


Servizio di supporto, professionale, incentrato sul cliente
Mettiti in contatto con Lecreator Company
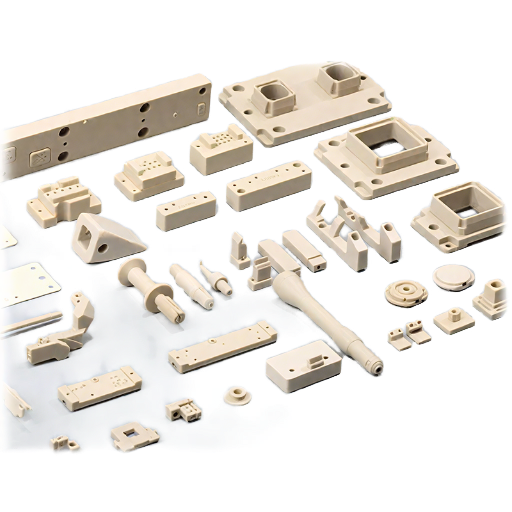
Dai prototipi alla produzione su vasta scala, abbiamo coperto.


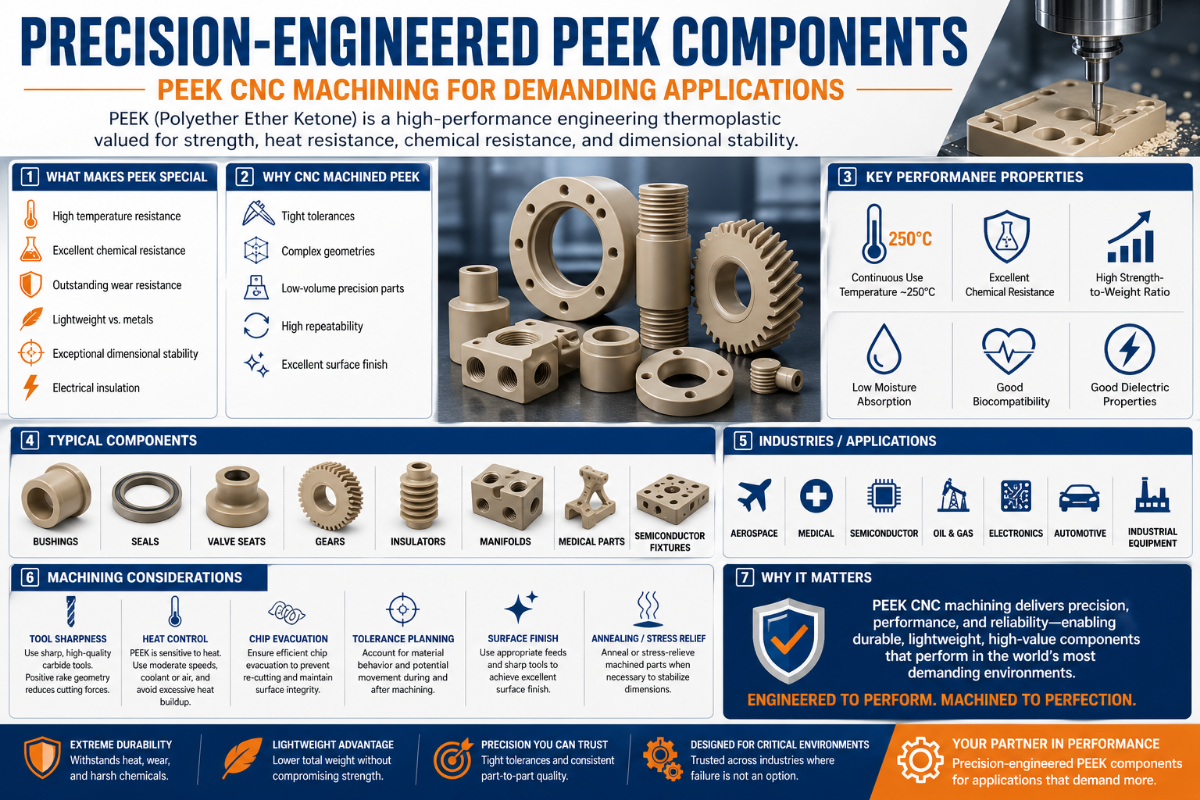
Componenti PEEK ingegnerizzati con precisione: lavorazione CNC PEEK per applicazioni impegnative
La lavorazione PEEK è solitamente considerata quando la plastica di base, il PTFE, il Delrin, l'alluminio o il titanio creano un rischio di guasto che il disegno non può ignorare Con i componenti PEEK progettati con precisione, la vera domanda non è solo se il polietere etere chetone può essere lavorato La domanda migliore è quale stress operativo dovrebbe controllare il grado, la tolleranza, la finitura superficiale, il piano di ispezione e la conversazione con il fornitore.
Questa guida è scritta per ingegneri e team di approvvigionamento che preparano parti PEEK personalizzate per dispositivi medici, assemblaggi aerospaziali, apparecchiature a semiconduttore, hardware per petrolio e gas, sistemi automobilistici e macchinari industriali Se hai già un disegno, utilizzalo come lista di controllo pre-RFQ prima di inviare il file per PEEK Revisione della lavorazione CNC.

Le parti PEEK che più probabilmente non riescono nell'approvvigionamento sono quelle in cui il preventivo inizia con un nome materiale ma non definisce mai l'ambiente operativo Questa scala a 9 gradini trasforma l'applicazione in istruzioni di produzione.
| Passo | Stress di funzionamento | Domanda specifica | Direzione Buyer-Safe |
|---|---|---|---|
| 1 | Calore continuo | Il componente vedrà una lunga esposizione vicino a 200-260 gradi C? | Chiedi i dati di grado e un piano di lavorazione che limiti la distorsione termica. |
| 2 | Picchi di calore brevi | I picchi sono brevi, ripetuti o abbinati al carico? | Definire durata e carico invece di elencare solo una temperatura di picco. |
| 3 | Contatto chimico | Quale solvente, acido, carburante, detergente o fluido tocca la parte? | Elenca concentrazione, temperatura e tempo di esposizione. |
| 4 | Usura scorrevole | È una boccola, un anello antiusura, una sede della valvola, un ingranaggio o una rondella reggispinta? | Considera la PEEK di grado portante piuttosto che la PEEK vergine. |
| 5 | Sterilizzazione o pulizia | La parte entrerà in contatto con tessuti, fluidi, wafer, ottiche o camere a vuoto? | Definire le esigenze di pulizia, imballaggio, ispezione e documentazione. |
| 6 | Obiettivo peso | Il PEEK sta sostituendo l'alluminio, l'acciaio inossidabile o il titanio? | Confrontare peso, rigidità, temperatura e metodo di fissaggio insieme. |
| 7 | Stabilità dimensionale | Ci sono pareti sottili, richiami di planarità, tasche profonde o fori stretti? | Pianificare la sgrossatura, la riduzione dello stress e la lavorazione finale prima dell'ispezione finale. |
| 8 | Finitura superficiale | Ra è importante su una guarnizione, una faccia scorrevole, una sede dell'obiettivo o una superficie cosmetica? | Chiama la fine solo dove cambia funzione. |
| 9 | Documentazione | Hai bisogno di tracciabilità dei materiali, registrazioni di ispezione o supporto per la biocompatibilità? | Inserisci i requisiti dei documenti nella RFQ, non dopo la spedizione del primo articolo. |

Il Virgin PEEK è spesso il punto di partenza quando la parte necessita di resistenza chimica, proprietà meccaniche stabili e comportamento di lavorazione più pulito, di solito è più facile da lavorare rispetto alle varianti rinforzate e può essere una buona scelta per prototipi, isolanti e parti in plastica di precisione generale.
Il PEEK riempito di vetro e il PEEK in fibra di carbonio sono conversazioni diverse Il rinforzo in vetro può aumentare la rigidità e la stabilità dimensionale, ma rende anche il materiale più abrasivo Il rinforzo in fibra di carbonio può supportare componenti resistenti al peso e sensibili all'usura, ma spesso spinge il negozio verso utensili diamantati o utensili PCD. I gradi dei cuscinetti, comprese le miscele PEEK con riempitivi a basso attrito, appartengono a boccole, anelli antiusura, sedi delle valvole e componenti scorrevoli.
La PEEK di livello medico deve essere trattata con particolare attenzione. La corrente ISO 10993-1:2025 la pagina inquadra la valutazione biologica come processo di gestione del rischio in base all'uso previsto, alla composizione del materiale, al contatto con i tessuti e alla durata dell'esposizione. I record standard di consenso riconosciuti dalla FDA collegano anche la norma ISO 10993-1 con la valutazione biologica per i dispositivi medici Ciò non significa che qualsiasi parte PEEK lavorata sia automaticamente pronta per un'applicazione medica Significa che il grado, l'ambiente di lavorazione, la pulizia, l'imballaggio e la documentazione devono corrispondere al rischio del dispositivo.
| Grado PEEK | Utilizzare quando | Guardare prima di ordinare |
|---|---|---|
| Vergine SBIRCIA | Sono necessarie resistenza bilanciata, resistenza chimica e lavorabilità. | Potrebbe non essere sufficientemente rigido per un elevato carico statico o usura da scorrimento. |
| PEEK riempito di vetro 30% | La rigidità e la stabilità dimensionale sono più importanti del contatto scorrevole. | Le fibre di vetro aumentano l'abrasione sugli utensili e sulle superfici di accoppiamento. |
| PEEK in fibra di carbonio 30% | La resistenza al peso, la rigidità e il comportamento all'usura sono importanti. | La strategia degli utensili e la qualità dei bordi necessitano di una revisione più approfondita. |
| PEEK per cuscinetti | La tua parte scorre, ruota, sigilla o supporta attriti ripetuti. | Confermare il pacchetto di riempimento e la superficie di accoppiamento. |
| PEEK di livello medico | È richiesta la valutazione biologica, la pianificazione della sterilizzazione o la documentazione medica. | Non sostituire le scorte industriali senza l'approvazione del proprietario del dispositivo. |
L'esperienza di lavorazione della plastica è importante perché un componente PEEK lavorato si comporta in modo diverso da una parte stampata a iniezione o da una plastica composita generica Il PEEK di livello industriale può essere adatto per infissi, isolanti e parti soggette ad usura, ma non deve essere sostituito al PEEK di livello medico senza approvazione Quando in una parte compaiono temperature elevate, elevata resistenza chimica, resistenza all'abrasione e resistenza alle alte temperature, la scelta del grado dovrebbe essere abbinata alla revisione della lavorazione anziché essere gestita come sostituzione della materia prima.
Usa il disegno per prendere la decisione del grado, non il contrario Se la parte ha una parete di 2 mm, una scanalatura di 0,8 mm, una tasca profonda 6 mm, un foro di 3 mm o un +/-0,001 in relazione di riferimento, scegli il grado dopo aver controllato l'accesso all'utensile e il movimento delle sollecitazioni Se la parte è una boccola da 25 mm, una sede della valvola da 12 mm, un isolante da 50 mm o una piastra da 100 mm, la decisione migliore potrebbe essere diversa anche quando il nome della resina è lo stesso.
La plastica PEEK taglia in modo pulito solo quando il processo controlla il calore e lo stress Il PEEK non dissipa il calore come fanno molti metalli, quindi uno strumento opaco, troppa pressione di serraggio, lungo tempo di contatto o sfregamento può creare deriva dimensionale, crepe superficiali e rottami Un pratico filo da officina Machinist sui punti di deformazione del PEEK alla stessa radice provoca: calore, rimozione del materiale unilaterale, bloccaggio, utensili affilati e distensione Durante la revisione RFQ, contrassegnare eventuali nervature da 1 mm, fessure da 2 mm, fori praticati profondi 5 mm, rotture dei bordi di 0,4 mm o facce di tenuta 32 Ra prima che il fornitore fissi il percorso.
Nota tecnica: per gli elementi PEEK sottili, piatti e a tolleranza stretta considerare un piano in tre fasi: macchina ruvida, alleviare lo stress come condizione giustifica, semifinitura per ridurre al minimo il lavoro manuale extra, quindi rifinire le parti in dimensioni critiche La pagina PEEK di Le-creator spiega un metodo di sgrossatura/ricottura/stadio intermedio/ricottura/finitura per la stabilità dimensionale in cui utensili taglienti, strategia del liquido di raffreddamento e opzioni di raffreddamento sono adattati al grado PEEK selezionato.
L'altra preoccupazione è l'abrasione delle fibre Il PEEK non riempito può essere lavorato con utensili in metallo duro, ma i gradi non lubrificati, riempiti di vetro e rinforzati con fibra di carbonio possono strofinare gli utensili da taglio in modo rapido e drastico riducendo la durata dell'utensile Ciò non significa che il PEEK rinforzato sia una scelta sbagliata; invece il fornitore preferirà pianificare utensili, alimentazione, condizioni dei bordi e punti di ispezione in modo diverso per ogni grado rispetto a una plastica generica.
Una regola di decisione pratica è quella di riservare utensili diamantati o utensili PCD per PEEK riempiti di vetro abrasivo o fibra di carbonio, mantenere gli utensili in metallo duro nella discussione per PEEK non riempito e chiedere se il refrigerante, il getto d'aria o la lavorazione a secco sono appropriati per il grado e il requisito di pulizia Anche la quantità del prototipo cambia la decisione: 5 parti, 50 parti di convalida e un rilascio di produzione di 500 parti possono giustificare diversi equilibri di rischio.
La contaminazione è il terzo rischio Le applicazioni mediche, a semiconduttore, elettroniche e per vuoto spesso necessitano di una precisione più che dimensionale, potrebbero aver bisogno di pulizia controllata, utensili separati, controllo degli imballaggi o registrazioni di ispezione. Il database di degassamento della NASA Goddard spiega che il test ASTM E595 viene utilizzato per misurare la perdita di massa totale e i materiali condensabili volatili raccolti in un ambiente sotto vuoto, dati che possono supportare le decisioni di idoneità dei materiali per gli ambienti di volo spaziale I componenti a semiconduttore o sotto vuoto dovrebbero innescare una domanda precoce sui dati di degassamento o uno standard di pulizia simile.

La pianificazione della tolleranza segue la stessa logica Un +/-0,005 generale in tolleranza può essere sufficiente per la maggior parte delle strutture PEEK, mentre tolleranze strette come +/-0,001 in possono essere riservate a fori critici, facce di tenuta, sedi ottiche-adiacenti, caratteristiche di allineamento o utensili di accoppiamento La pagina PEEK di Le-creator afferma che la capacità di lavorazione PEEK è ridotta a +/-0,001 pollici; il preventivo corretto dipende ancora dalla geometria, dal grado, dallo spessore della parete, dal metodo di ispezione e dalle aspettative di lead time.
La finitura superficiale funziona allo stesso modo Un callout Ra decorativo su ogni faccia può aggiungere tempo senza aggiungere valore Una faccia di tenuta, un foro scorrevole, una superficie a contatto medico o un punto di contatto per la gestione dei wafer è diverso. Mettere i requisiti di finitura dove la funzione li richiede, quindi lasciare le superfici non critiche lavorate se ciò è accettabile.
L'ispezione dovrebbe seguire il rischio Una staffa prototipo potrebbe richiedere solo un rapporto dimensionale di base I componenti medici, aerospaziali o semiconduttori potrebbero richiedere tracciabilità del materiale, ispezione del primo articolo, dati CMM, note di pulizia o requisiti di imballaggio. Le-creator's circa pagina afferma 100% ispezione di qualità in uscita, 80 + macchine avanzate, 100 + professionisti, e 98% + resa di primo passaggio; trattare quelli come segnali di capacità del fornitore, quindi confermare l'esatto pacchetto di ispezione per il lavoro Per la revisione dei risultati di produzione, chiedere come tasso di rilavorazione, punti di attesa di ispezione, e il feedback del primo articolo sarà gestito prima del rilascio.
Le parti mediche e delle scienze della vita spesso utilizzano il PEEK perché il progetto potrebbe richiedere radiotrasparenza, compatibilità con la sterilizzazione, documentazione controllata o un polimero alternativo al metallo. Una revisione in PMC rileva che il PEEK è chimicamente stabile, radiotrasparente e biocompatibile, avvertendo anche che il PEEK non trattato è biologicamente inerte nelle applicazioni con interfaccia ossea. Gli acquirenti dovrebbero trattare il PEEK di livello medico come un materiale, un processo, una pulizia e un pacchetto di valutazione del rischio, non solo come un nome di resina.
I progetti aerospaziali e di difesa spesso si preoccupano dell'esposizione al calore, della riduzione del peso, del contatto chimico e dell'isolamento elettrico I progetti di semiconduttori ed elettronica possono aggiungere bassa contaminazione, basso degassamento e stabilità alla planarità dopo il ciclo termico Le applicazioni di petrolio e gas tendono a concentrarsi sul contatto chimico, sulla temperatura, sulle sedi delle valvole, sulle guarnizioni, sugli anelli di riserva e sulla resistenza allo scorrimento a lungo termine. I progetti di macchinari automobilistici e industriali di solito valutano il PEEK rispetto all'usura, al rumore, al peso, all'esposizione all'olio e al contatto scorrevole.
Le attrezzature per alimenti e bevande non devono basarsi su una generica richiesta di revoca di grado “FDA. Titolo 21 Parte 177 elenca le regole indirette sui polimeri degli additivi alimentari, comprese le sezioni di resina di poliarileterchetone Se il contatto con gli alimenti fa parte dell'applicazione, il grado del materiale, la confezione dell'additivo, l'articolo finito e le condizioni d'uso devono essere tutti esaminati In pratica, un distanziatore da 10 mm nell'imballaggio a secco, un inserto della valvola da 20 mm nel lavaggio a caldo e una guida da 40 mm esposta al detergente non dovrebbero ricevere la stessa risposta di conformità.
Il PEEK non è “better” in ogni direzione È meglio quando l'applicazione necessita di un particolare mix di resistenza al calore, resistenza chimica, resistenza, controllo dell'usura, stabilità dimensionale o riduzione del peso Il PTFE viene spesso scelto per attrito molto basso, ma non è un sostituto strutturale del PEEK Delrin o acetale è più facile ed economico per molte parti in plastica di precisione, ma non vive nello stesso involucro ad alta temperatura o resistenza chimica L'alluminio è più facile da lavorare e spesso più economico, ma potrebbe non raggiungere il bersaglio di peso, corrosione, isolamento o corrosione galvanica Il titanio è forte e adatto al medico in molte impostazioni, ma porta diversi compromessi in termini di imaging, rigidità, peso e costi.
| Alternativa | Usa l'alternativa quando | Spostati verso PEEK quando |
|---|---|---|
| PTFE | L'attrito più basso conta più della rigidità o del carico. | Forza, stabilità dimensionale e resistenza alla temperatura contano insieme. |
| Delrin /acetale | Sono sufficienti costi, lavorabilità e precisione moderata. | Calore, sostanze chimiche o sterilizzazione spingono oltre la zona di comfort dell'acetale. |
| Alluminio | Vince rigidità del metallo, conduttività termica o basso costo dei pezzi. | Il vincolo è il peso, la corrosione, l'isolamento o il contatto non metallico. |
| Titanio | Sono necessari resistenza ai metalli e comprovato utilizzo dell'impianto. | Si desidera radiolucenza, rigidità inferiore, peso inferiore o chimica dei polimeri. |

Una RFQ migliore accelera la transizione da “può essere lavorato?” a “quanta ispezione, distensione, finitura superficiale e pulizia richiederà?”.
Prompt di revisione del disegno: Se la parte ha pareti sottili, tasche profonde, fori stretti, PEEK rinforzato o requisiti di contaminazione, chiedere un feedback sulla producibilità prima di bloccare il blocco di tolleranza.
Invia il disegno tramite Le-creator's servizio di lavorazione CNC PEEK personalizzato pagina per valutazione, tolleranza e revisione del processo.

La domanda di ricerca mostra due livelli di intenti Le ricerche di materiali PEEK di ampia portata attraggono le prime ricerche, mentre termini come lavorazione PEEK, lavorazione CNC PEEK e parti lavorate PEEK portano un intento di approvvigionamento più forte Che divide le cose Un acquirente che chiede solo “PEEK invece di metal” può perdere il rischio reale: sollievo dallo stress, utensili, finitura superficiale, pulizia e documentazione.
In pratica, l'approvvigionamento si sta spostando dalla sostituzione dei materiali al controllo del rischio Le conversazioni dei fornitori dovrebbero passare da “Puoi lavorare PEEK?” a “Come controllerai il calore, lo stress, l'usura degli utensili, le bave, l'ispezione e la pulizia per questa geometria?”

Il PEEK può essere lavorato, ma è meno tollerante di molte materie plastiche di base Il calore eccessivo, lo stress residuo, la perforazione profonda e le fibre rinforzate possono portare a deformazioni, fessurazioni, bave o una breve durata dell'utensile Una buona pratica di lavorazione del PEEK utilizza utensili taglienti, calore controllato, fissaggio stabile e un piano di gestione delle sollecitazioni Le parti piatte, a parete sottile o con tasche profonde spesso necessitano di sgrossature bilanciate, distensione e finitura solo dopo il controllo del movimento.
Sì. La lavorazione CNC è adatta per parti PEEK personalizzate, prototipi, costruzioni pilota e produzione in volumi inferiori. Il piano di lavorazione dovrebbe tenere conto del grado, della profondità delle caratteristiche, dello spessore della parete, del controllo del calore, della sbavatura e dell'ispezione.
Una tolleranza realistica dipende dalla geometria, dal grado, dallo spessore della parete, dal metodo di ispezione e dalla temperatura operativa Spesso una tolleranza generale come +/-0,005 pollici è più pratica che richiedere ogni caratteristica a +/-0,001 pollici I richiami molto stretti dovrebbero essere riservati a caratteristiche che controllano la funzione, come fori, facce di tenuta, attacchi di cuscinetti, superfici di riferimento o posizioni di assemblaggio di accoppiamento.
Il PEEK è solitamente migliore quando la parte necessita di maggiore resistenza, rigidità, resistenza al calore e stabilità dimensionale. Il PTFE può essere migliore quando la priorità è il basso attrito e il carico meccanico è inferiore. Per le parti che necessitano di resistenza più resistenza al calore o all'esposizione chimica, il PEEK è spesso il candidato più forte.
Nessun singolo grado PEEK è il migliore per ogni componente medico o aerospaziale Inizia con le condizioni di applicazione, quindi scegli il grado in base a resistenza, rigidità, esposizione chimica, sterilizzazione, comportamento sotto vuoto, aspettative di biocompatibilità, esigenze di documentazione e requisiti di tracciabilità.
Il rinforzo in vetro e fibra di carbonio può migliorare la rigidità o il comportamento all'usura, ma le fibre abradono gli utensili da taglio e possono influenzare la finitura dei bordi. Il costo spesso deriva da attrezzature, controllo del processo, ispezione e rischio di scarto più elevato. Piccole scanalature, nervature sottili e bordi di tenuta necessitano di una revisione anticipata della qualità dei bordi.


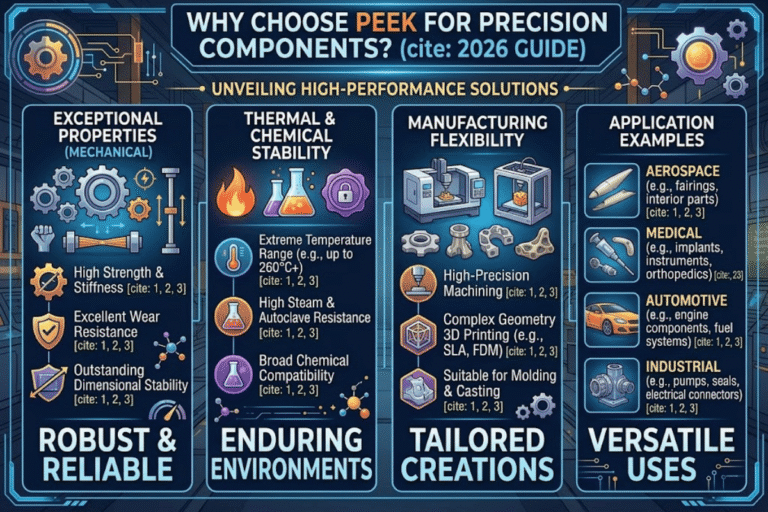

![Tipi di gradi PEEK per diverse applicazioni [Guida]](https://le-creator.com/wp-content/uploads/2026/04/Types-of-PEEK-Grades-for-Different-Applications-Guide-768x512.png)



