


Servizio di supporto, professionale, incentrato sul cliente
Mettiti in contatto con Lecreator Company
Dai prototipi alla produzione su vasta scala, abbiamo coperto.


La stampa 3D in metallo può produrre parti metalliche funzionali da un modello digitale, ma la decisione di acquisto non è solo “può stampare metallo?” Dipende dal processo, dalla lega, dalla geometria, dal percorso di finitura, dal piano di ispezione e se a servizio di stampa 3D in metallo può controllare il rischio meglio di un acquisto interno della stampante.
Questa tabella è utile come schermata di primo passaggio Trattare la tolleranza esatta, il tempo di consegna e la disponibilità come ipotesi di quotazione fino a quando il fornitore non ha visto CAD, orientamento delle parti, finitura e requisiti di ispezione.
| Area specifica | Baseline dell'acquirente | Perché è importante |
|---|---|---|
| Principali rotte industriali | Sinterizzazione laser diretta dei metalli (DMLS), fusione laser selettiva (SLM), fusione a fascio di elettroni (EBM), getto di legante metallico, DED e relative tecnologie di stampa 3D | Ogni percorso modifica la densità, la strategia di supporto, i costi e la post-elaborazione. |
| Energia di fusione del letto di polvere | Fascio laser o elettronico | La fonte di energia influisce sulla gamma dei materiali, sullo stress termico e sul percorso di qualificazione. |
| Leghe comuni | 316L, 17-4PH, Ti-6Al-4V, AlSi10Mg, Inconel 718, CoCr | La scelta della lega determina la resistenza alla corrosione, il comportamento alla temperatura e le esigenze di ispezione. |
| Percorsi AM in metallo Lecreator | DMLS e SLM per titanio, acciaio inossidabile e alluminio | Buona vestibilità per parti metalliche aerospaziali, mediche e ad alte prestazioni. |
| Obiettivo precisione | La pagina del servizio del lecreatore afferma +/- precisione 0,1 mm | Usalo come un'affermazione di servizio, non come una tolleranza universale per ogni geometria. |
| Post-elaborazione | Sollievo di sforzo, rimozione del supporto, finitura superficiale, lavorazione meccanica, ispezione | Una parte stampata è raramente pronta per il preventivo quando lascia la piattaforma di costruzione. |
| Riferimenti di qualità | Metrologia NIST, struttura superficiale ASTM e standard NDT | Il linguaggio di ispezione dovrebbe far parte della RFQ, non aggiunto dopo una stampa non riuscita. |
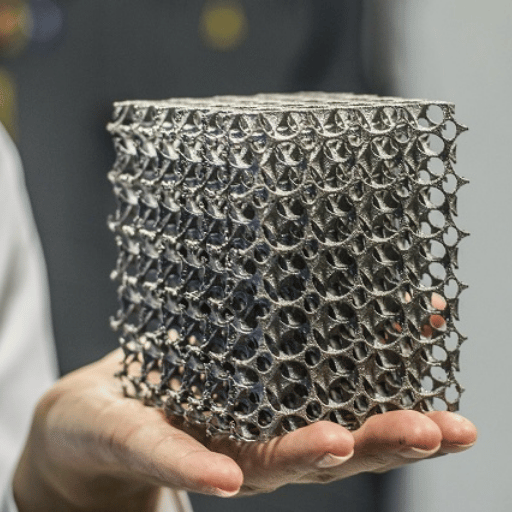
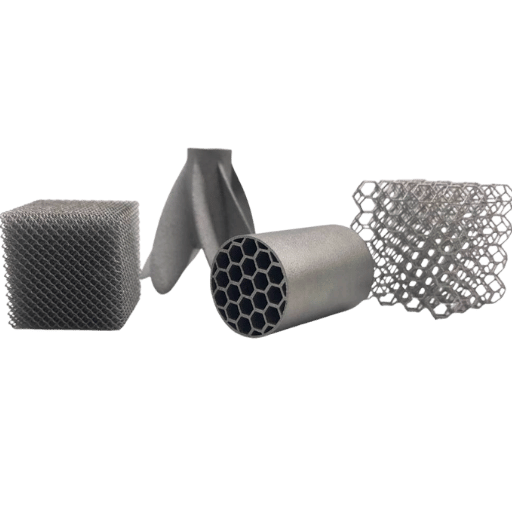
| Miglior uso commerciale | Geometria complessa, canali interni, parti metalliche a basso volume, leghe di alto valore | Il processo vince quando la geometria cambia il caso di produzione. |

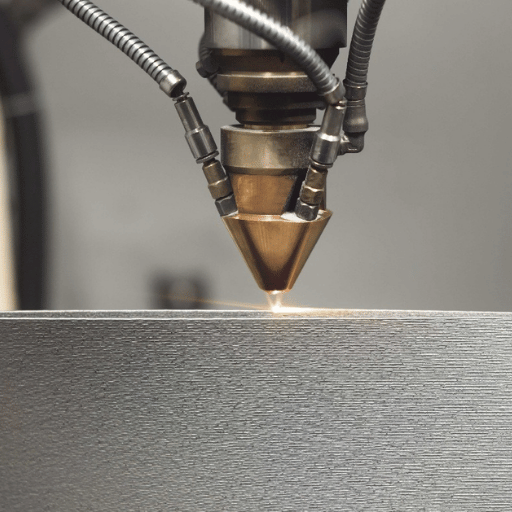
La stampa 3D in metallo è la produzione additiva per parti metalliche: il materiale viene aggiunto strato dopo strato anziché tagliato via dal calcio della barra Nella fusione industriale del letto di polvere, un laser o un fascio di elettroni fonde un sottile strato di polvere metallica, la piattaforma di costruzione cade e lo strato successivo di polvere viene steso.
Che è diverso da una stampante 3d metallo desktop che esegue il filamento riempito di metallo Una parte di filamento può sembrare metallica e può contenere polvere di metallo, ma di solito ha bisogno di fasi di deceratura e sinterizzazione prima di comportarsi come una parte metallica completa Un acquirente che chiede parti portanti in acciaio inossidabile, titanio o alluminio non dovrebbe trattare il PLA decorativo del metallo come sostituto di DMLS, SLM o un altro processo di stampa 3d industriale.
Non nello stesso senso della produzione additiva industriale di metalli Una normale stampante desktop può estrudere un filamento polimerico riempito di metallo, ma non crea una parte metallica completamente funzionale da sola Il metallo reale AM ha bisogno di calore controllato, polvere metallica o materia prima metallica legata, parametri di processo e solitamente post-elaborazione. TWI distingue i processi AM in metallo come DMLS, SLM ed EBM dalla stampa desktop standard.
Errore comune: invio di una richiesta di prototipo dall'aspetto metallico quando l'esigenza ingegneristica è in realtà resistenza, resistenza alla corrosione, comportamento al calore o certificazione Inizia la conversazione con il caso di carico finale, non con la categoria della stampante.
La maggior parte degli acquirenti non ha tempo per una discussione in classe su ogni abbreviazione, hanno invece bisogno di una chiara indicazione dell'opzione che meglio si adatta alla scelta di un particolare materiale metallico, geometria, obiettivo di resistenza, requisito di post-elaborazione e ispezione finale.
| Processo | Materiale Formato | Buona Vestibilità | Punto di guardia |
|---|---|---|---|
| DMLS | Strato di polvere metallica | Prototipi di parti metalliche funzionali e parti per uso finale a basso volume | Strutture di supporto, trattamento termico e interfacce lavorate |
| SLM | Polvere metallica, linguaggio di fusione completa spesso utilizzato | Componenti metallici densi dove le proprietà meccaniche contano | Pianificazione dello stress termico e dell'orientamento |
| EBM | Polvere metallica, fascio di elettroni nel vuoto | Titanio e applicazioni regolamentate di alto valore | Disponibilità della macchina e percorso di qualificazione |
| Getto legante | Polvere più legante, quindi slegare e sinterizzare | Conteggi delle parti più alti in cui è possibile controllare il ritiro | Restringimento della sinterizzazione, densità e compensazione dimensionale |
| DED | Polvere o filo immesso in una fonte di energia | Riparazione, grandi funzionalità e forme near-net | Dettaglio più grossolano e più lavoro di finitura |
Per gli acquirenti di Lecreator, DMLS e SLM sono i percorsi metallici rilevanti nella pagina del servizio di stampa 3D. Abbina questa sezione con il più ampio Guida al servizio di stampa 3D se hai ancora bisogno di confrontare AM di metallo con FDM, SLA, SLS o MJF.

Le leghe metalliche stampabili variano in base al processo e al fornitore TWI elenca titanio, acciaio, acciaio inossidabile, alluminio, rame e metalli preziosi come materiali utilizzati nella stampa 3D in metallo, mentre le RFQ Lecreator possono coprire titanio, acciaio inossidabile e alluminio per il lavoro DMLS/SLM.
| Famiglia Lega | Ragione tipica per sceglierlo | Nota sugli appalti |
|---|---|---|
| Acciaio inossidabile 316L | Resistenza alla corrosione e duttilità | Se il design finale è semplice, confronta con lavorazione CNC in acciaio inossidabile. |
| Acciaio inossidabile 17-4PH | Forza e durezza dopo l'invecchiamento | Confermare la condizione di trattamento termico nella RFQ. |
| Ti-6Al-4V titanio | Rapporto resistenza/peso, resistenza alla corrosione, biocompatibilità | Per le caratteristiche prismatiche, confronta con lavorazione CNC in titanio. |
| Alluminio AlSi10Mg | Parti leggere che necessitano di proprietà termiche e valore strutturale | Per le funzionalità piatte, fresate o maschiate, includere un lavorazione CNC in alluminio ripiego. |
| Inconel 718 | Alta temperatura, ossidazione e carico meccanico | Chiedere condizioni di trattamento termico e piano di ispezione. |
| Cromo cobalto | Resistenza all'usura e alla corrosione in applicazioni impegnative | Certificato materiale di corrispondenza e necessità di finitura per l'uso finale. |
Non esiste un'unica risposta più forte Il titanio, le superleghe di nichel, il cromo di cobalto e gli acciai inossidabili trattati termicamente possono essere tutti resistenti nelle giuste condizioni La resistenza dipende dalla lega, dalla qualità della polvere, dall'orientamento, dalla porosità, dal trattamento termico, dalla finitura superficiale e dal metodo di prova. Il lavoro AM in metallo del NIST si concentra sulle leghe lavorate con AM, sulla fatica, sulla frattura e sulla scienza della misurazione perché questi dettagli cambiano le prestazioni reali.

Inizia con questa regola di progettazione: non inviare un modello CNC alle stampanti metalliche e aspettatevi che il processo lo fissi Metal AM premia geometrie complesse che utilizzano la libertà additiva, ma punisce la polvere intrappolata, i supporti inaccessibili, le pareti sottili non supportate e le superfici che necessitano di post-lavorazione dopo essere state sepolte all'interno della parte.
| Cancello | Passa Domanda | Cosa Inviare |
|---|---|---|
| 1. Geometria | La parte utilizza canali interni, reticolo, consolidamento o geometria complessa? | file STEP più screenshot delle funzionalità critiche. |
| 2. Lega | La lega è disponibile nel processo scelto? | Lega target e alternative accettabili. |
| 3. Orientamento | La direzione di costruzione può proteggere il percorso di carico e la finitura? | Direzione del carico e facce cosmetiche. |
| 4. Supporti | I supporti possono essere rimossi senza danneggiare la parte stampata? | Zone di divieto di supporto e limiti di accesso. |
| 5. rimozione della polvere | Può la polvere sciolta fuoriuscire da canali e cavità? | Viste delle sezioni e intento del foro di scarico. |
| 6. Finire | Quali caratteristiche necessitano di lavorazione, filettatura, lucidatura o sigillatura? | Dimensioni critico-funzionali. |
| 7. Ispezione | Quale prova è necessaria prima dell'uso? | Rapporto di ispezione, certificato del materiale o requisito di prova. |
Usa questi come intervalli di discussione, non limiti di processo universali Il fornitore deve ancora confermare la lega, la macchina, l'orientamento, il piano di supporto, il percorso di ispezione e se la dicitura ISO/ASTM appartiene al pacchetto di disegno.
| Articolo DFM | Intervallo di partenza per discutere | Nota RFQ |
|---|---|---|
| Spessore dello strato del letto di polvere | Da 20μm a 60μm | Chiedi se la velocità di finitura o di costruzione conta di più. |
| Recensione parete sottile | da 0,8 mm a 1,5 mm | Pareti di bandiera che trasportano carico o hanno bisogno di lucidatura. |
| Fori di fuga della polvere | Da 2 mm a 5 mm | Mostra le cavità intrappolate nella vista della sezione. |
| Stock di lavorazione | da 0,2 mm a 0,8 mm | Riserva per fori, facce di tenuta e sedi di cuscinetti. |
| Obiettivo rugosità superficiale | Ra 6,3μm a Ra 12,5μm | Indicare se è accettabile l'esplosione, la lucidatura o la lavorazione delle perle. |
| Rivendicazione di tolleranza critica | +/- Richiesta di servizio di 0,1 mm | Trattare le caratteristiche critiche come elementi di ispezione, non come ipotesi. |
| Campionamento dell'ispezione | 100% dimensioni critiche | Separare le dimensioni da critico a funzione dalle dimensioni di riferimento. |
| Supporta la pulizia dei contatti | tolleranza da 0,3 mm a 1,0 mm | Contrassegnare i volti cosmetici in cui le cicatrici da contatto sono inaccettabili. |
| Facce di tenuta piatte | Stock di finitura da 0,1 mm a 0,3 mm | Chiamare i volti che necessitano di fresatura o rettifica dopo la stampa. |
| Caratteristiche filettate | Revisione pilota da 2 mm a 6 mm | Confermare se i thread sono stampati, toccati o inseriti. |
| Richiesta coupon di prova | tagliando 10 mm x 10 mm x 10 mm | Utilizzare solo quando la parte richiede materiale o prove di finitura. |
La guida alla progettazione ISO/ASTM per la fusione dei metalli nel letto di polvere basata su laser appare in L'attuale elenco degli standard di produzione additiva di ASTM. Usalo come promemoria: la progettazione AM in metallo è un metodo di produzione, non un'impostazione di esportazione di file, quindi i suggerimenti di progettazione devono diventare input RFQ Se il tuo design necessita ancora di superfici di accoppiamento piatte o fori di precisione dopo la stampa, pianifica Fresatura CNC per superfici post lavorate o rilascio filo-taglio in anticipo.
Una parte metallica stampata non è automaticamente un componente metallico finito L'uscita della macchina è la forma quasi netta; il percorso di produzione deve ancora gestire le sollecitazioni residue, i supporti, la polvere sciolta, la rugosità superficiale, i fili, la precisione dimensionale, il trattamento termico e le prove di ispezione.
| Requisito | Rischio AS-Built | Migliore linguaggio RFQ per la post-elaborazione |
|---|---|---|
| Foro stretto o filettatura | Le dimensioni stampate potrebbero non soddisfare l'adattamento finale | Stampa vicino alla rete, quindi foro/filo della macchina per disegnare. |
| Faccia sigillante | La superficie as-built potrebbe perdere o usurarsi | Superfici di tenuta contrassegnate con macchina o lucidatura. |
| Braccio carico di fatica | La struttura superficiale e i pori possono ridurre la durata a fatica | Definire le esigenze di finitura, trattamento termico e provino coupon. |
| Parte medica o aerospaziale | Pacchetto di convalida non chiaro | Chiedere la tracciabilità del materiale, il livello di ispezione e le note di convalida del processo. |
Il NIST inquadra l'AM metallico come un problema di misurazione e metrologia tanto quanto un problema di stampa, e l'elenco degli standard ASTM include la misurazione della struttura superficiale e i test non distruttivi per le parti di fusione della polvere laser. Per i dispositivi medici regolamentati, trattare la convalida e il linguaggio di test come un lavoro di conformità separato piuttosto che come una nota di disegno tardiva.
“Per il metallo AM, un preventivo pulito non è solo una richiesta di prezzo È un piano di misura: cosa deve essere stampato, cosa deve essere lavorato, e cosa deve essere provato dopo la finitura.”

Il prezzo AM del metallo include più del tempo di macchina La movimentazione delle polveri, il gas inerte, la configurazione della costruzione, i supporti, il trattamento termico, la finitura, l'ispezione e il rischio di rottami si trovano tutti all'interno del preventivo. L'OSHA rileva che i materiali sono finemente suddivisi come l'alluminio o il ferro possono essere esplosibili sotto forma di polvere e la Wayne State University tratta le polveri metalliche come pericolose nelle linee guida sulla sicurezza della produzione additiva.
Una risposta realistica ha bisogno del file CAD Due parti della stessa dimensione possono avere un prezzo molto diverso se si hanno bisogno di supporti spessi, pulizia della polvere intrappolata, fori post-lavorati, trattamento termico e ispezione 100%. Per ridurre le revisioni delle quotazioni, inviare un file STEP, lega target, quantità, dimensioni critiche, finitura, esigenze di ispezione e pianificazione accettabile Se il design è semplice e tutte le funzionalità sono accessibili, utilizzare Lecreator's Servizio di lavorazione CNC come percorso di confronto piuttosto che assumere l'AM metallico è più economico.
Metal AM non è un sostituto universale per la produzione tradizionale come lavorazione meccanica, fusione, lamiera o stampaggio a iniezione Crea valore quando la geometria additiva riduce il numero di assemblaggi, abilita canali interni, accorcia il ritardo dell'utensileria o rende possibile un componente metallico ad alte prestazioni a basso volume Il punto è più forte quando la libertà di progettazione cambia il prodotto piuttosto che solo il metodo di produzione.
| Caso d'Uso | Perché Metal AM Fits | Nota decisionale |
|---|---|---|
| Staffe aerospaziali | Riduci il peso, migliora il rapporto resistenza/peso e consolida le parti | Confrontare le esigenze di qualificazione con lavorazione CNC aerospaziale percorsi. |
| Impianti e strumenti medici | Geometria personalizzata e strutture porose | Pianificare tempestivamente la convalida del processo e la caratterizzazione del materiale. |
| Collettori di trasferimento del calore | Canali interni che non possono essere forati convenzionalmente | Aggiungere il percorso di rimozione della polvere e il requisito del test di pressione. |
| Inserti per utensili | Raffreddamento conforme e prototipazione rapida dei concetti di utensili | Controlla se servizio di prototipazione rapida inoltre la lavorazione è più veloce. |
| Prototipo in metallo finale | Prova la geometria prima dell'utensile o della fusione | Se il prototipo può essere polimerico, Stampa FDM può rispondere a domande di progettazione precedenti a costi inferiori. |
Uno scenario pratico: un team di prodotto ha bisogno di una piccola staffa in titanio con percorsi di carico organici e spazio per i cavi attraverso il corpo Lavorandola dalla billetta richiederebbe più configurazioni e lascerebbe gran parte del materiale come trucioli Il metallo AM può stampare la forma quasi netta, quindi post-macchina le facce di montaggio e i fori Se la stessa staffa fosse un blocco rettangolare con due fori praticati, il CNC probabilmente rimarrebbe più semplice.
Per un progetto pilota, aggiungere una linea di base alla RFQ prima dell'inizio della produzione: tempistica del progetto target, throughput previsto, velocità di rilavorazione accettabile e il risultato della produzione che giustificherebbe il passaggio dal prototipo all'ordine ripetuto. Se questi campi sono vuoti, la prima build diventa un caso di studio dopo il fatto invece di un piano di implementazione controllato.

Un RFQ pulito riduce avanti e indietro perché separa la fattibilità della stampa dai requisiti delle parti finali Per le RFQ Lecreator, i segnali di servizio pertinenti includono materiali 50+, stampa di metalli DMLS/SLM, consegna espressa 24-48h, ISO 9001, AS9100, ISO 13485 e linguaggio di controllo delle dimensioni 100%. Un pacchetto migliore rende il percorso giusto più facile da valutare.
Se la tua parte ha una geometria metallica complessa, invia il pacchetto a 12 campi sopra e chiedi il feedback DFM prima di bloccare il disegno Se la tua parte è piatta, piegata o tagliata dal foglio, a servizi di fabbricazione della lamiera il percorso potrebbe essere più diretto.
Per la pianificazione del 2026, la domanda utile non è se la produzione additiva di metalli sia in crescita, è quali parti del processo stanno diventando più facili da specificare, qualificare e ripetere I recenti segnali di ricerca-domanda mostrano un crescente interesse per la stampa 3D industriale e la stampa 3D SLM, che supporta il passaggio dalla curiosità alla valutazione della produzione.
Gli standard danno un segnale più chiaro dell'hype. La pagina degli attuali standard di produzione additiva di ASTM elenca le voci 2023 e 2024 per la qualificazione dell'operatore AM in metallo, la misurazione della struttura superficiale, le qualità delle parti automobilistiche e i livelli di test o ispezione non distruttivi per le parti di fusione laser in polvere. Le pagine AM in metallo del NIST, aggiornate nel 2025, mantengono l'attenzione anche sulla metrologia, sulle prestazioni della lega, sulla fatica, sulla frattura e sugli standard di misurazione.
Per gli acquirenti, l'azione è semplice: se pianifichi un progetto 2026, scrivi il pacchetto di ispezione e post-elaborazione prima di richiedere preventivi. Ciò consente al fornitore di valutare il percorso di produzione, senza indovinare il rischio. Per i componenti medici e regolamentati, confronta il pacchetto con i requisiti di qualità del dispositivo applicabili prima che le scelte del prototipo si induriscano nelle ipotesi di produzione.
Sì. i sistemi industriali possono stampare in 3d il metallo attraverso la fusione del letto di polvere, DMLS, SLM, EBM, getto di legante o DED.
I comuni materiali AM in metallo includono acciaio inossidabile, titanio, alluminio, leghe di nichel come Inconel, cromo cobalto, acciai per utensili, leghe di rame e metalli preziosi La disponibilità dipende dal fornitore, dalla macchina, dalle condizioni del materiale e dai requisiti di test finali.
Spesso lo è, rispetto alla stampa polimerica o alla semplice lavorazione Le citazioni includono polvere metallica, configurazione della macchina, atmosfera inerte, rimozione del supporto, trattamento termico, finitura, ispezione e rischio di rottami La spesa è più facile da difendere quando la parte utilizza la geometria che un altro processo non può fare bene, come passaggi di raffreddamento interni, regioni reticolari, consolidamento di parti o una lega ad alta temperatura a basso volume Per blocchi semplici, piastre e forme tornite, chiedere un confronto di lavorazione prima di approvare AM.
SLM è spesso descritto come polvere metallica completamente fondente, mentre DMLS è spesso descritto come polvere metallica sinterizzante o fondente In molte discussioni sugli appalti, entrambi siedono all'interno della fusione laser del letto di polvere Chiedi al fornitore informazioni su lega, densità, trattamento termico, strategia di supporto e ispezione piuttosto che scegliere solo per acronimo.
Spesso, sì. i supporti ancorano la parte, forniscono una base per gli sbalzi e aiutano a gestire il calore durante la costruzione. I supporti aggiungono anche costi perché consumano materiale, influenzano la finitura superficiale e necessitano di rimozione. Progettare la parte in modo che i supporti possano essere raggiunti e rimossi in sicurezza.
La precisione dipende dal processo, dalla macchina, dalla lega, dall'orientamento, dalla geometria e dalla finitura La pagina del servizio di stampa 3D di Lecreator afferma +/-0,1 mm di precisione, ma fori critici, filettature, facce di tenuta e superfici dei cuscinetti potrebbero comunque richiedere la finitura CNC o tolleranze specifiche per l'ispezione.
Può essere molto forte, ma la resistenza non è una proprietà generica del metallo stampato “3D.” Dipende dalla lega, dalla qualità della polvere, dall'orientamento delle parti, dalla porosità, dal trattamento termico, dalla finitura superficiale e dal metodo di prova. Il comportamento a fatica merita un'attenzione speciale quando la parte scorre sotto carico.
Il tempo di consegna varia con la coda di costruzione, la dimensione della parte, la lega, il trattamento termico, la finitura, l'ispezione e la spedizione Lecreator può offrire la consegna espressa 24-48h per il suo servizio di stampa 3D, ma le parti metalliche regolamentate o pesantemente rifinite necessitano di revisione da parte del fornitore prima che il programma venga trattato come fermo.
Qui a Lecreator, separiamo le note basate sulla fonte fattuale dalle affermazioni di servizio Durante la revisione DFM, verifica qualsiasi numero che si riferisca alla precisione o alla consegna perché la geometria, la lega, l'orientamento, la finitura superficiale e l'ispezione delle parti metalliche possono influenzare il prezzo.









