Service de soutien, professionnel et axé sur le client
Entrez en contact avec Lecreator Company
Des prototypes à la production à grande échelle, nous avons ce qu'il vous faut.


Lignes directrices de conception acrylique : une référence basée sur les données pour les concepteurs de produits et les ingénieurs d'approvisionnement
Dernière mise à jour : mars 2026 · 12 min de lecture
📐 Spécifications rapides : acrylique (PMMA)
| Matériel | PMMA (méthacrylate de méthyle) |
| Transmission Lumineuse | 92% à 3 mm d'épaisseur |
| Densité | 1,171,20 g/cm³ |
| Résistance à la traction | 557 MPa (ASTM D638) |
| Transition vitreuse (Tg) | 105°C |
| Expansion thermique (CTE) | (5100) × 15 /°C |
| Gamme d'épaisseurs commune | 1.550 mm |
La conception pour l'acrylique nécessite plus qu'une simple épaisseur de feuille d'un catalogue Chaque choix de la qualité à la vitesse d'alimentation CNC influence sa résistance aux fissures, sa dureté optique et la durabilité de la partie d'extrémité pour le long terme Ce guide de conception acrylique rassemble les masses critiques, les tolérances et les paramètres de fabrication les concepteurs de produits et les ingénieurs d'approvisionnement doivent passer de la sélection de matériaux à Pièces acryliques d'usinage CNC sans cycle de remaniement coûteux.
Couvrant les caractéristiques des matériaux, l'analyse de qualité, les règles dimensionnelles, les paramètres CNC, les étapes secondaires (coupe laser, thermoformage), les utilisations typiques, l'adéquation chimique Chaque section thématique fournit des points de données réels appelés aux normes ASTM/ISO afin que vous puissiez rédiger en toute confiance des spécifications.
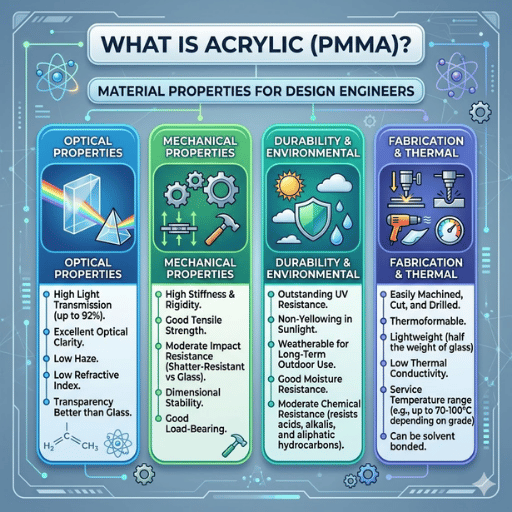
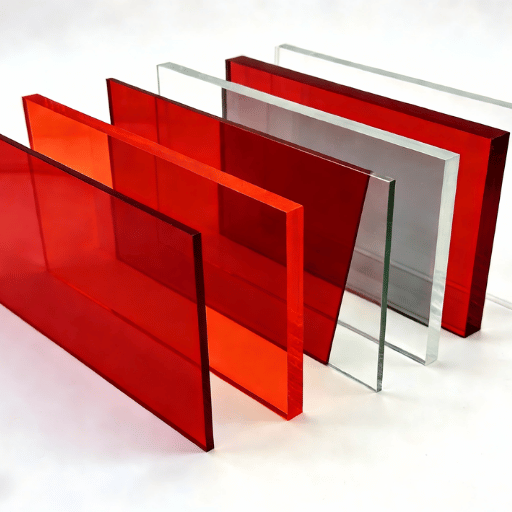
acrylique (aussi appelé poly (méthacrylate de méthyle) ou PMMA) est un thermoplastique transparent transmettant 921TP3 T du spectre visible à travers une feuille de 3 millimètres C'est mieux que le verre soda-chaux standard (~901TP3 T), ce qui en fait un leader clair pour les applications optiques et d'affichage où la clarté est un facteur primordial.
avec une densité de 1,17-1,20 g/cm3, l'acrylique représente environ la moitié du poids du verre (2,5 g/cm3).Cet avantage de poids léger entre en jeu pour la signalisation suspendue, les vitrines portables et autres boîtiers conçus pour réduire les frais d'expédition en abaissant le poids L'indice de réfraction est de 1,4905 et acceptable à de nombreuses fins optiques et d'affichage.
Bien qu'il ne soit pas aussi résistant que le polycarbonate, le module de rupture (résistance à la flexion) du PMMA (557 MPa selon ASTM D638) et de la résistance à la flexion (83 MPa 17 MPa selon ASTM 790) dépasse respectivement le verre soda-chaux haut de gamme. La Tg de 105 °C établit la limite de température élevée pour le service - allez au-delà, et la pièce se plie comme un livre.
Note d'ingénierie : Avec un CTE de (510) × 105 /°C °C environ sept fois celui de l'aluminium (2,3 × 10 -5 /°C) 1 installation de panneaux acryliques dans des cadres métalliques nécessite un espace de 0,5,0 mm pour chaque 300 millimètres de longueur pour éviter le flambage lors des oscillations de température ambiante. C'est l'une des règles de conception acrylique les plus négligées dans les assemblages en matériaux mixtes.
| Propriété | Acrylique (PMMA) | Verre sodocalcique | Polycarbonate (PC) |
|---|---|---|---|
| Densité (g/cm³) | 1.17.20 | 2.42.5 | 1.201.22 |
| Transmission lumineuse (3 mm) | 92% | ~90% | ~88% |
| Résistance à la traction (MPa) | 5576 | 300 (compressif: 000) | 5575 |
| Résistance aux chocs | 101× verre | Base de référence | verre 250× |
| Indice de réfraction | 1.4905 | 1.52 | 1.586 |
| Température de service maximale (°C) | ~80 (continu) | >500 | ~120 (continu) |
| Résistance UV | Bon (filtre UV inhérent) | Bien | Pauvre sans revêtement |
| Résistance aux rayures | Modéré à gratter | Excellent | Faible : rayures facilement |
Le polycarbonate éclipse l'acrylique avec 250 X la résistance aux chocs par rapport au verre qui est utilisé comme base de référence, mais gagne pour une optique claire élevée une échelle L'altération UV surpasse le verre, un excellent choix pour la signalisation extérieure, les vitrages et les boîtiers d'affichage lorsque la transparence est de choix Le polycarbonate jaunit dans les 5-10 ans à l'extérieur sans revêtements UV. Contrairement au verre, les deux plastiques peuvent être usinés CNC en formes complexes, mais leurs paramètres de fabrication varient considérablement.
La rigidité de chaque pièce de feuille acrylique varie considérablement selon sa méthode de construction, ce qui a une profonde influence sur le temps d'exécution du CNC, le comportement des fissures sous contrainte et la qualité optique. Les pièces moulées et extrudées sont les deux principaux types acryliques et contiennent des distributions de poids moléculaires, des niveaux de contraintes internes et des facteurs de coût très différents.
Le moulage consiste à renverser du monomère MMA liquide entre les plaques de verre et à l'empêcher de s'écouler en réunissant un gabarit rigide. Le résultat final donne un processus de durcissement lent qui produit des chaînes de poids moléculaire plus élevé, moins de contraintes internes résiduelles, une clarté optique supérieure et des puces acryliques moulées CNC nettes qui autrement se dégonfleraient. Le bord poli à la flamme est limpide, mais le matériau n'est pas sensible aux fractures de contrainte de fissure du solvant.
L'acrylique extrudé passe à travers des rouleaux chauffants, ce qui donne jusqu'à 301TP3 T une production de feuilles plus rapide à moindre coût Les plages de tolérance pour l'uniformité de l'épaisseur sont plus serrées (±51TP3 T vs ±101TP3 T pour le moulage) mais le poids moléculaire plus faible crée des problèmes pendant l'usinage ; l'acrylique extrudé présente souvent un aspect gommeux et filandreux lorsque les copeaux CNC usinés ont tendance à fondre et à souder la surface. Le polissage à la flamme produit souvent un aspect trouble ou bouillonnant le long du bord. Pire encore, les qualités extrudées sont nettement plus sensibles aux rayures internes de soulagement des contraintes et se fissurent lorsqu'exposées aux rayures et se fissurent lorsqu'exposées au solvant-cements.
Le-creator traite chaque jour de l'acrylique coulé et de l'acrylique extrudé dans l'atelier sur des machines CNC à 3 et 5 axes et constate que l'usure réelle des outils, la qualité de la surface et le taux de rejet font le choix de la qualité de la décision qui devrait être prise. fait par le concepteur, pas d'achat.
| Attribuer | Acrylique coulé | Acrylique Extrudé |
|---|---|---|
| Clarté optique | Transmission 92%, pas de brume | 9192%, légère brume interne possible |
| Tolérance d'épaisseur | ±10% (selon ISO 7823-1) | ±5% |
| Usinabilité (CNC) | Chips propres, faible chargement d'outils | Puces gélifiées, risque de ressoudage |
| Résistance à la fissuration sous contrainte | Haute liaison sûre | Faible taux de fissures à proximité des joints de solvant |
| Résultat du polissage de la flamme | Bord cristallin | Bord nuageux ou bouillonnant |
| Comportement de thermoformage | Fenêtre de formage plus large | Rétrécissement plus étroit et plus élevé |
| Prix Relatif | 1.31.8× extrudé | Base de référence (inférieure) |
L'erreur courante : utiliser de l'acrylique extrudé pour des trous percés en profondeur ou des assemblages liés par solvant La contrainte interne de résine commune à l'acrylique extrudé s'accumule avec cette classe de caractéristiques et provoquera une fissure imprévue des jours ou des semaines après l'assemblage final Si ces caractéristiques sont incluses dans votre conception, spécifiez les feuilles acryliques coulées, qui coûtent un peu plus cher mais évitent les défaillances sur le terrain.
Dans vos étapes de prototypage ou de pré-production, où la finition des bords et la fissuration peuvent être acceptables, les qualités extrudées présentent une alternative rentable. À long terme, les pièces de production finales envoyées aux composants optiques de l'utilisateur final, aux dispositifs médicaux ou aux composants collés, à l'acrylique coulé offrent des spécifications beaucoup plus sûres.

Connaître vos sélecteurs de matières premières est le premier endroit. ISO 7823-1:2003 spécifie les tolérances d'épaisseur des feuilles acryliques coulées de 1,5 mm à 25 mm. Une feuille coulée de 6 mm de base reçue aujourd'hui pourrait mesurer de 5,4 à 6,6 mm. Cette légère variance entrante se traduit par un facteur important lors du calcul de l'épaisseur de la paroi de la pièce, en particulier avec les pièces encliquetables ou ajustées par pression.
L'épaisseur minimale de paroi pour les caractéristiques acryliques usinées CNC est fortement dépendante de la longueur de portée non supportée Pour les portées inférieures à 50 mm, maintenir les parois non supportées au-dessus de 1,5 mm Des parois plus fines sont parfois possibles, mais le potentiel supplémentaire de fissures lors de l'usinage ou de la manipulation fait une différence significative Pour les panneaux structurels (pensez au fuselage ou au panneau de toiture du châssis), 3 mm offre un minimum pratique.
La conception de trous est simplement une question de rapport d'échelle : le diamètre d'un trou ne doit pas être inférieur à l'épaisseur de la feuille, avec un entraxe bord à trou minimum de 2 le diamètre du trou. Aller plus près encourage les fissures sous contrainte, en particulier dans les nuances extrudées. Les coins internes doivent être fillés avec au moins un rayon de 0,5 mm. Les coins de broche peuvent fonctionner comme des initiations de fissures dans les bonnes conditions.
💡 Le-creator DFM Liste de contrôle pour les pièces acryliques
Les possibilités CNC pour l'acrylique, pour la rugosité d'usinage de caractéristique standard, sont généralement de 0,05 mm à 0,10 mm Pour les caractéristiques à point plus fin sous 0,03 mm, la fixation peut devoir être corrigée et les alimentations ralentissent en conséquence Demandez à voir une coupe test de votre dossier de conception avant de finaliser les tolérances car cela peut augmenter considérablement votre coût.
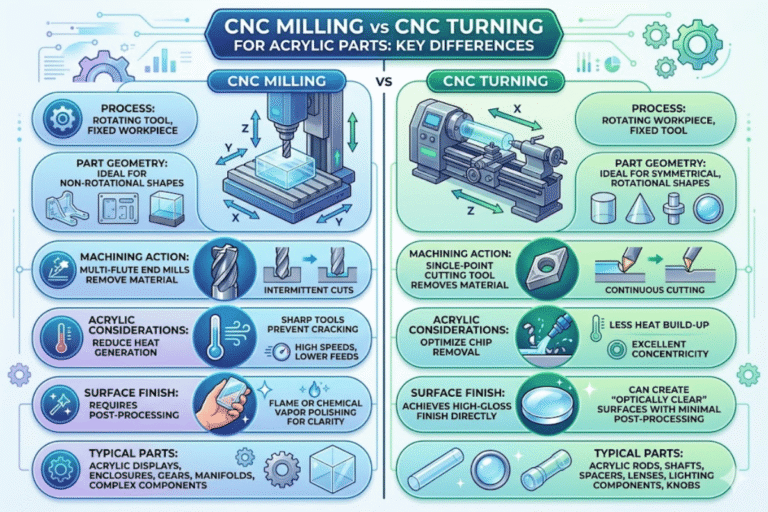
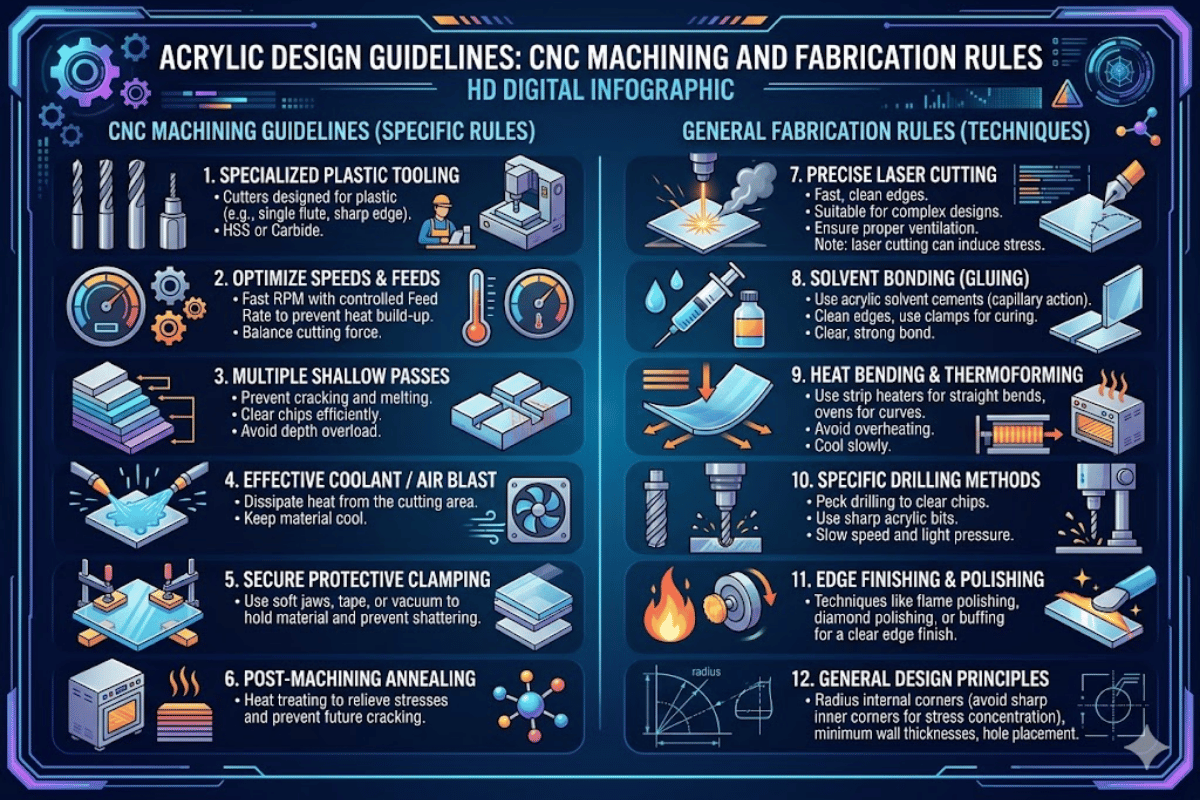
L'usinage de l'acrylique sur un CNC est un état d'esprit différent de celui de l'usinage des métaux Le matériau est fragile sous l'impact, fond assez facilement et contient des contraintes résiduelles invisibles qui peuvent se fissurer après le polissage La meilleure façon de fabriquer des pièces acryliques de haute qualité est d'obtenir les vitesses et les alimentations correctes.
Les vitesses de broche pour l'usinage de l'acrylique sont généralement comprises entre 8 000 et 18 000 tr/min selon le fonctionnement, Le diamètre de l'outil devenant plus petit la vitesse de broche augmente pour fournir encore une charge de copeaux suffisante Les débits d'alimentation sont environ entre 600 et 1 500 MM/Min.
Ceux-ci devraient entraîner des charges de copeaux similaires sur chaque flûte ; copeaux minces suffisamment importants pour évacuer la chaleur de la zone de coupe. Les meilleurs résultats proviennent d'un usinage relativement rapide avec des régimes de broche plus lents, à un débit d'alimentation trop lent à des RPMS plus élevés, nous obtenons une accumulation de friction dans les copeaux et un retrait de chaleur pas suffisant de la coupe. Cela ramollit l'acrylique.
| Opération | Broche (RPM) | Alimentation (mm/min) | Outil | Remarques |
|---|---|---|---|---|
| Découpe de profilés (feuille de 6 mm) | 10 000 14 000 | 8001,200 | Flute simple, 6 mm Ø | Fraisage à l'escalade préféré |
| Fraisage de poche | 12 000 16 000 | 6001 000 | Double flûte, 34 mm Ø | Pass peu profonds (≤1,5× outil Ø) |
| Forage | 8 000 12 000 | 300600 | Carbure, angle de pointe de 118° | Cycle de picot obligatoire pour une profondeur >2× Ø |
| Gravure | 15 000 18 000 | 1 000 1 500 | V-bit à flûte unique, 60° | Profondeur ≤0,3 mm par passe |
| Pass Finition | 14 000 18 000 | 1 2001 500 | Carbure à une seule flûte et O-flûte | Ra 0,4 µm réalisable |
Les outils spécialisés de découpe des plastiques font clairement la différence Les moulins à bout standard en aluminium génèrent trop de chaleur et laissent une mauvaise qualité de bord sur acrylique Choisissez des fraises à flûte simple ou à flûte double avec des flûtes polies et un angle de râteau positif de 1520°.
La surface de la flûte polie empêche l'adhésion des copeaux, tandis que l'angle de coupe élevé produit une coupe nette de cisaillement sur le bord sans écaillage.
Le fraisage à la montée (où la rotation de la fraise est dans le même sens que l'avance) est idéal à utiliser pour l'acrylique et est fortement recommandé lors de l'usinage à l'aide du CNC-usiné Le fraisage à la montée force la pièce à poser sur la table et produit un meilleur état de surface Le fraisage conventionnel soulève la pièce pendant l'usinage et produit des marques d'outils qui doivent ensuite être finies à la main.
L'utilisation de l'outil correct et le fraisage en montée peuvent prendre une finition de surface Ra 0,4 m aux composants acryliques usinés CNC.
Le PMMA se ramollit à sa température de transition vitreuse de 105 °C, mais certains travaux avec la pointe de l'outil peuvent provoquer une fusion dans des endroits isolés bien en dessous de la température brute de l'œuvre Le visuel est scintillant, fondu, sur les bords (pas la finition mate ‘ usinée ’ habituelle requise), une nouvelle soudure des copeaux dans les poches et des microfissures lorsque la lumière polarisée est incidente.
Le refroidissement par air est généralement la meilleure façon de procéder lors de l'usinage de l'acrylique. N'utilisez aucun liquide de refroidissement à coupe métallique car la plupart d'entre eux contiennent des produits chimiques qui attaqueraient le PMMA, conduisant à la folie. Si vous devez avoir un refroidissement liquide, utilisez un brouillard de liquide de refroidissement soluble dans l'eau (vérifié comme étant compatible PMMA).
Note d'ingénierie Recuit de soulagement de petite taille : Utiliser de petites pièces ou composants à parois minces dépourvues de marges de conception Recuit après usinage grossier à 80 °C pendant 2 heures d'usinage (1 heure par mm d'épaisseur) puis refroidissement lent à 10 °C/heure Ceci supprime les contraintes induites par usinage qui autrement conduiraient à un gauchissement réduisant le risque de l'article fini, à une fissuration retardée et à une instabilité dimensionnelle lors des passes d'usinage ultérieures Le-creator intègre des suggestions de recuit dans le retour DFM pour tous usinage plastique travaux utilisant l'acrylique.
La découpe laser CO2 est la méthode la plus courante de finition de la feuille acrylique pour les pièces de profil 2 D. Elle produit des bords avec une clarté parfaite. Les bords polis par la flamme, souvent un post-traitement presque nul. Lors de l'usinage de feuilles plates jusqu'à 15-20 mm d'épaisseur, la découpe laser sera normalement votre option la moins coûteuse et la plus de haute qualité. Pour les stocks de 20 mm ou plus, l'augmentation des zones affectées par la chaleur affecte négativement la qualité des bords. Pour l'usinage 3D ou les stocks plus épais, la voie CNC est la meilleure alternative.
Les bords découpés au laser sur l'acrylique coulé présentent une clarté significativement plus élevée que les extrusions. Les bulles sur les bords de la saignée en raison d'un poids moléculaire inférieur, sur le matériau extrudé, provoquent cette différence. Si l'application nécessite un aspect de bord poli sur une feuille découpée au laser, spécifiez les feuilles acryliques coulées dans votre nomenclature.
L'acrylique peut être thermoformé en parties courbes ou façonnées lorsqu'il est chauffé à 15 190 °C, au-dessus de la Tg mais en dessous de la température de décomposition. Un pliage à froid sans traitement thermique est possible pour une courbure douce, mais le rayon de courbure minimum est grand : 200 à 330 fois l'épaisseur de la feuille. Par exemple, une feuille acrylique de 3 mm aurait besoin d'un rayon de courbure minimum de 600 à 990 mm. Des rayons de courbure plus sévères doivent être formés par la chaleur, décrit dans le guide de fabrication de thermoformage ACRYLITE.
Des angles de tirage minimaux de 5° sont nécessaires sur les pièces thermoformées pour le démoulage. Les tirages plus profonds nécessitent plus de dégagement. 7 Dans des conditions de profondeur de tirage supérieure à 50 mm, il est préférable de préférer plus de dégagement.
Un résultat souvent mal compris : juste après l'usinage CNC, le thermoformage peut être valide Formez d'abord une feuille acrylique plate en utilisant une caractéristique usinée, puis terminez le recuit de détente (80 °C, refroidissement lent) et vous pouvez maintenant thermoformer en toute sécurité sans fissurer parmi les caractéristiques usinées Cette combinaison de poches usinées avec précision tout en réalisant des courbes formées offre un nouvel espace de conception pour des formes complexes.
| Processus | Meilleur pour | Gamme Épaisseur | Finition des bords | Capacité 3D |
|---|---|---|---|---|
| Découpe laser CO2 | Profils 2 D, signalisation, pièces décoratives | 10 mm | Cristal clair (moulage) | Non |
| Routage CNC/Fraisage | Poches 3 D, trous de précision, stock épais | 1.550+ mm | Mat (peut polir à la flamme) | 3 axes complets/5 axes |
| Thermoformage | Enceintes courbes, dômes, couvercles | 1,51 mm typique | Conserve la surface d'origine | Courbure unique/tirage |

la combinaison de clarté optique, de poids léger et d'usinabilité de l'acrylique le rend adapté à de nombreuses applications différentes dans tous les secteurs Voici les catégories les plus courantes et un conseil de conception pratique pour chacune :
Pour les devis sur l'un de ces types de pièces, Service d'usinage CNC acrylique de Le-creator fournit un examen DFM dans les 24 heures suivant le téléchargement du fichier.
le tableau de résistance chimique acrylique est l'un des plus détaillés disponibles, mais la propriété est souvent mal comprise Le PMMA tolérera de nombreux produits chimiques courants mais constitue un substitut mal adapté au verre avec des solvants agressifs L'incompatibilité entraîne la folie, des réseaux de microfissures qui désactivent définitivement la clarté optique.
Nettoyer l'acrylique avec un chiffon en microfibre souple humidifié avec un peu de savon doux et une solution d'eau Essuyez doucement pour éviter de rayer les particules piégées dans le chiffon d'essuyage Rincez à l'eau distillée et séchez à l'air Utilisez des sprays antistatiques formulés pour les plastiques sur de la poussière chargée en statique.
Ne jamais essuyer l'acrylique avec une serviette en papier, un tampon à récurer abrasif ou essuyer à sec. La dureté du PMMA (Rocker Well M 85-105) est considérablement inférieure à celle du verre, et pratiquement n'importe quelle substance fibreuse peut laisser des rayures visibles à la lumière inclinée.
| ✔ Compatible | ️️ Incompatible Causes Cracking |
|---|---|
| Acides dilués (acétique, citrique) | Acétone et cétones (MEK) |
| Alcalis dilués (carbonate de sodium) | Hydrocarbures aromatiques (toluène, xylène) |
| Détergents doux et solutions de savon | Solvants chlorés (chlorure de méthylène*) |
| Hydrocarbures aliphatiques (alcools minéraux) | Acétate d'éthyle et esters |
| Alcool isopropylique (concentration ≤10%) | Nettoyants en verre à base d'ammoniac |
*(Le chlorure de méthylène est intentionnellement utilisé comme agent de soudage au solvant pour l'acrylique, mais uniquement sur l'acrylique coulé correctement recuit avec une application contrôlée avec précision) Le contact par inadvertance produit une craz irréversible.
Pour une liste complète de la compatibilité chimique par famille chimique, consulter le Tableau de compatibilité chimique ISM PMMA. Assurez-vous d'inclure une copie avec vos informations d'assemblage si la partie acrylique peut être soumise à des produits chimiques de traitement ou à des nettoyants pendant le service.

Les feuilles acryliques coulées sont produites en polymérisant le monomère MMA entre des plaques de verre Le résultat est un produit plus résistant et de plus grande clarté optique qui, mieux, machine. l'acrylique extrudé alimente simplement la résine fondue à travers des rouleaux Le produit est moins coûteux, plus cohérent en épaisseur, mais mauvaise machine (puces gingimales), plus enclin à se fissurer au niveau des joints de solvant, et a des bords polis à la flamme trouble Pour les pièces CNC, l'acrylique coulé est le meilleur choix.
Certes. Le PMMA a une stabilité UV naturelle et restera clair pendant plus de dix ans à l'extérieur Il surpasse le polycarbonate à l'extérieur, qui devient jaune sans revêtement protecteur UV coûteux.
N° Le PMMA résistera aux acides dilués, aux alcalis dilués, à de nombreux agents de nettoyage à usage général et aux hydrocarbures aliphatiques tels que le kérosène Il ne résiste pas à l'acétone, aux cétones, aux solvants aromatiques tels que le toluène et le xylène, aux solvants chlorés et aux nettoyants à base d'ammoniac. Ces produits chimiques incompatibles induisent des fissures sous contrainte et des craquelures à vie, souvent quelques minutes après le contact.
Oui. Le PMMA fait partie d'un nombre restreint de plastiques qui peuvent être dépolymérisés en son monomère (MMA) par la chaleur, puis repolymérisés en une feuille acrylique parfaite sans perte de qualité du matériau.
Pour les travées non supportées inférieures à environ 50 mm, 1,5 mm d'épaisseur est une épaisseur de matériau minimale pratique Un usinage légèrement plus fin (jusqu'à environ 0,8 mm) est réalisable mais la probabilité de fissuration par usinage ou manipulation augmente de façon exponentielle à mesure que l'on s'approche du minimum Les pièces usinées de moins de 1,5 mm bénéficient d'un recuit anti-contrainte à 80 °C avant manipulation Pour les panneaux structurels ou porteurs, une épaisseur de 3 mm est un minimum plus prudent pour la plupart des géométries.
L'acrylique transmet 921TP3 T de lumière (vs ~881TP3 T pour PC), offre de meilleures qualités de résistance aux rayures, une meilleure stabilité aux UV et est moins coûteux Le polycarbonate peut présenter une capacité d'impact nettement plus grande 250.1 pour le verre d'environ 10.0.00.00 pour le verre acrylique Utiliser du polycarbonate pour les protections de sécurité des machines, des applications de chaleur continue de plus de 80 C, des profils de charge ou d'autres applications critiques d'impact. Utiliser l'acrylique pour l'excellence optique, la durabilité et la signalisation extérieures, les vitrines, les applications d'éclairage ou les zones où l'apparence et la transmission de la lumière sont plus importantes que les matériaux pèsent moins que la moitié du verre.
Prêt à passer du design à la production ?
Téléchargez votre fichier CAO et obtenez un devis évalué par DFM avec des recommandations matérielles dans les 24 heures.
Transformation de la source : cet article a été préparé à partir des normes ASTM et ISO publiées, des fiches techniques du fabricant (ACRYLITE) et de la base de données ISM sur les compatibilités chimiques Les spécifications d'automatisation CNC et les règles de conception DFM sont dérivées de l'expérience de fabrication de Le-creator avec le PMMA coulé et extrudé des milliers de composants usinés CNC Les écarts entre les sources sont clarifiés avec les citations standard originales et les tolérances spécifiques.