


Unterstützender, professioneller und kundenorientierter Service
Nehmen Sie Kontakt mit Lecreator Company auf
Von Prototypen bis hin zur Serienproduktion sind Sie bei uns genau richtig.


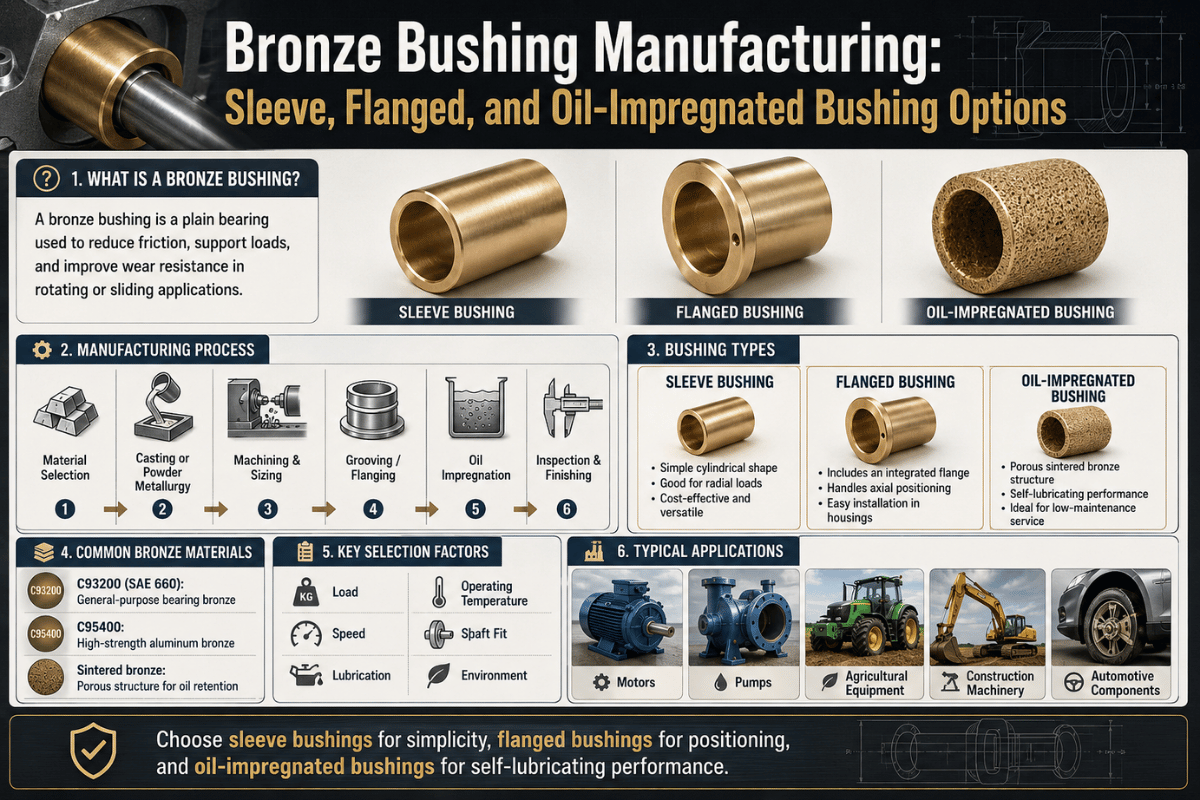
Bei der Herstellung von Bronzebuchsen wird ein Gleitlager (Hülsenlager) aus Kupferlegierung durch Gießen, Sintern oder CNC-Bearbeitung in eine präzise Bohrung geformt, die eine rotierende oder gleitende Welle auf einem dünnen Schmierfilm ohne Walzelemente trägt. Diese Führung geht durch die Herstellung dieser Buchsen, die von Ihnen angegebenen Hülsen-, Flansch- und ölimprägnierten Optionen, die Legierungs- und PV-Grenzen-Mathematik, die entscheidet, ob eine Buchse hält oder festsitzt, und die Presssitzdetails, die die meisten Aufträgen ergeben.
| Arbeitstierlegierung | C9320 (SAE 60) Zinnbronze 60 Brinell ~65, Zug ~240 MPa (34.800 psi) |
| Grenzgeschmierter PV-Grenzwert | C9320; si 75.000 ·fffm; gesintert 50.000 m; Mangan 60.000 C8300 Bronze 150,00 |
| Lauffreigabe | 0,001 Zoll Schaftdurchmesser (allgemeine Regel, zuerst 5 Zoll) |
| Standardformulare | Der Schub mit einfacher Hülse, jeweils mit Flansch, Öl/Grille oder Graphit-Plugged erfolgte |
| Maßstäbe | ASTM B505 (Dauerguss), B148 (Sandguss), B271 (zentrifugal); SAE J461/J462 |
| Beste Verwendung | Hochlast, niedrige bis mittlere Geschwindigkeit, Stoß und Schmutz-/Nassbetrieb bei Ausfall von Wälzlagern |
Bronzebuchsen werden durch drei Verfahrensfamilien hergestellt, und die Route legt die Toleranz, das Finish, die Vorlaufzeit und die Kosten fest. Durch Gießen (kontinuierlich, zentrifugal oder Sand) entsteht dichter, starker Stoff; Sintern presst Bronzepulver in ein poröses, ölhaltiges Teil; und die CNC-Bearbeitung schneidet eine fertige Buchse von Gusstab zu einem Druck. Die meisten Produktionsteile kombinieren zwei Schritte: Guss oder Sinterung zu einem nahezu netznahen Rohling und anschließende Bearbeitung der Bohrung, die eigentlich wichtig ist.
Toleranz ist der Grund, warum es auf das Verfahren ankommt Gussmaterial ist stark, aber maßlos locker; die Bohrung und OD, die eine Welle lokalisieren, müssen im Anschluss geschnitten werden, nach der Lagerführung der Copper Development Association aus gegossener Bronze sollte die Bohrung eines Gusslagers nach Herstellung und Einbau des Teils fertig bearbeitet werden, nicht im Gusszustand belassen werden, dort verdient eine Maschinenwerkstatt ihren Platz: Auf einer Drehmaschine bearbeitete Strangguss-Stange C93200 hält eine weitaus engere, wiederholbarere Bohrung als ein Guss von der Stange.
| Ablaufstrecke | Typische Bohrungstoleranz | Stärke / Struktur | Sparvolumen | Am besten für |
|---|---|---|---|---|
| Stranggussstange + Bearbeitung | Dicht (bearbeitet H7, bis ±0,0002 Zoll mit Luftmessung) | Dichte, einheitliche, klangliche | Niederhoch (Lagerleiste) | Präzisionshülsen-/Flanschbuchsen |
| Zentrifugalgießen + Bearbeitung | Nach der Bearbeitung fest | Sehr dichtes, feines Korn | Mittelhoch; große OD | Große Ringe, Großbohrbuchsen |
| Sandguss + Bearbeitung | Locker im Guss; nach dem Schnitt fest | Ausreichend; mögliche Porosität | Geringe Lautstärke, ungerade Formen | Einmalige, komplexe Geometrie |
| Gesintert (Pulvermetall) | Gepresst/groß, netznah | Porös (ölhaltig) | Nur hohe Lautstärke | Kleine selbstschmierende Oilite-Buchsen |
| CNC-Drehen von der Stange (bearbeitet auf Druck) | Engste, vollständig benutzerdefinierte | Erbbar (dicht) | Prototyp-Medium | Zeichnungen, Muster, Speziallegierungen |
| CNC + Präzisionshonung der Bohrung | Spiegelfinish, genaue ID | Dichte | Prototyp-Medium | Enge Laufzeiten mit niedrigem Ra-Gehalt |
| Gesinterter + bearbeiteter moderner Verbund | Nahezu netz + Finish Cut | Poröse Bronze + Polymer | Hohe Lautstärke | Wartungsfreie Verschleißflächen (gemäß USPTO US20140023540A1) |
| Graphit-stecker-bearbeitung | Gebohrt + gesteckt + bearbeitet | Massive Bronze + Massivschmierstoff | Niederes Mittel | Trockener, hoher Temperatur, oszillierender Einsatz |
| Dauerguss-Verschleißplatte / - band | Bearbeitet flach + Löcher | Dichte | Niederes Mittel | Dias und Gibs (Geschwisterprodukt) |
Toleranzklassen und Veredelung spiegeln die allgemeine Praxis in der Maschinenwerkstatt wider; Die Zahlen zur gesinterten Porosität folgen MPIF Std 35 / ASTM B438.
Ein Gussrohling ist keine fertige Buchse Planen Sie eine Endbearbeitung bzw Präzisionshonung Bohrung weitergeben, nachdem das Teil in sein Gehäuse gedrückt wurde, denn die Bohrung bewegt sich während der Installation (siehe Abschnitt Press-Fit).Bei uns im Geschäft läuft die allgemeine Drehtoleranz auf ±0,005 mm, mit Draht-EDM-Merkmalen auf ±0,002 mm und KMG-Verifizierung an kritischen Bohrungen.

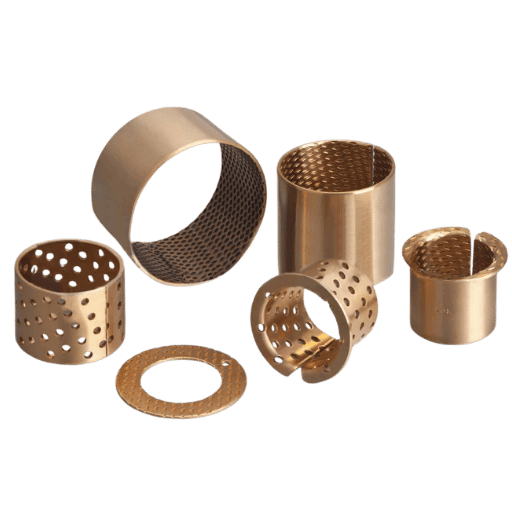
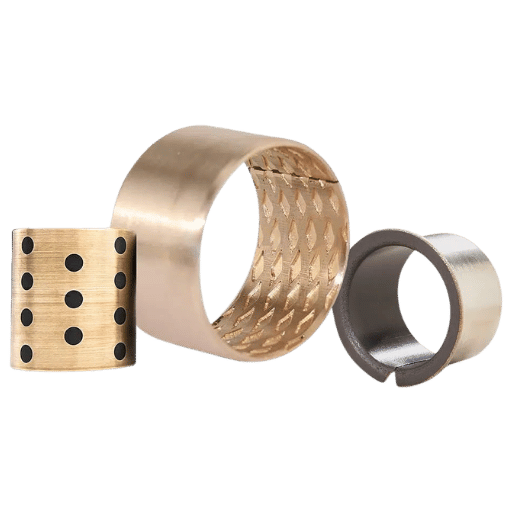
Bronzebuchsen gibt es in drei Ladungsrichtungsfamilien, und jede wird schlicht, öl-/fettgerillt oder graphitgesteckt angeboten. Eine Ebene Hülse Radiallast trägt (zylindrische) Buchse A Flanschiert Buchse fügt einen Kragen hinzu, der auch leichte axiale (Schub) Last aufnimmt und das Teil in seinem Gehäuse anordnet A Schubscheibe Griffe reine axiale Last Wählen Sie die Form nach der Richtung, in die Ihre Welle drückt, und wählen Sie dann den Schmierstil danach aus, wie oft Sie sie wieder einfetten können.
Eine Buchse ist einem Lager, insbesondere einem Gleitlager (gleitend). “Lager” umfasst jedes Bauteil, das zwei Teile mit geringer Reibung bewegen lässt, einschließlich Kugel, Rollen, und Nadellager, die Wälzkörper verwenden Eine Buchse ist der Untertyp ohne Wälzkörper: eine einteilige Gleitfläche, gegen die die Welle gleitet Jede Bronzebuchse ist also ein Lager, aber nicht jedes Lager ist eine Buchse.
| Typ / Formular | Lastrichtung | Schmierung | Typische Verwendung |
|---|---|---|---|
| Schlichthülse (zylindrisch) | Radial | Äußeres Öl/Fett | Allgemeine Dreh-/Schiebewellen |
| Öl-/fettrillenhülse | Radial | Über Rillen mit Fett/Öl beschickt | Schwingende, schwer erreichbare Punkte |
| Graphit-steckerhülse | Radial | Fester Graphit (Selbstschmierstoff) | Trocken, schnell, intermittierend |
| Einflanschhülse | Radial + leicht axial | Einer der oben genannten | Gelegene Schächte, Förderbänder |
| Doppelflanschhülse | Radial + Zwei-Wege-Axial | Irgendwelche | Leichte, erbeutete Schächte |
| Schubscheibe | Reine axiale | Gerillt oder gesteckt | Zahnradflächen, Drehtische |
| Ölimprägniertes Sintergut (Oilite-Typ) | Radial / axial | Selbstschmierstoff (Öl in Poren) | Wartungsfrei, geringe Belastung, höhere Geschwindigkeit |
| Cored / maschinell bearbeitete kundenspezifische | Irgendwelche | Wie angegeben | Nicht standardmäßige Größen, spezielle Legierungen |
| Verschleißplatte/-streifen aus Bronze | Flachgleiten | Gerillt / gesteckt | Gibs, Wege, presseplatten |
| Zapfen / kugelförmig (selbstausrichtend) | Radial + Fehlausrichtung | Schmieren | Verknüpfungen, Drehzapfen |

Bronze ist nicht ein Material Lagerbronzen, die in fünf Arbeitsfamilien aufgeteilt sind: Zinnbronzen (Festigkeit), bleihaltige und hochbleite Zinnbronzen (das Blei verleiht Gleitfähigkeit für den Start-Stopp-Einsatz), Aluminiumbronzen (Festigkeit plus Korrosionsbeständigkeit) und Manganbronzen (höchste Festigkeit).Das Auswahldatenblatt der Copper Development Association ordnet jede einer Pflicht zu, und die Kurzfassung lautet C93200 (SAE 660) ist das Arbeitstier: Es gleicht Tragfähigkeit, Verschleißfestigkeit und Bearbeitbarkeit für die meisten Arbeiten aus, mit einer Brinell-Härte nahe 65 und einer Zugfestigkeit um 240 MPa.
Erreichen Sie C93200 nur dann, wenn die Pflicht es erzwingt Aluminiumbronze (C95400/C95500) und Manganbronze (C86300) tragen weit höhere Lasten, aber hier ist der Haken, den die Kataloge begraben: die stärkste Bronze ist die langsamste C86300 führt die Lastkarte noch ist für die niedrigste Oberflächengeschwindigkeit bewertet, denn bei Geschwindigkeit macht es Wärme schneller als es abgibt, die Verschleißgrenze der Druckgeschwindigkeit Das begrenzt jedes Gleitlager Diese Hartlegierungen erfordern auch eine gehärtete, gut verarbeitete, gut ausgerichtete Welle, die eine hochfeste Bronze aufnimmt und sie auf einer weichen oder rauen Welle läuft, bewegt den Verschleiß einfach auf den Zapfen.
| Legierung (UNS) | Familie | Maximale Belastung P (psi) | Maximale Geschwindigkeit V (sfm) | Wählen Sie es wann |
|---|---|---|---|---|
| C93200 (SAE 660) | Bleiblech | 4,000 | 750 | Standardmäßige Allzweckpflicht |
| C93700 | Bleihochverzinnter | 4,000 | 1,000 | Höhere Geschwindigkeit, Randschmierstoff |
| C90300 | Zinn | 5,000 | 250 | Höhere Belastung, bleifrei, langsam |
| C90700 | Zinn (Zahnrad) | 5,000 | 250 | Schneckengetriebe, schwere langsame Lasten |
| C95400 | Aluminiumbronze | 6,000 | 250 | Hohe Belastung + Korrosion, Hartschacht |
| C95500 | Aluminiumbronze | 7,000 | 300 | Sehr hohe Belastung, marine |
| C86300 | Manganbronze | 8,000 | 150 | Höchste Stoßbelastung, langsamste Geschwindigkeit |
| C54400 | Phosphorbronze | ~3,500 | 1,000 | Müdigkeit, leichte Hochgeschwindigkeit |
| SAE 841 (gesintert) | Ölimprägniertes PM | 2,000 | 1,200 | Wartungsfrei, geringe Belastung, höhere Geschwindigkeit |
| C89320 (bleifrei) | Wismutbronze | ~4,000 | ~750 | C93200-Klasse-Zoll, RoHS-Märkte |
P- und V-Grenzwerte aus veröffentlichten Branchenlagerkatalogen (grenzgeschmiert), im Einklang mit den Lagerbewertungen für Gussbronze der Copper Development Association; Eine bestimmte Legierung kann nicht gleichzeitig mit maximal P und maximal V laufen. Die CDA stellt fest, dass die bleifreie Wismutbronze C89320 sehr ähnlich wie C93200 abschneidet.

Ölimprägnierte Bronzebuchsen werden im Pulver-Metall-Verfahren (Sintern) hergestellt, nicht durch Gießen und Bearbeiten, Bronzepulver, typischerweise etwa 901TP3 T Kupfer und 101TP3 T Zinn, wird zu einem Teil gepresst und gesintert, das etwa 20251TP3 T Porös nach Volumen ist, und dieses Porennetz wird dann vakuumgefüllt mit Schmieröl Wenn sich die Welle dreht und die Buchse erwärmt, tritt das Öl aus den Poren an die Lageroberfläche; Wenn es abkühlt und stoppt, zieht die Kapillarwirkung das Öl wieder ein. Deshalb kann eine gesinterte Buchse mit geringer Geschwindigkeit weiterlaufen - Schmier-O - moderne schubropf-opperte - (Type-opperre Patentierte Konstruktion Dispergiert ein Polymer in der porösen Sinterbronzeschicht zur Verschleißoberfläche, als rauer Temperaturführer werden gesinterte ölimprägnierte Qualitäten üblicherweise auf etwa 120 °C und feste Gussbronze auf etwa 200 °C gehalten, oberhalb derer das imprägnierte Öl abgebaut wird oder der Schmierfilm zerfällt, eine Erinnerung daran, dass “selbstschmierend” ein Arbeitsfenster und kein Blankoscheck ist.
Für ihre Nennleistung, nein, das in den Poren gehaltene Öl ist das Schmiermittel, das ist der ganze Punkt einer selbstschmierenden Buchse Aber “selbstschmierend” hat Grenzen: Die Ölzufuhr ist endlich, und sehr niedrige Drehzahlen oder starke intermittierende Lasten können der Dochtwirkungswirkung entlaufen, feste gegossene Bronze ist das Gegenteil, sie braucht immer einen externen Öl - oder Fettfilm, während graphitgesteckte Bronze Festschmierstoffstopfen für den Trocken - oder Hochtemperaturdienst trägt.
Eine gängige Shop-Annahme ist, dass ölimprägnierte Bronze niemals nachgeahmt werden darf In der Praxis ist es differenzierter: Maschinisten haben zwar Größe Oilite-Buchsen, aber nur mit einer außergewöhnlich scharfen Reibahle oder einer Schlichtekugel Ein stumpfes Werkzeug schmiert die Oberfläche und schließt genau die Poren, die das Öl halten, was die Selbstschmierung tötet Wenn Sie eine präzise Nachbaubohrung in einer Sinterbuchse benötigen, planen Sie für scharfes Werkzeug oder Polieren, nicht die Bohrstange, die Sie auf massiver Gussbronze verwenden würden.
Die einzige Zahl, die darüber entscheidet, ob eine Bronzebuchse erhalten ist, ist ihre PV-wertLagerdruck (P, in psi) multipliziert mit der Oberflächengeschwindigkeit (V, in Fuß pro Minute) Unterhalb der PV-Grenze der Legierung laufen und Reibungswärme überschaubar bleibt; diese überschreiten und die Buchse Wärme schneller machen, als sie sie abgeben kann, dann ergreift Die USA. Zeitschriftenführende Forschung des National Institute of Standards and Technology Rahmen die gleiche Idee durch Wärmeableitung: Ein Gleitlager versagt, wenn die Reibungswärme aus der Kühlung austritt.
“Eigentlich konstruierte und geschmierte Hülsenlager aus Bronzeguss bieten Betriebs - und Verschleißleistungen, die ihresgleichen suchen”
Copper Development Association, Handbuch zum Design von Lagerbeständen aus Gussbronze
Der Haken in diesem Satz ist “richtig gestaltet”: PV-Hülle, - Spiel und - Legierung müssen alle ausgerichtet sein, oder die Buchse macht Wärme schneller, als sie sie abgibt.
Berechnen Sie es in drei Schritten. Oberflächengeschwindigkeit V = 0,262 ̄n Schaft RPM (in). Druck P = Radiallast (lb) projizierte Fläche = projizierte Fläche Durchmesser ̄N B. Durchmesser ̄N-Buchse für PV multiplizieren. Eine 3⁄4-Zoll-Welle mit 341 RPM unter 90 lb auf einer 1-Zoll-langen Buchse ergibt V 67 sfm, P = 120 psi und PV 8.040, bequem in der Hülle jeder Bronze.
| Material | Max P (psi) | Max V (sfm) | Max PV (psi·fpm) |
|---|---|---|---|
| C93200 Zinnbronze (SAE 660) | 4,000 | 750 | 75,000 |
| C93700 hochbleites Zinn | 4,000 | 1,000 | 85,000 |
| C90300 Zinnbronze | 5,000 | 250 | 90,000 |
| C90700 Zahnradbronze | 5,000 | 250 | 100,000 |
| C95400 Aluminiumbronze | 6,000 | 250 | 125,000 |
| C95500 Aluminiumbronze | 7,000 | 300 | 135,000 |
| C86300 Manganbronze | 8,000 | 150 | 150,000 |
| Gesinterte Bronze (SAE 841-Klasse) | 2,000 | 1,200 | 50,000 |
| Nylon (für Kontrast) | 400 | 360 | 3,000 |
Werte, die aus veröffentlichten Branchenkatalogen zusammengestellt wurden und mit den Bewertungen von Gussbronzelagern der Copper Development Association übereinstimmen. Hierbei handelt es sich um Grenz-/Mischfilmkataloggrenzen, ein hydrodynamisches Vollfilm- oder externes Drucklager kann mit einem weitaus höheren berechneten PV laufen (die NIST-Arbeit zur Journaltragfähigkeit führt viel höhere angenommene hydrodynamische Zahlen an), also behandeln Sie die Tabelle als Auswahlboden und nicht als universelle Decke.
Für Lauffreiheit gilt die seit langem geltende Faustregel 0,001 Zoll Durchmesserspiel pro Zoll Schaftdurchmesser, bis etwa zu den ersten 5 Zoll Welle, eine Figur, die sowohl in modernen Ingenieurforen als auch im Markenhandbuch von 1942 für Lager unter 600 fpm auftaucht Halten Sie die Wand dick genug, um sie ohne Verzug zu bearbeiten und zu drücken: Ein praktischer Boden ist etwa 0,060 in (1,5 mm) As MIT-Designunterricht Setzt man es so, leben die meisten Gleitkontaktlager im Grenzregime und gehorchen einer maximalen Druck-Geschwindigkeits-Grenze.

Hier ist das Detail, das Käufer bei ihrer ersten Bronzebuchsenbestellung überrascht: Die Bohrung schrumpft, wenn man die Buchse in ihr Gehäuse drückt. Wenn eine Presspassungbuchse in eine Bohrung gedrückt wird, überträgt sich der Großteil dieser radialen Störungen nach innen, wenn die Bohrung dicht am Innendurchmesser liegt. Die allgemeine Geschäftspraxis geht davon aus, dass sie etwa 80100% der Störung beträgt, wobei der genaue Anteil mit der Wandstärke und der Gehäusesteifigkeit variiert. Bestellen Sie eine Buchse, die auf “fertige” Größe gerollt ist, und sie läuft nach der Installation auf der Welle unter und bindet sie.
Sequenz, nicht Glück, macht es richtig Die Copper Development Association warnt ausdrücklich davor, Close-In genau vorhersagen zu wollen, um ein Finish zu vermeiden: die Bohrung fertig zu bearbeiten oder auf ihre endgültige Größe zu bringen Nach Die Buchse wird eingepresst Bei einer gesinterten Oilite-Buchse mit einer scharfen Reibahle oder Polierkugel (niemals ein stumpfes Werkzeug) beziffern, bei massiver Bronzeguss nach dem Pressen bohren oder reiben, Einlauffasen von 1530° helfen dem Teil, ohne das Gehäuse zu scheren geradeaus zu starten.
| Was Sie sehen | Wahrscheinliche Ursache | Fix |
|---|---|---|
| Polierte, dann ummauerte/genähte Bohrung | PV überschritten; Wärmeauslaufkühlung | Größere Buchse, Legierung mit höherem PV, Schmiermittel hinzufügen |
| Enge/keine Freigabe nach der Installation | Bohrung aus Press-Fit | Fertigmaschinenbohrung nach dem Pressen |
| Tragen Sie nur an einer Kante | Fehlausrichtung / Kantenbelastung | Welle ausrichten; längere oder selbstausrichtende Buchse verwenden |
| Schaftzapfen gewertet, keine Buchse | Hartlegierung auf weichem/rauem Schaft | Härte + Mahlschaft oder weichere Legierung |
| Trockene, verschmierte Sinteroberfläche | Mit stumpfem Werkzeug geriebener Ölit (Poren geschlossen) | Mit scharfem Werkzeug neu dimensionieren / ersetzen |
| Eingebetteter Splitt, Dreikörperverschleiß | Kontamination, keine Abdichtung | Dichtung, Filterschmiermittel; Bronze bettet Trümmer ein, hat aber Grenzen |
Die meisten davon werden vor dem Versand mit der richtigen Inspektion gefangen. Wir überprüfen kritische Bohrungen mit Luftmessung auf etwa ±0,0002 Zoll und KMG und stellen Mühlentestberichte für die chemische Zusammensetzung auf jeder Wärmelose bereit, dieselben Kontrollen, die in unseren Notizen behandelt werden Tight-tolerance-bearbeitung, KMG-Inspektion, und Erstteilige Inspektion.

Normalerweise nicht. Messing und Bronze sind beide Kupferlegierungen, aber Bronze ist härter und stärker, während Messing weicher ist und sich unter Last eher verformt oder verschleißt. Für eine echte Lagerpflicht gewinnt Bronze fast immer an Festigkeit und Verschleißlebensdauer Die tieferen Materialkompromisse werden in unserem Leitfaden behandelt Kupfer gegen Messing gegen Bronze.
Bei Kunststoffen und Verbundwerkstoffen geht es um Schmierung und Belastung. Konstruierte Kunststoffe wie Nylon oder Acetal versiegen, wiegen weniger und widerstehen Korrosion, was zu leichten Lasten und sauberen, lebensmittelgerechten oder schmierfreien Einstellungen passt, siehe unsere Anmerkungen zu POM-Lager und - Buchsen. Aber ihre Grenzen sind ein Bruchteil der Bronze (Nylon PVs 3.000 vs. Bronze Zehntausende), so dass sie unter schwerer oder Stoßbelastung zu kurz kommen Stahl-Rücken-Verbundbuchsen (PTFE-ausgekleidet) gewinnen, wo die Wand sehr dünn und die Last sehr hoch sein muss Bronze bleibt die Standard für Hochlast, niedrige Geschwindigkeit, Stoß, und Schmutz - oder Nassleistung.

Zwei Kräfte formen die Herstellung von Bronzebuchsen bis 2026 und darüber hinaus um Erstens steigt die Nachfrage nach wartungsfreien Lagern: Der Markt für selbstschmierende Lager lag 2024 bei etwa 3,76 Milliarden US-Dollar und wird voraussichtlich bis 2034 in der Nähe einer jährlichen Verbundrate von 5,31 TP3 T wachsen, während der breitere Markt für Gleitlager einen ähnlichen Wachstumspfad im mittleren einstelligen Bereich verfolgt Das begünstigt gesinterte, graphitgepluggte und polymerverbundene Konstruktionen, das wartungsfreie Design im Zentrum von Trag Tribologie und Zuverlässigkeitsforschung und von neuerer Patente für selbstschmierende Lager.
Zweitens steht Blei unter Druck, aber der Übergang ist noch nicht abgeschlossen. Die Standard-Bleilagerbronze (C93200 enthält ein paar Prozent Blei für Schmierfähigkeit) weist RoHS-Grenzwerte auf, und die EU-Aktualisierung von 2025 hat die Ausnahmeregelung für Blei aus Kupferlegierungen (Anhang III 6 (c), bis zu 41 TP3T Blei) am Leben gehalten, gerade weil die Aufsichtsbehörden der Ansicht waren, dass Einwurfersatzstoffe noch nicht für alle Anwendungen zuverlässig sind; Diese Ausnahmeregelung sieht nun einen harten Ablauf des 30. Juni 2027 vor und legt die Aufmerksamkeit auf kleine, neu gestaltete Teile zu. Für bleifreie Endverwendungen aus der Copper002.
Die PV-Grenzwerte, Freiraumzahlen und Legierungsdaten stammen hier aus der Lagerliteratur der Copper Development Association, der NIST-Zeitschriftenforschung und den ASTM/SAE-Standards; Die Presssitz- und Oilite-Machining-Notizen spiegeln die Praxis der Maschinenwerkstatt wider. Die Toleranz- und Inspektionszahlen (±0,005 mm Drehen, ±0,002 mm Draht-EDM, CMM und Erstartikel-Verifizierung) beschreiben, wie wir Bronzebuchsen zum Drucken bearbeiten. Überprüft vom technischen Team von Le Creator Technology Co., Ltd.
Benötigen Sie Bronzebuchsen, die nach Ihrem Druck bearbeitet sind?
Als Hersteller und Lieferant von Bronzebuchsen sind wir nicht nur ein Vertreiber von Schafthülsenbuchsen, sondern bearbeiten auch Flansch-, Schub- und Rillenteile nach Ihren Drucken in C93200-, Aluminiumbronze-, Manganbronze- oder Sinterqualitäten, die gedreht, gebohrt und auf Toleranz gehärtet werden.









