


Servizio di supporto, professionale, incentrato sul cliente
Mettiti in contatto con Lecreator Company
Dai prototipi alla produzione su vasta scala, abbiamo coperto.


Il poliossimetilene o POM in breve, meglio conosciuto come acetale, poliacetale, con il nome commerciale Delrin engineering, è un materiale termoplastico ad alte prestazioni che dovrebbe essere scelto rispetto alle alternative per la sua eccezionale resistenza meccanica, basso attrito ed eccellente stabilità dimensionale. Quindi, questa è una delle scelte di materiali più comuni per precise applicazioni di lavorazione CNC.
Dagli anni '60, quando è commercializzato da DuPont, POM è diventato un materiale utilizzato in tutti i settori per la sua resistenza simile al metallo e i vantaggi della plastica, come peso inferiore, autolubrificazione e resistenza alla corrosione.
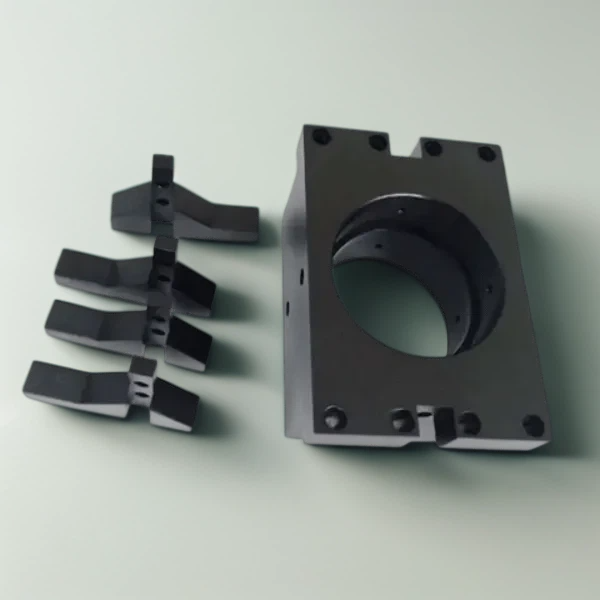
Esplora la nostra galleria di parti personalizzate POM. Guarda esempi di componenti in poliossimetilene di alta qualità e lavorati con precisione per varie applicazioni industriali.



| Proprietà | Valore | Standard di prova |
|---|---|---|
| Densità | 1,41-1,42 g/cm³ | ISO1183 |
| Resistenza alla trazione | 60-70 MPa | ISO527 |
| Modulo Flessibile | 2,8-3,5 GPa | ISO178 |
| Durezza | Riva D 85-95 | ISO868 |
| Punto di fusione | 165-175°C | ISO11357 |
| Temperatura di utilizzo continuo | -40 °C a +80 °C | – |
| Coefficiente di attrito | 0,04 (secco) | ASTM D1894 |
| Assorbimento di acqua (24h) | 0.2-0.5% | ISO62 |
| Operazione | Velocità di taglio (m/min) | Velocità di taglio (SFM) | Note |
|---|---|---|---|
| Voltando | 150-300 | 500-1000 | Utilizzare utensili in metallo duro tagliente |
| Fresatura | 200-500 | 650-1650 | Preferibili i mulini terminali con 2-3 scanalature |
| Foratura | 50-100 | 165-330 | Perforazione Peck per fori profondi |
| Toccando | 10-30 | 35-100 | Utilizzare rubinetti per flauto a spirale |
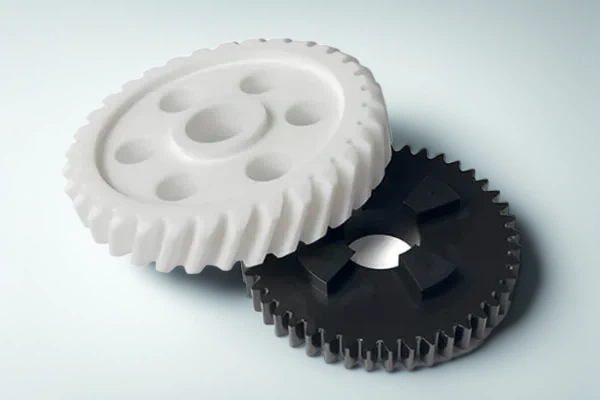
Esplora la nostra precisione Delrin e componenti acetalici progettati.

Lavorazione dei denti senza bave per sistemi ad alta resistenza all'usura.

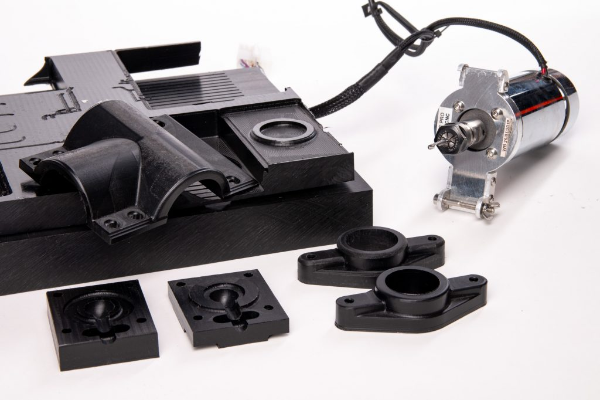
Componenti a basso attrito progettati per ambienti ad alto carico.

Intricati alloggiamenti POM neri con fori microforati.

Disegni a prova di perdite con filettatura interna di precisione.

Parti biocompatibili conformi alla FDA per uso chirurgico.

Delrin nero resistente ai prodotti chimici con tolleranze di ±0,02 mm.

Parti estetiche con finitura Ra 0,4μm per beni di consumo.

La produzione a basso volume viene eseguita per la verifica del progetto.
L'eccezionale stabilità dimensionale e lavorabilità di POM consentono capacità di lavorazione a tolleranza stretta che rivaleggiano con quelle dei metalli Ecco cosa ci si può aspettare:
| Standard | Tolleranza Lineare | Diametro Foro | Finitura Superficie | Impatto sui costi |
|---|---|---|---|---|
| Baseline | ±0,1 mm | ±0,05 mm | Ra 1,6-3,2μm | Baseline |
| Precisione | ±0,05 mm | ±0,025 mm | Ra 0,8-1,6μm | +20-40% |
| Ultra-Precisione | ±0,025 mm | ±0,01 mm | Ra 0,4μm | +50-100% |




| Fattore | Lavorazione CNC | Stampaggio ad iniezione |
|---|---|---|
| Quantità Ideale | 1 1.000 parti | Oltre 1.000 parti |
| Costo dell'attrezzatura | Nessuno ($0) | $5.000+$5 |
| Termine d'esecuzione | 3-10 giorni | 4-8 settimane (compresa la lavorazione con utensili) |
| Modifiche al design | Facile & basso costo | Modifiche costose dello stampo |
| Complessità delle parti | Sottoscarti limitati | Geometrie complesse possibili |
| Tolleranze | ±0,025 mm ottenibile | ±0,1 mm tipico |
| Finitura Superficie | Ra 0,4μm possibile | Dipende dalla qualità dello stampo |
Esempi reali di come risolviamo le sfide di deformazione, tolleranza, finitura superficiale e di finitura per Delrin e componenti acetalici.
Cliente richiesto Ingranaggi POM-H (Delrin) con elevata resistenza alla fatica I fornitori precedenti hanno fallito a causa di deformazione termica e scarsa finitura superficiale che porta a rumore >65dB.
Abbiamo utilizzato Attrezzatura in metallo duro per ridurre l'attrito e implementato un sistema a doppio raffreddamento per gestire il basso punto di fusione del POM. Le velocità di alimentazione ottimizzate hanno ridotto al minimo le bave.
Necessario Grado medico POM-C parti in grado di resistere alla sterilizzazione ripetuta in autoclave Requisito critico: assoluto zero stress cracking e finitura senza bave.
Eseguito trattamento ricottura post-sgrossatura per rilasciare lo stress interno Applicato sbavatura criogenica per garantire bordi puliti senza alterare le dimensioni.
Progetto coinvolto lavorazione POM a parete sottile. Il punto dolente primario era deformare a causa della forza di serraggio e della rimozione del materiale, che influiscono sull'adattamento del gruppo.
Abbiamo progettato su misura apparecchi sottovuoto per tenere le parti senza sollecitazioni meccaniche Programmato rimozione simmetrica del materiale percorsi per bilanciare le forze interne durante la fresatura.
La lavorazione POM si riferisce alla lavorazione CNC del POM (poliossimetilene), noto anche come acetale o poliacetale. Il POM è un materiale termoplastico tecnico avente un'eccellente stabilità dimensionale, un basso attrito e un'eccellente resistenza meccanica, adatto per varie apparecchiature e prodotti che richiedono precisione precisa Poiché è progettato per resistere all'usura, il POM viene utilizzato anche in una vasta gamma di settori, dall'automotive ai dispositivi medici, dove per il funzionamento sono necessarie parti di precisione con tolleranze strette.
La fresatura computerizzata a controllo numerico e lo stampaggio a iniezione sono tecniche standard utilizzate per la fabbricazione di articoli POM I componenti POM lavorati a CNC possono essere fabbricati per prototipi POM, produzione personalizzata di piccole tirature di applicazioni POM o applicazioni di volume medio-basso che richiedono materiali POM di alta qualità e lavorazioni CNC di precisione Lo stampaggio a iniezione è destinato a volumi di produzione molto elevati, che inizialmente ridurranno il costo per parte, ma solo per un periodo limitato A seconda dei casi, sia la lavorazione CNC che lo stampaggio a iniezione possono essere utilizzati per parti POM complesse, dove è richiesta precisione e devono essere mantenute tolleranze strette per tenere conto del volume e del tempo di consegna.
Lavorare con POM è un buon modo per lavorare il materiale, data la sua facilità di lavorazione e le eccellenti caratteristiche come la bassa forza di taglio, la buona formazione di trucioli e la ridotta sbavatura I migliori risultati nella lavorazione del POM si ottengono con utensili taglienti, velocità controllate e un corretto raffreddamento per prevenire la fusione La rimozione del materiale POM, come fatto nelle moderne operazioni CNC, è altamente efficace per pratiche standard e metodi CNC precisi, trasformando le parti grezze in prodotti finiti con la tolleranza più stretta.
Sì, questo è un dato di fatto. Le parti POM con forme molto intricate possono essere realizzate con metodi di lavorazione della plastica, inclusa la tecnica del cnc di precisione e della fresatura, al fine di realizzare su misura componenti realizzati con POM secondo le esatte specifiche del cliente. Alcune parti di lavorazione POM sono in grado di realizzare grande precisione e buona ripetibilità nel tempo, grazie al modo in cui la plastica viene lavorata su una macchina CNC avanzata. Per questi motivi, parti di pompe, ingranaggi e altre parti con requisiti prestazionali impegnativi, come quelli cruciali per le applicazioni aerospaziali e anche alcuni nei settori alimentare e delle bevande, favoriscono la lavorazione del POM.
Il POM è utilizzato in numerosi settori industriali in cui sono richiesti il suo basso attrito, stabilità dimensionale e resistenza chimica Fornisce proprietà di usura superiori nelle parti e, come tale, viene generalmente utilizzato nei componenti delle pompe, nei cuscinetti, nei componenti scorrevoli, negli elementi di fissaggio e negli ingranaggi. Il materiale può essere medicato per migliorarne le proprietà, ad esempio, per migliorare la conduzione del calore. Naturalmente resistente all'umidità e mantenendo buone proprietà meccaniche nel tempo, il POM governa i mercati nei settori automobilistico, dei prodotti di consumo e dei macchinari industriali.
Mentre si realizza un progetto per la prototipazione o la lavorazione personalizzata utilizzando CNC, seguire sempre il processo di rimozione del materiale e le norme operative: evitare pareti eccessivamente sottili che trasportano carichi elevati, mantenere l'irradiazione facile e amichevole per consentire la fresa, e fare tutto in relazione alla precisa tecnologia CNC, cioè, bracketing la tolleranza Progettazione per la producibilità riduce al minimo i costi di produzione e aiuta a garantire che le parti finali soddisfino le specifiche di destinazione Mantenere in costante comunicazione con il negozio in questioni che riguardano la finitura superficiale, le tolleranze e la necessità o l'assenza delle seconde operazioni come foratura e posizionamento.
I componenti POM di alta qualità possono essere fabbricati con tolleranze strette, con finiture che sono per lo più lisce o lucidabili; in alcuni casi, potrebbe essere necessario un po 'di sbavatura e lucidatura leggera per levigare i bordi Tali finiture desiderabili possono essere eseguite tramite lavorazione CNC di precisione, che garantisce dimensioni costanti e qualità ripetibile Infine, questi componenti possono essere sottoposti a pulizia o assemblaggio a ultrasuoni per diventare prodotti in plastica pronti all'uso; in alcuni casi, la lavorazione può essere eseguita senza ulteriori finiture, a differenza dei processi per altri materiali termoplastici.
Un sacco di problemi entrano in gioco con il taglio POM, in particolare calore e pressione che si combinano per causare la fusione e l'usura dell'utensile a causa delle plastiche rinforzate con fibre, una lavorazione impropria causerebbe cambiamenti di dimensione Così, la prevenzione di diversi difetti viene accelerata utilizzando utensili taglienti con alimentazione e velocità appropriate, e impiegando buone strategie di controllo del chip I processi di bloccaggio e raffreddamento adeguati nella lavorazione CNC aiutano a mantenere le tolleranze Il comportamento coerente delle plastiche di ingegneria come POM garantisce la produzione di parti con quasi tolleranza e prestazioni elevate Le linee guida sulle migliori pratiche nella lavorazione POM mirano a ridurre al minimo i difetti e mantenere la tolleranza.
Esistono diverse proprietà meccaniche che rendono il POM attraente per la lavorazione CNC: resistenza alla trazione, modulo di flessione e resistenza agli urti sono tra le proprietà chiave Da un lato, l'elevata resistenza alla trazione consente al materiale di resistere a forze di trazione significative senza guasti, mentre l'elevato modulo di flessione fornisce resistenza alle forze di taglio La resistenza agli urti indica che può assorbire urti improvvisi senza fratturarsi La resistenza all'usura è un altro vantaggio significativo del POM, che lo rende adatto per applicazioni resistenti all'attrito e all'abrasione Queste proprietà meccaniche, prese insieme alle combinazioni del polimero, includono bassi coefficienti di attrito e buona stabilità dimensionale, rendendolo il materiale migliore per la lavorazione di applicazioni CNC a prestazioni eccezionali che necessitano di durata, precisione e operabilità a lungo termine. Questo è il motivo per cui POM è ideale per parti ad alte prestazioni, data la sua combinazione unica di proprietà.



