


Unterstützender, professioneller und kundenorientierter Service
Nehmen Sie Kontakt mit Lecreator Company auf
Von Prototypen bis hin zur Serienproduktion sind Sie bei uns genau richtig.


Wie viel kostet die PEEK-CNC-Bearbeitung? Eine Preisaufschlüsselung nach Besoldungsgruppe
| Material | PEEK (Polyetheretherketon) |
| Typischer Kostenbereich | $50 – 1 TP4T300+ pro Teil |
| Materialkosten | $40 – 500/kg nach Besoldungsgruppe |
| Erreichbare Toleranz | ±0,001 (±0,025 mm) |
| Ma× Operating Temp | 260°C (500°F) kontinuierlich |
| Gemeinsame Noten | Virgin, GF30, CF30, Medizinisch |
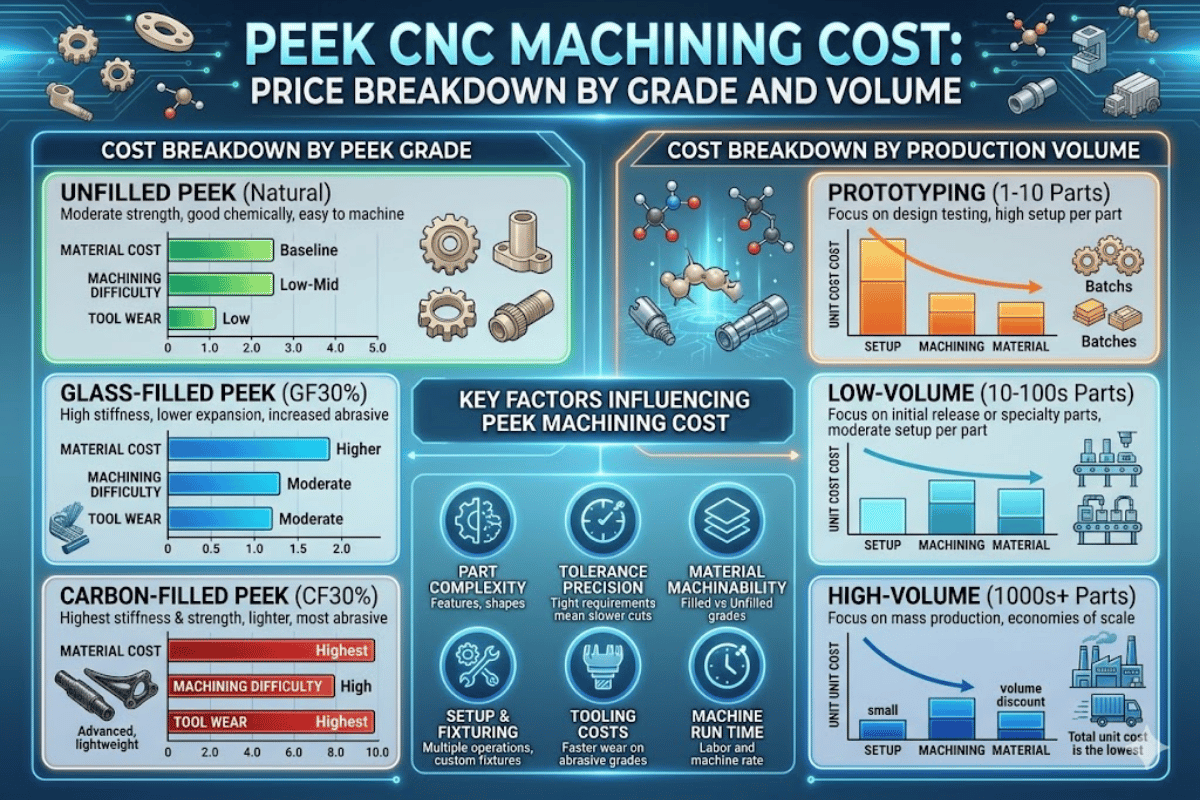
PEEK CNC-Bearbeitungspreis und Kosten ist eine Überraschung für viele Ingenieure Um ein Prototypenteil zu Null Vol. zu produzieren, können die Preise von 50 bis viele hundert Dollar reichen, und der Endpreis hängt von Faktoren ab, die nicht sofort transparent sind (insbesondere die Qualität von PEEK verwendet In diesem Artikel e.E.FTamin Real-World Kosten für jungfräuliches, Glas, und Kohlenstoff-gefülltes PEEK, geben Einblick in wie Teil comple-× und volme Auswirkungen auf die Kostenkurve, und skizzieren praktische Techniken, die Feldanwendungen Ingenieure verwenden, um pro Teil Kosten zu minimieren, ohne die Qualität zu beeinträchtigen.
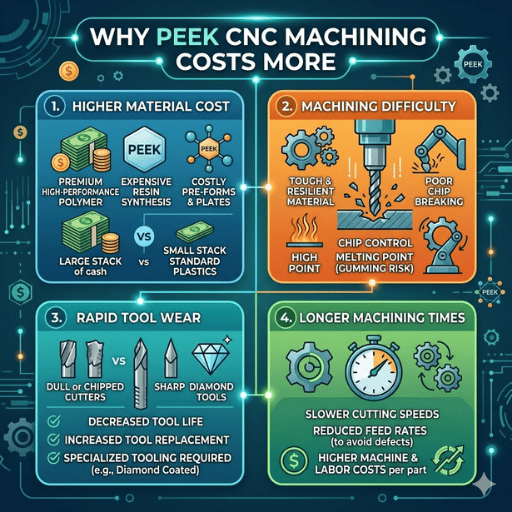
Der PEEK CNC-Bearbeitungspreis über Standard-Engineering-Kunststoffe ist erheblich, aber nicht aus den Gründen, die neue Käufer eSTREMpect Die Polyetheretherketon-Familie der teilkristallinen Thermoplaste überlebt einen kontinuierlichen 260 C (500 F) Betrieb mit überlegenen mechanischen Eigenschaften, hoher Festigkeit, und hoher Temperaturstabilität Eine solche Leistung kommt mit einem hohen Preisschild, aber es ist möglicherweise nicht die direktesten Kosten, die Sie verursachen werden.
Rohmaterial ist der wahre Kosteneinfluss, nicht der Bearbeitungsaufwand Marktbasierte Daten deuten darauf hin, dass der PEEK-Bestand je nach Sorte und Form zwischen 40-500 pro Kilogramm liegt, im Gegensatz zu 5-15/kg für Delrin, pro-Fach 10 x 10 x vor dem Schneiden! Basierend auf öffentlich zugänglichen Bearbeitbarkeitsfaktoren liegen die relativen Bearbeitungskosten von PEEK in der Größenordnung von 0,9 gegenüber 12L14 freibearbeitetem Stahl (oder mit einer Nennleistung von 1,0). In der Praxis sind PEEK-Maschinen fast genauso einfach wie anspruchsvolle Weichstahl, ein Umstand, der die populationsweite Fehleinstellung zu zerstreuen scheint, dass PEEK-Maschine schwierig ist.
Das soll nicht heißen, dass PEEK ohne weitere zusätzliche Bearbeitungsbedenken in die Werkstatt gelangt Seine Hitzebeständigkeit und geringe Wärmeleitfähigkeit drängen zu langsameren Bearbeitungsgeschwindigkeiten, um zu verhindern, dass sich zwischen Werkzeug und Werkstück Wärme ansammelt Normalerweise reduzieren Maschinisten die Vorschubraten um 20-301TP3 T auf die von Acetal oder Nylon, was die Bearbeitungszeit merklich verlängern kann. Gefüllte Qualitäten, insbesondere kohlenstofffaserverstärkte PEEK, beschleunigen den Verschleiß der Schneidwerkzeuge um das 2-3-fache und erhöhen die Werkzeugkosten. Diese drei Faktoren Materialpreis, Schneidgeschwindigkeit und Werkzeuglebensdauer sind somit für höhere Bearbeitungskosten im hohen Volumen von PEEK verantwortlich CNC-Bearbeitungsservice Kosten.
Zusammenfassung für das Kostenbewusstsein: Budget 50-701TP3 T der Gesamtproduktionskosten eines PEEK-Teils für die Rohmaterialkomponente Einfachere Bearbeitungsprozess-Steuerungstechniken sind zweitrangig Die hervorstechende Entscheidung ist die Notenwahl.

PEEK-Preise sind eine Funktion von Grad und Formfaktor Die richtige Auswahl ist entscheidend, um die Kostenkontrolle zu beenden Virgin PEEK Lagerproduktkosten liegen zwischen 100-2501TP4 T/kg, während Platz oder medizinisch zertifizierte Materialien 500$kg überschreiten können Die Ermittlung der Vorzüge, in das teuerste PEEK-Produkt zu investieren, das Sie tatsächlich benötigen, ist für Kosteneinsparungen unerlässlich.
| Klasse | Kosten/kg (Rod/Sheet) | Schlüsseleigenschaften | Typische Anwendungen |
|---|---|---|---|
| Jungfrau (Unerfüllt) | $100 –$250 | 100 – 115 MPa Zugfestigkeit, hervorragende chemische Beständigkeit | Allgemeine mechanische, Lebensmittelverarbeitung |
| GF30 (30% Glasfaser) | $150 –$350 | Erhöhte Steifigkeit, Dimensionsstabilität | Luft - und Raumfahrthalterungen, industrielle Verschleißteile |
| CF30 (30%-Kohlenstofffaser) | $200 –$450 | Höchste Kraft-Gewicht, elektrisch leitfähig | Halbleiter, Luft- und Raumfahrtstruktur |
| Medizinisch (ASTM F2026) | $150 –$500 | ISO 10993 Biokompatibel, USP-Klasse VI | Wirbelsäulenkäfige, Zahnimplantate, chirurgische Instrumente |
Virgin PEEK eignet sich gut für die meisten allgemeinen Bearbeitungsanforderungen, bei denen chemische Beständigkeit, Hochtemperaturbetrieb und niedriger Reibungskoeffizient gewünscht sind, die Applizierbarkeit jedoch nicht so streng ist, dass eine hohe mechanische Belastung erforderlich ist Gefülltes PEEK, verstärkt mit Glas- oder Kohlenstofffasern, erfüllt spezifische Luft- und Raumfahrt- und medizinische Anforderungen, bei denen die Bearbeitung von PEEK Dimensionsstabilität und erhöhte Steifigkeit ohne hohe Kosten erfordert. Andere wie GF30 30, gefüllt mit 30%-Glasfaser – repräsentativ bietet eine verbesserte Steifigkeit gegenüber Neu-PEEK ohne die volle Kostensteigerung, die reines CF30 aufweist.
Streifenqualität Spitzenökonomie Pure (Virgin Grade) hat den niedrigsten Preis, Günstigste Medizinische Qualität PEEK hat den höchsten Preis Die Preise von medizinischem Grad PEEK ist am höchsten wegen seiner Rückverfolgbarkeitsanforderung, Biokompatibilitätszertifizierung ASTM F2026 und ISO 10993, und die geringe Anzahl von Lieferanten Für einige Anwendungen, die nicht die Zertifizierung in Implantatqualität erfordern, wird der Wechsel von medizinischem zu jungfräulichem PEEK die Gesamtkosten um 50-701TP3 T senken.
Technische Anmerkung
Die Pelletpreise sind viel niedriger ($40-150/kg) als für Stab/Blechmaterial, da sie zu bearbeitbaren Teilen weiterverarbeitet werden müssen Es lohnt sich zu prüfen, ob ein Angebot auf Pellet oder Halbzeug basiert, allein dadurch kann eine 2 große Lücke im notierten Materialpreis entstehen Die Verwendung von Stab/Blechmaterial für Kunststoff CNC Bearbeitung Standardmäßig ist.
. Bitte beachten Sie. Diese Preisspannen werden aus mehreren industriellen Quellen und den Preislisten der Händler angesammelt, sodass die tatsächlichen Preise je nach Lieferant, Bestellmengen und Marktsituation unterschiedlich sein werden.
Zusätzlich zum Sortematerial werden drei Bearbeitungsparameter bestimmen, was die CNC-Bearbeitung in Bezug auf die PEEK-Teilkosten erfordert: Maßtoleranzen, geometrische Komplexität und Anforderungen an die Oberflächenbeschaffenheit Diese Parameter haben alle unterschiedliche Auswirkungen auf Bearbeitungszeit, Vorrichtungsanforderungen und Anzahl der Aufbauten, die zu p ART-Kosten führen.
Technische Hinweise zu Toleranzstufen und Kostenauswirkungen
Standard: ±0,0 „(±027 mm)) Grundbearbeitungskosten, erreichbar mit den meisten 3-Achsen-CNC-Geräten.
Präzision: ±0,0 „(±025 mm)) 015 –130 TP3T für die Bearbeitungskosten; kann ein Glühen zwischen den Vorgängen erfordern.
Ultrapräzision: ±0,00 „(±0113 mm), 0,006, 40,606, 3 T; erfordert eine klimatisierte Umgebung, spezielle Vorrichtungen und einen Spannungsabbau nach der Bearbeitung.
Die Teilgeometrie definiert die 3 vs. 5-Achsen-Bearbeitung Gerade nach vorne prismatische Teile mit Merkmalen auf einer oder zwei Flächen werden auf einer herkömmlichen 3-Achsen-Fräse oder Drehmaschine mit $35-140/h (=US-Bearbeitungszentren) oder $15-35/h (=Asien) bearbeitet Komplexe Formen, zweieckige Gewindelöcher, Hinterschnitte und dünnwandige Merkmale treiben die Maschinenzeit in den Bereich der ‘5-Achse mit $75-250/h im Inland oder $20-80/h von asiatischen Lieferanten.
Die Bearbeitung mit fünf Achsen erfordert eine längere Programmierzeit, eine spezielle Befestigung und eine längere Einrichtungszeit, kann jedoch die Gesamtkosten für Teile drastisch senken, indem mehrere Setups und Fehler bei der Neupositionierung von Teilen eliminiert werden.
Oberflächenveredelung ist ein weiterer Faktor Die regulären bearbeiteten Oberflächen Ra 1,6-3,2 Meter werden angenommen, ohne Extrakosten in den angegebenen Bearbeitungskosten enthalten zu sein Eine polierte Oberfläche Ra 0,2-0,4 Meter ist ein zusätzlicher Vorgang und fügt den Bearbeitungskosten zusätzliche 20-401TP3 T hinzu.
PEEK poliert gut, aber jeder zusätzliche Vorgang verlängert die Handhabungs- und Bearbeitungszeit.
Das Glühen wird bei PEEK-Kalkulationen oft weggelassen. Bei der Bearbeitung neigt PEEK zum Aufbau von Eigenspannungen, was zu Maßänderungen nach der Bearbeitung führt, insbesondere wenn enge Toleranzen angegeben sind. Das Glühen bei 200 C nach der Bearbeitung kann diese Spannungen verringern; Dieser Prozess kostet zwischen $15 und $50 pro Charge und verlängert die Vorlaufzeit der Charge um 1 bis 2 Tage.
Um hochpräzise PEEK-Komponenten herzustellen, wird bei den meisten hochpräzisen PEEK-Teilen geglüht (zwischen Vor- und Endbearbeitungsdurchgängen); Dadurch werden der Produktion dieser Teile viele Werkzeugwechsel- und Einrichtungsschritte hinzugefügt.
Lassen Sie eine enge Toleranz nur auf zusammenpassenden Flächen und kritischen Abmessungen. Feldingenieuren wird gesagt, dass die Bearbeitungskosten für ein durchschnittliches PEEK-Teil um 15-25% gesenkt werden, wenn ein Merkmal nicht kritisch ist, wenn Sie dieses Merkmal um 0,001 0,005 lockerer bearbeiten, da Sie keinen Endbearbeitungsdurchgang und keine Wärmebehandlung durchführen müssten Zyklus.
Die PEEK CNC-Bearbeitungskosten werden mit steigender Größe des Produktionslaufs erheblich sinken. Eine Prototypkomponente, die bei 5 Stück jeweils $200 kostet, könnte bei Produktionsmengen zwischen $30 und $50 bepreist werden. Tabelle 3 unten zeigt indikative Preise auf drei Produktionsebenen basierend auf Assembler-Quoten, Maschinistenforen und Benchmarking-Berichten:
Diese Zahlen zeigen Richtwerte für die drei Produktionsebenen.
| Produktionsstufe | Qty-bereich | Preis pro Teil | Lieferzeit | Schlüsselkostenfahrer |
|---|---|---|---|---|
| Prototyp | 1 10 Stück | $80 –$300+ | 3 – 7 Tage | Einrichtungszeit, keine Werkzeugamortisation |
| Kleine Charge | 50 500 Stück | $20 –$120 | 2 – 4 Wochen | Werkzeugamortisation, reduziertes Setup/Teil |
| Produktion | 1.000+ Stück | $8 $60 | 4 – 8 Wochen | Skaleneffekte, automatisierte Prozesse |
Noch auffälliger ist das Prototyp-zu-Produktions-Kostendelta bei PEEK im Vergleich zu Standardpolymeren. Alle Einrichtungs-, Programmier- und Erstartikel-Inspektionskosten werden während der Prototypenphase natürlich nur für eine Handvoll CNC-bearbeiteter Teile amortisiert, aber wenn das Volumen die Hundert-Fuß-Zahl erreicht, werden diese Fixkosten pro Stück unbedeutend und Produktionswerkstätten können Licht-Aus-Bearbeitungsläufe radeln, die sowohl Bearbeitungszeit als auch Bearbeitungskosten noch weiter reduzieren.
Aus einer gewissen Perspektive zeigen maschinistische Fragen, die in Branchenforen (einschließlich beispielsweise der MACHINIST-Facebook-Gruppe) veröffentlicht wurden, dass US-Bearbeitungswerkstätten $150-600 pro Stück für maschinell bearbeitete PEEK-Teile mit geringem Volumen und 2 Durchmesser und mäßiger Komplexität anbieten. Asiatische Hersteller, die die gleiche Geometrie angeben, sind tendenziell 2-4 niedriger, nicht unbedingt von Qualität, aber sicherlich von Kosten. Der Unterschied würde einfach durch die Kostenstruktur (und die verbleibenden wettbewerbsfähigen Schnitzereien der Welt) erklärt, wenn ein Geschäft erfolgreiche PEEK-Bearbeitungserfahrung nachweisen könnte.
Wenn die Schätzungen der Gesamtproduktionskosten über 500-1.000+ Einzelteile steigen, ist das Spritzgießen eine Überlegung wert. PEEK-Spritzgießen erfordert spezielle Hochtemperaturformen (Werkzeugkosten bei $15.000-$50.000+), aber die Kosten pro Einheit sinken je nach Geometrie auf etwa $3-15. Breakeven wird stark von der Teilekomplexität beeinflusst: Einfache Formen (z. B. Stechstab-Schraubenflöten) können das Formen bei weniger als 1.000 Teilen vertretbar machen, während komplexe Geometrien mit engen Toleranzen und Schnittstellen bis zu 2C00 bearbeitet werden können.
Erhalten Sie unbedingt Preisangebote in mehreren Volumenunterbrechungen ($10, $50, $250, $1K), bevor Sie sich für einen Prototypenauftrag mit schneller Drehung engagieren, um die Volumen-Kosten-Beziehung und die finanziellen Mind-Trips zu verstehen, die zur Förderung größerer Produktion erforderlich sind Mengen.
Bitte beachten Sie, dass es sich bei diesen Bereichen um Schätzungen handelt, die auf Branchendaten und Anführungszeichen der Maschinenwerkstatt basieren. Faktoren wie Teilegeometrie, Bearbeitungstoleranzen, verwendete PEEK-Qualität und genaue erforderliche Dienstleistungen wirken sich auf die tatsächlichen CNC-Bearbeitungskosten aus.
Für produktionsreife Angebote mit garantierten Toleranzen können CNC-Bearbeitungsspezialisten in PEEK eine Aufschlüsselung der Einzelposten nach Materialqualität, Bearbeitungskosten sowie Sekundärveredelungen oder -behandlungen anbieten.
In manchen Situationen ist PEEK einfach keine absolute Anforderung Bevor Sie eine Prämie für teure Bearbeitungsdienstleistungen auf einem $30-Kunststoff zahlen, sollten Sie unbedingt prüfen, ob ein kostengünstigerer technischer Thermoplast die gleiche Funktion bieten kann. Um die Wahl zu leiten, finden Sie hier fünf Thermoplaste, die nach vergleichenden Festigkeits-, Chemie-, Feuer- und Temperaturstandards gebohrt und bearbeitet wurden.
| Eigentum | GUCK | Delrin (POM) | Ultem (PEI) | PTFE | Nylon 66 |
|---|---|---|---|---|---|
| Materialkosten/kg | $40 – $500 | $5 $15 | $25 –$80 | $15 –$40 | $3 1 TP4T10 |
| Max Kontinuierliche Temperatur | 260°C | 90°C | 170°C | 260°C | 80°C |
| Zugfestigkeit | 100 –115 MPa | 69 –80 MPa | 85 120 MPa | 20 –35 MPa | 70 –85 MPa |
| Bearbeitbarkeit | Mäßig | Ausgezeichnet | Gut | Schwierig (weich) | Gut |
| Typischer Stundensatz | $50 – $200 | $30 $80 | $40 –$120 | $35 $100 | $25 –$70 |
| Am besten für | Hochtemperatur, Medizin, Luft- und Raumfahrt | Zahnräder, Lager, allgemein | Elektrische, medizinische Gehäuse | Chemisch, reibungsarm | Kostensensitives Bauwerk |
Die relative Bearbeitbarkeit von PEEK ist mäßig: Es schneidet sauber mit einer Karbidfräse, aber die Vorschubgeschwindigkeit und die Kühlmittelstrategien müssen optimiert werden, um eine effektive Materialentfernung zu gewährleisten. Delrin (POM) ist jedoch einer der einfachsten Kunststoffe rund um „ganz weich, mit entsprechender Dichttoleranzstabilität und Spanbildung. PTFE-Materialien liegen tendenziell am anderen Ende des Spektrums: weich und leicht zu bearbeiten, neigen jedoch erheblich zu Verformungen unter dem Druck des Schneidwerkzeugs, was einen langsameren Betrieb und längere Zykluszeiten erfordert.
Branchenquellen zeigen, dass viele anwendungsspezifische Konstrukteure feststellen, dass Sie von einem $30 Delrin zu einem $140 PEEK-Teil gelangen, kein funktionaler Nutzen, sondern nur eine Eskalation der Materialkosten. Natürlich muss die Betriebstemperatur berücksichtigt werden: Wenn Ihr Arbeitszustand nie höher als 85-90 C sein wird, wird eine gute Qualität von Nylon, Ultem (PEI) oder Keta-Clear POM$ wahrscheinlich zu deutlich geringeren Kosten mit der Funktion eines PEEK-Teils übereinstimmen.
PEEK kann seine Kosten in den Hybridanforderungen wirklich rechtfertigen: kontinuierliche Exposition über 200 C, die hochaggressive chemische Umgebung und die obligatorische Biokompatibilität, die von den Anforderungen der Luft - und Raumfahrt, der Automobilindustrie und der Medizin gefordert wird In diesen Fällen gibt es nichts weniger Teures, das die Kombination aus mechanischer Festigkeit, chemischer Stabilität und Langzeitstabilität innerhalb dieser Betriebsbedingungen erreichen kann, die von PEEK erhältlich ist.
Zum Vergleich von bearbeitbaren Kunststoffen mit Angebotsfähigkeit siehe die CNC-Bearbeitungsservice-Seite (pdf) von Lecreator, die das gesamte Trägermaterial enthält.
Wichtige Tatsache: beurteilen Sie Ihre realen Betriebsbedingungen, wechseln Sie nicht zu PEEK, nur weil Nehmen Sie sich 10 Minuten Zeit, um ein paar wichtige Punkte zu überprüfen, es wird Ihnen 3-5 Kostenüberschreitungen auf einem Teil sparen, das keine PEEK-Leistung verlangt.
Die Senkung der PEEK-Teilkosten sollte nicht zu Lasten der Leistung gehen. Der Großteil der Kosten wird durch Entscheidungen in Design und Beschaffung verursacht, anstatt die günstigere Option auf Qualität zu wählen. Hier sind die sieben Taktiken, die Beschaffungsexperten und Konstrukteure zur Kostensenkung bei der PEEK-CNC-Bearbeitung anwenden.
1. Wählen Sie die entsprechende PEEK-Note – nicht zu viel bereitstellen. Virgin PEEK wird fast alle mechanischen und chemischen Prozesse erfüllen.
Durch Hinzufügen von GF30 (glasgefüllt) oder medizinischer Qualität zu ungefülltem PEEK, wenn letzteres die Entwurfsparameter erfüllt, wird die endgültige Materialspezifikation um 1 TP4T50-250/kg erhöht. Überprüfen Sie die tatsächliche Betriebstemperatur, Belastung und regulatorischen Anforderungen, bevor Sie eine verstärkte oder zertifizierte Qualität auswählen.
2. Konstruktion für Herstellbarkeit Dichte Toleranzmerkmale nur auf solche Abmessungen minimieren, die funktionell enge Toleranzen erfordern.
Jedes Merkmal, das auf 0,001 oder enger gehalten wird, erfordert einen zusätzlichen Endbearbeitungsdurchgang, einen Glühzyklus und einen Inspektionsschritt. Verwenden Sie Standardtoleranzen auf nicht passenden Oberflächen.
3. Chargen Sie Ihre Bestellungen Prototypenpreise sind 3-5 mal mehr als Produktionspreise pro Teil.
Wenn Sie Wiederholungsbestellungen haben, ermitteln Sie mehrere Teile oder Chargenbestellmengen. Durch den Umzug von 5 Stück auf 50 Stück können die Kosten/Teil um 40-601 TP3T gesenkt werden.
4. Für Volumina über 500-1000 betrachten PEEK Spritzguss Bei diesen Volumina werden die Kosten pro Teil für einfache Formen und Formen minimiert (3-15), aber Werkzeugkosten sind teuer ($15.000 $50.000+).
5. Verwenden Sie einen erfahrenen PEEK Maschinisten Geschäfte, die mit PEEK erfahren sind, werden Schrottraten unter 10% haben.
Geschäfte, die neu bei PEEK sind, werfen oft 20-401TP3 T des Bestands weg, aufgrund unsachgemäßer Zufuhr und Geschwindigkeit, thermischer Beschädigung an der Außenseite des Bestands und Befestigungsfehlern. In Anbetracht des Materialpreises von PEEK ist eine Schrottratendifferenz von 301TP3 T bei einer Stange von 250/kg eine Kostenvariation pro Teil.
6. Halten Sie die Materialverschwendung auf ein Minimum, indem Sie nach Möglichkeit netznahe Zuschnitte verwenden. Eine effiziente Verschachtelung mehrerer Komponenten auf einem einzelnen Stab oder einer einzelnen Folie ist eine empfohlene Möglichkeit, die Materialmenge, die zu Spänen wird, zu verringern.
Lassen Sie sich bei maßgeschneiderten PEEK-Komponenten vor dem Kauf von Lagerbeständen von Ihrem Maschinisten beraten.
7. Anforderungen an die Oberflächenbeschaffenheit reduzieren Verwenden Sie polierte Oberflächen (Ra 0,2-0,4 m) nur auf Oberflächen, die für funktionell wichtigen Kontakt oder Abdichtung erforderlich sind.
Geben Sie keine polierte Oberfläche auf nicht funktionierenden bearbeiteten Oberflächen (Ra 1,6-3,2 m) an, was die Kosteneffizienz verbessert, indem Entfernungsschritte eliminiert werden, die die Endbearbeitungskosten um 20-40% erhöhen.
Lecreator verfügt über 17 Jahre Erfahrung mit der Bearbeitung von Kunststoffen in technischer Qualität einschließlich aller PEEK-Qualitäten auf 80+ CNC-Bearbeitungszentren. 981TP3 T First-Pass-Ausbeuterate Präzisionsbearbeitungstoleranzen bis 0,001 (0,025 mm) Reichen Sie Ihre Designdatei für ein schnelles Angebot mit einem detaillierten Kostenvoranschlag ein.
Die Preisinhalte in diesem Artikel basieren auf CNC-Shop-Ratenumfragen, Diskussionen in einzelnen Maschinistengruppenforen, aufgeführten PEEK-Materialvertriebspreisen, veröffentlichten Herstellerdokumentationen von Victrex und Drake Plastics. Ab 2025/2026 wurden Kostenbereiche basierend auf der Sorte (Jungfrau, GF 30, CF30, Medizin) gesammelt. Das spezifische Design, der Toleranzstapel und das Bestellvolumen Ihres Teils wirken sich auf Ihr eigenes Angebot aus.









