


Service de soutien, professionnel et axé sur le client
Entrez en contact avec Lecreator Company
Des prototypes à la production à grande échelle, nous avons ce qu'il vous faut.


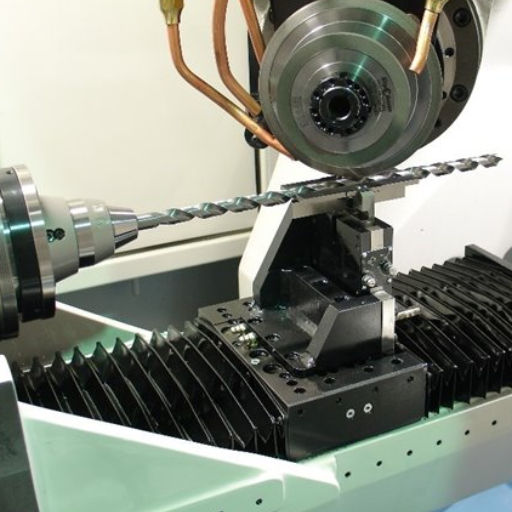
Un processus clé dans l'usinage de précision, le forage en profondeur permet le perçage de trous exceptionnellement profonds avec des tolérances serrées et une finition minimale Afin d'éviter les pannes ou les résultats fâcheux, une connaissance approfondie de la physique et de la pratique pertinentes pourrait conduire à des résultats très fiables et efficaces sur les marchés d'aujourd'hui, y compris l'aérospatiale, l'automobile et le médical Sur ce blog, nous nous éloignons des principes principaux ou clés du forage en profondeur pour nous concentrer sur le rôle vital des rapports d'aspect tout en présentant des règles empiriques pratiques pour le travail de conception de la perceuse Vous lirez les implications utilisées pour la performance, la sélection d'outils et les augmentations de productivité et éventuellement, le plus important, les meilleures façons ou les meilleures pratiques pour optimiser le forage en profondeur. Restez avec le blog et laissez-nous assurer.

Le forage en trou profond est une sorte d'usinage qui peut créer des trous beaucoup plus profonds que leur diamètre, qui sont souvent caractérisés par un rapport profondeur/diamètre de 10 :1 ou même plus C'est une ligne de fabrication essentielle dans diverses industries, où la précision et la précision de la fabrication en trou profond sont tout à fait vitales-comme dans l'aérospatiale, l'automobile, la médecine, et la production d'énergie Se concentrer sur la fourniture d'outils et de techniques qui confèrent la stabilité en tandem avec l'accomplissement de tâches de tolérance serrée est l'une des caractéristiques distinctives de la technique employée dans ces procédures formatives sophistiquées.
La pertinence du forage en profondeur découle des lignes qu'il tire sur des alésages internes lisses et fins, étant donné que de tels alésages sont souvent à d'énormes profondeurs Dans des applications telles que les assemblages de moteurs, les équipements médicaux et les assemblages pétroliers et gaziers, par exemple, le forage en profondeur est très prisé en raison de l'importance des configurations internes pour les performances et la sécurité dans ces applications. Le forage en profondeur sape directement les principes d’innovation et de performance en matière de fabrication.
De plus, un perçage efficace des trous profonds permet d'augmenter les rendements en matériaux d'une marge importante La sélection correcte des composants d'outillage de l'outillage et la gestion des vitesses de coupe permettent de consacrer moins de temps aux corrections et aux temps d'arrêt Alors que les industries manufacturières s'efforcent d'obtenir un usinage avancé pour des besoins complexes, le perçage des trous profonds reste la technologie de base pour répondre à ces besoins, qu'il s'agisse de perçage mécanique, chimique ou par jet.
Élément crucial dans la fabrication de PCB (Printed Circuit Board), le forage en profondeur a lieu là où la plus grande précision interceptée avec efficacité est requise La technique est la plus largement appliquée pour faire des vias traversants ou essentiellement les trous dans la carte de circuit qui permettraient des connexions couche à couche Les trous via ont un rôle crucial à jouer puisqu'ils garantissent que les cartes multicouches fonctionneront correctement en permettant la connexion électrique simultanément le long de toutes les couches L'aspect de la précision est très essentiel pour le forage en profondeur afin de s'assurer que ces connexions sont effectivement fiables, même si les conceptions de PCB sont de plus en plus petites et développent beaucoup plus complexes.
Un autre domaine important est l'utilisation de matériaux de carte haute fréquence de fabrication Il devient vital dans la création de diamètres de trous ultra-propre pour réduire les interférences électromagnétiques et stimuler la présence du signal Ceci est très important dans des industries comme les télécommunications et l'aérospatiale où même le plus petit défaut peut interférer avec le comportement de l'appareil La capacité de produire des trous profonds et cohérents est l'un des rares outils qui est nécessaire dans les progrès de l'ingénierie dans ces domaines rigoureux.
En dehors de ceux-ci, le forage de trous profonds est une avancée technologique dans la fabrication où une réduction marquée du gaspillage de matériaux est observée, une plus grande vitesse est obtenue et donc une productivité accrue. Le forage rend la fosse ossible tuant deux oiseaux avec une pierre : la complexité du motif de filet est préservée et assurée à travers les structures du matériau qu'elle ne compromet pas. De nos jours, cette méthodologie est essentielle dans la fabrication des PCB, principalement en raison du manque d’évitement des exigences plus strictes soutenues par la technologie.
Le forage de trous profonds est un processus lent en raison de l'usinage d'un trou dont la profondeur est nettement supérieure au diamètre, où des éléments tels qu'un rapport d'aspect de 10 :1 sont dans la norme Le rapport d'aspect est crucial dans les processus de forage car la faisabilité et l'efficacité de l'opération qu'il opère reposent directement sur lui La planification du processus est rendue difficile Plus le rapport d'aspect est élevé, plus la considération devient compliquée L'augmentation du rapport d'aspect doit être considérée dans la perspective d'une accumulation de paroi haute ou d'une déflexion de l'outil, du dépôt de déchets et de la génération de chaleur, qui sont tous préjudiciables au trou et à son matériau.
Le perçage de hauteur à diamètre doit être exécuté assez soigneusement si l'on veut qu'il réussisse Avec les considérations suivantes à l'esprit, le bon équipement doit être utilisé pour contrecarrer tout dommage ou imprécision qui viennent avec la conception à rapport d'aspect élevé Les misacers développés pour gérer des rapports d'aspect élevés sont nécessaires pour maintenir la précision dans les composants et pour empêcher les outils d'être brisés La tenue lubrifiante et froide comprend l'application pour lisser l'enlèvement de matière, diminuer la génération de chaleur, et refroidir les bords coupants Il est utile de souligner que deuxièmement, des taux d'alimentation stables et des vitesses stables sont prescrits pour que le matériau et les pièces absorbent le moins de contraintes et garantissent assez une extrême précision dans la pièce finie.
Pour produire un forage en profondeur de qualité, un autre paramètre majeur à atteindre est de sélectionner le matériau approprié Les propriétés du matériau telles que la dureté et la résistance à la traction affectent également l'usure de l'outil et les paramètres du processus La vitesse du forage peut être augmentée avec un matériau plus mou et il logera moins de matériau car pendant le forage il ne cogne jamais ; en revanche, pour percer un matériau plus dur nécessite des outils plus robustes et une vitesse de forage plus lente Un fabricant doit, par conséquent, vérifier le processus avant de se lancer En établissant la conception et en pratiquant les directives pour le forage en profondeur, vous obtiendrez les dimensions correctes et une production fiable.

Le rapport d'aspect pour le forage de trous profonds est le rapport profondeur/diamètre d'un trou, exprimé comme tel (par exemple 10 :1 signifie que le trou foré est dix fois plus profond que son diamètre).C'est un paramètre critique qui régit les problèmes et les systèmes requis pour un forage efficace Des rapports d'aspect plus élevés nécessitent une plus grande précision dans l'outillage et l'usinage pour garantir la précision et éviter les défauts.
L'augmentation du rapport d'aspect s'accompagne de problèmes de stabilité et probablement de débris. Le forage pourrait être appelé trou profond, mais le trou profond nécessite un équipement qui garantira l'élimination des copeaux de fluide et des vibrations minimales pour des résultats satisfaisants. De plus, le liquide de refroidissement proposé doit continuer à fonctionner pour maintenir la chaleur vers le bas pendant le forage. L'outil sera préservé et le matériau percé en toute sécurité.
Établir tôt l'exigence de rapport désirée est fondamental pour un perçage de trous profonds efficace Différents facteurs tels que la composition du matériau, les dimensions des trous qui sont réellement souhaitées et la technologie d'usinage désignée doivent entrer en jeu pour déterminer cet aspect En suivant les règles succinctement disposées ci-dessus, on peut assurer la production sécurisée de caractéristiques, un temps d'arrêt minimal des machines et le moindre risque de dommages à l'équipement L'acte d'équilibrage entre ces divers facteurs dépend de la gestion des complexités du perçage de trous profonds.
La qualité des trous profonds est fortement affectée par les rapports d'aspect Des rapports d'aspect plus élevés ne manqueront pas de poser des défis quant à la précision et à la cohérence du processus Les rapports d'aspect sont définis comme le rapport entre la profondeur du trou et son diamètre Cela a carrément des implications directes avec la rectitude du trou, la finition de surface et la stabilité de l'outil Lorsque le rapport d'aspect culmine, les qualités mentionnées ci-dessus deviennent alors en conséquence difficiles à réaliser car la contrainte géante que ces rapports exercent sur les outils de coupe, et la quasi-impossibilité de libérer les copeaux entre en jeu.
Le forage est relativement simple en termes de faible rapport d'aspect ; les outils conserveront leur rigidité et resteront alignés correctement tout au long du processus. Cependant, à mesure que le rapport d'aspect augmente, la déviation de l'outil entrave la trajectoire de forage plus rapide nécessaire et, par conséquent, la rectitude des trous est perdue. Les rapports d'aspect à haute teneur en ium peuvent encore nécessiter des systèmes de refroidissement et de lubrification plus efficaces afin de dissiper l'énergie thermique et de protéger la fraise, ce qui autrement affecterait négativement la finition de la surface.
Par conséquent, la gestion des rapports d'aspect nécessite une sélection méticuleuse des paramètres d'usinage et de l'outillage L'opérateur doit déterminer l'équilibre entre les vitesses d'avance, les vitesses de coupe et la bonne quantité de lubrification qui aide à réduire la gravité des rapports d'aspect plus élevés sur la qualité des trous. Des technologies avancées, telles que le perçage par étapes ou l'outillage spécialisé, aideront à optimiser le processus pour des rapports d'aspect plus élevés et à apprécier des performances étonnamment propres et précises, bien que dans certains risques réduits de défaillance de l'outil ou de dommages à la pièce.
Le forage à rapport d'aspect élevé offre plusieurs avantages réels à diverses industries qui exigent précision et efficacité La capacité de forer avec des tolérances serrées dans des trous profonds offre un avancement fonctionnel du composant plus adapté aux applications dans l'aérospatiale, les dispositifs médicaux et la fabrication automobile Cette méthode minimise le besoin d'usinage ou d'assemblage supplémentaire, réduisant ainsi les coûts de production De plus, des améliorations de pointe dans l'outillage et les techniques soutiennent la fiabilité et l'efficacité de l'annonce de forage à rapport d'aspect élevé réduit le temps et le gaspillage de matériaux, au prix d'un investissement en capital élevé.
Le rapport d'aspect élevé s'accompagne de défis importants qui doivent être gérés judicieusement pendant le processus L'un des principaux défis est de gérer la chaleur pendant le forage car les trous profonds deviennent plus chauds plus rapidement Cela, à son tour, peut réduire la durée de vie avec la résistance à l'abrasion pour l'outil et peut ruiner la qualité de la surface usinée si elle n'est pas correctement traitée Un mauvais retrait des copeaux fait obstacle à la rupture de l'outil ou à l'endommagement de la pièce à usiner Il est également difficile de maintenir la précision car cela devient plus problématique si le trou est plus long en présence de déflexion ou de vibration de l'outil.
Pour relever ces défis, les opérateurs doivent utiliser les meilleures pratiques et outils. Des outils tels que des perceuses hautes performances avec des revêtements améliorés fonctionnent bien aux plus grandes profondeurs car la contrainte plus élevée à certaines profondeurs affaiblit les revêtements de qualité inférieure tandis que le système de refroidissement, en plus d'assurer la dissipation thermique, favorise également l'évacuation des copeaux. De plus, le perçage par étapes et le perçage par picorage peuvent être la solution pour réduire la contrainte sur l'outillage afin d'améliorer progressivement la précision. Une planification et une surveillance appropriées des processus sont les principaux facteurs permettant de trouver l'équilibre parfait entre la vitesse, la précision et les performances des outils, conduisant ainsi le processus consistant à garantir un perçage à rapport d'aspect élevé pour devenir réalisable, bien qu'il reste une technologie d'usinage spécialisée.
Il est certainement indispensable que le bon foret soit choisi afin d'assurer l'efficacité du forage, l'emplacement précis et la nature durable lors du forage profond. Cela peut dépendre du matériau à percer, des dimensions du trou et de la qualité de finition requise. Les forets conçus pour gérer la dureté ou la fragilité, tels que les métaux, les composites et les plastiques, méritent tous un type différent de foret approprié. Les forets en acier rapide (HSS), à pointe carbure et en carbure massif sont les catégories les plus courantes disponibles pour traiter les exigences de ténacité et de durabilité.
En outre, pensez à la géométrie du foret En obtenant le bon angle de point du foret et la conception appropriée de la flûte, une grande partie de la chaleur sera diminuée et l'élimination des copeaux fonctionnera bien, un moteur essentiel dans le forage profond de trou La cannelure spirale, par exemple, est particulièrement bonne pour éliminer les copeaux et maintenir la stabilité, ce qui, à son tour, empêche l'usure et la rupture de l'outil Pour les trous profonds, des forets spéciaux pour le forage profond, comme les forets de pistolet, sont souvent recommandés pour leurs meilleures capacités de refroidissement et l'efficacité d'élimination des copeaux Il doit être lubrifié et refroidi lors de la sélection du foret. Certains forets sont conçus pour travailler plus efficacement avec des facteurs de refroidissement externes ou internes.
La définition d'un régime habile de vitesses d'alimentation et de broche est essentielle pour la précision et la puissance dans le forage en profondeur La vitesse d'alimentation indique la vitesse à laquelle le foret entre dans le matériau, tandis que la vitesse de broche est le rythme de rotation du foret Si les deux sont réglés correctement, cela réduit les critères pour une meilleure coupe sans usure supplémentaire des outils, maintient les trous dans la meilleure forme possible et évite à la pièce de tout dommage.
La recherche des meilleurs débits d'alimentation et vitesses de broche doit être basée sur un certain nombre de facteurs tels que le type de matériaux de forage qu'ils manipulent, la façon dont leurs forets ont été coupés et le système de refroidissement qu'ils ont appliqué. Un matériau plus mou comme l'aluminium nécessite des vitesses nettement plus élevées et des alimentations décemment inférieures ; en revanche, les matériaux plus durs comme l'acier inoxydable nécessitent des vitesses plus lentes et encore moins d'alimentation. Il convient de préciser que le réglage fin de la production et de la durée de vie des outils est en même temps la principale raison pour laquelle une série de tests est définie par des conditions d'usinage spécifiques.
En outre, l'utilisation d'aides basées sur les données telles que les tableaux de coupe fournis par les fabricants d'outils permet de garantir les bons paramètres pour le forage. Le suivi des performances de l'outil pendant le processus de forage permet en fait d'affiner davantage ces paramètres, ce qui entraîne de grandes améliorations de la qualité et de la productivité du produit. Grâce aux avantages d’une bonne alimentation et d’une bonne vitesse, les opérateurs seraient donc en mesure de maximiser la productivité, de réduire les défauts et d’améliorer la durée de vie des outils et des équipements.
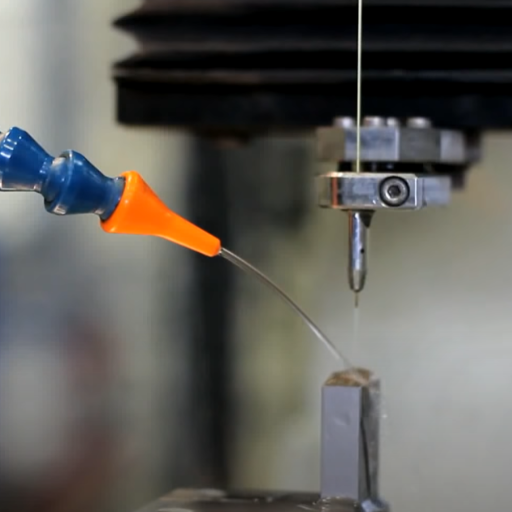
Parmi les facteurs d'influence contrôlables ayant un impact significatif sur la durée de vie des outils et la qualité du produit au stade final, il y a l'usinabilité du processus de refroidissement, qui est quelque chose qui se nourrit directement sur lui-même Ce que cela signifie pour le jeu d'usinabilité est que les liquides de refroidissement lubrifient également, minimisent la friction, réduisent le chauffage et agissent comme des refroidisseurs, pas seulement l'alésage d'un trou à travers la région de coupe. La gestion efficace des liquides de refroidissement nécessite une concentration constante et une attention constante à la surveillance, à la propreté et au contrôle du débit. Mais ensuite, prendre soin de ces conditions est important afin d'assurer la cohérence de l'usinabilité sans problèmes.
Une condition préalable nécessaire à toute pratique appropriée du liquide de refroidissement est de maintenir un sirop de concentration approprié, quel que soit le facteur qui inhibe la coupe du système. S'appuyer sur des méthodes prenant en charge le contrôle de tels systèmes par réfractomètre ou par d'autres moyens appropriés tirés de l'instrument afin de vérifier l'exactitude. Une concentration inexacte crée de telles difficultés en raison de l'usure de l'outil et d'une mauvaise qualité de finition, avec l'énorme inconvénient supplémentaire de la corrosion sur les éléments de la machine arrivant tôt ou tard à un moment donné. Des tests réguliers rendent la gestion du liquide de refroidissement plus efficace.
Le nettoyage et la filtration du système de liquide de refroidissement constituent une autre étape clé de la gestion du liquide de refroidissement Ce déversement de contaminants tels que des copeaux, des micro-organismes et des matériaux en vrac réduit le risque de blocages et augmente l'efficacité des filtres et des écumeurs doit être vérifié et nettoyé périodiquement si l'on veut assurer une efficacité de filtration maximale Ce principe orienté vers l'exploitation se traduit par une productivité accrue, une durée de vie plus longue des machines et un lieu de travail plus sûr.

L'un des problèmes les plus fréquemment rencontrés dans le forage de trous profonds est l'enlèvement des copeaux et le port des outils Un mauvais retrait des copeaux peut bloquer dans le trou, entraînant une augmentation de la chaleur et des dommages potentiels à la pièce ou à l'outillage Un contrôle efficace des copeaux dans le forage de trous profonds peut souvent être assuré grâce à une combinaison intelligente de paramètres de coupe, de modification de la conception de l'outillage et de dispositifs tels qu'un système de refroidissement continu.
L'usure des outils est encore un autre problème important posant un problème particulier pour la durée de vie et l'efficacité de la perceuse à crampons La moyenne de température grâce à une exposition continue, une friction de morsure et une résistance de la pièce ralentira également les arêtes de coupe, compromettra la précision sur les dimensions et conduira potentiellement à une autorisation pour plus de temps d'arrêt de maintenance. L'amélioration radicale la plus efficace résiderait dans l'utilisation de matériaux et de revêtements difficiles à développer dans leur production d'outils de coupe et dans le respect de taux et de vitesses d'alimentation corrects, permettant ainsi d'énormes économies de coûts en termes d'usure des forets et de qualité supérieure dans leurs opérations de forage.
La gestion de ces problèmes familiers nécessite la coopération sophistiquée d'une technologie jointe et d'un contrôle des processus La surveillance régulière de l'évacuation des copeaux, maintenue avec une inspection et un remplacement des outils en temps opportun, améliore la sécurité et la précision des processus. Exécuter ces pratiques en tandem définit la stabilité de la qualité de l'usinage des trous et réduit les perturbations du cycle par rapport à l'accélération de la productivité dans les cercles de travail très difficiles impliquant le forage en profondeur.
Généralement, les processus d'usinage sont remis en question par des problèmes tels que la casse des outils et les problèmes de broche qui peuvent facilement être atténués à condition que des mesures préventives appropriées soient prises. L'application inadéquate de la force, un débit d'alimentation trop ou pas assez élevé et l'usure des outils sont des causes de rupture des outils. Pour gérer la casse des outils, les opérateurs sont tenus d'inspecter l'état des outils de coupe à intervalles réguliers à la recherche de signes d'usure ou de dommage, et avant qu'ils ne tombent complètement en panne, les premiers devraient les remplacer. Un autre aspect de la prévention de la rupture des outils est une inspection périodique pour déterminer si les vitesses de coupe et les vitesses d'alimentation ont été maintenues. En général, cela contribuera à réduire les pratiques d'entretien appropriées, y contribuant ainsi.
Les problèmes liés à la broche comme la surchauffe, le désalignement ou les vibrations provoquent une vulbération indésirable entraînant de mauvaises capacités d'usinage et des performances de l'outil Un bon entretien, y compris le nettoyage, la lubrification et la vérification de l'alignement, minimise l'apparition de ces problèmes La surveillance des conditions de travail de la broche aidera à maintenir sa capacité de travail en remplaçant les roulements chaque fois que nécessaire L'analyse vibratoire de l'usure ou du désalignement antérieur de la broche fournit des impulsions pour corriger les problèmes potentiels de cap.
En tant qu'initiative clé, la mise en place d'opérations de maintenance de routine et d'activités de surveillance doit être suivie pour mettre fin aux catastrophes liées aux pannes d'outils et aux problèmes de fonction de broche. L’intégration de systèmes de surveillance accélérés dans l’automatisation permettra de recevoir des données en temps réel sur les conditions de la machine, répondant plus rapidement aux pannes imminentes. Les opportunités de fabrication pour internaliser cette pratique entraîneraient une perte de temps et un maintien de la qualité sur la bonne voie pour l’impérieuse correction de l’usinage.
La gestion appropriée de ces difficultés dans le processus de Coulshipping commence avec précision dans la conception et le type d'outillage utilisé. Les éléments de mur déformés peuvent donner lieu à des cas de désalignement, de distorsion et de défaillance ultérieure. Il est nécessaire que l'épaisseur de la paroi reste la même tout au long de la conception ; des changements infimes et redondants dans l'épaisseur de la paroi impliquent également d'autres forces physiques à intervenir. L'utilisation d'outils de simulation pour les tests pendant la phase de conception permettrait en effet d'identifier les problèmes, afin d'affiner la solution avant le début de la fabrication.
Les contre-dépouilles, bien que souvent nécessaires à la fonctionnalité, peuvent être peu pratiques à usiner. Des outils de géométries spécialisés et personnalisés peuvent être utilisés à juste titre pour contourner les contre-dépouilles. Il est également possible d'offrir une bonne productivité par rapport à ces contre-dépouilles en évaluant la conception de la pièce de manière à minimiser les contre-dépouilles. Il s’agit d’un pas en avant significatif en termes d’entéralogie du traitement, réduisant ainsi également le temps de production. Des chemins d’approche d’outils précis sont impératifs pour maintenir la cohérence et garantir une précision d’usinage élevée.
Assurer un outillage avec un nombre aussi moindre de contre-dépouilles pourrait être obtenu avec certaines bonnes pratiques, notamment l'inspection régulière et le redressement des outils. De plus, la combinaison de CAO et de FAO avec des chemins de coupe calculés avec précision et la prédiction des chemins d'outils indisponibles peuvent améliorer l'amélioration liée à un certain degré de précision. Une grande prudence doit être prise lors des étapes de planification, ou un usinage critique doit être assuré pour des problèmes tels que la contre-dépouille et l'épaisseur de paroi.

Les innovations en matière d'outillage et de matériaux ont rendu l'opération de forage de trous profonds si exacte qu'elle a réduit un montant substantiel de coûts Les conceptions d'outils modernes avec une géométrie de coupe et des revêtements optimisés ont augmenté l'efficacité de coupe ainsi que la durée de vie de l'outil Avec la minimisation de l'usure de l'outil pour permettre un temps plus long entre les remplacements d'outils, la fiabilité générale dans l'opération de forage peut être améliorée L'introduction de systèmes de liquide de refroidissement et de lubrifiant lorsqu'ils sont intégrés à l'outillage a contribué à réduire la chaleur et à promouvoir des coupes propres, même dans les matériaux plus résistants.
Les progrès modernes ont perfectionné les capacités en matière de forage de trous profonds. Les alliages et composites hautes performances utilisés dans la fabrication d'outils présentent une résistance et une résistance à la déformation exceptionnelles sous des charges plus élevées. Ces matériaux résistent ainsi à toutes les conditions extrêmes lors du forage de trous profonds, maintenant l'intégrité structurelle en place tout en réduisant les temps d'arrêt en raison de la défaillance des outils. Encore une fois, l'évolution vers des outils de pointe, adaptatifs à tout environnement de fraisage modifiable, a ajouté de la précision à l'achèvement de processus de forage complexes.
De telles innovations élèvent la productivité et améliorent les applications de forage de trous profonds Des outils et des matériaux robustes rendent possible la fabrication de précision de composants dans divers secteurs tels que l'aérospatiale, l'automobile ou l'énergie Des outils analytiques modernes et une planification de processus plus intelligente permettent à l'outillage et aux développements de matériaux de créer une dynamique pour satisfaire les groupes de précision, de vitesse et de coût des demandes de trous profonds.
Les systèmes de surveillance pour la conception des opérations de forage de trous profonds sont cruciaux pour garantir la précision et l'efficacité À l'aide de capteurs couplés à des données en temps réel sur la température, les vibrations, la pression et l'usure des outils, les résultats de la surveillance sont adaptables Grâce à une surveillance vigoureuse de ces variables, le processus de surveillance peut facilement détecter un écart accru par rapport à la condition optimale et agir avec un effet immédiat pour s'ajuster à une qualité et une précision constantes.
L'intégration des systèmes de surveillance permet d'obtenir une efficacité des ressources pour limiter les temps d'arrêt grâce à l'identification de l'usure possible des machines ou des outils Les alertes immédiates de tels systèmes limitent le risque de panne intempestive de la machine, de perte de temps et d'accumulation supplémentaire de réparations et de perte inutile de production De plus, lors de l'acquisition des données de surveillance, le fabricant peut affiner les processus, améliorer les performances et fournir un résultat global incroyable en recevant des données et des faits élaborés sur les systèmes de surveillance.
C'est fantastique du point de vue de la durabilité Les systèmes de surveillance sont devenus importants car ils améliorent l'utilisation des capacités des différentes ressources et, ce faisant, réduisent le gaspillage dû à la fuite. Ils comprennent des inspections qui donnent une première indication d’inefficacité et renforcent le stockage des intrants et l’approvisionnement énergétique afin que les coûts de production diminuent. La technologie axée sur la précision est indispensable pour une configuration industrielle qui gravite vers des délais d’exécution plus rapides, une précision plus élevée et des opérations rentables.
La technologie de CNC a fourni précision, efficacité et uniformité aux opérations de forage profond Grâce à un mode de contrôle automatisé sur le processus de forage, les machines CNC réduisent le risque d'erreur humaine tout en garantissant que des tolérances précises sont atteintes de manière cohérente. Ce point est particulièrement sensible dans le forage de trous profonds car la précision est directement liée au maintien de l'intégrité structurelle des pièces utilisées dans les industries de l'aérospatiale, de l'automobile et de la production d'énergie.
L'un des principaux facteurs contribuant à une appréciation profonde de la technologie CNC est le potentiel qu'elle a pour réduire la complexité des opérations d'usinage Les machines CNC peuvent exécuter des modèles de perçage très complexes et gérer les paramètres de coupe avec un haut degré de précision, en garantissant que l'usure de l'outil est réduite et que la qualité du travail de la machine forée est maintenue au mieux Nous concevons des contrôleurs CNC qui garantissent que les alimentations, les vitesses et les décharges du liquide de refroidissement sont optimisées pour promouvoir la production et réduire le gaspillage de matériaux.
La technologie CNC offre également une meilleure sécurité et permet d'économiser de l'argent Elle supprime la fatigue de l'opérateur et le danger environnemental, ce qui provoque l'automatisation des opérations de trous profonds tout en réduisant les coûts opérationnels grâce à une efficacité accrue. Étant capable de promouvoir un délai d'exécution rapide et un rendement uniforme, la technologie CNC prépare différentes industries à répondre aux demandes élevées de productivité sans réduire la qualité. Le CNC a complètement relevé le bord du forage de trous profonds pour atteindre les sommets de la fourniture de processus de fabrication plus fiables et plus économiques.
UN: Forage de trous : les rapports d'aspect et les directives de conception introduisent les meilleures pratiques, les règles de conception et les considérations de traitement dans le forage de trous à rapport d'aspect élevé Le rapport d'aspect est le rapport de la profondeur au diamètre concernant le trou Le programme de formation pourrait couvrir le matériel de forage, les paramètres de forage, les technologies de forage y compris le forage CNC, le forage laser et les machines de forage spécialisées et discuter des options de conception qui pourraient avoir un impact sur la fabricabilité, le coût et la précision lors du forage profond dans les matériaux.
UN: Les trous à rapport d'aspect élevé présentent plusieurs défis remarquables, notamment liés au forage de trous plus profonds et plus étroits : plus la profondeur dans le matériau est grande, plus les forces de coupe sont élevées ; avec plus de génération de chaleur et une mauvaise évacuation des copeaux, il y aura des forces de coupe perdues, entraînant une déviation catastrophique, une finition de surface moins bonne et de mauvais problèmes d'intégrité du signal dans les applications de forage de PCB. Un équipement de forage spécialement adapté se connecte à ces problèmes afin de les éviter. Des machines CNC précises avec des paramètres de coupe optimaux doivent être lancées directement sur les problèmes de déviation des trous, en gardant les niveaux de précision requis sur le bord nu, et en s'attaquant spécifiquement aux problèmes au fond du trou.
UN: La limite du rapport d'aspect dépend du matériau, de la taille des trous et des méthodes de fabrication disponibles Pour l'usinage régulier et le perçage CNC habituel, des rapports d'aspect inférieurs sont bons ; cependant, pour créer des trous à rapport d'aspect élevé ou des trous de plus grande profondeur, des machines CNC spéciales ou des techniques de perçage en profondeur peuvent être nécessaires. Il joue un rôle important en impliquant le fabricant à un stade précoce de la conception pour fixer des limites de rapport d'aspect réalisables, en reconnaissant les compromis entre coût et précision.
UN: Il existe une relation directe entre les paramètres de forage (vitesse, alimentation, liquide de refroidissement, cycles de picage et géométrie du foret) et les forces de coupe développées lors des opérations de forage. Des forces de coupe élevées peuvent provoquer une déviation de l'outil et ainsi endommager la paroi du trou ; la chaleur supplémentaire générée provoque la déformation du trou, sans compter que les compromis correspondants dans les propriétés métallurgiques peuvent se produire. Grâce à des paramètres et des équipements appropriés, les problèmes induits par le forage et causés par l'excentricité sont annulés ; par conséquent, on obtient des arbres de trous plus droits qui favorisent une durée de vie améliorée des outils lors du forage de trous avec un rapport d'aspect élevé.
UN: Le perçage CNC est le meilleur pour la plupart des trous mécaniques, des trous avec des tolérances limitées, la finition de surface et les filetages Le perçage laser fonctionne mieux pour les très petits diamètres pour les applications qui nécessitent le moins de contact mécanique possible Cependant, il pourrait créer des couches de refonte, et les trous doivent avoir un post-traitement puis un post-placage. À un diamètre de trou extrêmement grand, combiné à des trous profonds ensemble, il devrait être avancé machines cnc ou machines de perçage spécialement conçues pour assurer aucune limite expérimentée du perçage laser.
UN: Ce n'est qu'avec des paramètres de tolérance plus serrés et de rapport d'aspect délibéré que donner un plus grand nombre de trous est possible Plus les trous sont profonds, plus le temps de cycle est long et le besoin d'outillage spécialisé, des changements d'outils plus fréquents, un équipement de forage avancé et un contrôle strict des paramètres de forage, qui augmentent tous les coûts de fabrication. À l’inverse, à mesure que le rapport d’aspect augmente (plus ancien que le diamètre des parois du substrat mouillant), le niveau de précision possible devient supérieur à celui normalement automatisé dans toutes les machines CNC ou alternatives de processus, sauf les plus avancées, qui pourraient satisfaire ou respecter les tolérances.
UN: À la lumière de cela, les règles de conception pratiques impliquent : de minimiser le rapport hauteur/largeur au mieux des capacités de l'ingénieur ; agrandir la taille des trous autant que possible ; utiliser un perçage peck ou un liquide de refroidissement interne pendant le processus de découpe pour contrôler l'accumulation de copeaux et de chaleur ; spécifier les tolérances à respecter compte tenu de l'emplacement et de la précision des tolérances de précision ; et concevoir les trous pour permettre le placage et l'intégrité du signal si nécessaire. En général, consultez le fabricant dès les premières étapes de la conception pour vous assurer que les choix techniques sont en phase avec les disponibilités, les spécifications et les coûts des méthodes et équipements de forage.









