


Service de soutien, professionnel et axé sur le client
Entrez en contact avec Lecreator Company
Des prototypes à la production à grande échelle, nous avons ce qu'il vous faut.


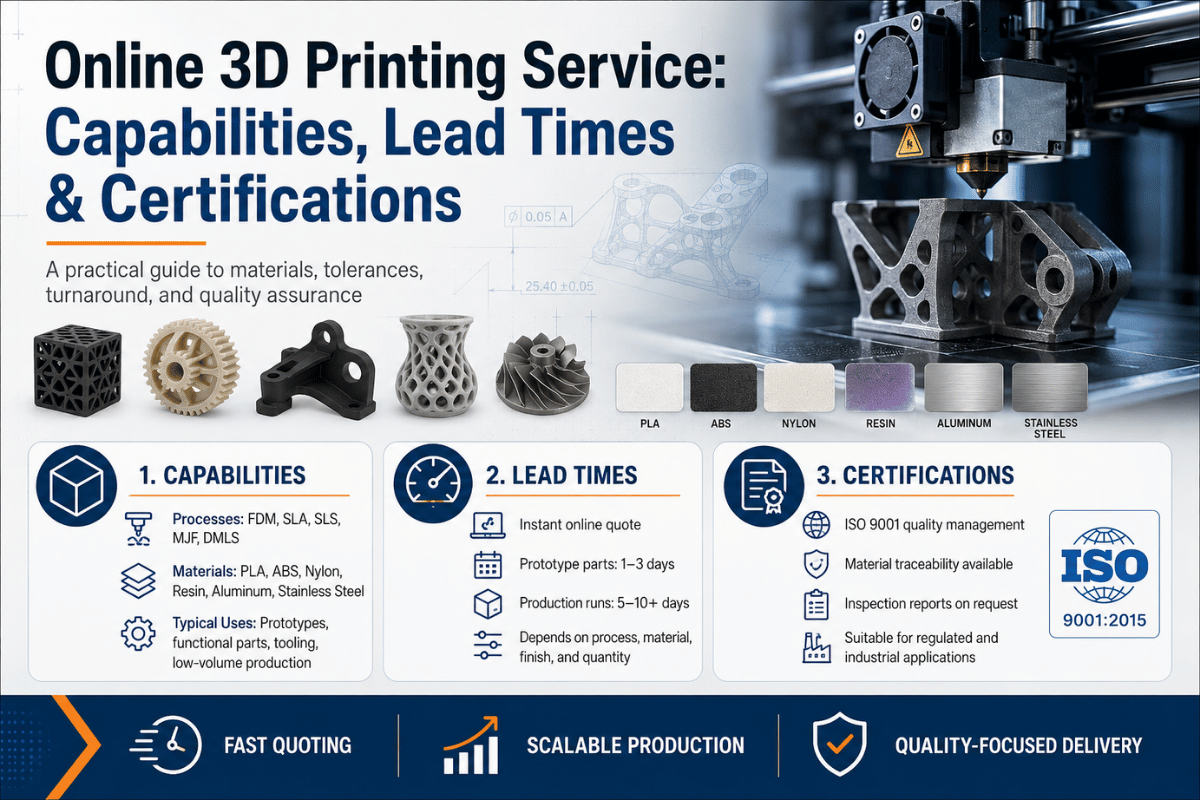
📐 Quick Specs : Services d'impression 3 D en ligne
Par définition, par Comité ASTM F42 et ISO/ASTM 52900 :2021, la fabrication additive (MA) est “le processus d'assemblage des matériaux pour fabriquer des pièces à partir de données de modèle 3 D, généralement couche après couche.” Un service en ligne enveloppe cette étape de fabrication à l'intérieur d'un cadre numérique : le client télécharge un fichier CAO, un algorithme vérifie s'il est imprimable (conception pour la fabrication, ou DFM), évalue la géométrie, achemine la commande pour corriger l'imprimante 3 D tout en citant manuellement le résultat est que les pièces imprimées en 3 D passent de la CAO à la porte pas de jours, pas de semaines.
En quoi cela diffère de votre imprimerie locale L'outil de devis instantané Les fournisseurs d'imprimés locaux demandent à un vendeur de rechercher votre travail, de parler au service d'impression, puis de revenir vers vous dans les 24 à 72 heures. Les entreprises en ligne peuvent le faire automatiquement car la vérification DFM et la génération de devis se produisent par programmation dans le traitement parallèle massif.
Pour les clients, cela signifie un délai d'exécution plus court sur les itérations et pas de commande minimale.
Cinq étapes définissent ce workflow numérique :
Une conceptrice de produit dans une startup d'électronique grand public de San Diego télécharge son premier fichier SLA à 23 h. Le devis revient en huit secondes : $34.50 pour trois parties dans une résine polymère de qualité technique, livrée en quatre jours ouvrables Elle voit la conception pour la fabricabilité avertir-une seule fonctionnalité de 0,4 mm tombe en dessous de la résolution minimale-et met à jour sa CAO en dix minutes Soumet le nouveau devis : $31.80 (le changement de conception réduit le volume de matériau).Elle approuve avant minuit. Un devis local similaire de deux semaines auparavant avait été $280 avec un délai de livraison de trois semaines. Le cycle 3 D'impression est également supprimé.
| ✔ Avantages | ️️ Limitations |
|---|---|
| Aucun coût d'outillage ou commande minimum | Le coût unitaire dépasse le moulage par injection au-dessus d'environ 1 000 unités1 (dépendantes de la géométrie) |
| 1 5 jours de délai contre 8 20 semaines pour les processus outillés | La finition de surface (Ra) nécessite un post-traitement pour les applications cosmétiques |
| Les modifications de conception coûtent $0 entre les itérations (pas de réoutillage) | Force anisotrope : axe Z plus faible que X/Y dans la plupart des processus (sauf MJF) |
| Géométrie interne complexe (canaux, treillis) que l'outillage ne peut pas produire | Sélection des matériaux plus étroite que l'usinage CNC pour les alliages métalliques |
| AM réduit les déchets de matériaux à <5% contre 70 CN090% pour CNC provenant de la billette | Lignes de couche visibles sur les pièces FDM sans post-traitement |
Cinq technologies d'impression 3 D représentent plus de 951TP3 T de ce que les services en ligne offrent ; elles diffèrent bien plus que ce que la plupart des acheteurs réalisent Le choix de la mauvaise n'affecte pas seulement le coût ; il détermine si les pièces imprimées en 3 D respectent la tolérance, survivent aux charges fonctionnelles et arrivent dans les délais prévus Chaque plateforme d'imprimante 3 D traite une matière première différente (filament, résine ou poudre), produisant des pièces avec des propriétés mécaniques distinctes, la qualité de surface et les limites de complexité.
| Processus | Hauteur de couche | Tolérance | Surface (Ra) | Délai d'exécution | Typique Prix (petite partie) |
|---|---|---|---|---|---|
| FDM (Modélisation des dépôts fusionnés) | 0,10,3 mm | ±0.20,5 mm | 12 µm | 1 jours | $515 |
| SLA (Stéréolithographie) | 0,0250,1 mm | ±0.10,2 mm | 2 µm | 1 jours | $150 |
| SLS | 0,1 mm | ±0.20,4 mm | 81 µm | 5 jours | $2580 |
| MJF (Fusion multi-jets) | 0,08 mm | ±0.20,3 mm | 61 µm | 5 jours | $2060 |
| DMLS/SLM métalliques | 0,020,06 mm | ±0.10,2 mm | 60µm (pré-finition) | 10 jours 15 | $100+ |
*Données de première main du créateur, mai 2026. les prix concernent la géométrie représentative de la résine ou des métaux polymères de qualité technique. Les prix des métaux supposent un acier de 316 L. *
guide de sélection de 30 secondes : Si vous avez besoin d'une finition de surface fine pour la présentation visuelle, choisissez SLA. Si vous avez besoin de pièces résistantes pour une conception fonctionnelle sous forte charge ou pour l'assemblage, choisissez MJF ou SLS. Si vous avez besoin d'un composant métallique structurel pour le vol, un usage médical ou des environnements à stress élevé, choisissez DMLS/SLM. Utilisez FDM pour un boîtier, une gabarit ou un outil personnalisé de grande taille et non critique. Si vous n'êtes pas sûr du processus approprié, exécutez une analyse Design for Manufacturability avant de passer votre commande, la plupart des services vous proposeront ces conseils.
Ne confondez pas ces termes ! les utilisateurs sur les forums confondent régulièrement SLS et DMLS Le frittage sélectif par laser (SLS) utilise de la poudre de n'importe quelle catégorie, mais le plus souvent du nylon Le frittage direct par laser métallique (DMLS) utilise uniquement de la poudre métallique Un rapport d'utilisateur frustré indiquant que les pièces “SLS sont bien plus faibles que les” ouvrés utilisait probablement du DMLS métallique à comparer avec leur stock métallique usiné-il n'a aucune incidence sur le SLS polymère.
”La plus grande erreur que commettent les acheteurs est de choisir un processus basé uniquement sur le nom du matériau. Le PA12 imprimé via SLS et via MJF semble identique sur une feuille de spécifications, mais l'agent de fusion de MJF produit environ 151TP3 T de densité de pièces plus élevée et une finition de surface plus cohérente sur tout le volume de construction. Pour un composant qui verra 50 000 cycles d'insertion, la différence n'est pas cosmétique. Elle est la différence entre une durée de vie de six mois et une durée de vie de deux ans.”
Ingénieur des applications senior, Lecreator Manufacturing
La sélection de matériaux façonne les performances des pièces plus que toute autre décision unique Mettez la même géométrie en PLA (un plastique rigide) par rapport au Nylon PA12 et vous obtenez des pièces qui se comportent entièrement différemment dans le monde réel : le nylon reste flexible à -10 °C, le PLA devient cassant Pour les composants métalliques, choisir Ti-6Al-4 V sur 316 L inoxydable délivre 500 MPa supplémentaires de résistance à la traction à 601TP3 T moins de masse une différence qui compte lorsque chaque gramme compte dans l'aérospatiale.
| Matériel | Processus | Résistance à la traction | Résistance à la chaleur | Meilleure Application |
|---|---|---|---|---|
| PLA | FDM | 37 MPa5 | ~60°C | Modèles d'affichage, prototypes de salons professionnels |
| ABS | FDM | ~40 MPa | ~105°C | Prototypes intérieurs automobiles, gabarits |
| Nylon PA12 | SLS/MJF | 48 MPa | ~175°C | Pièces fonctionnelles d'utilisation finale, ensembles à encliquetage |
| Résine Ingénierie | SLA | 25 MPa5 | 120180°C | Prototypes de détails fins, modèles dentaires/médicaux |
| Ti-6Al-4V | DMLS | 895 930 MPa UTS | ~315 °C continu | Supports aérospatiaux, implants médicaux |
| 316L inoxydable | SLM | 480, 690 MPa | ~870°C | Instruments médicaux, marins et sans danger pour l’alimentation |
Valeurs Ti-6Al-4V selon ASTM F3001-14(2021). Valeurs PA12 selon les fiches techniques du fabricant (Lecreator vérifié). Résistance à la traction selon ASTM D638 (polymères) /ASTM E8 (métaux).
Les pièces métalliques 3 D personnalisées, notamment le titane, l'acier inoxydable et l'Inconel, peuvent désormais être commandées en utilisant le même flux de travail numérique que vos prototypes de polymères Lorsque la traçabilité des matériaux est critique, en raison d'exigences telles que les implants humains ou les dispositifs médicaux de classe II+, alors toutes les certifications de matériaux pour votre Ti-6Al-4 V doivent adhérer à la norme actuelle ASTM F3001-14 (2021) pour la poudre Ti-6Al-4 V ELI utilisée pour l'impression 3 D.
Veuillez toujours vous renseigner sur la traçabilité des lots de chaleur et le CoC auprès de votre fournisseur avant toute commande réglementée de l'industrie.
De plus amples informations sur le comportement des différents matériaux dans diverses applications peuvent être trouvées dans notre Guide des matériaux d'impression 3D.
Avec des tolérances de 0,1 à 0,2 mm habituellement sur les caractéristiques, les tolérances les plus serrées en AM proviennent de l'impression par fusion à lit de poudre métallique (DMLS/SLM) et par résine SLA. ISO/ASTM 52927 :2024, publié spécifiquement pour la fusion à lit laser de matériaux métalliques, fixe les exigences de précision dimensionnelle pour le métal PBF-LB à ±0,1 mm ou ±0,11TP3 T de la dimension nominale (la valeur la plus élevée étant retenue) pour les caractéristiques dépassant 10 mm.
C'est le niveau de capacité de processus que vous devriez exiger de votre fournisseur de pièces métalliques dans le secteur aérospatial et des dispositifs médicaux.
À l'autre extrémité du spectre, le FDM a généralement des tolérances de 0,2 à 0,5 mm, en fonction de la taille des pièces, du matériau et de l'étalonnage de la machine.
Ceci est souvent acceptable pour les prototypes et les structures plus grandes mais ne fonctionnera pas pour les assemblages à ajustement serré nécessitant une tolérance de 0,1 mm ou mieux Si votre prototype de boîtier de roulement a besoin d'un ajustement serré de 0,025 mm, cela nécessite une impression SLA ou métallique ; une pièce FDM ne s'ajustera pas sans modification, et du temps perdu.
📐 Note d'ingénierie : empilement de tolérance dans les assemblages AM
Pour les assemblages imprimés en 3 D en plusieurs parties, un jeu de 0,3-0,5 mm est recommandé entre les caractéristiques de verrouillage pour s'adapter aux variations du processus de construction ainsi qu'au retrait thermique pendant le refroidissement Les pièces SLA rétrécissent de 0,1-0,31TP3 T après le post-durcissement UV afin de concevoir un jeu suffisant pour compenser Les pièces DMLS métalliques sont traitées thermiquement après impression pour soulager les contraintes, et ce traitement thermique déplacera probablement les dimensions clés de 0,05 à 0,15 mm.
Obtenez toujours un rapport d'inspection dimensionnelle (CMM ou scan laser) sur toutes les pièces imprimées aérospatiales et médicales Par La branche AM du NIST l'analyse, la variation par rapport aux paramètres du processus machine est la plus grande source de variabilité dimensionnelle dans les pièces de fusion en lit de poudre, et non par la variabilité de l'imprimante elle-même.
Comme guide général de rugosité de surface : FDM délivre 122µm Ra (lignes de couches visibles) ; MJF et SLS tombent dans la gamme 61µm SLA µm ; Ra 2µm Ra hors machine, approchant de la qualité d'injection-moule. Pièces métalliques typiquement 620 Ra avant le sablage secondaire des billes ou le culbutage peuvent réduire cela à 28 µm Ra. Pour toute surface cosmétique de classe-A, plan de finition secondaire quel que soit le processus.
Pour des tableaux détaillés de capacités de processus et des conseils d'appel de dessin, consultez notre Guide des tolérances d'impression 3D.
Lorsque vous demandez un devis d'impression 3 D, cinq variables déterminent le prix : le volume du matériau (et non le volume partiel des structures de support et la hauteur de construction, tous deux pris en compte), le temps de machine, la main-d'œuvre de post-traitement, l'efficacité de l'emboîtement des pièces (critique pour les processus de lit de poudre SLS/MJF) et l'expédition. Contrairement au moulage par injection, les services d'impression 3D ne facturent aucun outil ou coût NRE, vous payez uniquement pour le matériau consommé et le temps de machine.
| Processus | 10 pièces | plus de 100 pièces | Conducteur de coûts clés |
|---|---|---|---|
| FDM | $515/partie | $25/partie | Temps d'impression (hauteur de construction) |
| SLA | $150/partie | $825/partie | Coût du matériau en résine |
| SLS | $2580/partie | $1235/partie | Coût de la poudre + densité d'imbrication |
| MJF | $2060/partie | $1030/partie | Efficacité d'emboîtement (densité du pack) |
| DMLS/SLM métalliques | $100+/partie | $60250/partie | Matériau + atmosphère d'argon + temps machine |
| FDM grand format | $150800/partie | Varie selon la taille | Temps d'impression + post-traitement |
Prix du créateur Estimations « Prix à la main » Premiers prix « May 2026 Les estimations de prix dépendent de la géométrie, de la qualité du matériau et de la fluctuation du marché » Les prix des pièces de petite à moyenne taille (taille maximale de la boîte englobante <200 mm) sont indiqués dans cette estimation Obtenez une estimation de prix à jour en la soumettant à l'outil de devis instantané.
💡 Conseils d'économie de coûts :
Les comparaisons de prix pour des fichiers STL identiques sur plusieurs services révèlent jusqu'à 381TP3 T variance pour la même géométrie et le même matériel (n'a pas de corrélation avec laquelle le service fournit les parties les plus précises) La documentation de tolérance et les engagements de délais ont le même poids que les filtres de prix.

La sagesse conventionnelle dit que l'impression 3 D perd son avantage de coût quelque part autour de 5001 000 unités, et vous devriez passer au moulage par injection Wrong (moulage par injection) ou au moins dangereusement incomplet Break-even dépend beaucoup plus de la complexité de la géométrie que le seul décompte des unités.
Un démarrage de matériel de jeu basé à Austin nécessite 1 500 unités d'un boîtier de contrôleur : une pièce compliquée avec 14 canaux internes, 6 sous-coutes et une épaisseur de paroi de 0,8 mm. Leur fabricant sous contrat suggère un moule d'injection à un délai de 16 semaines pour $12 000 à l'avant (plus $8/pièce après cela). Ou cela suggère MJF Nylon PA12 à $22/pièce.
À 1 500 pièces, le coût d'impression 3 D est seulement 1TP447 000 T moins que le moule 1000 livré en 6 semaines et les conceptions peuvent être mises à jour librement en raison de tout ajustement nécessaire trouvé lors des tests utilisateur, sans frais de moulage supplémentaires Compte tenu du boîtier du contrôleur, le point mort d'impression 3 D se situe au-dessus de 1 800 unités avant que le coût moyen du moule d'injection ne le laisse tomber en dessous des coûts d'impression 3 D. Qu'en est-il d'un support plat très simple, sans contre-dépouille ?
Le seuil de rentabilité est d'environ 400 unités.
Les données de terrain le confirment : analyse de juin 2025 d'Endeavour3 D d'un véritable boîtier de contrôleur MJF placé au seuil de rentabilité à ~1 025 unités à ~$222/partie avec qualité optimisée build niding. Slant 3 D, faisant fonctionner une ferme FDM continue, rapporte une compétitivité jusqu'à 50 000 unités pour des géométries simples Pour les pièces complexes avec des canaux internes ou des contre-dépouilles que le moulage par injection ne peut pas produire, break-even est un point sans objet 3 D impression est la seule option.
Cadre de décision : Dans quelles circonstances faut-il abandonner l'impression 3 D pour le moulage par injection plus traditionnellement utilisé ?
| Type de pièce | Seuil de commutation (environ) | Justification |
|---|---|---|
| Géométrie simple (plate, ronde, pas de contre-dépouilles) | 400800 unités | La moisissure s'amortit rapidement ; pas de prime de géométrie |
| Complexité moyenne (actions secondaires 224) | 1 000 unités et 5 000 unités | Les actions secondaires augmentent le coût du moule, décalant le seuil |
| Haute complexité (canaux internes, treillis, 6+ sous-dépouilles) | 5 000 unités 50 000 | Le coût de l'outillage peut être prohibitif ; AM n'est qu'une option |
| Géométrie interne (refroidissement conforme, bio-réseau) | Pas de seuil impossible | Espace de conception exclusif AM |
Les équipes d'ingénieurs qui ont besoin d'itérer sur des géométries complexes changent rapidement un diamètre de canal, ajustant un angle de verrouillage, testant un nouveau mécanisme de verrouillage (« latch mechanism ») « le plus grand gain de la structure de coûts d'impression 3 D. Chaque changement de conception coûte $0 en réoutillage ; uniquement les changements de temps de machine » Pour la stratégie de prototypage et la planification de la production de ponts, consultez notre guide pour services de prototypage rapide.
Ce ne sont pas des applications de nouveauté. Chaque secteur ci-dessous s'appuie sur la FA car les longs délais de livraison des outils alternatifs, la concentration géographique des fournisseurs ou la géométrie impossible à la machine comportent un coût ou un risque mesurablement plus élevé.
Aérospatiale, la réduction de poids de support est roi Avec AM, nous pouvons créer des structures remplies de treillis qui sont impossibles à usiner, ce qui donne des supports qui sont 30-501TP3 T plus légers tout en étant toujours évalués aux mêmes charges Lecreator a livré avec succès un support structurel aérospatial fabriqué à l'aide de MJF Nylon PA12 qui a réalisé des économies de poids 421TP3 T à partir de l'aluminium usiné traditionnel, tout en réduisant le coût des composants de 671TP3 T en éliminant l'utilisation de matériaux Avoir la certification AS9100 sur le fournisseur, au minimum, pour se qualifier pour la participation à la chaîne d'approvisionnement de matériel de vol est un essentiel absolu.
La précision médicale, dimensionnelle et la traçabilité des matériaux sont les facteurs déterminants dans l'approvisionnement médical en AM, le boîtier de dispositif médical et les dispositifs d'implant (instruments fixes et spécifiques au patient).Les dispositifs nécessitent une précision et une tolérance généralement comprises entre 0,1 mm et 0,15 mm avec des processus de production conformes aux dernières normes de la “ISO 13485.’ Lecreator a fourni un boîtier de guide chirurgical avec une précision de 0,15 mm à 180 mm qui avait un rapport validé démontrant un gain de temps de 231TP3 T lors d'une configuration chirurgicale au cours d'une étude clinique et en utilisation avec des matériaux en résine biocompatibles et des Ti-6Al-4 certifiés ASTM (pour les implants).
Véhicules électriques-Vitesse de développement rapide La vitesse de prototypage à l'aide d'un outillage traditionnel n'est pas idéale et l'équipe de développement de produits EV ne peut généralement pas se déplacer au rythme qu'elle souhaiterait Le prototype de support de moyeu de roue EV “in de Lecreator en MJF PA12 expédié en 3 semaines et demie à ~51TP3 T d'un coût d'outillage de moule d'injection vs un délai de 18 semaines La production de ponts de constructions de petit volume à partir de 50-500 pièces est maintenant gérée pour la production de véhicules de pré-série au moyen à la fois de SLS et de MJF au lieu d'outillage souple coûteux pour ces volumes faibles à moyens.
Les équipes d'électronique grand public utilisent SLA pour les unités de démonstration fonctionnelles des investisseurs et les prototypes d'ajustement/forme : finition de surface et détails fins des caractéristiques à ce stade. Iterating sur la géométrie de l'enceinte trois fois en une seule semaine au lieu d'une par trimestre modifie le fonctionnement pratique de la validation de la conception.
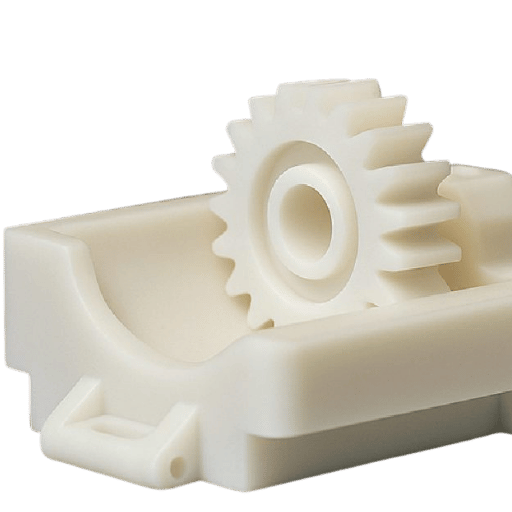
MRO (Maintenance, Repair and Overhaul) - Pièce de rechange pour outillage obsolète/éteint Si un fabricant a un engrenage pour une machine héritée de 8 ans hors production qui a un matériau PA6 et aucune source de courant, ce rapport pourrait être rétro-conçu (balayé), importé puis fabriqué en Nylon PA12 MJF en une seule semaine !
Le prix est juste le prix Peu importe la plate-forme de cotation ou la technologie, le prix seul est la mauvaise métrique Nous avons récemment cité un fichier identique sur trois services et vu un 381TP3 T réparti dans les cotations sans corrélation apparente avec la précision globale Voici quelques clés à suivre :
📋 Liste de contrôle d'évaluation du fournisseur
Pour le contrôle de qualité de premier niveau renvoyer une demande à votre fournisseur préféré pour l'inspection dimensionnelle sur une pièce d'échantillon, Vous devriez recevoir cela sur demande.

La taille totale du marché mondial des services de fabrication additive était d'env. 30,55 milliards USD en 2025 et devrait croître de 168,93 milliards USD d'ici 2030 à un TCAC de 23,91TP3 T (Source : Grand View Research).Les marchés et les marchés suggèrent une voie plus basse et moins optimiste (de 16,16 B à 35,79 B au cours de la période 2019-2029) qui indique une définition de portée plus confinée pour le segment des services lui-même Les définitions de portée des analystes diffèrent, mais le signal directionnel est clair : les services AM croissent à peu près deux fois le rythme du secteur manufacturier au sens large.
Quatre changements structurels qui font de nous plus qu'un simple grand marché :
DFM alimenté par l'IA au moment du devis : ce qui prenait auparavant 4 heures à un ingénieur de fabrication pour examiner (considérations sur l'épaisseur des parois, prévisions de structure de support, optimisation de l'orientation des pièces) peut désormais être réalisé en moins de 10 secondes à la caisse. D’ici 2027, les fonctionnalités de retour de fabrication en temps réel peuvent évoluer pour inclure des recommandations post-traitement et des options de substitution de matériaux.
2. La déconcentration de la chaîne d'approvisionnement 2020 a aidé les fabricants de niveau 1 et de niveau 2 à comprendre la concentration géographique de la chaîne d'approvisionnement comme un risque systémique pour les pièces usinées. Plusieurs fournisseurs certifiés d’approvisionnement en AM à la demande sont inclus dans la continuité des activités pour les fabricants qui n’ont aucun cas d’utilisation avant 2021.
3. Réduction des coûts des machines de fusion à lit de poudre métallique Le coût des machines de fusion à lit de poudre métallique a chuté d'environ 40% entre 2020 et aujourd'hui, en raison de la rivalité croissante entre les fournisseurs. Les principaux acteurs EOS, SL et Trumpf Solutions sont toujours en activité, mais de nombreux nouveaux arrivants existent désormais également.
Par conséquent, les coûts des pièces DMLS/SLM sont également sur une pente descendante (que nous prévoyons de poursuivre jusqu’en 2027).
4. amélioration de la confiance des clients La tendance à la hausse des recherches de type“ de service d'impression 3 d à l”“online et des requêtes associées a indiqué que les acheteurs sont maintenant disposés à commander des composants de pièces structurelles en ligne avec moins de besoin de consultation humaine ; c'est la même transition que l'industrie CNC a connue par rapport au délai de 2015 2020.
Plan d'action pour les acheteurs pour 2026 Qualifier deux ou plusieurs fournisseurs de FA en ligne maintenant un national (pour la rapidité, la facilité de conformité réglementaire), un autre international (pour le coût sur les applications à volume élevé et non réglementées).Tout ce qui est requis pour embarquer un nouveau fournisseur pour la FA est quelques semaines (un examen DFM, des pièces d'échantillon, une inspection, NDA).
4 à 6 semaines de travail ; faites-le maintenant, juste au cas où cela serait nécessaire plus tard.
STL est la norme de l'industrie acceptée par chaque plate-forme STEP (ou STP) est préféré lorsque vous avez besoin de fidélité dimensionnelle sur des surfaces courbes ; il préserve la géométrie exacte plutôt que de la trianguler, ce qui est important pour les formes organiques à courbure élevée.3 MF est de plus en plus accepté et transporte la couleur, les métadonnées matérielles et les informations unitaires dans un seul fichier, ce qui en fait le meilleur choix pour les commandes multi-matériaux ou colorées.
Quatre problèmes de DFM représentent la grande majorité des avertissements de fichiers : géométrie non-variété (bords partagés par plus de deux faces), normales de surface inversées, caractéristiques inférieures à la résolution imprimable minimale (généralement <0,4 mm pour la plupart des processus) et jeu insuffisant entre les pièces mobiles (<0,3 mm provoque une fusion lors de l'impression).Une exportation CAO correctement configurée vers STL résout la plupart de celles-ci avant le téléchargement Si votre devis renvoie un avertissement d'épaisseur de paroi, vérifiez les minimums de processus : FDM nécessite généralement une paroi minimale de 1,2 mm, SLA 0,6 mm, SLS/MJF 0,8 mm. Demander un examen DFM avant le paiement de la découverte de ces pièces empêche d'arriver.
FDM et SLA commandent en 1 jours ouvrables 2 depuis la plupart des grandes plateformes SLS et navire MJF en 5 jours 7. Metal DMLS/SLM prend 1015 jours ouvrables. Rush (50 add-0013T prime premium) coupe FDM/SLA délai d'exécution à 24 heures dans certains cas Ajoutez 15 jours ouvrables pour l'expédition en fonction de la destination et du transporteur.
Les pièces de qualité production sont un cas d'utilisation croissant Les pièces MJF Nylon PA12 provenant de services en ligne apparaissent maintenant dans les assemblages de production à travers les applications automobiles, électroniques grand public et industrielles MRO. Qu'un service soit uniquement prototype ou capable de production se résume à une question : peuvent-elles fournir des contrôles de processus certifiés ISO 9001, une traçabilité des matériaux et une documentation d'inspection dimensionnelle Sans ceux-ci, vous avez un magasin de prototypes Avec eux, vous avez un fournisseur qualifié pour la production Demandez un exemple de CoC avant de passer votre première commande de production.
Demandez la fiche technique du matériau pour votre processus spécifique et la qualité du matériau : pas un tableau polymère générique. Pour l'analyse structurelle, utilisez la résistance à la traction sur l'axe Z, pas la valeur XY. Les pièces AM sont anisotropes : les valeurs de traction de l'axe Z sont inférieures de 15 % à celles de X 51 TP3 T dans FDM ; MJF est beaucoup plus proche de l'isotrope en raison de la création d'une densité uniforme par l'agent de fusion. Lors de la conception avec un facteur de sécurité, appliquez une réduction de 1,251,5× sur les données de traction AM publiées jusqu'à ce que vous disposiez des résultats de tests spécifiques au processus de la configuration réelle de votre fournisseur et de votre machine.
Oui, le créateur expédie dans plus de 40 pays.
Révisé par The Lecreator Engineering Team.
Lecreator maintient des installations AM certifiées ISO 9001 fabriquant des pièces FDM, SLA, SLS, MJF et DMLS/SLM. Lecreator produit des pièces pour les clients de l'aérospatiale, des dispositifs médicaux et de la fabrication industrielle. La source des données d’études de cas provient des journaux de production internes en mai 2026.
La tarification reflète les tarifs réels et est sujette à changement Toutes les autres citations sources présentent des informations à jour à la date de publication.









