


Servizio di supporto, professionale, incentrato sul cliente
Mettiti in contatto con Lecreator Company
Dai prototipi alla produzione su vasta scala, abbiamo coperto.


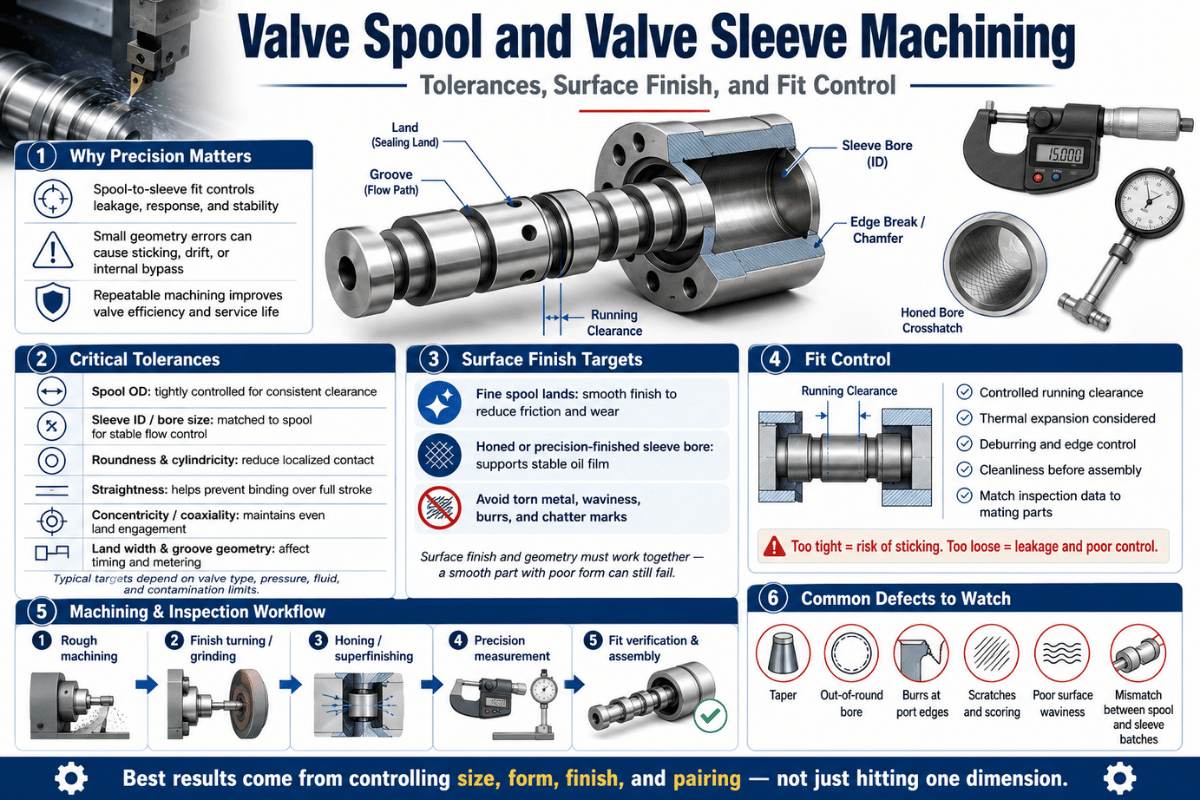
La lavorazione della bobina della valvola e del manicotto della valvola è il luogo in cui una valvola idraulica o pneumatica guadagna la sua precisione La bobina scorre all'interno del foro del manicotto su una pellicola di olio spessa solo pochi micron, quindi la tolleranza del diametro, la finitura superficiale e il modo in cui la coppia è abbinata insieme decidono se i misuratori della valvola scorrono in modo pulito o perdono, si attaccano e si consumano presto Questa guida attraversa le tolleranze, la finitura superficiale e il controllo dell'adattamento che separano una parte della valvola direzionale da una servograda.
| Clearance diametrale (direzionale industriale) | 8 µm radiale 15 µm |
| Spazio diametrale (servo/aereo) | 0,62 µm |
| Finitura superficiale (bobina OD/alesaggio manicotto) | Ra 0,05,2 µm dopo levigatura /lappatura |
| Rotondità/cilindricità | ≤13 µm |
| Classe di tolleranza del diametro | IT4IT6 (OD spesso 1,3 µm) |
| Metodo FIT | Assemblaggio abbinato, selettivo (classificato) |
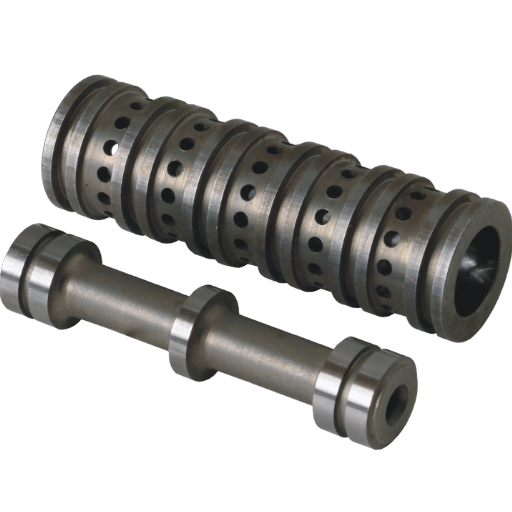
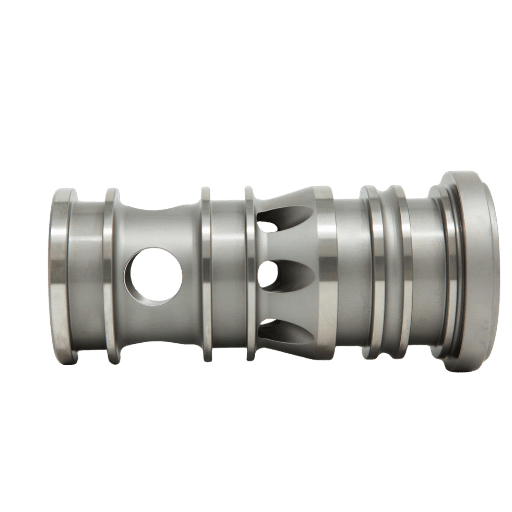
Una bobina della valvola è un'asta cilindrica di precisione che scorre all'interno di un manicotto o foro della valvola abbinato per dirigere il flusso idraulico o pneumatico tra le porte. Le sezioni rialzate chiamate terre bloccano o aprono le porte mentre la bobina si sposta, e gli spigoli vivi dove una terra incontra una porta formano i bordi di dosaggio che accelerano il flusso Un altro nome per la parte è una valvola direzionale, scorrevole o a bobina e manicotto.
Spostare la bobina e invia olio pressurizzato su un lato di un cilindro idraulico mentre si collega l'altro lato indietro al serbatoio, è così che una singola valvola si estende o ritrae un attuatore Poiché la bobina si muove su una sottile pellicola d'olio piuttosto che su una guarnizione, lo spazio tra bobina e manicotto è l'unica cosa che si frappone tra flusso controllato e perdita.
La precisione aumenta bruscamente con il lavoro che fa la valvola Una semplice valvola direzionale on/off tollera più spazio rispetto a una valvola proporzionale, e una servovalvola, il tipo che posiziona la superficie di volo di un aereo, richiede l'adattamento più stretto di tutte le Ricerche sulle servovalvole elettroidrauliche a trasmissione diretta pubblicate dal Biblioteca nazionale di medicina degli Stati Uniti (PMC) mostra che la coppia bobina-manicotto è il componente più sensibile alla contaminazione e all'usura dei bordi, perché la misurazione avviene attraverso le aperture ben al di sotto di un millimetro. Quella sensibilità è esattamente il motivo per cui la barra di lavorazione è così alta.
Tre proprietà lavorate governano le prestazioni: il diametrale clearance (adattamento), il finitura superficiale (Ra), e il geometria (rotondità e cilindricità). Mancare uno qualsiasi e gli altri due non possono salvare la valvola.
La lavorazione con manicotto della valvola mantiene tipicamente un gioco diametrale di 8 valvole direzionali da 5 µm su valvole industriali, circa 4 per bobina radiale da 7 µm si trova concentrica, serrando a 0,6 µm e valvole per aerei. I dati del forum dei macchinisti che lavorano collocano la distanza industriale dalla bobina al foro a 0,0002 in 0,0006, mentre le valvole degli aerei lo sono montato fino a 0,00002 pollici senza resistenza. Una bobina di produzione modellata studiata dal Dipartimento dell'Energia degli Stati Uniti Ufficio di Informazione Scientifica e Tecnica (OSTI) ha eseguito una distanza radiale di soli 1,25 µm.
| Grado | Clearance diametrale | Finitura superficiale Ra | Rotondità | Processo finale |
|---|---|---|---|---|
| Direzionale | 8 µm5 | 0,20,4 µm | 2 µm | Macina + hone |
| Proporzionale | 48 µm | 0,1,2 µm | 12 µm | Fono + giro |
| Servo/aereo | 0,62 µm | 0,025,1 µm | ≤1μm | Giro + vestibilità selettiva |
Bande di clearance compilate dai dati sul campo del macchinista e dalla modellazione OSTI; Ra e rotondità dalle specifiche di produzione (fonti complete alla fine). La clearance è normalmente indicata sul diametro; la clearance radiale è circa la metà.
La perdita interna oltre una bobina chiusa segue il flusso laminare attraverso un sottile spazio anulare, il che significa che il flusso aumenta all'incirca con cubo del gioco radiale Il doppio del gioco e delle perdite si arrampica di circa otto volte Lavoro della NASA Laboratorio di propulsione a getto sulle valvole a bobina tratta questo gioco di perdita radiale come un parametro deliberatamente controllato, perché bobina e manicotto sono lavorati come una coppia abbinata Un avvertimento mantenere la regola onesta: la legge cubo assume uno spazio concentrico, uniforme Quando la bobina poggia eccentrico nel foro, perdita misurata può salire fino a circa 2,5 volte il valore concentrico, e sovrapporsi o sottosopra alle terre sposta ulteriormente Così un gioco medio più stretto paga solo se rotondità e rettilineità mantenere lo spazio uniforme.
Si è tentati di presumere che minore sia il gioco, migliore sarà la valvola. Le prove sul campo ribaltano questo. Come ricerche documentate sulla serratura del limo mostra, le particelle vicine alla dimensione del gioco causano la massima stizione, le particelle da circa 10 µm producono un picco di attrito statico, mentre le particelle più grandi vengono spazzate via e quelle più piccole passano attraverso Uno spazio più stretto è più vulnerabile a una singola particella del vagabondo che incunea la bobina C'è un secondo pavimento termico: il riscaldamento non uniforme provoca una deformazione non uniforme che restringe il gioco di corsa e può bloccare la bobina, specialmente con fluido viscoso e lunga permanenza in una posizione La finestra di adattamento è delimitata su entrambi i lati, abbastanza allentata da muoversi, abbastanza stretta da sigillare. Questo è il cuore del controllo della vestibilità.
Nota ingegneristica
Per una bobina direzionale che contiene una clearance diametrale di 10 µm, rotondità target e cilindricità inferiori a 2 µm per Pratica di tolleranza geometrica ISO. Una regola pratica comune mantiene l'errore di forma al di sotto di un quarto del gioco in modo che lo spazio rimanga uniforme attorno alla circonferenza.

La tolleranza del diametro da sola non garantisce un adattamento a tenuta; la forma deve essere rotonda e diritta lungo tutto il terreno Nella pratica di produzione industriale, la rotondità della bobina è generalmente mantenuta a 2 µm, la rettilineità a 3 µm e la tolleranza del diametro esterno a circa ±1,3 µm, con il foro di accoppiamento rotondo a circa 3 µm e cilindrico a 5 µm. I manicotti di grado servo diventano ancora più stretti, la cilindricità di produzione dei manicotti ad alta precisione è comunemente mantenuta entro 1 µm. (Le cifre del micron a cifra singola qui sono valori rappresentativi di produzione industriale, confermati tra i dati del macchinista e la misurazione sottoposta a revisione paritaria, non un singolo risultato di laboratorio)
Questi callout provengono dal quadro delle specifiche geometriche del prodotto in ISO1101, che definisce rotondità, cilindricità, rettilineità e runout come controlli separati Le modalità di guasto da cui si proteggono sono specifiche: la rastremazione fa variare il gioco da un'estremità all'altra, le forme a botte o a campana aprono lo spazio al centro e le foglie lobanti perdono percorsi anche quando il diametro medio si legge correttamente Una bobina può superare un controllo del diametro di due punti e comunque perdere se la sua forma è sbagliata, motivo per cui la rotondità e la cilindricità vengono ispezionate sui propri strumenti anziché dedotte dalle dimensioni.
La finitura superficiale controlla le cose contemporaneamente: perdita stick-slip e usura Le superfici funzionali della bobina e dei manicotti generalmente necessitano di Ra a una temperatura inferiore a 0,16 µm, tre parti servo-grade spingono più finemente Nessun singolo processo arriva da una svolta grezza; la finitura è costruita in più fasi, ciascuna delle quali stringe sia la rugosità che la forma.
| Processo | Tipico Ra raggiunto | Cosa controlla |
|---|---|---|
| Rettifica di precisione | 0,40,8 µm | Baseline di dimensione + rotondità |
| Levigatura (incluso passaggio singolo) | 0,1,4 µm | Bore cilindricità + crosshatch |
| Lappatura | 0,05,1 µm | Dimensione finale + plateau ultrapiatto |
| Superfinish /lucido | ≤0,05 µm | Stick-slip + terreno di tenuta |
La levigatura è il cavallo di battaglia per l'alesaggio della manica e la moderna levigatura a passaggio singolo raggiunge una cilindricità che il processo più vecchio non poteva. Eseguiamo dedicati levigatura precisione proprio per questo motivo Lo standard che governa come queste finiture sono specificate su un disegno è ASME B46.1-2019, che definisce rugosità, ondulazione e deposizione.
“L'accoppiamento preciso tra la bobina scorrevole e il corpo valvola mantiene la tenuta internaLa cilindrica di precisione e la rettilineità in questo foro assicura un gioco uniforme tra le parti mobili dall'alto verso il basso, consentendo il libero movimento della bobina senza perdite attorno ad essa.”
️ Importante
Un numero Ra da solo è necessario ma non sufficiente. Gli Stati Uniti. Istituto nazionale di standard e tecnologia (NIST) riporta Ra insieme a Rz, Rt e RSm e pubblica l'incertezza di misura per ciascuno, perché due superfici con lo stesso Ra possono comportarsi in modo molto diverso in un terreno di tenuta Specificare Rz e un metodo di misurazione, non solo Ra.

Il terreno del bordo dosatore attraversa una porta del manicotto, è l'unica caratteristica che imposta il guadagno di flusso La misurazione peer-reviewed dei manicotti ad alta precisione mostra questi bordi mai perfettamente affilati: il filetto equivalente reale corre 1535 µm anche su buona parte, e la curva flusso-spostamento diventa marcatamente non lineare una volta che lo spostamento assiale scende al di sotto di 20 µm vicino alla chiusura In altre parole, la geometria del bordo decide come una servovalvola si comporta attorno al nullo.
Ecco perché “sharper è sempre meglio” è il modello mentale sbagliato I macchinisti sul campo mantengono i terreni di misurazione taglienti deliberatamente, non per l'aspetto ma per tagliare e raschiare i rifiuti che altrimenti imballerebbero lo spazio libero Allo stesso tempo, uno studio sulla forza di flusso indicizzato da MDPI trovato che la geometria tagliente convenzionale della parete interna “ potrebbe non essere sempre ragionevole,” e sintonizzazione della parete della bobina tagliavano la forza di flusso destabilizzante L'asporto è la consistenza, non l'estremità: il bordo deve essere affilato e ripetibile su ogni terreno, motivo per cui la pratica brevettata di macinare ciascun bordo del terreno in modo che coincida con il bordo di controllo della porta a nullo, descritta in Brevetto USA 5.222.521conta più che inseguire un angolo a raggio zero.

Il materiale deve essere abbastanza duro da resistere all'usura, abbastanza stabile da mantenere il micron dopo il trattamento termico e abbastanza amichevole da lappare. Le scelte comuni si scambiano in modo diverso:
| Classe materiale | Durezza / trattamento | Migliore per |
|---|---|---|
| 440C inossidabile | 55-indurito0 HRC, attraverso indurito | Servobobine lappate e con intaglio ad aria |
| 9Cr18Mo inossidabile | 582HRC | Maniche servo di corrosione + usura |
| 4140 pre-duro | 28-indurito2 HRC, pre-indurito | Bobine generali resistenti all'usura |
| 38CrMoAlA | Custodia nitrurata a gas ~900 HV | Pelle dura + nucleo stabile |
| Acciaio di cementazione 15Cr | Caso 5864 HRC, 2.0.4 mm di profondità HRC, 4 | Rocchetti direzionali ad alto volume |
| Acciaio cuscinetto GCr15 | 604HRC | Bori dimensionalmente stabili |
| 20CrMnTi | Carburato 5862 HRC | Rocchetti direzionali a nucleo duro |
| inossidabile 17-4 PH | H900, ~44HRC | Servizio di corrosione lieve |
| Acciaio legato nitrurato | Superficie ~65 HRC, bassa distorsione | Maniche lunghe, ordito basso |
| 440°C rivestito in TiN | Rivestimento ~2000 HV, ≥10 HRC sopra il manicotto | Terre scorrevoli anti-petrolio |
Due ammonizioni provate sul campo modellano la scelta In primo luogo, più difficile non è automaticamente migliore: spingere una custodia cementata verso 65.70 HRC invita a scheggiature dei bordi, microfessure e minore durata a fatica, quindi i negozi consegnano deliberatamente 6064 HRC invece In secondo luogo, una trappola per coppie scorrevoli, i macchinisti esperti avvertono che una stretta vestibilità inossidabile su inossidabile tende a separare l“”” e la galla, e nella corrosione idraulica pulita dell'olio raramente la vera modalità di guasto Una risposta duratura è l'ingegneria delle superfici: Brevetto USA 5.222.521 (Mo) posiziona un sottile strato di titanio-nitruro sui terreni della bobina in modo che la superficie di scorrimento corra almeno 10 HRC più forte del manicotto; durante il test, quelle bobine rivestite hanno funzionato oltre 100 ore senza usura dove le bobine di rame-pl si sono guastate in 4 ore visibili.
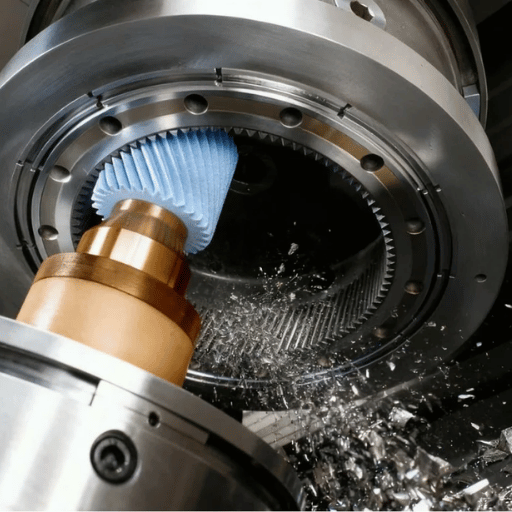
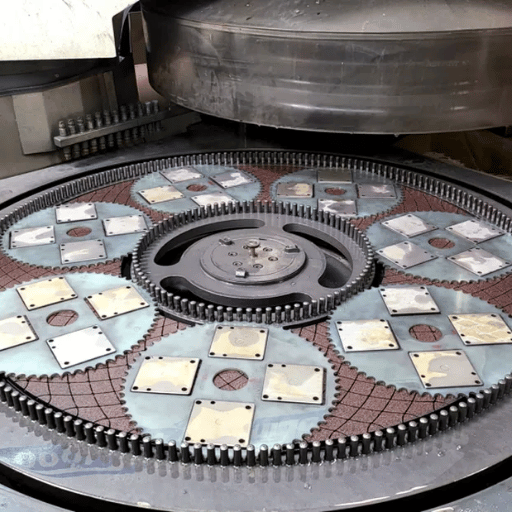
La lavorazione della bobina e del manicotto della valvola funziona come una catena a fasi, con ogni passaggio che mantiene la tolleranza che il successivo non può fissare: la tornitura ruvida e finale stabilisce la forma; il trattamento termico lo indurisce (e lo distorce leggermente); la rettifica cilindrica o senza centri ripristina dimensioni e rotondità; la levigatura o lappatura rifinisce il foro e il diametro esterno alla fascia micron; e l'EDM a filo taglia le finestre dell'acceleratore e le caratteristiche indurite che si sbavano se fresate. La tornitura di tipo svizzero gestisce le bobine più piccole.
Un caso documentato di MF Engineering mostra la catena in pratica: una bobina pilota inossidabile 303 e la sua boccola di accoppiamento sono state girate a pizzico, forate con pistola, forate a croce e quindi fresate con precisione a ±0,00015 con una finitura inferiore a 8 micro pollici La boccola è abbinata al suo corpo in modo che la vestibilità sia costruita, non presunta. La stessa idea di adattamento appare in Brevetto USA 7.007.476, che controlla lo spazio diametrale da bobina a manicotto attraverso la finitura superficiale post-assemblaggio. Nel nostro negozio, questa catena funziona a ±0,005 mm Tornitura CNC, fino a ±0,002 mm in poi filo EDM, con Lavorazione svizzera per bobine submillimetriche e levigatura tenute internamente in modo che la vestibilità non venga mai spedita fuori e indietro.
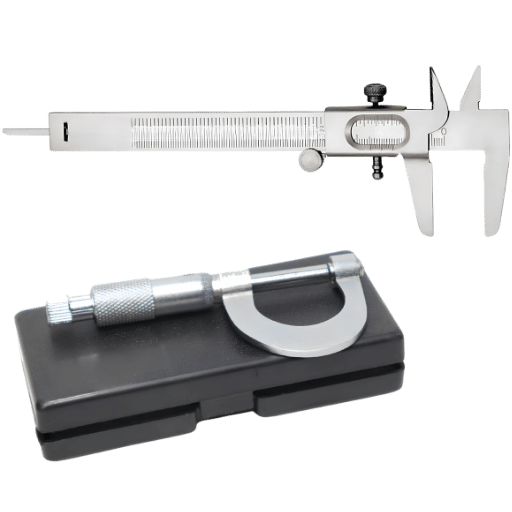
Non si può tenere quello che non si può misurare, e a micron a una cifra il calibro conta tanto quanto la macchina Diametro e gioco sono verificati con la misurazione dell'aria, che si risolve in una frazione di micron ed è abbastanza veloce per il montaggio abbinato in officina Rotondità e cilindricità vanno su un tester di rotondità dedicato, non su un calibro La geometria del bordo di misurazione, la caratteristica più difficile da misurare, è ora controllata con metodi pneumatici che convertono la morfologia del bordo in un indice di flusso e pressione, come mostrato in un recente lavoro sottoposto a revisione paritaria utilizzando una sonda a fessura stretta da 0,4 mm con risoluzione del sensore di 0,1 µm.
La finitura superficiale è la trappola Un Ra riportato è significativo solo con le sue condizioni di misurazione, perché Lavoro di calibrazione della rugosità superficiale del NIST mostra che l'incertezza di misura cresce man mano che la finitura diventa più fine e una superficie di tenuta deve essere giudicata su Rz e RSm nonché su Ra. Ogni bobina e manicotto che consegniamo comporta l'ispezione del primo articolo più controlli CMM e in corso, con certificati del materiale, in modo che l'acquirente possa verificare l'adattamento anziché fidarsi di esso.

Mantenere un gioco di 5 µm durante un ciclo di produzione non viene fatto lavorando ogni bobina e ogni foro su una singola dimensione assoluta, il che richiederebbe tolleranze IT3 su entrambe le parti e ne eliminerebbe la maggior parte. Invece, l'adattamento è costruito abbinando. IL Metodo di controllo dell'adattamento di grado corrispondente funziona in quattro fasi: misurare ciascun diametro esterno della bobina finita e ciascun foro del manicotto; ordinare entrambi in gradi di dimensioni strette; accoppiare una bobina al grado del manicotto che fornisce il gioco del bersaglio; quindi verificare il gioco assemblato mediante misuratore d'aria o test di scorrimento a bassa forza. Questo è il motivo per cui la NASA Laboratorio di propulsione a getto descrive bobina e manicotto come una coppia adattata lavorata in cui il gioco radiale è un parametro controllato, non un incidente di due parti separate.
Anche il controllo dell'adattamento arriva oltre l'officina. Poiché le particelle delle dimensioni di uno spazio libero sono ciò che inceppa una bobina, la pulizia del fluido in cui funzionerà la valvola è una variabile di accettazione, specificata con la codifica di contaminazione ISO4406. Un adattamento da 3 µm in un sistema che utilizza olio sporco si bloccherà al limo, non importa quanto bene sia stato lavorato. Lo stesso vale per la temperatura: un set di adattamento a freddo può chiudersi sotto riscaldamento viscoso, quindi le valvole ad alto consumo sono classificate tenendo presente il margine termico.
La maggior parte dei fornitori può citare una bobina Molti meno possono dimostrare di mantenere la vestibilità Quando si valuta un partner di lavorazione per bobine e manicotti di valvole, chiedere prove dietro ciascuno di questi:
Macchine per lecreatori bobine, manicotti e boccole per valvole rispetto a questa lista di controllo con levigatura interna e documentazione completa del primo articolo. Se stai analizzando una parte, a recensione DFM gratuita contrassegnerà i rischi di eliminazione, materiale e finitura prima che i trucioli vengano tagliati.
La domanda per il lavoro più stretto della bobina e del manicotto sta tracciando il mercato elettroidraulico della servovalvola, che gli analisti misurano nei miliardi a bassa cifra e progettano di crescere a un tasso medio-monocifra, all'incirca 46% CAGR attraverso i primi anni 230, a seconda della fonte L'elettrificazione dell'idraulica mobile e off-highway sta spingendo la precisione di servo-grado nelle macchine che usavano far funzionare le valvole direzionali semplici.
Due turni daranno forma al prossimo decennio di lavorazione In primo luogo, la produzione additiva e ibrida si sta spostando nei corpi delle valvole: le parti idrauliche inossidabili stampate ora mantengono pressioni intorno ai 350 bar e consentono ai progettisti di instradare i canali interni senza i percorsi di perdita perforati incrociati di un blocco lavorato In secondo luogo, lo stesso standard di struttura superficiale si sta evolvendoASME B46.1-2019 sezioni aggiunte sulla caratterizzazione delle superfici prodotte in modo additivo e sulla correlazione funzionale della struttura superficiale, segnalando che le specifiche di finitura diventeranno più rigorose, non meno. La costante sotto entrambe è il controllo della contaminazione: man mano che le distanze si restringono, il sensibilità contaminazione della coppia bobina-manicotto diventa il fattore limitante, e match-grading più le specifiche di pulizia diventano i veri differenziatori Per gli acquirenti, l'oggetto d'azione è semplice: scrivere Rz, grado di clearance, e un obiettivo di pulizia ISO 4406 nel disegno ora.
Questa guida combina i dati pubblicati di clearance, finitura e metering-edge provenienti da fonti peer-reviewed e governative (NASA JPL, OSTI, NIST e PMC) con le cifre di clearance, affinamento e adattamento abbinato che Lecreator detiene sul proprio lavoro sui componenti della valvola Laddove le fonti non sono d'accordo sui numeri, sulle dimensioni del mercato dei servo, ad esempio, forniamo un intervallo anziché una singola cifra.
Recensito dal team tecnico Lecreator Company Aggiornato Giugno 2026.









