


Servizio di supporto, professionale, incentrato sul cliente
Mettiti in contatto con Lecreator Company
Dai prototipi alla produzione su vasta scala, abbiamo coperto.


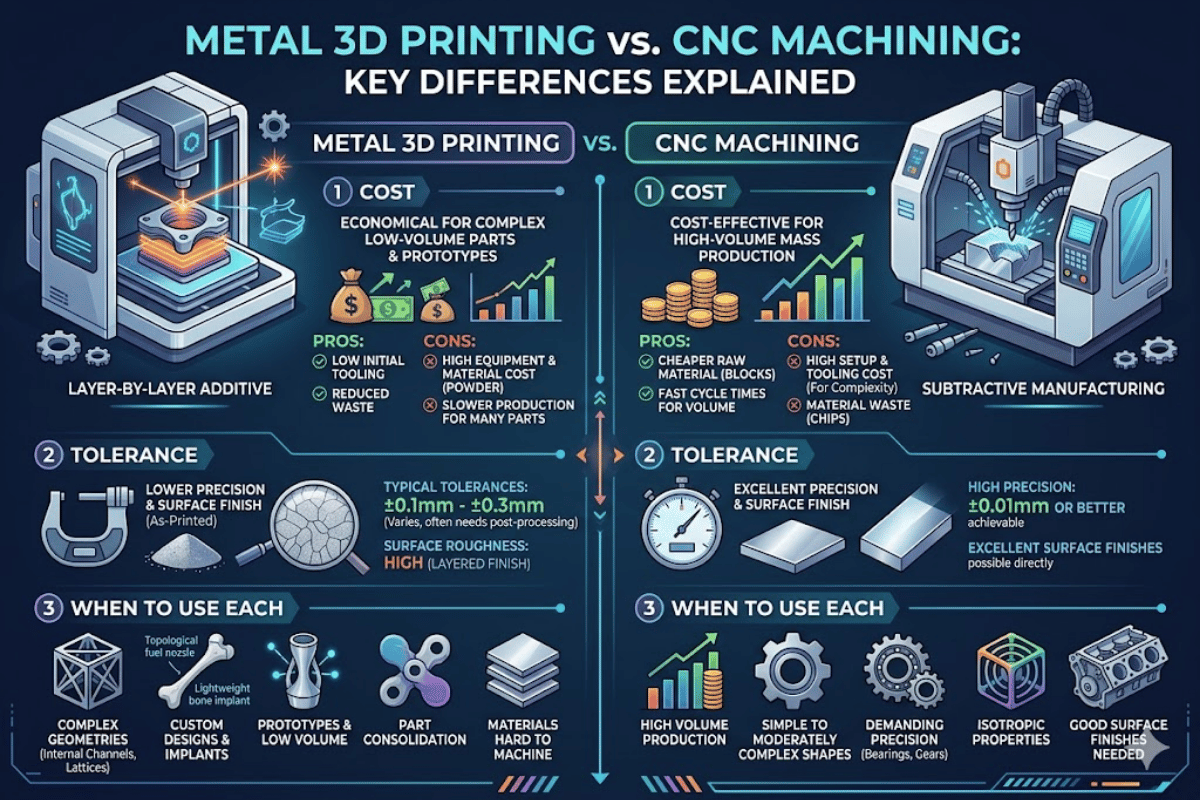
Metallo 3D Stampa vs CNC Stampa Costo, Tolleranza, Finitura superficiale & Guida decisionale
Aggiornato a marzo 2026 ~12 min leggi Guida comparativa
Additivo o sottrattivo? La geometria delle parti guida la risposta Le stampanti DMLS, SLM ed EBM costruiscono le parti strato dopo strato dalla polvere, creando geometrie che sarebbero meccanicamente non fabbricabili con un utensile da taglio. Lavorazione CNC parte da un pezzo di materiale e rimuove il materiale con tolleranza stretta (migliore finitura superficiale), costo per parte inferiore in volume.
Questa guida mette i numeri reali di entrambi i processi (tolleranze, finitura superficiale, proprietà del materiale, costo per parte) e volume in pareggio (break-even) in modo da poter scegliere il giusto flusso di lavoro ibrido (o il giusto flusso di lavoro ibrido) per ogni progettazione Se le tue parti coinvolgono Servizi di stampa 3D o lavorazione di precisione, il confronto seguente copre tutti i punti dati di progettazione.

Prima di entrare nelle specifiche del processo, ecco gli ingegneri delle istantanee affiancate a cui rivolgersi per primi.
| Parametro | Stampa 3D in metallo (DMLS/SLM) | Lavorazione CNC |
|---|---|---|
| Tipo di processo | L'additivo in polvere costruisce strato per strato dal metallo | Il (ROMP) rimuove il materiale con utensili da taglio |
| Tolleranza (costruita) | ±0,1 mm (±0,004″) | ±0,025 mm (±0,001″) |
| Tolleranza (post-lavorata) | ±0,025 mm | ±0,005 mm |
| Finitura superficiale (costruita) | Ra 5 10 µm | 0,8,3,2 µm Ra 0 |
| Materiali | Ti-6Al-4V, Inconel 718, 316L, AlSi10Mg, CoCr | Tutti i metalli + plastica tecnica |
| Dimensione massima della parte | ~400×400×400 mm (volume di costruzione tipico) | Limitato dalla corsa della macchina (fino a 2 m+) |
| Lead Time (prototipo) | 13 giorni | 37 giorni |
| Costo per Parte (piccola parte Ti) | 1TP400$200 | 1TP400$150 |
| Migliore Per | Geometria complessa, reticoli, volume basso, prototipi | Tolleranza stretta, geometria semplice, volume elevato |
La tabella racconta la storia del titolo: La lavorazione CNC è più precisa, più veloce per parte ed economica su scala Le geometrie di stampa 3D in metallo che una macchina CNC non può produrre e rimuove il ritardo di produzione per piccoli lotti Molte applicazioni commerciali utilizzano sia la stampa di uno strumento che la forma quasi netta, quindi Fresatura CNC le interfacce.

Un sottile strato di polvere metallica (20-60 m) è disperso sulla piattaforma di costruzione Un laser intenso (DMLS/SLM) o fascio di elettroni (EBM) fonde la polvere proprio come un martello soffia acciaio fuso nella forma desiderata Dopo ogni strato, la piattaforma di costruzione abbassa la profondità dello strato, nuovi depositi di polvere e il processo si ripete: centinaia o migliaia di volte.
Una volta conclusa la build, le parti sono ancora montate sulla piattaforma di build dalle loro strutture di supporto La post-elaborazione è inevitabile: elettroerosione a filo o sega a nastro per estrarre la parte, stripping del supporto, alleviamento e spesso pressatura isostatica a caldo (HIP) per densificare la parte Caratteristiche critiche (bobine), facce m, fori filettati (hole) richiedono quasi sempre la finitura CNC per la forma e la tolleranza richieste per il design.
La lavorazione CNC inizia con barre solide, billette o getti. Una serie di utensili da taglio (frese, trapani), frese, torni, EDM 1'auto elimina il materiale in eccesso nei percorsi utensile Le parti escono dalla macchina vicino alla forma, riducendo così le operazioni secondarie.
Nessuna struttura di supporto, nessuna manipolazione delle polveri, nessun ciclo HIP. Macchine CNC a 4 assi o 5 assi può lavorare la maggior parte delle caratteristiche esterne con una singola configurazione La geometria è il fattore limitante Accesso fisico a un canale interno o sottosquadro profondo, la caratteristica non può essere lavorata.
Nota di ingegneria
La stampa 3D in metallo cresce a 5-20 cm/ora I tassi di rimozione dei materiali per CNC vanno da 50-500 cm/ora Per le parti semplici, CNC ha battuto il tasso di rimozione dei materiali di 10-25 Per forme semplici e scavate con intricate caratteristiche interne fuori dalla portata di qualsiasi taglierina, AM è l'unico processo di produzione fattibile.
Tolleranza e finitura sono i guardiani di molte parti funzionali La tabella seguente suddivide le cifre per alcune varianti di processo.
| Parametro | DMLS/SLM | EBM | Fresatura CNC | Tornitura CNC |
|---|---|---|---|---|
| Tolleranza AS-Built | ±0,1 mm | ±0,2 mm | ±0,025 mm | ±0,013 mm |
| Tolleranza post-lavorata | ±0,025 mm | ±0,05 mm | N/D | N/D |
| Finitura superficiale (costruita) | Ra 6 µm 10 µm | Ra 20 µm µm | Ra 0,8 µm | Ra 0,4 µm |
| Finitura superficiale (post-elaborata) | Ra 1,6 µm (lucidato) | Ra 3,2 µm | N/D | N/D |
| Precisione dimensionale | ±0.10.2% | ±0.20.3% | ±0,005% | ±0,003% |
Il divario è enorme La tornitura di precisione richiede 0,013 mm come standard - circa 8 più stretti della capacità as-built di SLM L'EBM è generalmente utilizzato per l'aerospaziale del titanio e impianto medico parti del valore più alto, poiché la finitura superficiale è scarsa ma la velocità di funzionamento del prodotto è elevata e lo stress residuo basso.
ical Suggerimento pratico
La maggior parte delle parti AM in metallo riceve la finitura CNC, sotto forma di lavorazione di superfici di accoppiamento, datum, caratteristiche filettate e attacchi a pressione Questo processo ibrido fornisce la libertà geometrica di AM con la precisione dimensionale di CNC, quindi quando si progetta per la finitura AM + CNC, consentire l'aggiunta di stock da 0,5-1,0 mm su superfici lavorate.

Il costo è dove diventa complicato La stampa 3D in metallo non ha costi di attrezzaggio o di set-up, ma la polvere è costosa e i tempi di ciclo possono essere lunghi Le macchine utensili utilizzate nel CNC hanno un elevato utilizzo e throughput del materiale, ma il costo iniziale può essere elevato per l'infissaggio e la programmazione.
| Fattore di costo | Stampa 3D in metallo | Lavorazione CNC |
|---|---|---|
| Impostazione/Utensileria | $0 (nessuna attrezzatura richiesta) | $50 $200 (apparecchi, programmazione) |
| Costo Materiale | $100 A BASE DI ACQUA $500 (polvere metallica) | $/kg 5TP4T50/kg (stock della barra) |
| Tempo Macchina | $100, $300/ora | $4000000/oraTP4T120 |
| Post-elaborazione | Necessario (HIP, rimozione del supporto, finitura CNC) | Minimo (sbavatura, anodizzazione se necessario) |
| Costo per Parte (1 unità, Ti complesso) | $200, $800 | $500, $2,000+ (se lavorabile) |
| Costo per Parte (1.000 unità, semplice Al) | $150, 1TP400 $150 | $150$50 |
| Volume di pareggio | AM vince a <50 unità (parti complesse) | CNC vince a >200 unità |
Esempio del mondo reale: Boeing ha riferito di aver prodotto una staffa satellitare tramite stampa 1000 per unità in metallo per circa $800 L'equivalente versione 3C-machined CNC che richiede una significativa rimozione di un dispositivo multiasse in titanio billet 2000. La parte stampata era anche 30% più leggera a causa della geometria ottimizzata per la topologia.
Tuttavia, per semplici alloggiamenti in alluminio prodotti in lotti da 1.000 pz, CNC può competere a $15-$50 per parte rispetto a $150-$400 per AM. Per la geometria standard al volume di produzione, CNC vince di un fattore 5-10.
Regola del pareggio del volume
Per geometrie complesse in Inconel o titanio, il punto di crossover è generalmente più vicino a 50-200 unità, al di sotto di questo, il vantaggio di AM 0-tooling tira avanti Sopra di esso, predomina il costo 0 per parte di CNC Per la semplice geometria in alluminio o acciaio, CNC è più economico in quasi tutti i volumi.
La lavorazione CNC può essere eseguita con qualsiasi metallo lavorabile o con la maggior parte delle plastiche I materiali di stampa 3D in metallo sono limitati a quelli disponibili come polvere atomizzata a gas: un database in rapida crescita ma comunque limitato Inoltre, il rapido tasso di solidificazione altera la metallurgia, creando microstrutture a grana fine che spesso hanno proprietà meccaniche diverse rispetto alle versioni fuse o lavorate della stessa lega.
| Materiale | SONO disponibile? | CNC disponibile? | resistenza alla trazione AM | Resistenza alla trazione lavorata | Allungamento AM | Allungamento operato |
|---|---|---|---|---|---|---|
| Ti-6Al-4V | ✅ | ✅ | 1,0500 MPa1,100 MPa | 950 MPa1.050 MP | 814% | 1015% |
| Inconel 718 | ✅ | ✅ | 1.200 MPa 1.350 MPa | 1.2400 MPa 1.400 MPa | 10181T | 122% |
| Acciaio inossidabile 316L | ✅ | ✅ | 620 MPa 620 MPa | 515620 MPa | 305013T | 4060% |
| AlSi10Mg | ✅ | (proiettare equiv.) | 380445 MPa | 300 350 MPa (cast) | 599% | 35% (trasmissione) |
| CoCr (cromo-cobalto) | ✅ | ✅ | 1.100 MPa1.300 MPa | 900 MPa1.100 MP | 812% | 815% |
| 6061-T6 Alluminio | ❌ | ✅ | — | 310 MPa | — | 121% |
| 7075 Alluminio | ❌ | ✅ | — | 572 MPa | — | 11% |
| Ottone/Bronzo | ❌ | ✅ | — | varia | — | varia |
Emerge un tema comune; Versioni AM di Ti-6Al-4V, Acciaio inossidabile 316L, e AlSi10Mg comunemente hanno una resistenza alla trazione più elevata rispetto ai loro equivalenti lavorati o fusi, poiché spesso è presente una microstruttura fine Da notare tuttavia; l'allungamento (duttilità) può essere inferiore e l'anisotropia deve essere considerata durante la progettazione a causa della presenza di proprietà altamente direzionali nella direzione di costruzione rispetto al piano XY.
La lavorazione CNC può essere eseguita con qualsiasi lega in forma di barre, billette o forgiatura, Ciò include alluminum ad alta resistenza (7075, 2024), ottone a lavorazione libera, leghe di rame e altri acciai specializzati che attualmente non hanno un equivalente in polvere Se il materiale non è disponibile in polvere, la lavorazione ha vinto.

Per molte parti di alto valore, la produzione ibrida tra processi additivi e sottrattivi raggiunge i migliori costi, qualità e tempi di consegna Stampa la geometria interna complessa, proprietaria sulla stampante Macchina le facce, le guarnizioni e i fili di accoppiamento su un CNC Questo approccio è lo standard del settore per parti strutturali aerospaziali e stampi e attrezzature di fascia alta.

Questa lista di controllo ti consente di identificare il processo ideale o un ibrido: stampa le caratteristiche interne difficili, lavora le caratteristiche esterne facili.
️ Lista di controllo per la selezione del processo
La maggior parte delle parti rientra da qualche parte nel mezzo. Un vantaggio di stampa con molte caratteristiche interne abbinato alle migliori caratteristiche lavorate. Questa è l'essenza di un approccio ibrido, additivo e quindi sottratto.
? Hai bisogno di aiuto per scegliere?
Le Creator mantiene macchine interne sia per la lavorazione CNC che per la produzione additiva di metalli Analizziamo la geometria delle parti, il volume, il numero di caratteristiche e le tolleranze complessive per raccomandare un processo ottimale (ibrido) o ibrido Non siamo orientati verso nessuna delle due macchine.
La lavorazione CNC supera la stampa 3D in metallo per parti con requisiti di volume elevato, tolleranze strette e geometrie semplici La stampa 3D in metallo supera la lavorazione CNC per parti con caratteristiche complesse e interne e requisiti additivi a basso volume Il processo giusto dipende dalle specifiche: geometria, volume, materiale, tolleranza Spesso, un approccio ibrido produce il miglior valore tecnico ed economico.
Metal AM presenta alcune difficoltà: rugosità as-built Ra 6-10 mm (150-250 micropollici), tolleranze più sciolte rispetto a CNC 0,1 mm (4 mil), costo elevato della polvere $100-$500 per chilogrammo (2,2 libbre), tempo di costruzione lungo 5-20 mm/ora, requisiti di attrezzaggio per strutture di supporto, distensione, HIP, involucro di costruzione limitato a circa 400 mm cubo.
La lavorazione CNC n. sarà sempre più efficiente per volumi elevati, tolleranza stretta e parti di grandi dimensioni. Il metallo AM viene utilizzato per geometrie complesse, parti a basso volume e consolidamento del mix di parti. Gli esperti del settore suggeriscono che il futuro della produzione è ibrido e che un processo non sostituirà completamente l'altro.
Le tolleranze del pezzo finale DMLS/SLM sono di circa 0,1 mm (0,004”) con una precisione dimensionale di circa 0,1-0,2%. In seguito a ciò con la lavorazione CNC basata su caratteristiche critiche porta la tolleranza fino a circa 0,025 mm. L'EBM ha una precisione simile a quella costruita a 0,2 mm.
I metalli più facilmente disponibili nella produzione additiva includono: leghe di titanio (Ti-6Al-4V più popolari), leghe di nichel (Inconel 718, Inconel 625), acciai inossidabili (316, 17-4PH), leghe di alluminio (AlSi10Mg), leghe di cobalto-cromo (CoCr), acciai per utensili (H13, Maraging), leghe di rame La libreria AM è in crescita ma non larga come CNC. Ad esempio, leghe come l'ottone e l'alluminio 7075 non sono offerti in polveri AM.
Per quanto riguarda il costo dell'AM metallico, le conclusioni abituali sono che è economicamente interessante per le parti in cui altrimenti sarebbe di geometria complex ad alto costo (<50), per la progettazione in basse quantità (<50) per scopi di assemblaggio, riducendo molte parti a una, per geometrie difficili da lavorare e per la prototipazione rapida in cui l'utensile sarebbe costato più della produzione









