


Service de soutien, professionnel et axé sur le client
Entrez en contact avec Lecreator Company
Des prototypes à la production à grande échelle, nous avons ce qu'il vous faut.


L'usinage CNC 5 axes déplace un outil de coupe sur cinq axes de mouvement à la fois, de sorte qu'une seule configuration peut atteindre cinq faces d'une pièce au lieu d'une seule Cela ressemble à une petite mise à niveau par rapport aux usines 3 axes sur lesquelles la plupart des magasins ont commencé En pratique, cela change ce que vous pouvez concevoir, combien de luminaires vous avez besoin et quel coût de pièce finie Ce guide est écrit pour l'ingénieur ou l'acheteur qui s'approvisionne en pièces, et non pour le propriétaire du magasin qui achète une machine $400 000, il se concentre donc sur ce que le processus fait pour votre pièce et comment l'acheter bien.
L'usinage CNC 5 axes est un procédé de fraisage dans lequel la machine déplace l'outil de coupe, la pièce à usiner, ou les deux selon cinq axes distincts au cours d'un même travail : les trois directions linéaires (X, Y, Z) plus deux directions de rotation En revanche, un broyeur 3 axes ne peut s'approcher d'une pièce que par le haut L'ajout de deux axes rotatifs permet à l'outil de s'incliner et de pivoter pour qu'il puisse atteindre presque n'importe quelle face de la pièce sans qu'un opérateur arrête la machine pour la retourner et la ré-serrer.
Cette capacité unique, atteignant cinq côtés dans une configuration, est l'endroit d'où proviennent tous les avantages en aval. Moins de configurations signifient moins de chances de désaligner la pièce, c'est pourquoi le travail sur 5 axes a tendance à maintenir une position vraie plus serrée sur les faces. Un rapport de précision d'usinage de l'Institut national des normes et technologies des États-Unis note que la réduction de la manipulation et de la charge des copeaux améliore la précision de l'usinage, la finition de la surface et le comportement de contrainte résiduelle, en particulier sur les caractéristiques fines ou délicates (caractéristiques fines ou délicates)NIST IR 5628, Précision dans l'usinage). En termes simples : chaque fois qu'une partie sort de la table et revient, vous risquez une erreur, et le 5 axes supprime la plupart de ces moments.
Voici les gains pratiques qui suivent :
L'avantage principal de l'usinage CNC à 5 axes n'est pas “plus axes” pour lui-même. Il effectue un travail à cinq côtés dans une seule configuration, ce qui vous permet d'obtenir précision, géométrie et finition, vous ne pouvez pas facilement obtenir d'autre moyen.
Chaque broyeur CNC commence par trois axes linéaires : X (gauche-droite), Y (avant-arrière) et Z (haut-bas).Une machine à 5 axes ajoute deux axes rotatifs, nommés d'après l'axe linéaire autour duquel ils tournent : A tourne autour de X, B tourne autour de Y et C tourne autour de Z. Chaque machine utilise deux de ces trois rotatifs, et les deux qu'elle utilise définissent sa disposition.
| Axe | Type | Mouvement |
|---|---|---|
| X | Linéaire | Côté à côté |
| Y | Linéaire | D'avant en arrière |
| Z | Linéaire | De haut en bas (profondeur de coupe) |
| A | Rotary | Incliner autour de l'axe X |
| B | Rotary | Incliner autour de l'axe Y |
| C | Rotary | Faites pivoter autour de l'axe Z |
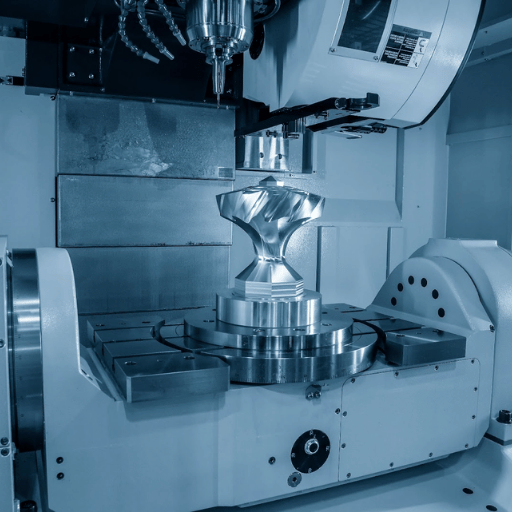
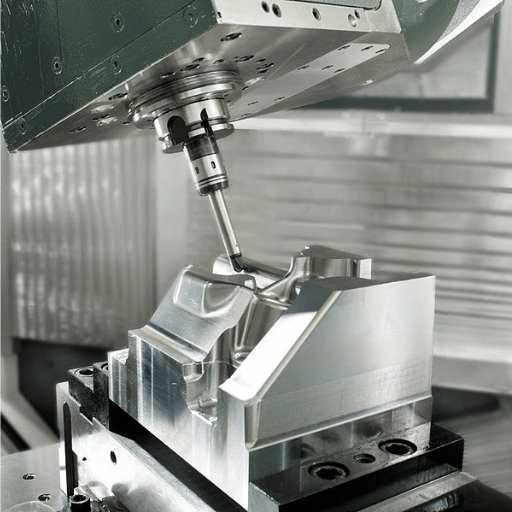
Les deux axes rotatifs peuvent vivre dans la table, dans la tête de broche, ou être fendus entre eux, et ce choix entraîne ce à quoi la machine est bonne Sur un machine à tourillon (table-table), 1, les deux rotatifs sont construits dans une table rotative basculante qui balance la pièce sous une broche fixe Ceux-ci brillent sur les pièces petites à moyennes et donnent un mouvement rotatif très rigide et précis Sur un machine pivotante (tête-tête), 1, la broche elle-même s'incline et tourne pendant que la pièce reste en place, ce qui convient aux pièces grandes ou lourdes que vous ne voudriez pas retourner. Aménagements mixtes incliner la tête et faire pivoter la table La norme internationale pour tester ces machines, ISO 10791-6, reconnaît explicitement ces différentes dispositions de “deux axes rotatifs” lors de la définition des conditions d'essai de précision (ISO 10791-6:2014).Pour un acheteur de pièces, le plat à emporter est simple : la disposition de la machine d'un magasin vous indique quelles tailles de pièces il gère le mieux, c'est donc une question juste à poser avant d'envoyer un devis.
Mécaniquement, le workflow est à chaque fois la même chaîne Un modèle CAO est remis au logiciel CAM, qui génère les parcours d'outils et un post-processeur les convertit en code machine Pendant la coupe, le contrôleur coordonne les cinq axes en temps réel, avec des servomoteurs entraînant chaque axe et des codeurs réalimentant la position Un élément de magie logicielle rend le mouvement simultané utilisable : contrôle de point de centre d'outils (parfois appelé RTCP/TCPC), qui maintient la pointe de l'outil sur le chemin programmé même lorsque les axes rotatifs oscillent Sans lui, programmer cinq axes mobiles à la main serait punitif C'est aussi pourquoi Fraisage CNC sur un centre à 5 axes se trouve une discipline différente de celle du fonctionnement d'un broyeur à 3 axes, même si les outils de coupe semblent identiques.
“Le” à 5 axes est l'un des termes les plus surchargés en usinage, car il couvre deux manières de travailler véritablement différentes. En Usinage 3+2 (également appelé positionnel ou indexé), 1, les deux axes rotatifs déplacent la pièce à un angle, verrouillent, et ensuite la machine coupent avec les trois axes linéaires seulement En simultané (complet) 5 axes, 15, les cinq axes se déplacent en même temps pendant que lʼoutil reste en contact avec la pièce Ce qui décide cʼest si les axes rotatifs sont verrouillés ou se déplacent pendant la coupe.
| Facteur | 3+2 (Positionnel) | 5 axes simultanés |
|---|---|---|
| Axes rotatifs pendant la coupe | Verrouillé | Déménagement |
| Meilleur pour | Pièces prismatiques, nombreuses faces, trous en biais | Courbes de forme libre : lames, roues, formes organiques |
| Difficulté de programmation | Modéré | Élevé (risque de collision, à forte intensité de CAM) |
| Coût relatif | Inférieur | Supérieur |
| Longueur d'outil nécessaire | Plus court, plus rigide | Variable ; peut utiliser des outils plus courts en basculant |
La plupart des pièces que les gens supposent avoir besoin d'un 5 axes simultané complet fonctionnent en fait parfaitement bien en 3+2. si votre pièce est une boîte de caractéristiques à divers angles, bossages, ports, trous inclinés, poches sur plusieurs faces, 3+2 atteindra tout cela, plus rapidement et avec moins de risque de programmation Vous n'avez vraiment besoin d'un mouvement simultané que lorsqu'une surface est courbée en continu et que l'outil doit la suivre, comme le profil aérodynamique d'une aube de turbine Les spécialistes paient souvent pour l'usinage simultané uniquement sur les surfaces qui l'exigent, et utilisent 3+2 pour tout le reste sur la même pièce Connaître cette distinction est la chose la plus utile qu'un acheteur peut transporter dans une conversation de devis, parce qu'empêche de payer et.
Passer de 3 axes à 4 axes à 5 axes, c'est vraiment à peu près le nombre de côtés d'une pièce que la machine peut atteindre sans que vous la re-serriez Dans un travail à 3 axes le broyeur coupe d'un seul axe rotatif (généralement A) et un broyeur à 4 axes peut indexer une pièce ou enrouler un chemin d'outils autour d'un cylindre Apportez une deuxième rotative et une machine à 5 axes déverrouille les véritables angles composés et les surfaces de forme libre L'usinage CNC multi-axes est le terme générique pour tout ce qui dépasse trois.
| Capacité | 3-Axe | 4-Axe | 5-Axe |
|---|---|---|---|
| Côtés par configuration | 1 (en haut) | Autour de 1 axe | Jusqu'à 5 |
| Angles composés | Non | Limité | Oui |
| Surfaces de forme libre | Non | Limité | Oui |
| Configurations typiques pour pièce complexe | 35 | 23 | 12 |
| Coût de pièce relatif | Plus bas | Modéré | Le plus élevé par heure, souvent le plus bas total sur les pièces complexes |
Cette dernière ligne est celle qui manque aux acheteurs. Chaque heure sur 5 axes coûte plus d'une heure sur 3 axes, mais sur la bonne partie, elle peut gagner total coût, car il réduit plusieurs configurations à 3 axes (chacune avec sa propre fixation, manipulation et inspection) en une seule. Cela fonctionne également à l'envers : forcer un simple support sur une machine à 5 axes ne fait que brûler un taux majoré sans aucun avantage. Si votre décision concerne vraiment le fraisage par rapport au tournage plutôt que le comptage des axes, notre répartition Fraisage CNC vs tournage CNC est le meilleur point de départ.
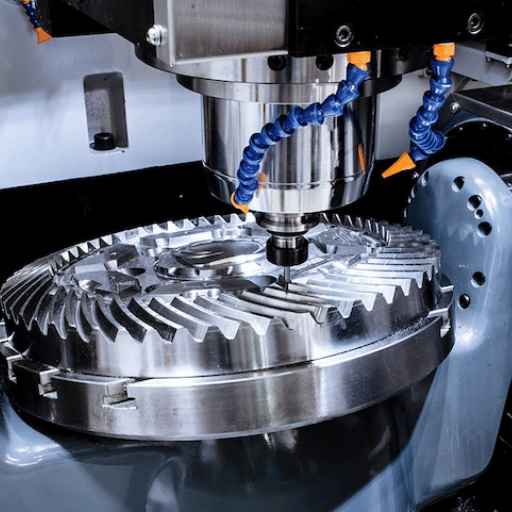
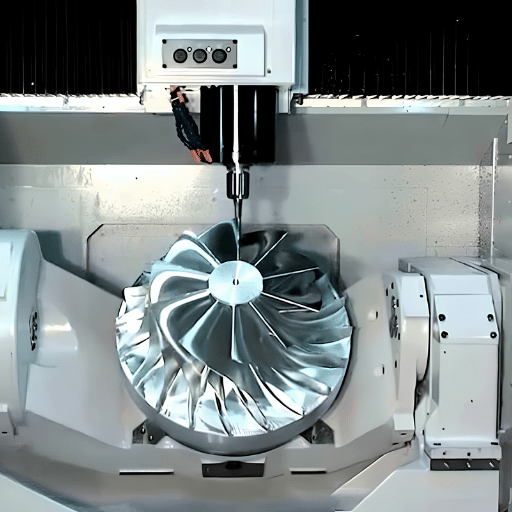
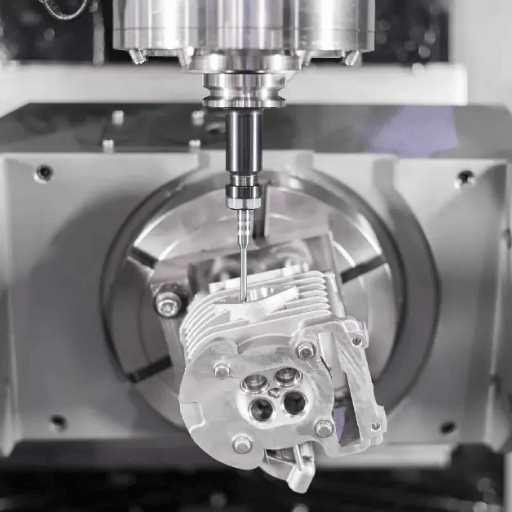
L'usinage 5 axes gagne sa place partout où les pièces ont des surfaces courbes, une position vraie serrée sur plusieurs faces ou une géométrie qu'un outil 3 axes ne peut tout simplement pas atteindre Les exemples classiques proviennent de l'aérospatiale et de l'énergie : aubes de turbine, roues, blisks (disques aubes), collecteurs et supports structurels Les travaux évalués par des pairs sur la production de blisks aérospatiaux ont spécifiquement examiné comment les stratégies à cinq axes améliorent l'efficacité d'usinage pour ces pièces aubagées intégralement (disques aubes intégrales)Bibliothèque nationale de médecine des États-Unis, PMC), et minimiser la rugosité de la surface de ces profils aérodynamiques est en soi un objectif actif de la recherche sur le fraisage à cinq axes.
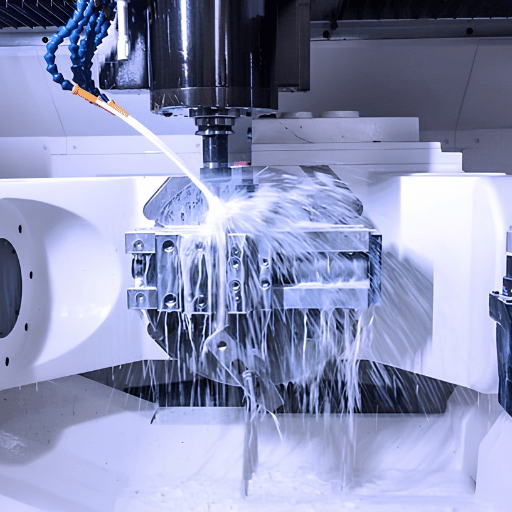
Considérons un atelier sous contrat citant un implant rachidien en titane Sur une machine à 3 axes, la pièce a besoin de quatre configurations, de deux fixations personnalisées et d'un contrôle CMM entre les opérations pour maintenir les tolérances de face transversale. Re-serrer une petite pièce de forme organique qui invite plusieurs fois au glissement, et quelques microns de composés d'erreur de fixation sur les faces Déplacé vers un centre à 5 axes de tourillon, le même implant fonctionne dans une seule configuration ; la pièce ne quitte jamais l'étau, donc chaque caractéristique est référencée à partir de la même donnée Ce gain de précision n'est pas du marketing, c'est le résultat direct de la suppression des étapes de manipulation où l'erreur s'infiltre, ce que l'étude NIH sur la surface dimensionnelle renforceBibliothèque nationale de médecine des États-Unis, PMC).
Sur les matériaux, les poignées 5 axes toute la gamme qu'un moulin peut couper : aluminium pour les boîtiers légers et les prototypes, titane et inoxydable pour le médical et l'aérospatiale, Inconel et autres superalliages pour les pièces à section chaude, et plastiques d'ingénierie La capacité d'incliner l'outil aide beaucoup avec les alliages durs et gommeux, parce que vous pouvez maintenir la fraise à un angle d'engagement constant L'aluminium reste le matériau 5 axes le plus courant en volume, si c'est votre cas, notre regard plus profond sur Usinage 5 axes de composants complexes en aluminium va plus loin que cet aperçu, et usinage CNC aérospatial couvre le côté certification.
De nombreux magasins supposent que 5 axes est “ uniquement pour les lames exotiques.” En réalité, toute pièce usinée sur plus d'un côté bénéficie de la manipulation réduite Votre test candidat est le nombre de faces et l'étanchéité de la tolérance de face transversale, et non l'apparence de la pièce.
Avant de payer une prime de 5 axes, passez votre pièce à travers trois questions Nous l'appelons le test de 5 axes à 3 questions, et il trie la plupart des pièces en moins d'une minute.
Toutes les“no” → 3 axes. Principalement multi-faces mais pas de courbes → 3+2. surfaces courbes ou tolérances liées → simultané 5 axes.
Voici où les constructeurs de machines et les machinistes en activité ne sont pas d'accord, et la réponse honnête est importante pour votre projet Les constructeurs soulignent à juste titre que le contrôle moderne a supprimé une grande partie de la configuration Douleur : des caractéristiques comme le décalage de travail dynamique (DWO) et le réglage automatique des erreurs géométriques permettent à une machine d'établir son propre centre rotatif, de sorte qu'un opérateur n'a plus à composer une pièce au centre de rotation exact. Cette pièce est vraie. Mais du côté de la programmation, la réalité est plus difficile. Comme l'a dit un machiniste sur un forum commercial populaire, les programmes d“” sont beaucoup plus complexes, en particulier l'externalisation à 5 axes, la programmation va prendre beaucoup plus de temps et beaucoup plus d'outils. Les estimations de formation industrielle indiquent généralement que six à douze mois avant qu'un programmeur expérimenté ne maîtrise véritablement la CAM simultanée à 5 axes, car la stratégie d'évitement des collisions et chemins d'outils est déjà.
“Nous envisageons de convertir une de nos usines en 5 axes puisqu'elle n'est pas assez rentable en tant que 3 axes La conversion ne sera pas trop dure, c'est le côté programmation qui prend le temps de”
Presque chaque article de “what does 5-axis cost” répond à la mauvaise question Ils citent le prix d'un machinetypiquement $100 000 à $500 000 et bien au-delà d'un million pour les grands centres haut de gamme Ce nombre importe si vous êtes propriétaire d'un magasin Si vous êtes un ingénieur qui a besoin de 40 pièces, ce n'est pas pertinent La question que vous avez en fait est : qu'est-ce qu'une pièce 5 axes externalisée coûte, et quand l'achat d'une machine en vaut-il jamais la peine ?
Les 5 axes externalisés sont généralement tarifés par temps machine plus matériel et configuration Les tarifs des magasins varient considérablement selon la région et la complexité des pièces, mais les chiffres couramment rapportés dans le commerce mettent fraisage 3 axes autour de $35$55 par heure et 5 axes centrés autour de $75 amTP4T15 cents par heure, avec un tour de moulin spécialisé et un travail complet simultané fonctionnant encore plus haut Votre prix par pièce dépend alors du temps de cycle (combien de temps la coupe prend), du matériel (titane et superalliages coûtent bien plus cher que l'aluminium et coupe plus lentement), des exigences de tolérance et de quantité de finition par exemple est réparti entre les prototypes de configuration et de lot 0.
Alors, quand est-ce que posséder une machine en vaut la peine ? grosso modo, quand vous gardez un centre à 5 axes occupé Voici une simple vue par le seuil de rentabilité : une machine $300 000 entraîne un coût de propriété réel une fois que vous ajoutez le financement, l'outillage, la maintenance, les sièges logiciels, et le salaire d'un programmeur formé Si votre demande à 5 axes est occasionnelle ou pointue, ces coûts fixes restent inutilisés et l'externalisation gagne facilement Si vous pouvez remplir une machine avec un travail régulier, en interne peut tirer vers l'avant Pour les courses de validation et les prototypes à faible volume, l'externalisation ou le jumelage 5 axes avec prototypage rapideest presque toujours le chemin le moins cher vers une pièce finie Le résultat à contre-courant : pour la plupart des ingénieurs, le bon “5-axe d'investissement” est un bon fournisseur, pas une machine.
Le moyen de loin le moins cher de réduire un devis à 5 axes est de concevoir la pièce pour qu'elle se machine facilement. Une bonne conception pour la fabricabilité (DFM) fait plus pour votre prix que la négociation des tarifs d'atelier ne le fera jamais. Viser à donner à l’outil une portée propre, une tenue de travail stable et des tolérances raisonnables.
Les tolérances générales d'usinage sont souvent par défaut conformes à la classe moyenne ISO 2768 pour les caractéristiques non critiques, tandis que les ajustements critiques sont appelés individuellement (par exemple, un alésage de roulement maintenu à ±0,013 mm).Sur le travail à 5 axes, la tolérance de position entre les caractéristiques sur différentes faces est généralement plus facile pour tenir que sur le travail multi-configuration 3 axes, parce que tout est coupé d'une donnée (e) donc réservez votre GD&T le plus serré pour les fonctionnalités qui en ont véritablement besoin Notre guide de tolérances d'usinage CNC en aluminium couvre en détail les plages réalisables.
Parce que la partie dure de 5-axes est passée à la programmation et au contrôle de processus, le fournisseur que vous choisissez compte plus que le logo sur leurs machines Utilisez cette liste de contrôle lorsque vous évaluez un service d'usinage CNC à 5 axes, et traitez les réponses dans le cadre de votre plan qualité plutôt que de bavardages.
Lecreator exécute l'usinage CNC multi-axes pour les pièces aérospatiales, médicales et industrielles, des prototypes ponctuels aux lots de production Envoyez votre fichier CAO pour un examen et un devis DFM gratuits.
Obtenez un devis d'usinage 5 axes →
Préférez commencer petit ? demandez un examen DFM d'un seul tirage, ou une estimation budgétaire avant de vous engager.
La demande de capacité à 5 axes augmente, ce qui a des conséquences directes pour les acheteurs. Les sociétés d'études de marché estiment que le marché des centres d'usinage à 5 axes est en expansion d'environ 7 800 103 T au début des années 2030, principalement en raison de la demande de pièces aérospatiales et médicales. Plus de machines sur le terrain signifie des devis plus compétitifs et, au fil du temps, des prix par pièce plus bas pour le travail que vous externalisez.
L'automatisation est le plus grand changement de 2026. exposé lors des principaux salons de machines-outils : changeurs de palettes intégrés et entretien des robots qui permettent aux centres à 5 axes de fonctionner avec des générateurs de“ pendant la nuit, des axes rotatifs à entraînement direct plus rapides et une surveillance IoT qui résout les problèmes avant qu'ils ne grattent une pièce. Pour vous, cela se traduit par des magasins capables d'offrir des délais de livraison plus courts et des prix plus stables lors de travaux répétés, car la machine continue de couper après le retour du personnel. Dans le même temps, le goulot d'étranglement de la programmation s'atténue à mesure que le logiciel CAM ajoute une génération de parcours d'outils plus automatisés pour les familles de pièces telles que les lames et les roues.
Si vous prévoyez un programme 2026, l'élément d'action est concret : demandez aux fournisseurs potentiels quelle automatisation ils exécutent et comment cela affecte votre délai d'exécution et votre prix unitaire au volume Les magasins qui investissent dans l'automatisation des palettes aujourd'hui sont ceux qui conserveront leur devis lorsque votre commande doublera Pour comparer le 5 axes par rapport à un itinéraire entièrement différent pour un travail à faible volume, notre pièce est mise en avant Usinage CNC vs impression 3D est une prochaine lecture utile.
La plupart des articles d'usinage CNC à 5 axes sont écrits pour vendre des machines, ils citent donc les prix des machines et sautent la question que les acheteurs posent réellement En tant que service d'usinage, nous alignons des coordonnées, j'ai vraiment besoin de 5 axes, et quel sera le coût de mes pièces après presque chaque semaine, nous avons donc construit ce guide autour de la décision de l'acheteur, y compris la vérité peu glamour selon laquelle la programmation à 5 axes est véritablement difficile, c'est exactement pourquoi l'externalisation a généralement du sens.









