


Servicio de apoyo, profesional y centrado en el cliente
Póngase en contacto con la empresa Lecreator
Desde prototipos hasta producción a gran escala, lo tenemos cubierto.


Mecanizado PEEK: lo que todo ingeniero debe saber antes de cortar este termoplástico
| Parámetro | Valor |
| Temperatura de transición vítrea (Tg) | 14³ °C (289 °F) |
| Punto de fusión | ³43 °C (649 °F) |
| Resistencia a la tracción | 90-100 MPa |
| Módulo de Young | 3,6 GPa |
| Conductividad térmica | 0,25 W/m·K |
| Densidad | 1,32 g/cm³ |
| Temperatura de servicio continuo | Hasta 250 °C (482 °F) |
| Absorción de agua (24h) | 0.1% |
| Estándares clave | ASTM D8033, astm.org/f2026-17.html”>astm.org/f2026-17.html”>ASTM F2026 |
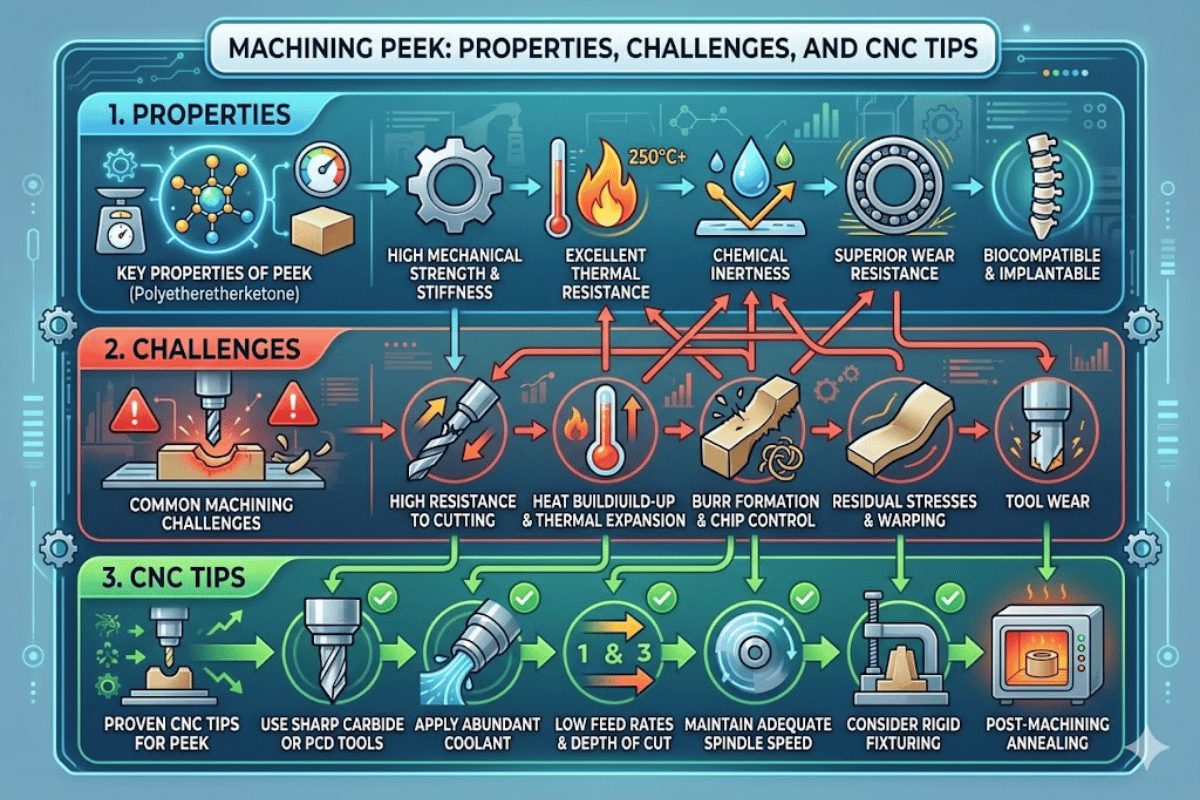
PEEK es uno de los plásticos más difíciles de mecanizar, pero la experiencia de mecanizarlo con éxito y eficacia es inmensamente satisfactoria. Con resistencia al calor, inercia química y resistencia a la tracción similares a los metales, PEEK es el plástico de ingeniería elegido para reemplazar componentes metálicos para su uso en todo, desde implantes espinales hasta sellos de motores a reacción. Realice un recorrido rápido por las opciones de herramientas, alimentación y refrigerante y las técnicas de recocido que hacen o rompen un éxito mecanizado CNC PEEK operación.
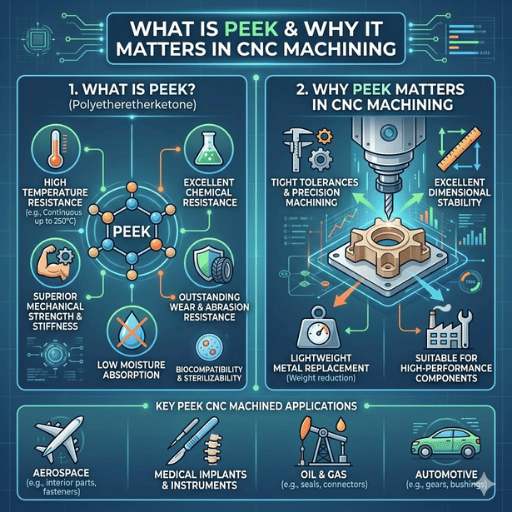
Polieter éter cetona (también escrito polieteretercetona) o PEEK es un polímero termoplástico de poliariletercetona semicristalina (PAEK). Fue sintetizado por primera vez por Victrex en la década de 1980 y se ha establecido como uno de los plásticos de ingeniería de mayor rendimiento para procesos de mecanizado CNC. Es fácil entender por qué el maquinista lo trata de manera diferente a otros termoplásticos como el nailon o el acetal con estas propiedades.
El material PEEK es único en varios aspectos cuantificables. Su temperatura de funcionamiento continuo es de 250 °C, alrededor de 5x POM. La resistencia a la tracción ronda los 90-100 MPa, similar en resistencia a un aluminio de alta aleación. La densidad sólo alcanza los 1,32 g/cm. Combinadas, estas propiedades lo hacen ideal para componentes estructurales livianos que soportan carga, como los de la industria aeroespacial.
Su inercia química se extiende a hidrocarburos, ácidos fuertes y muchas soluciones orgánicas. Cuando se utiliza en aplicaciones médicas, la naturaleza biocompatible de PEEK (como se documenta en ASTM F2026-17) significa que es adecuado para asientos directos en jaulas de fusión espinal, pilares y accesorios dentales, etc. En electrónica, sus características de muy baja desgasificación, dieléctrico eléctrico estable térmicamente en ciclos.
La cualidad clave que hace que este polímero de alto rendimiento sea deseable e imposible de mecanizar es la misma estabilidad térmica. PEEK no presenta el termoplástico típico. En cambio, mantiene su resistencia hasta su temperatura de transición de 143 °C y luego se transforma abruptamente. Es esta estrecha ventana de temperatura la que mantiene limitado el calor generado durante el mecanizado en la zona de corte de la pieza de herramienta, como se describe a continuación.
Conclusión clave: con su capacidad para tolerar fácilmente altas temperaturas, productos químicos y humedad, además de su biocompatibilidad y propiedades mecánicas, PEEK tiene pocas aplicaciones para reemplazar, pero esas mismas propiedades plantean algunos desafíos de mecanizado distintos.

Mecanizar PEEK es totalmente factible pero castiga cualquier atajo que se tome. Tres propiedades del material representan la mayoría de los problemas que enfrentan los maquinistas; cada uno debe ser contrarrestado con estas técnicas de mecanizado para evitar piezas de desecho o deformaciones después de la inspección CMM.
⚠¦ Desafío 1: Acumulación de calor y daños térmicos
PEEK tiene una conductividad térmica muy baja, sólo 0,25 W/mK. En comparación, el cobre conduce a 385 W/mK, alrededor de 1540x más rápido. Durante el mecanizado, el calor generado por la fricción no puede atravesar el material de trabajo, sino que se acumula en la zona de corte, elevando la temperatura local por encima del punto de transición vítrea de PEEK de 143 C. Al engomar, se producen grietas en la superficie debido al choque térmico cuando el refrigerante finalmente entra en contacto con la superficie caliente. Las alimentaciones incorrectas aceleran este proceso.
⚠¦ Desafío 2: Estrés residual y deformación
Stock PEEK, ya sea varilla extruida, pieza en bruto o placas, tiene tensión residual bloqueada por la operación de extrusión/moldeo/molienda. El mecanizado para restar material, alterando el equilibrio de tensiones naturales. Las características de paredes delgadas distorsionan los niveles de planitud. Las piezas mecanizadas dimensionalmente correctas pero ‘de novo’ horas e incluso días después, ya que la tensión residual lo compensa. La distribución cristalina/amorfa del material de trabajo determina cómo se deforma la pieza, reacciona al corte. La introducción de un tratamiento térmico de valor agregado en el proceso aumentaría el retraso y el costo del flujo de trabajo.
⚠¦ Desafío 3: Costo de materiales y tolerancia cero a los residuos
La resina PEEK cuesta más de $100/kg, por ejemplo, 10-20 veces el coste de POM o nailon. Una parte desechada de un diámetro de 50 mm. La muestra de varilla (aproximadamente 6000 mm 2 de área) puede ser una fuente $30-$80 de pérdida de materia prima, ya que se avanza a través de varios pasos (excluyendo el tiempo de mecanizado). Tales presiones de costos para este nivel de gasto de materia prima darán como resultado características de desgaste de rebabas y herramientas que pueden no ser tolerables en los plásticos de menor costo.
Por lo tanto, los talleres PEEK tenderán a ejecutar lotes más pequeños, inspeccionar con más frecuencia y maximizar la eficiencia del mecanizado anidando las piezas tanto como sea posible y produciendo espacios en blanco con forma casi neta.
Punto principal: Los tres problemas de aislamiento térmico, tensión interna y precio (costo del material) son de naturaleza aditiva. Resolver sólo uno y descuidar los demás seguirá resultando en rechazos. Un proceso exitoso abordará los tres problemas a la vez.
La elección de herramientas para PEEK se limita prácticamente al grado que está cortando. PEEK sin relleno relleno de vidrio y relleno de fibra de carbono, todos cortados con procesos muy diferentes y sin optimizar ese tipo de herramienta, darán como resultado un desgaste diferencial del factor 10. A continuación se muestra una guía de decisión sencilla utilizada por la mayoría de los talleres de producción.
| Tipo de herramienta | Mejor para | Vida relativa de la herramienta | Nivel de costo |
|---|---|---|---|
| Carburo C-2 (de grano fino) | Peek sin relleno/natural | Bueno (más de 500 partes típicas) | Medio bajo-bajo |
| PCD (Diamante Policristalino) | 30% PEEK relleno de vidrio | Excelente (carburo 5-10x) | Alto |
| Diamante con punta de diamante/CVD | Peek reforzado con fibra de carbono | Excelente | Muy alto |
| HSS (Acero de alta velocidad) | No recomendado | Pobre (aburrido rápido) | Bajo |
Los insertos de carburo C-2 para PEEK sin relleno funcionarán bien, pero deben estar finamente molidos y afilados, es decir, no con bordes sinterizados. El rastrillo de carburo Asharp provocará demasiada fricción y sobrecalentará el PEEK, ablandándose por encima de su punto de fusión (> 138 °C). Es mejor reemplazar las puntas opacas a medida que comienzan a redondearse, en lugar de esperar hasta que estén visiblemente desgastadas.
El PEEK relleno de vidrio (aproximadamente fibra de vidrio 30% en una matriz PEEK) es lo suficientemente abrasivo como para degradar los bordes de carburo en unas pocas docenas de piezas. Si bien el costo de las herramientas de PCD es mayor, la vida útil más larga de la herramienta (5-10x) la hace más barata por pieza para tiradas de producción superiores a 50. A veces se pueden sugerir herramientas de corte de carburo de silicio para compuestos cerámicos, sin embargo, no son compatibles con PEEK relleno de vidrio.
Requiere herramientas con punta de diamante para fresar. Las fibras de carbono son más duras que las de vidrio en CF-PEEK y están orientadas en direcciones que aceleran significativamente el desgaste localizado de los bordes y puntas que no son de diamante. Las fresas de extremo recubiertas de diamante CVD son ahora todas comunes como herramientas de fresado estándar para piezas CF-PEEK.
📐 Nota de ingeniería: ángulos de rastrillo y relieve
El rastrillo positivo mínimo de 6-15 con todos los grados para PEEK es óptimo para inducir la formación de virutas y cortar y evitar que el material sea empujado en lugar de cortado. Se recomiendan 10-15 ángulos de alivio para evitar el roce. Estas recomendaciones de geometría son similares entre insertos giratorios y fresas, pero significativamente diferentes de los ángulos de rastrillo de cero grados utilizados para metales ferrosos en las mismas máquinas.
Lección clave previa al embargo: elija la herramienta según el mecanizado de PEEK: el carburo está bien para las variantes sin relleno y el PCD para las llenas de vidrio. Diamante para variantes de fibra de carbono. No importa tanto cuánto cueste la herramienta real, lo que importará más es la economía de la pieza que se agota en un lote de producción.

Los parámetros de mecanizado correctos para PEEK existen en un rango estrecho. Demasiado lento significa que entra demasiado calor en la pieza de trabajo a medida que el chip permanece. Demasiado rápido, y la pieza de trabajo se calienta demasiado, y la falta de flujo de virutas devuelve el calor al corte. Drake Plastics es un truco poco común en lo que respecta a las empresas PEEK, ya que extruyen y las formas originales de las máquinas crean datos confiables que los talleres de producción pueden modificar:
| Operación | Velocidad | Tasa de alimentación | Profundidad del corte |
|---|---|---|---|
| Fresado | 500-700 SFM | 0,010-0,040 in/diente | 0,060 pulg. (1,5 mm) típico |
| Girando | 400-600 SFM | 0,005-0,015 in/rev | 0,040-0,100 pulg |
| Perforación | 200-400 SFM | 0,003-0,010 in/rev | Se recomienda el ciclo de picoteo |
Las velocidades y alimentaciones recomendadas para fresar PEEK a 500-700 SFM en la superficie a 0,010-0,040 pulgadas/diente brindan un buen flujo de viruta que ayuda a eliminar el calor. MDFN también tiene una buena profundidad de corte para controlar los niveles de fuerza y proporcionar un rendimiento razonable. Profundizar demasiado (más de 0,100 pulgadas/paso) tiende a provocar desviaciones en secciones delgadas, al tiempo que elimina los límites térmicos de transferencia de calor por esas mismas paredes.
Las velocidades de giro (400-600 SFM) y las alimentaciones (0,005-0,015 pulgadas/rev) reflejan la eliminación del material con una mínima fuerza de sedimentación. Es mejor limpiar las secciones, pero las perforaciones u otros cortes interrumpidos provocan una mayor atención al filo de los insertos. La perforación requiere ciclos de picoteo para limpiar las virutas del orificio antes de calentarlas juntas. Trozos demasiado grandes en 3 X-dia hornearán los bordes y provocarán un desgarro adicional.
NOTA DE MANTENIMIENTO: Las opciones de refrigerante se calientan, enfrían rápidamente. En el calor de desbastar piezas grandes, haga muchos viajes con las virutas solo con aire. Cuando las virutas realmente no se limpien, use niebla de aceite en lugar de inundación:
El refrigerante de inundación, el valor predeterminado de la máquina estándar, puede ser en realidad un grito para la naturaleza frágil de PEEK. Un diferencial de temperatura desde una zona de corte cálida (120-160 °C) hasta un refrigerante frío a temperatura ambiente (~20 °C) conduce a una rápida tasa de contracción sobre microfisuras en la superficie que dañan su integridad.
El aire comprimido es la elección correcta para la primera respuesta, ya que no añade gradientes térmicos uniformes o no uniformes. La niebla de aceite (para envejecimiento azul o ennegrecido) sólo debe utilizarse en pasadas de desbaste agresivas; de lo contrario, el gradiente térmico tiene un efecto demasiado grande sobre la calidad de la pieza.
Para piezas PEEK biomédicas completas, máquina limpia y seca de esteras. Cualquier exceso o residuo de refrigerante, independientemente del tipo, impediría que la estructura pasara las pruebas de biocompatibilidad ASTM F2026.
El acabado superficial en PEEK mecanizado suele ser de Ra 1,6-3,2 µm con parámetros estándar y herramientas afiladas. Ese nivel satisface la mayoría de las necesidades industriales de sellado y rodamiento. Dado que existen estándares de acabado superficial más estrictos, se necesita un pulido secundario con abrasivos de granos finos. El preacabado en la máquina se puede realizar del orden de 2500-25000 mm/min después del cuidado de la mesa de trabajo, el camino y la fijación, mientras que el acabado manual dedicado con abrasivos produce una pieza más consistente.
Lecreator piezas PEEK de precisión el centro de fabricación incluye una celda de producción PEEK dedicada con un entorno controlado y herramientas dedicadas para mantener la precisión que requiere este material:
En las lecciones fundamentales, comience con los datos publicados de Drake Plastics, elija el aire como refrigerante predeterminado y, en consecuencia, seleccione diferentes perfiles de herramientas sin retardo de inundación y espere que necesite un poco de pulido post-máquina en cualidades superficiales más finas de un conjunto abrasivo secundario.
1.2.3 Características del procesamiento

Siguiendo esa idea, no todo PEEK es igual. La selección de grados determina las herramientas, los parámetros y el costo, y la calificación incorrecta para una aplicación puede ser francamente costosa. Se utilizan cuatro grupos generales para clasificar la mayoría de las piezas PEEK mecanizadas por CNC y cada uno presenta diferentes factores de maquinabilidad al taller:
| Grado | Resistencia a la tracción | Tg/temperatura de servicio | Requisito de herramienta | Maquinabilidad relativa |
|---|---|---|---|---|
| Sin llenar (Natural) | 100 MPa | 143 °C / 250 °C | Carburo | Mejor |
| 30% Lleno de vidrio | 157 MPa | 143 °C / 250 °C | PCD | Moderado |
| Fibra de Carbono Reforzada | 212 MPa | 143 °C / 250 °C | Diamante | Difícil |
| Grado Médico (Implante) | 100 MPa | 143 °C / 250 °C | Carburo (solo seco) | Mejor (sensible al proceso) |
Máquinas PEEK sin llenar (naturales) la menor cantidad de suciedad. El Victrex PEEK 450G la hoja de datos especifica una resistencia a la tracción de 100 MPa con un alargamiento de rotura de 30-40%. Esta ductilidad da como resultado la formación de virutas lisas que tienden a evacuarse sin fracturarse.
Natural PEEK es el estándar mediante el cual se fabrican sellos y cojinetes junto con aisladores eléctricos donde la resistencia a la suciedad (resistencia a la abrasión) tiene poca importancia. Este es el punto de partida para la gran mayoría de los componentes plásticos PEEK, a menos que se necesite específicamente un derivado.
El PEEK relleno de vidrio (generalmente 30% en peso) aumenta el módulo de rigidez de 3,6 GPa a aproximadamente 11 GPa y mejora la resistencia a la fluencia a un nivel de tensión elevado durante períodos prolongados. La desventaja del material reforzado con fibra de vidrio es el efecto abrasivo. Las herramientas de carburo que duran más de 500 piezas para PEEK sin relleno pueden durar sólo entre 50 y 80 piezas en las existencias llenas de vidrio antes de que la opacidad del borde comprometa la calidad del acabado de la superficie.
Las herramientas PCD serán la decisión rentable para lotes de más de 30 a 50 piezas.
PEEK CG50 CF tiene un módulo de tracción superior a 200 MPa y una densidad inferior a 1,45 g/cc. Se utiliza a menudo en aplicaciones estructurales aeroespaciales y productos de carreras de alto rendimiento donde el ahorro de peso supera otras consideraciones. Las fibras de carbono son mucho más duras que las fibras de vidrio y tienden a producir polvo abrasivo fino durante el mecanizado.
Si no se utilizan herramientas de diamante, ¡será mejor que sean opcionales! La recopilación de datos sobre el desgaste de las herramientas durante el mecanizado CF-PEEK debería ser más controles que para otros grados PEEK.
El PEEKperASTM F2026-17 de grado médico es químicamente idéntico al Natural PEEK, pero se fabrica con pruebas certificadas de trazabilidad y biocompatibilidad de la materia prima. Los parámetros y herramientas de la máquina son los mismos que se utilizan para Natural PEEK. Donde difiere es en el entorno de procesamiento solo mecanizado en seco, sin contaminación por refrigerante, con fijaciones dedicadas al material de grado médico y sin contaminación cruzada con Natural PEEK.
Las posibles aplicaciones PEEK de grado médico son: jaulas de fusión espinal, placas de implantes craneales y pilares dentales. Todos estos se incluyen en las pruebas de citotoxicidad y del sitio del implante.
El PEEK de grado industrial astm.org/d8033-22.html”>ASTM D8033-22 cumple con las especificaciones mecánicas y eléctricas estándar y no incluye certificación de biocompatibilidad. Este PEEK de grado industrial ha encontrado un uso común en piezas PEEK moldeadas por inyección ASTM para fabricación de gran volumen, pero CNC ha seguido siendo el estándar para prototipos y fabricación de bajo volumen.
⚠¦ Error común
Indicación de PEEK sin llenar donde se especifica el relleno de vidrio 30%. Los datos históricos de fallas de campo indican que el PEEK sin llenar en aplicaciones de tipo con rodamientos de alto desgaste puede experimentar fluencia y cambios dimensionales o configurarse cuando se somete a una carga sostenida superior a 20 MPa. En aplicaciones que se cargan continuamente mecánicamente, el vidrio lleno o CF-PEEK debe ser el valor predeterminado, no la actualización.
Qué recordar: Elegir grados es una decisión de ingeniería, no de compra. Primero elija el grado de relleno correcto para su caso de carga. Luego determine las herramientas y los parámetros de control que se adapten a ese grado.
La capacidad de tolerancia de los componentes PEEK mecanizados se divide en tres categorías: la geometría de la característica de la pieza, el estado de tratamiento térmico de la pieza recocido o no recocido y el grado de eliminación del material con respecto al equipo. Mientras que para los componentes metálicos la maquinabilidad se traduce estrechamente en tolerancias, PEEK no funciona igual.
| Nivel de tolerancia | Rango | Aplicación típica | Impacto en los costos |
|---|---|---|---|
| Estándar | ±0,05 mm | Soportes estructurales, cubiertas | Línea base |
| Precisión | ±0,025 mm | Sellos, superficies de apoyo | 2-3x línea de base |
| Alta precisión | ±0,012 mm | Implantes médicos, semiconductores | 4-5x línea de base |
Reducir de 0,05 mm a 0,025 mm triplica o duplica el precio de la pieza por razones similares a las anteriores; más recocido entre rugoso y final; controles de proceso más estrictos; inspección mediante postmecanizado CMM en cada pieza. A 0,012 mm salta aún más: 4-5X debido al mecanizado en ambiente controlado, verificación CMM, ciclos de recocido múltiple.
Esta correlación entre tolerancias estrictas y recocido es sencilla: sin alivio de tensiones, la pieza PEEK mecanizada a 0,025 mm podría relajarse entre 0,02 y 0,05 mm en días o semanas después de que la pieza abandone la máquina, a medida que las tensiones se acumulan nuevamente. Esto podría provocar que la pieza pierda tolerancia incluso después de salir de la máquina.
El proceso de recocido sugerido por Plásticos Boedeker implica un proceso de dos pasos que tiene como objetivo aliviar la tensión de mecanizado así como mejorar la cristalinidad de la pieza para la estabilidad dimensional:
Nota de ingeniería: Recocido PEEK de dos etapas
Etapa 1 -Relieve de tensiones: horno de rampa a 300 °F (149 °C) a 50 °F/h. Mantener durante 60 minutos cada 0,25 pulgadas. de espesor máximo de sección transversal. Esta temperatura está ligeramente por encima de la temperatura de transición vítrea y permite que las cadenas moleculares se relajen sin cambiar la fase cristalina.
Etapa 2 -- Aumento de cristalinidad: 300 °F a 375 °F (191 °C) a 50 °F/h. Incluya un segundo remojo durante 60 minutos por cada 0,25 pulgadas de espesor de la bolsa. Este tiempo aumentará aún más el grado de cristalinidad y proporcionará resistencia química y estabilidad dimensional a largo plazo.
Enfriamiento: Disminuya la temperatura a una velocidad de 50 °F/h hasta menos de 200 °F (93 °C). No abra la puerta del horno durante el enfriamiento, el choque térmico resultante del aire ambiente cuando se abre la puerta puede volver a aplicar las tensiones que acaba de terminar de eliminar. Mantenga el soporte de las piezas sobre los accesorios planos durante todo el ciclo para evitar que se hunda o distorsione la geometría de la pieza.
Para piezas PEEK y características PEEK con tolerancias estrictas, muchos talleres utilizan ciclos de acabado de recocido rugoso: máquina rugosa hasta 0,5 mm de dimensión final, recocido y máquina hasta tolerancia final. Esto evita que el corte de acabado se relaje mediante la relajación de tensiones después del mecanizado. El tiempo de ciclo adicional es costoso, pero proporciona rendimientos significativamente mayores para características de tolerancia estricta.
Se pueden formar grietas en la superficie si se omite el calentamiento en muestras muy mecanizadas. Estas microfisuras, aunque pasan desapercibidas sin una inspección penetrante del tinte. También se pueden descubrir microfisuras de este tipo mediante pruebas de presión.
Para condiciones de vacío y sellado de fluidos, el recocido no es una opción sino una especificación.
El punto importante es que, para PEEK, el recocido no es opcional. Para cualquier dimensión que deba mantenerse en 0,025 mm o menos, o para cualquier pieza con paredes delgadas en comparación con el tamaño original, el ciclo de recocido rugoso es la forma segura de lograr estabilidad dimensional y sin grietas en la superficie.

Las aplicaciones abarcan múltiples industrias donde ningún otro polímero ofrece la combinación de temperatura, resistencia química y de carga. Las diferentes áreas de aplicación aprovechan diferentes subconjuntos de propiedades PEEK y, en consecuencia, tienen diferentes requisitos de mecanizado.
✔ Aeroespacial
Los fabricantes de motores, que operan soportes estructurales, sellos y jaulas de cojinetes a temperaturas sostenidas superiores a 200 C en góndolas de motores y sistemas de purga de aire, están sustituyendo cada vez más los soportes PEEK mecanizados en lugar de los soportes de aluminio y titanio, lo que resulta en ahorros del 40 al 70 por ciento de peso. El tiempo de producción de componentes aeroespaciales a partir de PEEK mecanizado ha ido disminuyendo práctica y constantemente. Los fabricantes de equipos originales están considerando un sustituto del metal más ligero y resistente a la corrosión en forma de este polímero de alto rendimiento para una amplia gama de componentes.
✔ Dispositivos médicos
Los implantes médicos, como jaulas de fusión espinal, placas craneales o pilares dentales, dependen de la biocompatibilidad de los componentes PEEK de grado médico. Estas piezas son radiolúcidas (es decir, transparentes a los rayos X, a diferencia de metales como el titanio). Cada producto de grado de implante requiere mecanizado en seco, stock o granulado controlado por lote y cumplimiento de ASTM F2026. La adopción de PEEK como material de implante ortopédico está aumentando a un ritmo acelerado.
✔ Automotor
Las arandelas de empuje de la transmisión, las carcasas de sensores debajo del capó y las piezas del turbocompresor requieren piezas PEEK para soportar temperaturas elevadas continuas superiores a 200 °C y exposición al aceite y al combustible. En los vehículos eléctricos, los aisladores PEEK están reemplazando a la cerámica en los conectores de los módulos de batería de alto voltaje porque son más fáciles de moldear y mecanizar hasta obtener una geometría exacta y, al mismo tiempo, ahorran peso.
✔ Electrónica y Semiconductores
Los brazos de manipulación de obleas, los aisladores de casquillos de prueba o los componentes de la cámara de vacío deben presentar baja desgasificación, alta pureza y estabilidad dimensional durante varios ciclos térmicos. PEEK como material cumple con los tres criterios y puede mecanizarse con las tolerancias de 0,012 mm que exigen los equipos semiconductores. Por lo general, los prototipos se mecanizan en máquinas CNC antes de pasar a piezas de producción moldeadas por inyección PEEK o moldeadas por CNC.
Por pequeña o grande que sea la producción, la habilidad y la experiencia de los componentes de servicio PEEK se requieren del taller de máquinas CNC que mecaniza las piezas. En Lecreator, 98% de nuestro mecanizado plástico los trabajos pasan la primera vez y nuestros clientes disfrutan de una trazabilidad total de la materia prima importada.
Resumen: Ningún otro polímero está experimentando un uso tan creciente en diversas industrias como PEEK porque cada aplicación exige un conjunto único de atributos de rendimiento que ningún otro polímero mecanizable ofrece actualmente. Desde aplicaciones aeroespaciales hasta médicas y de semiconductores, cada nicho tiene sus propias idiosincrasias de mecanizado, pero el resultado final es consistentemente un ensamblaje de alto rendimiento.

Máquinas lecreadoras PEEK piezas a 0,025 mm con rendimiento de primera pasada 98%. Envíe sus dibujos para obtener una cotización gratuita.
Este artículo y los datos a los que se refiere fueron escritos por Lecreator (Shenzhen Le-creator Technology Co., Ltd.). Ejecutamos más de 80 máquinas con 17 años de experiencia en producción para máquinas CNC PEEK y otros metales y plásticos para aplicaciones aeroespaciales, médicas e industriales día tras día con una tolerancia de 0,025 mm con un rendimiento de primer paso de 98%. La información a la que se hace referencia aquí está tomada de hojas de datos publicadas para el material individual que se utiliza y los estándares de la industria. No es de ninguna manera un ejercicio de marketing de Lecreator y, con suerte, lo brindamos seriamente para ayudarlo a comprender mejor PEEK.









