


Serviço de suporte, profissional e focado no cliente
Entre em contato com a Lecreator Company
Desde protótipos até produção em grande escala, nós temos tudo o que você precisa.


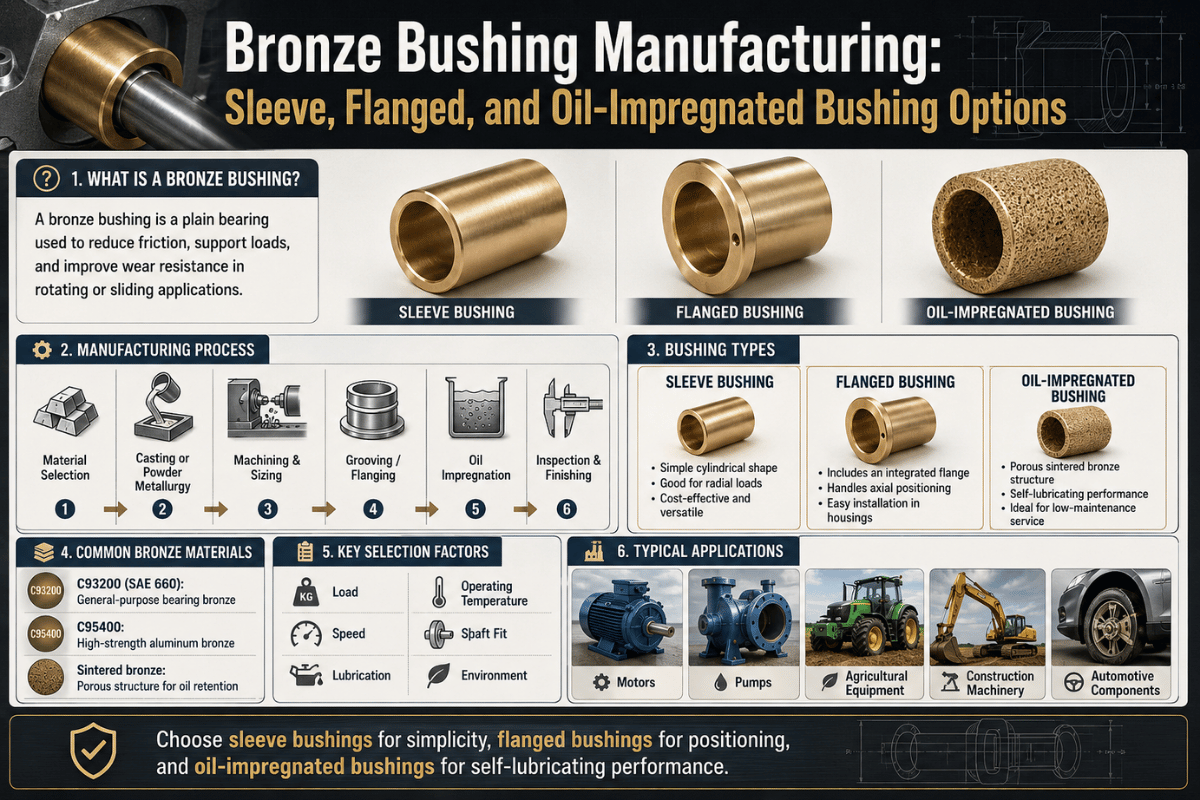
A fabricação de buchas de bronze é o processo de formação de um rolamento liso (manga) de liga de cobre, por fundição, sinterização ou usinagem CNC, em um furo preciso que carrega um eixo giratório ou deslizante em um filme lubrificante fino, sem elementos rolantes. Este guia aborda como essas buchas são feitas, as opções de luva, flangeado e impregnado de óleo que você pode especificar, a matemática da liga e do limite fotovoltaico que decide se uma bucha dura ou se agarra, e os detalhes de ajuste por pressão que acionam a maioria dos primeiros pedidos.
| Liga cavalo de batalha | C932 (SAE 60) estanho bronze 0 Brinell ~65, tração ~20 MPa (34.800 psi) |
| Limite fotovoltaico lubrificado com limite | C93200 (75.000 psi·fpm; sinterizado 50.000; bronze manganês C86300 (150.000) |
| Liberação de corrida | 0,001 pol. por polegada de diâmetro do eixo (regra geral, primeiros 5 pol.) |
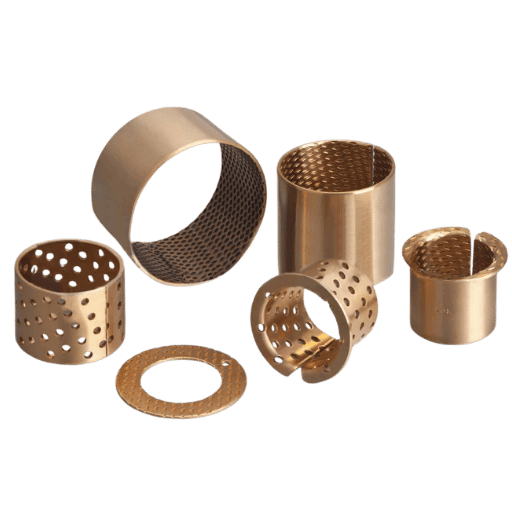
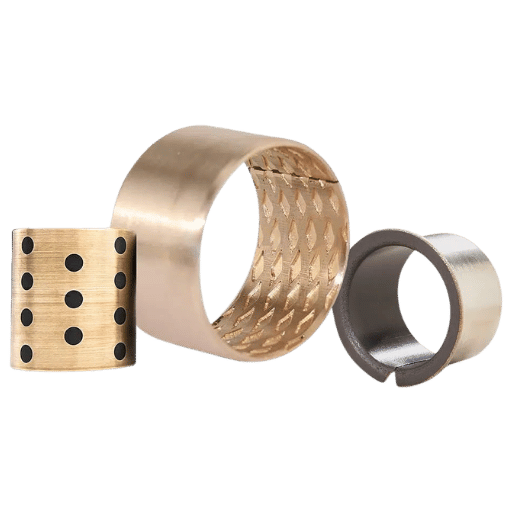
| Formulários padrão | Manga lisa, arruela de impulso, flangeada ou plana, ranhurada em óleo/grooved, conectada em grafite |
| Normas governamentais | ASTM B505 (fundido contínuo), B148 (fundido em areia), B271 (centrífugo); SAE J461/J462 |
| Melhor uso | Alta carga, baixa a moderada velocidade, choque e serviço sujo/úmido onde os rolamentos falham |
As buchas de bronze são feitas por três famílias de processos, e a rota define a tolerância, o acabamento, o prazo de entrega e o custo. A fundição (contínua, centrífuga ou areia) produz estoque denso e forte; a sinterização pressiona o pó de bronze em uma peça porosa que retém óleo; e a usinagem CNC corta uma bucha acabada da barra fundida para uma impressão. A maioria das peças de produção combina duas etapas: fundida ou sinterizada em uma peça bruta quase líquida e depois usinada no furo que realmente importa.
A tolerância é a razão pela qual o processo importa O estoque fundido é forte, mas dimensionalmente solto; o furo e o OD que localizam um eixo têm que ser cortados depois De acordo com a orientação de rolamento de bronze fundido da Copper Development Association, o furo de um rolamento fundido deve ser usinado no acabamento para o tamanho depois que a peça é feita e instalada, não deixada como fundida É aí que uma oficina mecânica ganha seu lugar: a barra C93200 de fundição contínua usinada em um torno mantém um furo muito mais apertado e repetível do que uma fundição pronta para uso.
| Processo rota | Tolerância típica do furo | Força/estrutura | Volume econômico | Melhor para |
|---|---|---|---|---|
| Barra contínua-fundida + fazendo à máquina | Apertado (usinado H7, a ±0,0002 pol. com medição de ar) | Denso, uniforme, sonoro | Baixo (barra de estoque) | A maioria das buchas de manga/flange de precisão |
| Fundição centrífuga + usinagem | Apertado após a usinagem | Grão muito denso e fino | Médio; grande OD | Anéis grandes, buchas de grande calibre |
| Fundição de areia + usinagem | Solto fundido; apertado após corte | Adequado; possível porosidade | Baixo volume, formas estranhas | Geometria única e complexa |
| Sinterizado (metal em pó) | Pressionado/tamanho, quase líquido | Poroso (retenção de óleo) | Apenas volume alto | Pequenas buchas Oilite autolubrificantes |
| Torneamento CNC da barra (usinado para impressão) | Mais apertado, totalmente personalizado | Hera barra (densa) | Protótipo | Desenhos, amostras, ligas especiais |
| CNC + brunimento de precisão do furo | Acabamento espelhado, ID exato | Denso | Protótipo | Furos rígidos de corrida e baixo Ra |
| Composto moderno sinterizado + usinado | Near-net + corte de acabamento | Bronze poroso + polímero | Alto volume | Superfícies de desgaste sem manutenção (de acordo com USPTO US20140023540A1) |
| Usinagem de plugue de grafite | Perfurado + plugado + usinado | Bronze sólido + lubrificante sólido | Baixo | Seco, de alta temperatura, serviço oscilante |
| Placa de desgaste de fundição contínua/tira | Plano usinado + furos | Denso | Baixo | Slides e bujarronas (produto irmão) |
As classes de tolerância e o acabamento refletem a prática geral da oficina mecânica; os valores de porosidade sinterizada seguem MPIF Std 35 / ASTM B438.
Uma peça bruta fundida não é uma bucha acabada. Planeje uma usinagem final ou precisão brunimento passe o furo depois que a peça é pressionada em seu alojamento, porque o furo move-se durante a instalação (veja a seção do imprensa-ajuste).Em nossa loja, a tolerância girada geral corre a ±0.005 mm, com características do fio-EDM a ±0.002 mm e a verificação do CMM em furos críticos.

As buchas de bronze vêm em três famílias de direção de carga, e cada uma é oferecida simples, com ranhura de óleo/graxa ou com grafite. Uma planície manga A bucha (cilíndrica) carrega carga radial. A flangeado a bucha adiciona um colar que também recebe carga axial leve (impulso) e localiza a peça em sua caixa. A arruela impulso lida com carga axial pura Escolha o formulário pela direção que seu eixo empurra e, em seguida, escolha o estilo de lubrificação com que frequência você pode lubrificá-lo novamente.
Uma bucha é um rolamento, especificamente a rolamento liso (deslizante). “Bearing” cobre qualquer componente que deixe duas partes se moverem com baixo atrito, incluindo rolamentos de esferas, rolos e agulhas que usam elementos rolantes Uma bucha é o subtipo sem elementos rolantes: uma superfície deslizante de peça única contra a qual o eixo desliza. Portanto, toda bucha de bronze é um rolamento, mas nem todo rolamento é uma bucha.
| Tipo/formulário | Direção carga | Lubrificação | Uso típico |
|---|---|---|---|
| Manga lisa (cilíndrica) | Radial | Óleo/graxa externo | Eixos giratórios/deslizantes gerais |
| Luva com ranhura de óleo/graxa | Radial | Graxa Fed/óleo através de ranhuras | Pontos oscilantes e de difícil acesso |
| Manga com plugue de grafite | Radial | Grafite sólida (auto-lubinante) | Seco, de alta temperatura, intermitente |
| Manga de flange único | Radial + axial claro | Qualquer um dos itens acima | Poços localizados, transportadores |
| Manga dupla flangeada | Radial + axial bidirecional | Qualquer | Eixos capturados para serviços leves |
| Arruela impulso | Axial puro | Ranhurado ou entupido | Rostos de engrenagens, mesas rotativas |
| Sinterizado impregnado de óleo (tipo Oilite) | Radial/axial | Auto-lubulante (óleo nos poros) | Livre de manutenção, baixa carga, maior velocidade |
| Cored/usinado-à-impressão costume | Qualquer | Conforme especificado | Tamanhos não padronizados, ligas especiais |
| Placa de desgaste bronze/tira | Deslizamento plano | Ranhurado/ligado | Gibs, maneiras, pressione placas |
| Pintle /esférico (auto-alinhado) | Radial + desalinhamento | Graxa | Ligações, pivôs |

Bronze não é um material Bronzes de rolamento divididos em cinco famílias de trabalhadores: bronzes de estanho (resistência), bronzes de estanho com chumbo e com chumbo alto (o chumbo adiciona lubricidade para o serviço start-stop), bronzes de alumínio (resistência mais resistência à corrosão) e bronzes de manganês (maior resistência) A folha de dados de seleção da Copper Development Association mapeia cada um para um dever, e a versão curta é que C93200 (SAE 660) é o burro de carga: equilibra a capacidade de carga, resistência ao desgaste e usinabilidade para a maioria dos trabalhos, com dureza Brinell próxima a 65 e resistência à tração em torno de 240 MPa.
Chegar passado C93200 apenas quando o dever força-lo bronze de alumínio (C95400/C95500) e bronze de manganês (C86300) carregam cargas muito mais elevadas, mas aqui está a captura os catálogos enterrar: o bronze mais forte é o mais lento C86300 tops o gráfico de carga ainda é avaliado para a menor velocidade de superfície, porque em velocidade faz calor mais rápido do que ele derrama-lo, o limite de desgaste pressão-velocidade isso limita todos os rolamentos deslizantes. Essas ligas duras também exigem um eixo endurecido, bem acabado e bem alinhado, escolhendo um bronze de alta resistência e passando-o em um eixo macio ou áspero simplesmente move o desgaste para o munhão.
| Liga (UNS) | Família | Carga máxima P (psi) | Velocidade máxima V (sfm) | Escolha quando |
|---|---|---|---|---|
| C93200 (SAE 660) | Estanho chumbo | 4,000 | 750 | Dever padrão de uso geral |
| C93700 | Estanho com alto teor de chumbo | 4,000 | 1,000 | Maior velocidade, lubrificante marginal |
| C90300 | Estanho | 5,000 | 250 | Carga mais alta, sem chumbo, lenta |
| C90700 | Estanho (engrenagem) | 5,000 | 250 | Engrenagens sem-fim, cargas lentas pesadas |
| C95400 | Bronze alumínio | 6,000 | 250 | Carga alta + corrosão, eixo duro |
| C95500 | Bronze alumínio | 7,000 | 300 | Carga muito alta, marinha |
| C86300 | Bronze manganês | 8,000 | 150 | Carga de choque mais alta, velocidade mais lenta |
| C54400 | Bronze fósforo | ~3,500 | 1,000 | Fadiga, leve em alta velocidade |
| SAE 841 (sinterizado) | PM impregnado de óleo | 2,000 | 1,200 | Livre de manutenção, baixa carga, maior velocidade |
| C89320 (sem chumbo) | Bronze bismuto | ~4,000 | ~750 | Serviço de classe C93200, mercados RoHS |
Limites P e V de catálogos publicados com rolamentos industriais (lubrificados em limites), consistentes com classificações de rolamento de bronze fundido da Copper Development Association; uma determinada liga não pode funcionar em P máximo e V máximo ao mesmo tempo. O CDA observa que o bronze de bismuto sem chumbo C89320 tem um desempenho muito semelhante ao C93200.

As buchas de bronze impregnadas de óleo são feitas pelo processo pó-metal (sinterização), não por fundição e usinagem O pó de bronze, normalmente cerca de 901TP3 T cobre e 101TP3 T estanho, é prensado e sinterizado em uma parte que é aproximadamente 20 TP51TP3 T poroso em volume, e que a rede de poros é então preenchida a vácuo com óleo lubrificante Quando o eixo gira e a bucha aquece, o óleo sai dos poros para a superfície do rolamento; quando esfria e para, a ação capilar atrai o óleo de volta. É por isso que uma bucha sinterizada como SAE 841 (tipo Oilite) pode executar livre de manutenção por longos períodos com carga baixa a moderada e velocidade mais alta Os projetos modernos de autolubrificação empurram a ideia ainda mais, um construção patenteada dispersa um polímero na camada porosa de bronze sinterizado para formar a superfície de desgaste. Como um guia de temperatura aproximado, os graus impregnados de óleo sinterizado são geralmente mantidos em cerca de 120 °C e o bronze fundido sólido em cerca de 200 °C, acima do qual o óleo impregnado se degrada ou o filme lubrificante se decompõe, um lembrete de que o “” autolubrificante é uma janela de serviço, não um cheque em branco.
Para o seu dever avaliado, não, o óleo mantido nos poros é o lubrificante, que é o ponto inteiro de uma bucha auto-lubrificante Mas “self-lubrificando” tem limites: o fornecimento de óleo é finito, e velocidades muito baixas ou cargas intermitentes pesadas podem ultrapassar a ação de absorção O bronze fundido sólido é o oposto, ele sempre precisa de um óleo externo ou filme de graxa, enquanto o bronze plugado com grafite carrega plugues de lubrificante sólido para serviço a seco ou em alta temperatura.
Uma suposição comum da loja é que o bronze impregnado de óleo nunca deve ser escavado Na prática é mais matizado: os maquinistas fazem buchas de Oilite de tamanho, mas apenas com um alargador excepcionalmente afiado ou uma bola de dimensionamento Uma ferramenta maçante mancha a superfície e fecha os próprios poros que seguram o óleo, o que mata a autolubrificação Se você precisar de um furo pós-instalação preciso em uma bucha sinterizada, planeje ferramentas afiadas ou polimento, não a barra de perfuração que você usaria em bronze fundido sólido.
O único número que decide se uma bucha de bronze sobrevive é o seu Valor fotovoltaicopressão de rolamento (P, em psi) multiplicada pela velocidade de superfície (V, em pés por minuto).Corra abaixo do limite PV da liga e o calor de fricção permanece gerenciável; exceda-o e a bucha faça o calor mais rápido do que pode derramar, então agarra os EUA. Pesquisa com periódicos do Instituto Nacional de Padrões e Tecnologia enquadra a mesma ideia através da dissipação de calor: um rolamento liso falha quando o calor de fricção ultrapassa o resfriamento.
“Os rolamentos de manga de bronze fundido devidamente projetados e lubrificados oferecem desempenho operacional e de desgaste incomparável.”
Associação de Desenvolvimento de Cobre, Manual de Design de Rolamento de Bronze Fundido
A captura nessa frase é “propriamente projetada”: o envelope fotovoltaico, a folga e a liga têm que se alinhar, ou a bucha produz calor mais rápido do que o libera.
Calcule-o em três passos Velocidade de superfície V = 0,262 × eixo RPM × diâmetro do eixo (em) Pressão P = carga radial (lb) × área projetada, onde área projetada = diâmetro do furo × comprimento da bucha Multiplique para PV. Um eixo de 3⁄4 polegadas a 341 RPM sob 90 lb em uma bucha de 1 polegada de comprimento dá V 67 sfm, P = 120 psi, e PV 8.040, confortavelmente dentro de qualquer envelope de bronze.
| Material | Máx. P (psi) | Máx V (sfm) | PV máximo (psi·fpm) |
|---|---|---|---|
| Bronze estanho C93200 (SAE 660) | 4,000 | 750 | 75,000 |
| Estanho com alto teor de chumbo C93700 | 4,000 | 1,000 | 85,000 |
| Bronze estanho C90300 | 5,000 | 250 | 90,000 |
| Bronze da engrenagem C90700 | 5,000 | 250 | 100,000 |
| Bronze de alumínio C95400 | 6,000 | 250 | 125,000 |
| Bronze de alumínio C95500 | 7,000 | 300 | 135,000 |
| Bronze de manganês C86300 | 8,000 | 150 | 150,000 |
| Bronze sinterizado (classe SAE 841) | 2,000 | 1,200 | 50,000 |
| Nylon (para contraste) | 400 | 360 | 3,000 |
Valores compilados a partir de catálogos publicados de rolamentos industriais, consistentes com classificações de rolamentos de bronze fundido da Copper Development Association. Estes são limites de catálogo de limite/filme misto, um rolamento hidrodinâmico de filme completo ou alimentado por pressão externamente pode funcionar com um PV calculado muito mais alto (o trabalho do NIST sobre capacidade de suporte de diário cita números hidrodinâmicos assumidos muito mais altos), portanto, trate a tabela como um piso de seleção, não como um teto universal.
Para folga de corrida, a regra prática de longa data é sobre 0,001 polegada de folga diametral por polegada de diâmetro do eixo, até aproximadamente as primeiras 5 polegadas de eixo, uma figura que aparece tanto nos fóruns de engenharia modernos quanto no Manual de Marcas de 1942 para rolamentos abaixo de 600 fpm. Mantenha a parede grossa o suficiente para usinar e pressionar sem distorção: um piso prático tem cerca de 1,5 mm (0,060 pol. As Ensino de design do MIT dito isto, a maioria dos rolamentos de contato deslizante vive no regime de limite e obedece a um limite máximo de pressão-velocidade.

Aqui está o detalhe que surpreende os compradores em sua primeira ordem de bucha de bronze: o furo encolhe quando você pressiona a bucha em sua carcaça À medida que uma bucha de ajuste de interferência é forçada a entrar em um furo, a maior parte dessa interferência radial é transferida para dentro como furo próximo no diâmetro interno, a prática geral da loja coloca-o em aproximadamente 800% da interferência, embora a fração exata varie com a espessura da parede e a rigidez da carcaça. Peça uma bucha fresada até o tamanho do“ e ela funcionará subdimensionada e se ligará ao eixo depois de instalada.
Sequência, não sorte, acerta A Associação de Desenvolvimento de Cobre adverte explicitamente contra tentar prever close-in precisamente para evitar o acabamento: máquina de acabamento ou resma o furo ao seu tamanho final depois a bucha é pressionada para dentro Para uma bucha de Oilite sinterizada, dimensione-a com um alargador afiado ou bola de polimento (nunca uma ferramenta maçante) Para bronze fundido sólido, furo ou resma após a prensagem Chad-in chamfers de 1530° ajudam a peça a começar em linha reta sem cortar a caixa.
| O que você vê | Causa provável | Consertar |
|---|---|---|
| Polido e depois empalhado/apreendido | PV excedido; resfriamento por saída de calor | Bucha maior, liga de PV mais alto, adicione lubrificante |
| Apertado/sem folga após a instalação | Furo próximo do encaixe por pressão | Furo da máquina de acabamento após a prensagem |
| Use apenas em uma borda | Desalinhamento/carregamento de borda | Alinhar eixo; usar bucha mais longa ou auto-alinhadora |
| Diário do eixo marcado, não bucha | Liga dura no eixo macio/áspero | Endurecer + moer o eixo, ou liga mais macia |
| Superfície sinterizada seca e manchada | Oilite fresado com ferramenta maçante (poros fechados) | Re-tamanhar com ferramenta afiada/substituir |
| Grãos incorporados, desgaste de três corpos | Contaminação, sem vedação | Selo, lubrificante do filtro; bronze incorpora detritos, mas tem limites |
A maioria destes são capturados antes da expedição com a inspeção direita Nós verificamos furos críticos com ar gaging para cerca de ±0.0002 in e CMM, e fornecer relatórios de teste do moinho para a composição química em cada lote de calor, as mesmas verificações cobertas em nossas notas sobre usinagem de tolerância apertada, Inspeção CMM, e inspeção primeiro-artigo.

Normalmente não. Latão e bronze são ligas de cobre, mas o bronze é mais duro e mais forte, enquanto o latão é mais macio e mais propenso a se deformar ou desgastar sob carga. Para um dever de rolamento real, o bronze quase sempre ganha força e vida útil. As compensações materiais mais profundas são abordadas em nosso guia para cobre vs latão vs bronze.
Contra plásticos e compósitos, a imagem é sobre lubrificação e carga Plásticos projetados, como nylon ou acetal, secam, pesam menos e resistem à corrosão, que se adapta a cargas leves e configurações limpas, de qualidade alimentar ou sem lubrificação, veja nossas notas em Rolamentos e buchas POM. Mas seus limites de PV são uma fração dos de bronze (nylon 3.000 vs dezenas de milhares de bronze), então eles ficam aquém sob carga pesada ou de choque Composto com suporte de aço (revestido de PTFE) ganha onde a parede deve ser muito fina e a carga de bronze continua sendo o padrão para alta carga, baixa velocidade, choque e serviço sujo ou molhado.

Duas forças estão remodelando a fabricação de buchas de bronze até 2026 e além Primeiro, a demanda por rolamentos sem manutenção está subindo: o mercado de rolamentos autolubrificantes foi de cerca de US $ 3,76 bilhões em 2024 e está previsto para crescer perto de uma taxa anual composta de 5,31 TP3 T até 2034, enquanto o mercado mais amplo de rolamentos lisos está rastreando um caminho de crescimento médio semelhante de um dígito Isso favorece construções sinterizadas, conectadas a grafite e compostas de polímero, o design livre de manutenção no centro de pesquisa de tribologia e confiabilidade de rolamentos e de recente patentes de rolamentos autolubrificantes.
Em segundo lugar, o chumbo está sob pressão, mas a transição ainda não foi concluída O bronze de rolamento com chumbo padrão (C93200 detém alguns por cento de chumbo para lubricidade) enfrenta os limites RoHS, e a atualização da UE de 2025 manteve a isenção de chumbo de liga de cobre (Anexo III 6 (c), até 41TP3 T de chumbo) viva precisamente porque os reguladores julgaram que os substitutos drop-in ainda não são confiáveis em todas as aplicações; essa isenção agora carrega um vencimento rígido de 30 de junho de 2027 e atenção adicional às peças pequenas e acessíveis Para usos finais restritos ao chumbo ou acessíveis às crianças, planeje agora em torno de bronzes de bismuto (a família C89320, que a Associação de Desenvolvimento de Cobre classifica perto de C93200) ou bronze de alumínio Para todo o resto, o bronze com chumbo permanece especificável, por enquanto O movimento prático é perguntar ao seu fornecedor qual grau sem chumbo corresponde ao seu dever antes de um prazo de 2027 forçar um redesenho apressado.
Os limites fotovoltaicos, os números de folga e os dados da liga aqui são extraídos da literatura sobre rolamentos da Copper Development Association, da pesquisa sobre rolamentos de periódicos do NIST e dos padrões ASTM/SAE; as notas de ajuste de pressão e usinagem de Oilite refletem a prática da oficina mecânica. Os números de tolerância e inspeção (±0,005 mm de giro, fio-EDM de ±0,002 mm, CMM e verificação de primeiro artigo) descrevem como usinamos buchas de bronze para imprimir. Revisado pela equipe técnica da Le Creator Technology Co., Ltd.
Precisa de buchas de bronze usinadas em sua impressão?
Como fabricante e fornecedor de buchas de bronze, não apenas distribuidor de buchas de manga de estoque, usinamos peças personalizadas flangeadas, de impulso e ranhuradas em sua impressão em C93200, bronze de alumínio, bronze de manganês ou graus sinterizados, torneadas, entediadas e aprimoradas para tolerância.









