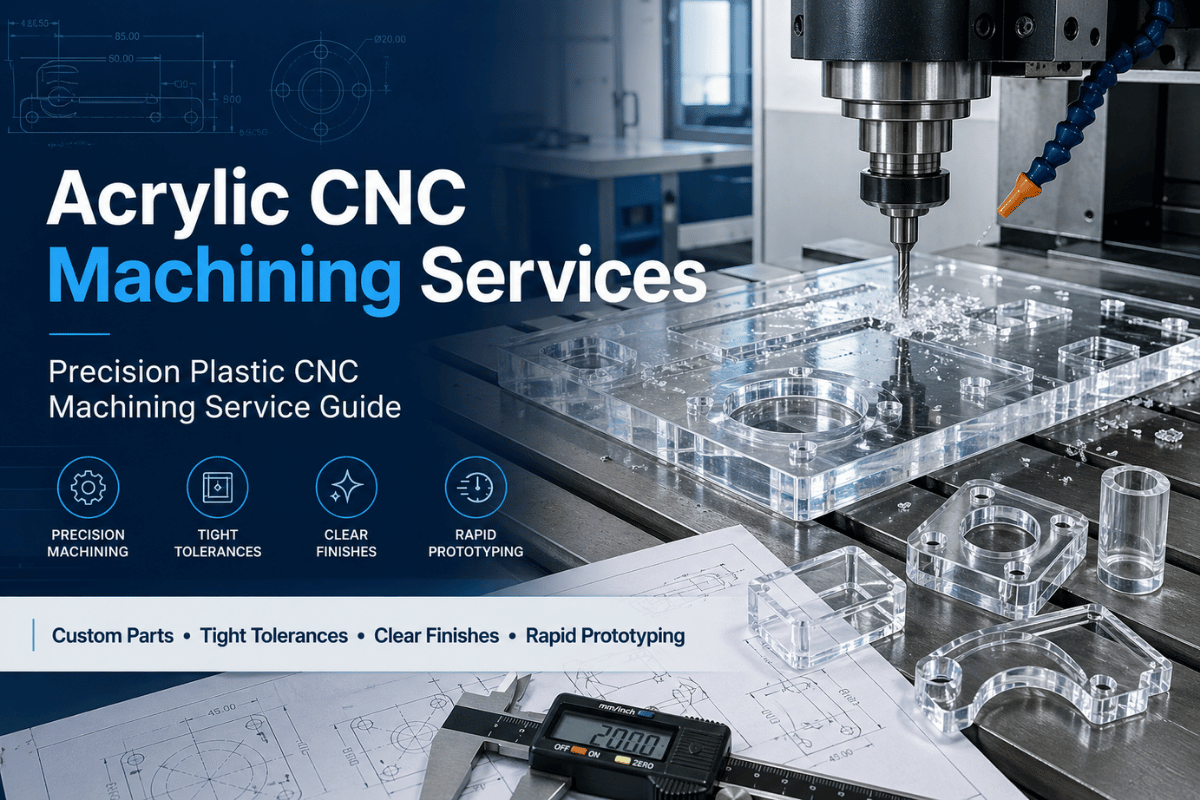
Per gli acquirenti, i servizi di lavorazione CNC acrilico possono trasformare fogli, blocchi, aste o tubi in PMMA trasparente in parti con tasche, fori, fili, finestre lucide, segni incisi e bordi ad adattamento controllato. Gli acquirenti non chiedono solo “Si può lavorare?” La domanda più difficile è se il disegno fornisce al fornitore informazioni sufficienti per proteggere la chiarezza ottica, evitare crepe, citare i giusti passaggi di finitura e ispezionare la parte senza argomenti successivi.
Risposta rapida: I servizi di lavorazione CNC acrilica sono più adatti per le parti in PMMA che necessitano di qualcosa di più di un contorno piatto: fori praticati, svasatori, tasche, caratteristiche maschiate, vestibilità ripetibile o superfici che potrebbero necessitare di lucidatura dopo la lavorazione I semplici profili piatti potrebbero aver bisogno solo di taglio laser Per rendere le parti in acrilico CNC pronte per il preventivo, preparare file CAD, grado del materiale, richiami di tolleranza, esigenze di finitura, punti di ispezione e note di imballaggio prima del caricamento.
| Nomi materiali | Acrilico, PMMA, polimetilmetacrilato, Plastica trasparente stile plexiglas |
| Densità di riferimento | 1,19 g/cm3 nella tabella di composizione dei materiali NIST PMMA |
| Vestibilità forte | Coperture trasparenti, guide luminose, lenti, prodotti per display, finestre per macchine, prototipi ottici |
| Principali rischi di processo | Cracking, fusione, saldatura a truciolo, bordi lavorati torbidi, segni di stress, richiami di tolleranza troppo stretti |
| Passo successivo commerciale | Utilizzare questa guida per preparare il RFQ, quindi inviare il file attraverso il nostro servizio di lavorazione CNC acrilico. |

Il servizio di lavorazione CNC acrilico di solito include l'approvvigionamento di materiali o la revisione PMMA fornita dal cliente, fresatura CNC, instradamento, perforazione, maschiatura, incisione, tornitura per caratteristiche rotonde, finitura superficiale, ispezione dimensionale e imballaggio per superfici chiare In questo contesto, “acrylic” non è solo un soprannome del negozio. NIST Chemistry WebBook identifica il poli (metil metacrilato) con formula monomerica C5H8O2 e peso molecolare 100.1158, mentre ASTM D4802-16(2024) definisce il foglio di plastica acrilica PMMA attorno al contenuto di metil metacrilato e alle proprietà di prova.
Ciò è importante perché un fornitore non sta solo tagliando una forma Sta controllando se la forma di PMMA è colata, estrusa, filtrante UV, grado ottico, colorato, smerigliato, o fornito come tubo o asta Ogni citazione per le parti acriliche lavorate dovrebbe indicare se il fornitore sta lavorando da lamiera, barra, o calcio di blocco, e se la lucidatura fa parte dell'ambito citato.
L'acrilico può essere lavorato a CNC?Sì. L'acrilico può essere lavorato a CNC quando la parte necessita di fori controllati, tasche, filettature, svasature, contorni 3D, qualità dei bordi dopo il taglio o vestibilità ripetibile Se la parte è un semplice segno piatto o una copertura senza caratteristiche di profondità, il taglio laser potrebbe essere sufficiente; se il disegno include geometria funzionale, il CNC di solito offre al fornitore un maggiore controllo.
Per un preventivo su parti in PMMA trasparente, utilizzare il nostro Servizi di lavorazione CNC acrilico pagina. Per capacità di processo, materiali e opzioni di produzione più ampie, consulta il nostro sito principale Servizio di lavorazione CNC pagina.

PMMA viene specificato perché la parte deve essere visto attraverso, illuminato attraverso, ispezionato attraverso, o presentato in modo pulito Che crea un problema di progettazione diverso da ingranaggi POM o parti di usura in nylon I componenti POM possono nascondere un segno di utensile Coperture in PMMA trasparente possono trasformare lo stesso segno in un difetto visibile.
Un documento del 2023 Optica Publishing Group descrive il PMMA come un polimero utilizzato per applicazioni ottiche e studia il suo complesso indice di rifrazione nell'intervallo UV, visibile e vicino infrarosso, in termini di acquisto, ciò significa che il disegno dovrebbe indicare quali superfici sono ottiche, cosmetiche o puramente meccaniche Senza questa distinzione, il negozio potrebbe citare ogni superficie come se avesse bisogno della stessa finitura, o perdere l'unica superficie che conta davvero.
Il PMMA è spesso selezionato come sostituto del vetro quando la trasmissione della luce, l'elevata trasparenza, il peso inferiore e la stabilità UV contano più della resistenza al calore Le sue proprietà del materiale necessitano ancora di contesto: resistenza chimica, rivestimenti antigraffio e durata a lungo termine dipendono dal grado, dall'esposizione, dal metodo di pulizia e dalla finitura superficiale, non solo dalla lavorazione meccanica.
ages Vantaggi
Limitazioni
Una regola pratica è quella di contrassegnare solo le vere facce ottiche come ottico-critiche Se ogni faccia riceve un requisito di finitura ottica, il preventivo può crescere perché con essa crescono i tempi di lucidatura, manipolazione, pulizia e ispezione Se nessuna faccia è contrassegnata, il fornitore può lasciare normali segni di macchina su una finestra di visualizzazione.

Il taglio CNC e laser risolvono diversi problemi acrilici Il taglio laser è spesso interessante per profili piatti, contorni veloci e bordi dall'aspetto lucido su lamiera La lavorazione CNC è migliore quando la parte necessita di profondità, filettature, svasature controllate, tasche, forme 3D curve o ispezione basata su dati.
Uno studio di Scienze Applicate del 2023 sulla CO2 il taglio laser di PMMA da 5 mm riporta che la potenza del laser, la velocità di taglio e la posizione del piano focale influiscono sulla qualità del kerf. Questa è la lezione dell'acquirente: la qualità del taglio laser non è automatica. Dipende dalla configurazione, dallo spessore del materiale e dai requisiti del bordo.
Utilizzare il taglio CNC per le funzionalità che richiedono profondità, dati o controllo del filo; utilizzare attentamente il linguaggio di taglio CNC acrilico perché i fornitori potrebbero applicarlo a profili di instradamento, fresatura o laser Utensili da taglio, evacuazione dei trucioli e azionamento del supporto degli apparecchi, mentre le impostazioni laser guidano la brillantezza del bordo e l'esposizione al calore.
| Part scenario | Scegli CNC quando... | Il laser può adattarsi quando... |
|---|---|---|
| Finestra display | Sono necessarie viti svasate, scanalature di tenuta, tasche o ispezione della planarità. | È un rettangolo piatto o un profilo con semplici fori di montaggio. |
| Guida luminosa | Le facce ottiche, le caratteristiche a gradini e la post-elaborazione necessitano di una lavorazione controllata. | Sono sufficienti un campione di prova con contorno piatto e luce laterale. |
| Blocco acrilico filettato | Fili, fori filettati o controfori fanno parte del design. | Il laser non è il processo principale per i fili funzionali. |
| Targa segnaletica piana | Utilizzare CNC se la piastra necessita anche di intasche, smussi o datum precisi. | Usa il laser se l'aspetto del bordo e la velocità del profilo sono gli obiettivi principali. |
Con la geometria mista, inviare un disegno che etichette quali caratteristiche sono lavorate a CNC, quali bordi possono essere tagliati al laser e quali facce non possono essere influenzate dal calore Un fornitore con entrambi Servizio di fresatura CNC e Servizio di tornitura CNC la capacità può quindi citare il percorso del processo reale invece di indovinare.

Le regole di progettazione acrilica sicura non sono un grafico universale della velocità di avanzamento La rigidità della macchina, la geometria della taglierina, il liquido di raffreddamento o l'esplosione d'aria, l'evacuazione del chip, la forma del materiale e la profondità delle caratteristiche cambiano la risposta Invece, gli acquirenti dovrebbero rimuovere i rischi evitabili dal file CAD prima di chiedere il prezzo.
| Rischio | Trigger di progettazione | Correzione pronta per le quotazioni |
|---|---|---|
| Cracking vicino a buchi | Fori troppo vicini a un bordo, angoli interni affilati o hardware press-fit. | Aggiungi note sul raggio, esamina la distanza foro-bordo e specifica il carico dell'elemento di fissaggio. |
| Fusione o saldatura a truciolo | Slot profondi, scarsa uscita del chip o impegno lungo della taglierina. | Consenti l'accesso agli utensili, apri le tasche ove possibile e chiedi un taglio di prova sulla geometria critica. |
| Bordo lavorato nuvoloso | Un disegno chiede una chiara visibilità attraverso una faccia tagliata ma omette la finitura. | Richiama come lavorato, levigato, lucidato, lucidato a fiamma, lucidato a vapore o critico ottico. |
| Rottami guidati dalla tolleranza | Ogni caratteristica è impostata su tolleranze strette senza motivo funzionale. | Separare le dimensioni fit-critical dalle dimensioni visive o di gioco. |
| Sicurezza di polveri e trucioli | La polvere di plastica fine proveniente dalla lavorazione o dalla finitura viene trattata come una pulizia innocua. | L'OSHA osserva che la plastica può essere esplosiva sotto forma di polvere; chiedere al negozio informazioni sull'estrazione e sulla pulizia per i cicli di produzione. |
Nota ingegneristicaPer la revisione delle quotazioni acriliche, utilizzare ±0,005 pollici come riferimento di tolleranza standard e ±0,002 pollici solo per le caratteristiche selezionate che giustificano un controllo più stretto Trattare tali numeri come obiettivi di quotazione, non come predefiniti di coperta Il controllo del materiale in foglio PMMA è meglio legato a ASTM D4802-16 (2024) che a una nota di plastica generica perché lo standard affronta i test e le classificazioni dei fogli di plastica acrilica PMMA Anche le parti critiche ottiche o dei dispositivi medici necessitano di metodo di ispezione, finitura superficiale, pulizia e se la forma lavorata si adatta ancora all'applicazione dopo la lavorazione.
Se hai già una bozza, confrontala con la nostra linee guida per la progettazione acrilica prima di chiedere un preventivo di produzione.
Un modo rapido per migliorare il preventivo CNC acrilico è rendere le vostre richieste inequivocabili I negozi CNC non possono citare i tempi di ciclo, le finiture, l'ispezione e l'imballaggio finché la RFQ non specifica a cosa servirà la parte Usa questa matrice a 9 criteri prima di inoltrare il CAD.
| # | Articolo RFQ | Perché cambia la citazione | Azione dell'acquirente |
|---|---|---|---|
| 1 | File CAD | STEP o CAD nativo riduce il rischio di interpretazione. | Invia disegno CAD più PDF. |
| 2 | Grado PMMA | I gradi fusi, estrusi, filtranti UV, colorati e ottici si comportano in modo diverso. | Forme materiali accettabili dallo stato. |
| 3 | Dimensioni critiche | Le tolleranze strette della coperta aumentano l'ispezione e il rischio di rottami. | Contrassegna solo le funzionalità fit-critical. |
| 4 | Facce ottiche | Il tempo di lucidatura e manipolazione dipende dalle superfici visibili. | Etichetta che visualizza i volti e non visualizza i volti. |
| 5 | Requisito di finitura | Come lavorato, levigato, lucidato, lucidato a fiamma e lucidato a vapore non sono lo stesso lavoro. | Allega foto campione o nota di finitura. |
| 6 | Percorso quantità | Prototipo, bridge batch e esecuzioni di produzione utilizzano logiche di configurazione diverse. | Elencare la prima quantità e la quantità di ripetizione prevista. |
| 7 | Piano di ispezione | CMM, ispezione visiva e ispezione ottica richiedono tempi diversi. | Nominare le dimensioni e le superfici da ispezionare. |
| 8 | Imballaggio | Le parti trasparenti si grattano durante la manipolazione in modo più visibile rispetto alle parti in plastica opaca. | Richiedi film, manicotto, separatore o insacco in una sola parte, se necessario. |
| 9 | Termini di consegna | I costi di atterraggio, i dazi e il trasporto influiscono sul costo reale dell'acquirente. | Chiedi se la citazione è EXW, FOB, DAP o DDP. |
Per i progetti CNC acrilici, la revisione DFM, la documentazione di ispezione e i prezzi DDP sono più utili quando la RFQ dice quali caratteristiche e superfici contano Usa la matrice, quindi richiedi il Citazione acrilica di lavorazione CNC.

Utilizzare i seguenti numeri come esempi di note di disegno, non i limiti universali di lavorazione acrilica Il fornitore deve ancora confermare l'accesso all'utensile, il supporto dell'attrezzatura, il grado PMMA e se la tolleranza standard di ±0,005 pollici o la tolleranza selezionata di ±0,002 pollici è realistica per la caratteristica esatta.
| Tipo di caratteristica | Specifica numerica da definire | Motivo RFQ |
|---|---|---|
| Viso di visione chiaro | Contrassegnare la zona ottica, ad esempio 80 mm x 40 mm, e indicare se è necessario un controllo di planarità di ±0,005 pollici. | Impedisce che ogni superficie abbia un prezzo come ottica. |
| Foro di montaggio | Evocare fori da 3,2 mm, 4,5 mm o 6 mm con l'esatta aspettativa di tolleranza di ±0,002 pollici o ±0,005 pollici. | Separa i fori di gioco allentati dai fori di assemblaggio critici. |
| Controforo o svasatura | Definire una profondità di 1,5 mm, un terreno di 2 mm o una geometria della vite di 90 gradi quando l'elemento di fissaggio deve essere a filo. | Evita fessurazioni dovute a una geometria poco chiara del sedile a vite. |
| Tasca o canale | Indicare la profondità di 1 mm, 2 mm o 5 mm e il raggio angolare minimo consentito. | Aiuta il negozio a scegliere il diametro della taglierina e la strategia step-down. |
| Bordo lucido | Etichettare la lunghezza del bordo, ad esempio 120 mm, e se 100% di tale bordo deve essere lucidato. | Mantiene il travaglio finale legato alle aree visibili. |
| Segno inciso | Definire l'altezza del testo, ad esempio 2 mm o 3 mm, e il lato della parte che riceve il marchio. | Impedisce che un segno cosmetico si fermi sul volto di visualizzazione. |
| Superficie di incollaggio o guarnizione | Chiama la larghezza del contatto, ad esempio 4 mm, 6 mm o 10 mm, più la finitura consentita. | Protegge le prestazioni di tenuta o adesive. |
| Faccia sensibile all'imballaggio | Contrassegnare facce sensibili ai graffi superiori a 25 mm x 25 mm e richiedere l'imballaggio della pellicola o del separatore. | Rende visibile il costo di gestione prima della spedizione. |
| Percorso prototype-to-production | Prototipo separato da 1 pz, pilota da 10 pz e quantità di revisione della produzione da 100 pz. | Impedisce alle decisioni di configurazione del prototipo di nascondere i rischi di produzione. |
Il costo per la lavorazione CNC acrilica è modellato dal tempo della macchina, dalla forma del materiale, dal conteggio della configurazione, dalla finitura superficiale, dall'ispezione, dall'imballaggio e dalla pressione della scadenza. Coperture trasparenti con due fori, prezzo diverso da un collettore trasparente con microcanali, finestre lucide, scanalature O-ring e 10 dimensioni di ispezione.
Driver di costo e lead-time
Per prototipi urgenti, conferma se un obiettivo di consegna di 3-5 giorni e un'ispezione 100% possono essere applicati alla geometria, alla finitura e alla quantità esatte Se la prima esecuzione è per la convalida del progetto, il nostro servizio di prototipazione rapida page è il percorso migliore rispetto a una richiesta di preventivo di sola produzione.
Quando richiedi un preventivo online, chiarisci se il disegno utilizza il plexiglass come nome commerciale o comune per il PMMA. Le applicazioni industriali spesso necessitano del preventivo per separare il rischio del prototipo dai requisiti di produzione su vasta scala.

Le parti acriliche vengono spesso scelte quando la funzione e l'aspetto si sovrappongono Un blocco PMMA potrebbe aver bisogno di chiarezza ottica, caratteristiche di fissaggio, bordi cosmetici e adattamento di assemblaggio ripetibile. La necessità dell'applicazione dovrebbe guidare le note del disegno.
Per le coperture per display automobilistici, il PMMA leggero può sostituire le protezioni in vetro o metallo quando l'accesso ottico e la massa inferiore dipendono ancora dalla lavorazione controllata, dalle note di finitura e dall'ispezione. In qualsiasi contesto del settore manifatturiero, tali note mantengono comparabili le citazioni di prototipi e produzione.
| Applicazione | Requisito principale | Nota di progettazione da inviare |
|---|---|---|
| Finestra di visione artificiale | Qualità ottica del viso e planarità | Area di visualizzazione delle etichette e segni di bordo consentiti. |
| Guida luminosa | Bordo chiaro, geometria controllata, percorso luminoso ripetibile | Contrassegnare bordi lucidati e facce non funzionali. |
| Prodotto display | Finitura cosmetica e controllo dei graffi | Richiedere film protettivo e criteri di accettazione visiva. |
| Prototipo di collettore di fluido | Dimensioni del canale e ispezione | Fornire dettagli sulla sezione trasversale e dimensioni di ispezione. |
| Obiettivo o prototipo ottico | Qualità della superficie e piano di misura | Separare la geometria del prototipo dall'accettazione finale del grado ottico. |
La voce standard di consenso riconosciuta dalla FDA per ASTM F3087-15 (2024) avverte che le tecniche di lavorazione come la lavorazione meccanica possono alterare alcune caratteristiche delle forme di resina acrilica, quindi le parti fabbricate dovrebbero essere valutate con metodi adatti al dispositivo finale In apparecchiature mediche, di laboratorio o regolamentate, ovvero il segnale per definire la pulizia, la tracciabilità e le prove di prova prima della revisione del prezzo.
Per confrontare esempi di applicazioni vicine a questo argomento, utilizzare il nostro applicazioni parti acriliche guida e il principale lavorazione CNC plastica categoria servizio.

I controlli dei fornitori dovrebbero essere più specifici di “Puoi lavorare l'acrilico?” Chiedi se il negozio ha lavorato una geometria PMMA simile, può separare superfici cosmetiche e funzionali, può fornire documentazione di ispezione e può imballare parti trasparenti senza graffiare.
Chiedi se il negozio è in grado di gestire lavorazioni CNC di precisione e ispezione di lavorazione di precisione per servizi di lavorazione CNC acrilica personalizzati, non solo pannelli piatti Migliori RFQs nome CNC lavorazione acrilica, CNC acrilico lavorato, parti lavorate CNC, parti acriliche lavorate CNC, parti acriliche lavorate CNC, lavorazioni di parti acriliche, geometrie complesse, e applicazioni di lavorazione CNC nella specifica quando questi sono l'ambito effettivo.
Controllate anche se l'ispezione è interna, se il fornitore è specializzato in parti in plastica ottica, se la rapida inversione di tendenza è realistica e se la catena di fornitura ha alternative materiali Trattate frasi vaghe come alta qualità, costo-efficacia o eccezionale accuratezza come afferma di definire, non promette di accettare; un disegno contrassegnato dovrebbe garantire al fornitore di sapere quale superficie è cosmetica.
“Per le parti acriliche, l'equivoco più costoso di solito non è la materia prima È la nota mancante che dice al negozio quale superficie è ottica, quale foro controlla l'assemblaggio e quale bordo può rimanere come lavorato.”
Nota RFQ
Per i progetti regolamentati o ricchi di documentazione, includere lo standard richiesto, il record di ispezione, il certificato, le esigenze di gestione del conto, il termine di consegna e le aspettative di imballaggio nella RFQ. ISO 9001:2015, IATF 16949, AS9100D, ISO 13485, i prezzi DDP e la documentazione di ispezione aiutano solo quando sono abbinati all'applicazione effettiva: prototipo aerospaziale, apparecchio medico, coperchio del display o finestra della macchina industriale.

La maggior parte degli acquirenti di CNC acrilico non sono solo alla ricerca di un nome di fornitore Stanno cercando di decidere se PMMA può essere lavorato, se il taglio CNC acrilico o taglio laser si adatta alla parte, quale finitura è realistica e quali dettagli devono essere pronti prima che un fornitore possa valutare il lavoro.
Usa questa sezione come lista di controllo preventivo-preparazione piuttosto che come grafico universale della velocità Un utile RFQ dice al team di lavorazione cosa rispedire, cosa etichettare sul disegno, cosa verificare prima della produzione e dove la parte presenta rischi estetici, ottici o di assemblaggio.
Se stai inviando parti acriliche lavorate a CNC per la revisione delle quotazioni, prepara due file: un modello STEP pulito per la lavorazione e un disegno PDF che contrassegna facce ottiche, dimensioni critiche, finitura, punti di ispezione, percorso quantitativo e requisiti di imballaggio.
Se il disegno è completo, invia il file CAD con il linguaggio a matrice di virgolette in 9 passaggi Se il disegno non è ancora completo, chiama prima le facce ottiche critiche, le dimensioni di adattamento, la finitura, il percorso della quantità e l'imballaggio.

![Tipi di gradi PEEK per diverse applicazioni [Guida]](https://le-creator.com/wp-content/uploads/2026/04/Types-of-PEEK-Grades-for-Different-Applications-Guide-768x512.png)