


Servizio di supporto, professionale, incentrato sul cliente
Mettiti in contatto con Lecreator Company
Dai prototipi alla produzione su vasta scala, abbiamo coperto.


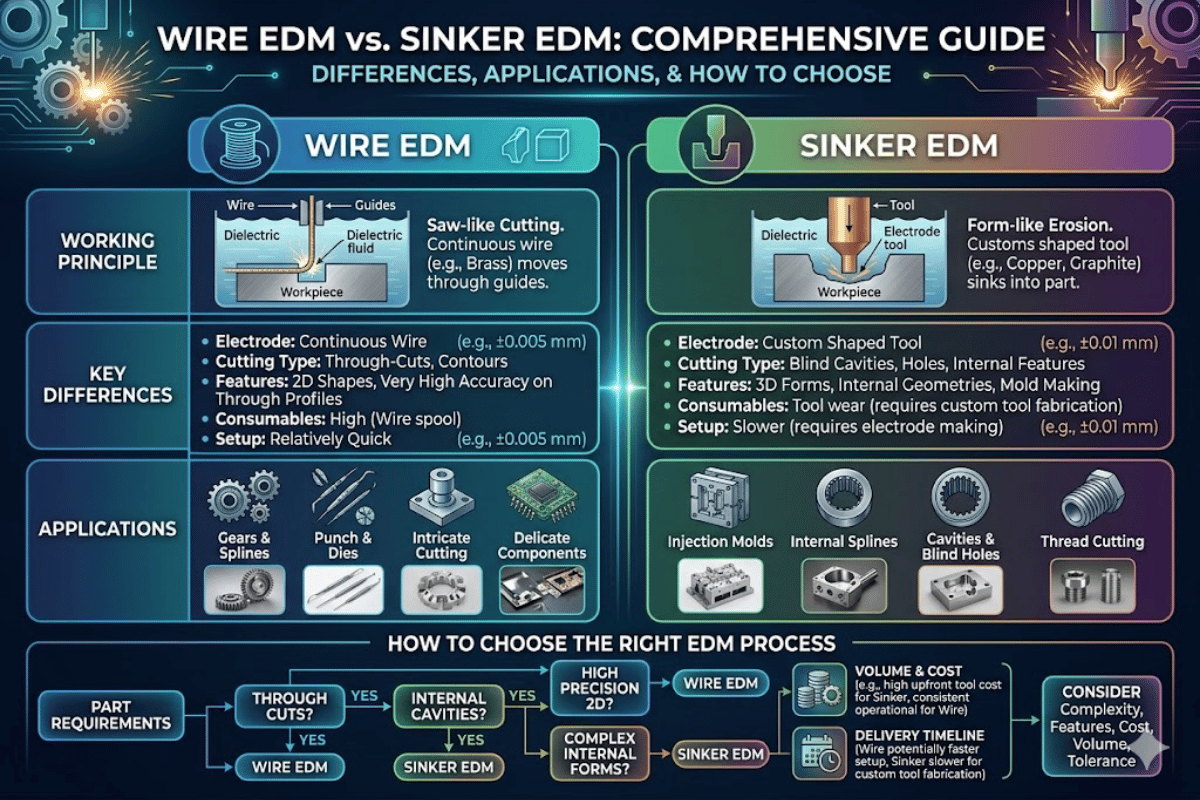
Wire EDM vs Sinker EDM: differenze, applicazioni e come scegliere
I due processi di lavorazione edm, filo edm e sinker edm, atomizzano il materiale mediante scariche elettriche controllate, ma questa è l'unica somiglianza In una macchina filo edm, un elettrodo filo sottile si muove attraverso il pezzo, creando profili 2-D. In una macchina platina edm, un elettrodo sagomato si tuffa nel pezzo, creando cavità 3-D. Il pompaggio del tipo sbagliato di macchina edm per il design della tua parte crea perdite di tempo, costi più elevati e tolleranze insoddisfacenti.
In questa guida confrontiamo e contrastiamo l'EDM a filo e l'EDM a platina su criteri di: meccanica di processo edm, cosa fa e non fa ciascuna macchina EDM, applicazioni effettive dell'EDM a platina e usi dell'EDM a filo, costo per parte e un diagramma di flusso decisionale che rivela quale tipo di macchina per scariche elettriche è appropriata per la tua parte Se stai fornendo un preventivo per un profilo di inserto o una cavità dello stampo, utilizza la tabella comparativa qui sotto per fare la tua scelta.
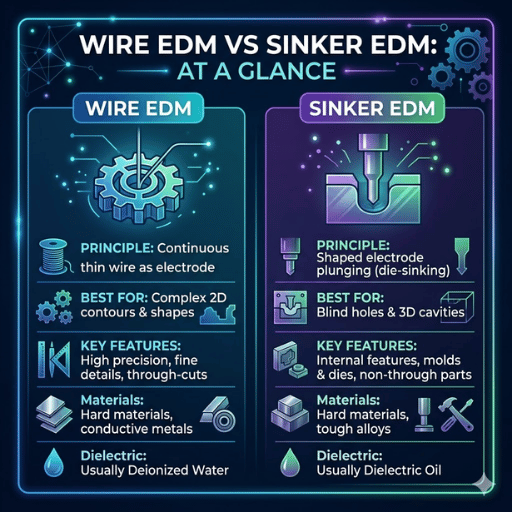
Prima di discutere la fisica, ecco un breve riassunto affiancato Questo grafico incapsula le principali distinzioni tra sinker e criteri EDM a filo che la maggior parte degli ingegneri ricerca innanzitutto
| Attribute | Elemento elettroerosione a filo | Elettroerosione sinker |
|---|---|---|
| Elettrodo | Filo sottile alimentato in continuo (ottone/rame, 0.1.0.3 mm) | Blocco di grafite o rame preformato |
| Geometria | Profili 2D (solo through-cuts) | Cavità 3D, tasche cieche, texture |
| Tolleranza | ±0,0025 mm (±0,0001″) | ±0,001″ |
| Finitura Superficie | 0,1,8 µm Ra 0,8 µm | 4,4,3,2 µm Ra 0 |
| Velocità di taglio | Moderato (20 mm 150 mm³/min) | Sgrossatura più rapida (50500 mm³/min) |
| Automazione | Alto-luci-out capace | Le modifiche dell'elettrodo moderato possono richiedere un operatore moderato |
| Migliore Per | Muore, ingranaggi, tagli di profilo in metalli duri | Cavità della muffa, stampi di forgiatura, caratteristiche 3D |

In una macchina a filo edm, un elettrodo a filo continuo di ottone o acciaio rivestito di rame (0,1-0,3 mm di diametro) emerge da una bobina di alimentazione e si muove davanti a un pezzo, l'insieme seduto in un bagno di olio minerale Il filo agisce come una lama a sega a nastro, tagliando un profilo dal materiale mediante scintilla elettrica anziché i denti. Il filo non viene mai toccato da alcun utensile da taglio solido.
Questo diagramma dimostra il ciclo di funzionamento del filo EDM L'elettrodo a filo e il pezzo sono immersi in acqua deionizzata (il fluido dielettrico) Un controller CNC guida il filo rispetto al lavoro lungo gli assi X e Y, mentre due assi U e V aggiuntivi posizionati sulla guida superiore del filo consentono rastremazioni angolate fino a 30 Quando il campo elettrico attraverso lo spazio tra filo e pezzo raggiunge il livello di tensione di rottura della scintilla, ogni scintilla produce un flash superiore a 8.000 C e vaporizza un microscopico bit di materiale Wall-to-wall, migliaia di scintille si verificano ogni secondo, seguendo il percorso programmato da CAD.
Poiché il filo si muove costantemente, l'elettrodo è sempre fresco e l'usura è minima o nulla, consentendo un'elevata precisione e stabilità di tolleranza durante tutta l'operazione di lavorazione. Con le capacità di precisione di un moderno bordo del filo, è possibile ottenere una precisione di 0,0025 mm (0,0001 ") e finiture superficiali Ra 0,1 m dopo molteplici passaggi di scrematura. Le-Creator esegue prestazioni dedicate servizi di elettroerosione a filo per le officine di produzione di pezzi che richiedono questo grado di precisione.
Tuttavia, il filo edm può creare solo forme che passano attraverso fori, non cavità cieche, tasche o superfici strutturate, ed è qui che il piombino edm è appropriato.

L'EDM sinker - o EDM ram, EDM fustellato, edm a cavità o edm a volume - prevede l'uso di un elettrodo formato a forma (a volte chiamato strumento) che viene utilizzato per tagliare una cavità speculare nel pezzo La forma dell'elettrodo è solitamente grafite-(per una produzione più rapida e una generazione di forme più semplice) o rame-(per qualità superficiali più fini) L'EDM sinker è in grado di produrre geometrie tridimensionali come tasche cieche, nervature, aree strutturate, sottosquadro e contorni, che sono inaccessibili utilizzando l'EDM a filo.
La macchina EDM a platina tiene l'elettrodo e il pezzo da lavorare sommersi in olio dielettrico, composto da idrocarburi Un pistone servoalimentato spinge un elettrodo sagomato verso il pezzo da lavorare dove viene mantenuto uno spinterometro compreso tra 0,01-0,5 mm Le scariche elettriche attraverso questo spazio erodono la forma del pezzo da lavorare esattamente opposta alla forma dell'elettrodo.
Il fluido dielettrico lava via il materiale eroso dalla zona di lavorazione e isola lo spazio tra le scintille.
Le macchine sinker edm-hanno tolleranze di 0,005-0,025 mm così come finiture superficiali di Ra 0,4 m (finitura fine) fino a Ra 3,2 m (sgrossatura) Le texture VDI possono essere trasferite direttamente sulla superficie della cavità dei produttori di stampi mediante lavorazione sinker edm-machining con condizioni di finitura specifiche per evitare una seconda fase di testurizzazione Il processo sinker edm può produrre ogni materiale elettricamente conduttivo immaginabile indipendentemente dalla durezza, pertanto queste macchine sono il metodo di produzione preferito per la lavorazione in cavità di stampi in acciaio per utensili temprati che si avvicinano a 60+ HRC.
Tradeoff: ogni lavoro ha bisogno di un elettrodo personalizzato, che deve essere lavorato CNC in grafite o rame per produrre il pezzo da lavorare Per cavità complesse potremmo richiedere più di un elettrodo per produrre un elettrodo di sgrossatura e finitura, che aggiunge un ulteriore $200-$2,000 + nella fabbricazione di elettrodi L'usura da elettrodo durante la lavorazione si aggiunge a questo costo per cavità profonde.
La differenza principale tra i due è il tipo di elettrodo e la capacità di tagliare forme complesse Wire EDM rimuove la parte Sinker EDM rimuove la parte.
La tabella seguente descrive le differenze tra filo e EDM platina dove sembra avere più importanza quando si citano le parti e si sceglie un processo.
| Criteria | Elemento elettroerosione a filo | Elettroerosione sinker |
|---|---|---|
| 1. tipo di elettrodo | Filo sottile/rame alimentato in continuo (0,1 mm ottone/rame sottile) | Blocco di grafite o rame lavorato su misura |
| 2. Consumo di elettrodi | Alimentazione continua (continua) senza necessità di rilavorazioni | 1 usura 15% per operazione; potrebbe aver bisogno di più elettrodi |
| 3. Capacità geometrica | I profili 2D (2D profiles) (4D) devono passare a tutto spessore | Cavità 3D, tasche cieche, texture, sottosquadri |
| 4. Tolleranza | ±0,0025 mm (±0,0001″) | ±0,001″ |
| 5. finitura superficiale | 0,1,8 µm Ra 0,8 µm | 4,4,3,2 µm Ra 0 |
| 6. tasso di rimozione del materiale (MRR) | 20 mm3/min50 mm³/min | 50500 mm³/min |
| 7. spessore massimo del pezzo | 300500 mm (limitato dalla tensione del filo) | Limitato dalla portata e dal lavaggio degli elettrodi |
| 8. Fluido dielettrico | Acqua deionizzata | Olio di idrocarburi |
| 9. raggio d'angolo interno | Min. = raggio del filo + taglio eccessivo (~0,15 mm) | Possibili angoli interni netti (dipendente dalla forma dell'elettrodo) |
| 10. Capacità di rastremazione | Fino a ±30° con asse U/V | Angoli di pescaggio integrati nella geometria dell'elettrodo |
| 11. tempo di installazione | 3060 min (fix + filo filettato) | 14 ore (fixture + allineamento elettrodi + test orbitante) |
| 12. Livello di automazione | High (alto) consente il funzionamento auto-threading delle luci | Cambia elettrodi moderati disponibili su macchine con elettrodi più alti |
| 13. Costo dell'elettrodo per lavoro | $ 5TP14T30 (consumo di bobina di filo) | $200 $2,000+ (fabbricazione di elettrodi personalizzati) |
| 14. tariffa oraria macchina | $6000TP4T120/ora | $50$100/ora |
| 15. Costo del capitale della macchina | $80,00000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000 | $50,00000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000 |
| 16. Abilità dell'operatore richiesta | Moderato (programmazione CNC + configurazione) | Progettazione dell'elettrodo più elevata + regolazione dei parametri di scarica |
Per riassumere, l'EDM di precisione è la macchina di precisione per profili a taglio passante, tolleranza e finitura. King Sinker EDm è la macchina geometrica per 3 forme che nessun'altra lavorazione meccanica: processo filo compreso l'approccio EDM.

L'applicazione più comune è per le parti che richiedono una stretta tolleranza tagliata fino in fondo attraverso un elemento conduttivo in acciaio o una sorta di lega esotica che distruggerebbe facilmente un normale strumento da taglio. Queste sono alcune delle applicazioni del bordo del filo:
Il filo edm è appropriato per qualsiasi parte in cui la geometria è un profilo 2D (piatto o rastremato) e sono specificate tolleranze inferiori a 0,01 mm Per i materiali ancora più duri, EDM può tagliare 64 HRC senza alcuna perdita di precisione-one feat che gli utensili da taglio in metallo duro o HSS non possono produrre
Sinker edm è più adatto per la geometria 3D che non può essere tagliata tramite elettroerosione a filo, fresata o qualsiasi altra forma di lavorazione convenzionale Applicazioni tipiche per Sinker EDM:
L'EDM sinker è particolarmente utile per qualsiasi parte in cui una struttura superficiale deve essere aggiunta a una superficie indurita, è necessario creare una cavità cieca o si desidera un sottosquadro L'EDM ha un'ampia applicazione nelle industrie di stampaggio, produzione di stampi e aerospaziali, ovunque un materiale conduttore duro venga tagliato in una forma 3D complessa.
Un terzo tipo di perforazione edm-foro edm-è degno di nota Foro di perforazione EDM impiega un elettrodo a forma di tubo rotante per praticare fori molto piccoli (0,1-6 mm) in qualsiasi materiale conduttivo Questa tecnologia è più spesso utilizzata in: forma fori di partenza per il filo EDM, e nella perforazione foro cieco delle pale della turbina Mentre non è comunemente chiamato, foro di perforazione edm è un supporto operativo indispensabile per entrambe le macchine EDM filo e platina
Scenari decisionali nel mondo reale:

I costi di ogni processo introducono il dibattito tra piombino e elettroerosione a filo. Mentre la tariffa oraria media per l'elettroerosione a filo ($60-$120/ora) batte quella dell'elettroerosione a piombino ($50-$100/ora), l'elettroerosione a piombino aggiunge un costo nascosto che l'elettroerosione a filo bypassa: fabbricazione dell'elettrodo
Per una cavità semplice, un elettrodo EDMelectrode platina varia da $200-$500 valore di grafite a macchina, con elettrodi elaborati che costano di più Un elettrodo multi-funzione complesso che ha tolleranze strette andrà $1,000-$2,000 +. Se sono necessari elettrodi di sgrossatura e finitura separati, come in genere sono nelle cavità dello stampo più accurate, questo costo raddoppierà EDM filo, in confronto, spende $5-$30 in filo per depositoindipendentemente dalla complessità.
Ciò rende semplice l’economia per parte:
Anche il costo del capitale della macchina differisce: al momento della stesura di questo articolo, una macchina edm a filo di fascia media costerà $150.000-$350.000, mentre una macchina edm a platina comparabile costa $80.000-$200.000. cnc di fascia alta in grado di un elevato grado di automazione (pacchetti a filo con filettatura automatica, caricabatterie robotici per platina) sposta entrambi oltre $400.000. Per un negozio che valuta, valuta se utilizzerai molte parti EDMed. Se è così, confronta costo di proprietà per più parti che fanno riferimento al mix di parti e ai volumi effettivi.

Quando decidi su sinker edm vs. wire edm su un'applicazione, esegui queste tre domande:
1. La geometria passa interamente attraverso il pezzo?
Se sì, scegli filo edm Fornisce tolleranze più strette, finitura superficiale superiore e costo per pezzo inferiore (nessun costo dell'elettrodo) Può tagliare il profilo in qualsiasi materiale conduttivo fino a 500 mm di spessore.
2. hai bisogno di una cavità 3D, tasca cieca, texture o sottosquadro?
Se sì, scegli la platina Solo le macchine edm a platina possono produrre questa caratteristica Nessuna macchina EDM a filo può creare una geometria che non passa Qui l'edm è il chiaro vincitore.
3. qual è il vostro volume di produzione?
Per parti e prototipi unici, l'EDM a filo evita l'elettrodo in testa Per volumi 50+. Affinché la platina funzioni, oltre 50 parti con la stessa cavità e l'elettrodo a“”riutilizzabile ammortizzano l'elettrodo in testa e il suo MRR aumentato riduce il tempo di ciclo. Molti negozi che eseguono entrambi gli organi stanno instradando i lavori in base a ciò.
La risposta più semplice per stabilire se l'edm può fare il lavorazione inossidabile il compito è che sia il filo che il pennarello EDM possono realizzarlo in uno qualsiasi dei gradi inossidabili 304, 316 e 17-4Ph: la durezza e la resistenza alla corrosione possono essere ignorate: la lavorazione a scarica elettrica rimuove il materiale con mezzi termici e non meccanici.
L'elettrodo è il più grande differenziatore tra EDM a filo e EDM a platina, il tipo di geometria che creano è la seconda differenza più grande L'EDM a filo utilizza un filo sottile alimentato in continuo per tagliare i profili 2D nell'intero spessore del pezzo Sinker EDM utilizza un elettrodo personalizzato che si tuffa nel pezzo da lavorare per produrre cavità cieche 3D, texture e contorni L'EDM a filo taglia, la platina taglia
L'EDM a filo è più preciso La macchina per filo edm USICHJIMOPa manterrà una tolleranza di 0,0025 mm (0,0001 pollici) e taglierà fino a Ra 0,1 m di finitura superficiale Le macchine sinker sono in genere nell'intervallo di finiture superficiali da 0,005-0,025 mm e Ra 0,4-3,2 m. Poiché un filo viene alimentato continuamente, qualsiasi variazione nell'usura degli elettrodi è ridotta al minimo, portando a un vantaggio per Wire EDM nel controllo dimensionale.
È tecnicamente possibile che un bordo della platina possa essere forzato attraverso l'intero spessore di un pezzo Tuttavia, non è pratico: l'elettrodo si usura durante il processo, le posizioni e le dimensioni variano con la profondità e i tagli profondi sfidano il lavaggio dell'elettrodo Gli elettrodi sono progettati e costruiti appositamente per operazioni di taglio passante a tutto spessore.
Molto semplicemente, il filo di saldatura EDM e l'EDM a platina possono tagliare qualsiasi cosa materiali elettricamente conduttori Acciai per utensili, acciai per strumenti, acciai di costo, acciai inossidabili, titanio, Inconel, carburo di tungsteno, rame, alluminio e tutte le ceramiche conduttrici simili Quindi in termini di facilità di lavorabilità, se è un conduttore, può essere lavorato Durezza non è un problema, un acciaio per utensili 64 HRC può essere lavorato alla stessa facilità di un alluminio Soft, purché sia un conduttore Tuttavia; i non conduttori come plastica, vetro smaltato o ceramica non conduttrice non sono lavorabili EDM.
Il meglio che posso dire, in generale, macchina EDM platina è ha un tasso di rimozione della materia prima più elevato (50-500 mm/min contro 20-150mm/min) e la rimozione più veloce della massa in modo che sia più efficiente per fare una forma ruvida Tuttavia, non si può effettivamente modellare il lavoro fino a quando non si hanno trascorso ore se non giorni a fabbricare l'elettrodo Mentre, un EDM filo non può iniziare la lavorazione fino a quando la parte può essere fissata in modo affidabile al tavolo, può iniziare immediatamente dopo il programma CNC caricato A seconda del profilo, e necessariamente il livello di dettaglio, filo EDM avrà generalmente più veloce tempo di consegna totale per i profili passanti.
Le-Creator fornisce elettroerosione a filo, elettroerosione a platina e lavorazione CNC completa con tolleranze a 0,0001″. Carica i tuoi file CAD per un preventivo gratuito.









