


Service de soutien, professionnel et axé sur le client
Entrez en contact avec Lecreator Company
Des prototypes à la production à grande échelle, nous avons ce qu'il vous faut.


Combien coûte l’usinage CNC PEEK ? Une répartition des prix niveau par niveau
| Matériel | PEEK (polyéther éther cétone) |
| Gamme de coûts typique | $50$300+ par pièce |
| Coût Matériel | $40500/kg par grade |
| Tolérance réalisable | ±0,001″ (±0,025 mm) |
| Ma× Température de fonctionnement | 260 °C (500 °F) continu |
| Grades Communs | Virgin, GF30, CF30, Médical |
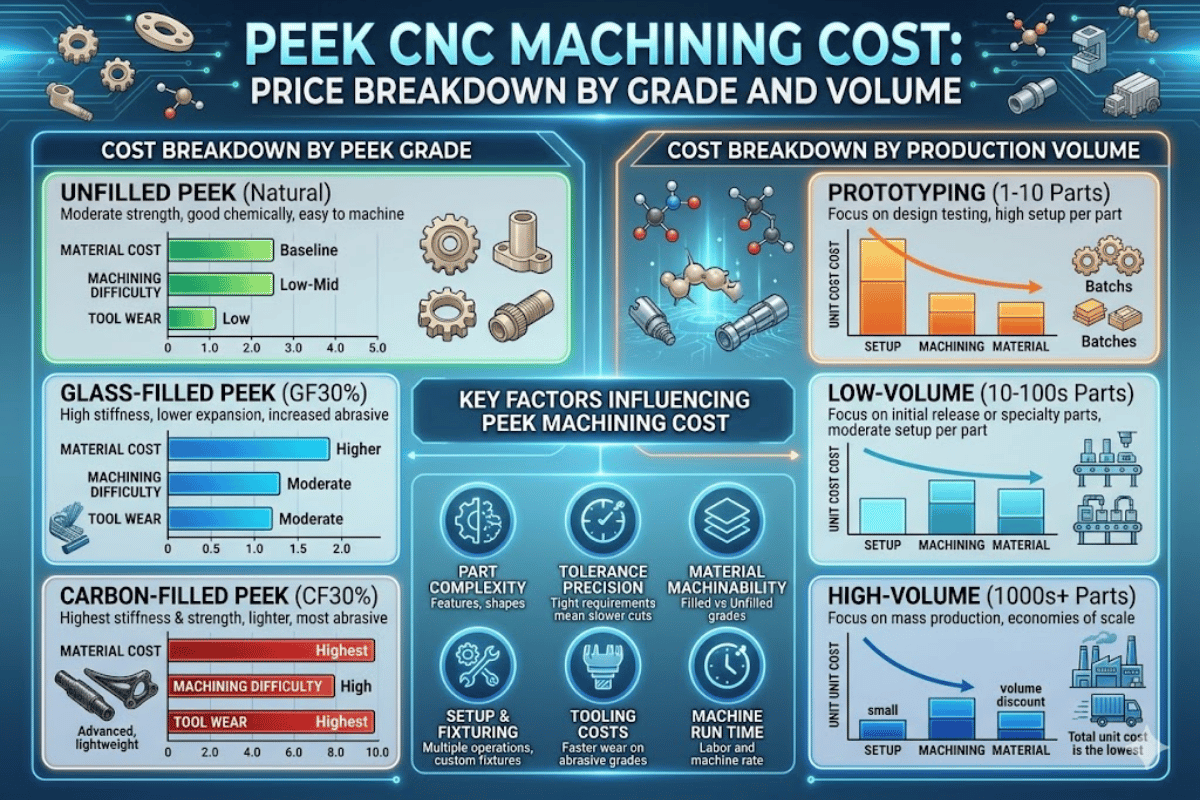
PEEK CNC usinage prix et coût est une surprise pour beaucoup d'ingénieurs Pour produire une pièce prototype à zéro volμme, les prix peuvent aller de 50 à plusieurs centaines de dollars, et le prix final dépend de facteurs qui ne sont pas immédiatement transparents (en particulier la qualité de PEEK utilisé) Dans cet article, nous é×aminons les coûts réels pour le PEEK vierge, verre, et rempli de carbone, donnons un aperçu de la façon dont la complérésité de la pièce et volμme impacte la courbe des coûts, et décrivons les techniques pratiques que les ingénieurs des applications sur le terrain emploient pour minimiser les coûts par pièce sans compromettre la qualité.
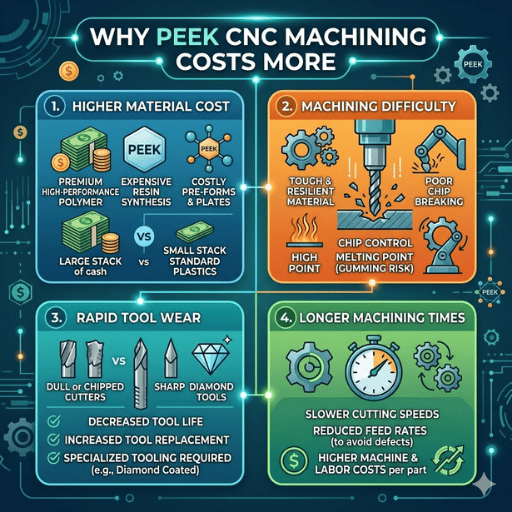
Le prix d'usinage CNC PEEK premiμm par rapport aux plastiques techniques standard est important, mais pas pour les raisons que les nouveaux acheteurs espèrent. La famille des thermoplastiques semi-cristallins polyéther éther cétone survit à un fonctionnement continu à 260 °C (500 F) avec des propriétés mécaniques supérieures, une résistance élevée et une stabilité à haute température. De telles performances sont assorties d’un prix élevé, mais ce ne sont peut-être pas les coûts les plus directs que vous devrez supporter.
Le stock brut est la véritable influence sur les coûts, pas l'effort d'usinage Les données basées sur le marché indiquent que le stock de PEEK varie de 40 à 500 par kilogramme selon la qualité et la forme, contre 5 à 15/kg pour Delrin, prosimalement un 1 premiµm 100 (précoupe) ! Sur la base des facteurs d'usinabilité disponibles publiquement, le coût d'usinage relatif de PEEK est de l'ordre de 0,9 contre 12L14 en acier à usinage libre (ou évalué à 1,0). Dans la pratique réelle, les machines PEEK presque aussi facilement que l'acier doux automobile modeste, une circonstance qui semble dissiper la population à l'échelle PEEK est difficile et exige une machine thermoplastique.
C'est-à-dire que le PEEK entre dans l'atelier sans autres problèmes d'usinage supplémentaires Sa résistance à la chaleur et sa faible conductivité thermique incitent à des vitesses d'usinage plus lentes pour empêcher la chaleur de s'accumuler entre l'outil et la pièce Habituellement, les machinistes réduisent les débits d'alimentation de 20-301TP3 T à ceux de l'acétal ou du nylon, ce qui peut augmenter sensiblement le temps d'usinage Les qualités remplies, en particulier le PEEK renforcé de fibres de carbone, accéléreront l'usure de l'outil de coupe 2 à 3 fois, ce qui fera augmenter les coûts d'outillage Ces trois facteurs de prix du matériau, de la vitesse de coupe et de l'outillage sont ainsi responsables des coûts d'usinage plus élevés dans les coûts d'usinage sont ainsi responsables des coûts d'usinage Service d'usinage CNC coûts.
Résumé pour le souci des coûts : Budget 50-701TP3 T du coût de production global d'une pièce PEEK pour la composante de stock brut Les techniques plus faciles de contrôle du processus d'usinage sont secondaires La décision saillante est le choix de la nuance.

Les prix du PEEK sont fonction de la qualité et du facteur de forme Le fait de choisir le bon est essentiel pour contrôler les coûts finaux Les coûts des produits en stock Virgin PEEK varient de 100 à 2501TP4 T/kg, tandis que l'espace ou les matériaux médicalement certifiés peuvent dépasser 5001TP4 Tkg. La vérification des mérites à investir dans le produit PEEK le plus cher dont vous avez réellement besoin est essentielle pour réaliser des économies.
| Grade | Coût/kg (Toiture/Tôle) | Propriétés clés | Applications typiques |
|---|---|---|---|
| Vierge (Non remplie) | $100$250 | 10015 MPa de traction, excellente résistance chimique | Mécanique générale, transformation des aliments |
| GF30 (fibre de verre 30%) | $150$350 | Rigidité améliorée, stabilité dimensionnelle | Supports aérospatiaux, pièces d'usure industrielles |
| CF30 (fibre de carbone 30%) | $200$450 | Plus haute résistance au poids, électriquement conducteur | Semi-conducteur, structure aérospatiale |
| Médical (ASTM F2026) | $150$500 | ISO 10993 biocompatible, USP Classe VI | Cages vertébrales, implants dentaires, instruments chirurgicaux |
Virgin PEEK est bien adapté à la plupart des besoins d'usinage généraux où la résistance chimique, le fonctionnement à haute température et le faible coefficient de frottement sont souhaités mais l'applicabilité n'est pas si grave qu'elle nécessite une charge mécanique élevée. Le PEEK rempli, renforcé de fibres de verre ou de carbone, répond à des besoins aérospatiaux et médicaux spécifiques où l'usinage du PEEK exige une stabilité dimensionnelle et une rigidité accrue sans coût élevé. D'autres tels que GF30 rempli de fibre de verre 301TP3 (représentatif de la rigidité améliorée par rapport au PEEK vierge sans l'augmentation complète des coûts que présente le CF30 pur.
Strip grade Peak economy Pure (Virgin grade) a le prix le plus bas, le moins cher Medical grade PEEK a le prix le plus élevé Le prix du PEEK de qualité médicale est le plus élevé en raison de son exigence de traçabilité, de la certification de biocompatibilité ASTM F2026 et ISO 10993, et du faible nombre de fournisseurs Pour certaines applications qui ne nécessitent pas la certification implant-grade, le passage du PEEK médical au PEEK vierge réduira le coût global de 50-70%.
📐 Note d'ingénierie
Les prix des granulés sont beaucoup plus bas ($40-150/kg) que pour le stock de tiges/feuilles car ils doivent être transformés davantage en pièces usinables Il convient de vérifier si un devis est basé sur une pastille ou un stock semi-fini, cela seul peut faire un écart de 2 large dans le prix des matériaux cotés L'utilisation de la tige/feuille stock pour usinage CNC en plastique est par défaut.
※ Attention Ces gammes de prix sont accumulées à partir de plusieurs sources industrielles et des listes de prix des distributeurs, de sorte que les prix réels différeront en fonction du fournisseur, des quantités commandées et de la situation du marché.
En plus du matériau de qualité, trois paramètres d'usinage détermineront ce que l'usinage CNC nécessite en termes de coût de pièce PEEK : tolérances dimensionnelles, complexité géométrique et exigence de finition de surface. Ces paramètres ont tous des impacts différents sur le temps d'usinage, les exigences de fixation et le nombre de configurations qui entraînent un coût p ART.
📐 Note d'ingénierie : niveaux de tolérance et impact sur les coûts
Norme: ±0,005″ (±0,127 mm) Coût d'usinage de base, réalisable sur la plupart des équipements CNC à 3 axes.
Précision: ±0,001″ (±0,025 mm) ajoute 15030% au coût d'usinage ; peut nécessiter un recuit entre les opérations.
Ultra-précision: ±0,0005″ (±0,013 mm) ajoute 40060% ; exige un environnement climatisé, une fixation spécialisée et un soulagement des contraintes après usinage.
La géométrie des pièces définit l'usinage 3 vs 5 axes Les pièces prismatiques droites avant avec des caractéristiques sur une ou deux faces sont travaillées sur un broyeur ou un tour conventionnel à 3 axes à $35-140/h (= centres d'usinage américains) ou $15-35/h (=Asie).Les formes complexes, les trous filetés à double angle, les contre-dépouilles et les caractéristiques à paroi mince entraînent le temps de la machine dans la gamme ‘ 5 axes ’ à $75-250/h au niveau national ou $20-80/h de fournisseurs asiatiques.
L'usinage sur cinq axes nécessite un temps de programmation accru, une fixation spéciale et un temps de configuration accru, mais il peut réduire considérablement les coûts totaux des pièces en éliminant plusieurs configurations et erreurs de repositionnement des pièces.
La finition de surface est un autre facteur Les finitions usinées régulières Ra 1,6-3,2 mètres sont supposées être incluses sans frais supplémentaires dans les coûts d'usinage indiqués Une finition polie Ra 0,2-0,4 mètres est une opération supplémentaire et ajoute 20-401TP3 T supplémentaires aux coûts d'usinage.
PEEK se polit bien mais chaque opération supplémentaire augmente le temps de manutention et d'usinage.
Le recuit est souvent omis des coûts PEEK Lorsqu'il est usiné, le PEEK est sujet à l'accumulation de contraintes internes, ce qui entraîne des changements dimensionnels à la suite de l'usinage, surtout lorsque des tolérances serrées sont spécifiées. Le recuit à 200 C après usinage peut soulager ces contraintes ; ce procédé coûte entre $15 et $50 par lot et augmente le délai d'exécution du lot de 1 à 2 jours.
Afin de produire des composants PEEK très précis, un recuit est effectué (entre les passes d'ébauche et de finition) sur la plupart des pièces PEEK de haute précision ; Cela ajoute de nombreuses étapes de changement d'outil et de configuration à la production de ces pièces.
Laissez une tolérance stricte uniquement sur les faces accouplées et les dimensions critiques. Les ingénieurs de terrain sont informés que si une fonctionnalité n'est pas critique, rendre cette fonctionnalité plus lâche de 0,001 à 0,005 en termes d'usinabilité réduira les coûts d'usinage de 15 à 251TP3 T pour une pièce PEEK moyenne car vous n'auriez pas à faire de passe de finition et de traitement thermique. cycle.
Le coût d'usinage CNC PEEK diminuera considérablement à mesure que la taille de la série de production augmentera Un composant prototype coûtant $200 chacun à 5 pièces pourrait être évalué entre $30 et $50 aux quantités de production Le tableau 3 ci-dessous montre une tarification indicative à trois niveaux de production exécutés sur la base de citations d'assembleurs, de forums de machinistes et de rapports d'analyse comparative :
Ces chiffres montrent des valeurs indicatives pour les trois niveaux de production.
| Niveau de production | Gamme Qty | Prix par Partie | Délai d'exécution | Conducteur de coûts clés |
|---|---|---|---|---|
| Prototype | 10 pièces | $80$300+ | 3 jours | Temps de configuration, pas d'amortissement de l'outillage |
| Petit lot | 5000 pièces | $20$120 | 2 semaines | Amortissement d'outillage, configuration/partie réduite |
| Production | Plus de 1 000 pièces | $8$60 | 4 semaines | Économies d'échelle, processus automatisés |
Le delta des coûts de prototype à production sur PEEK par rapport aux polymères de base est encore plus frappant. Tous les coûts de configuration, de programmation et d'inspection du premier article sont amortis sur une poignée seulement de pièces usinées CNC pendant la phase prototype, bien sûr, mais lorsque le volume atteint le nombre de centaines, ces coûts fixes deviennent insignifiants par pièce et les ateliers de production peuvent effectuer des séries d'usinage légères qui réduisent encore davantage le temps d'usinage et les coûts d'usinage.
Pour une certaine perspective, les questions des machinistes publiées sur les forums de l'industrie (y compris, par exemple, le groupe Facebook MACHINIST) révèlent que les ateliers d'usinage américains citant $150-600 pièce pour les pièces PEEK usinées à faible volume de 2 diamètres de complexité Les fabricants asiatiques citant la même géométrie ont tendance à être modérés 2-4 inférieurs (pas nécessairement de qualité), mais certainement le coût La différence s'expliquerait simplement par la structure des coûts (et les autres carves compétitives du monde) si un atelier pouvait démontrer une expérience réussie d'usinage PEEK.
Lorsque les estimations globales des coûts de production dépassent 500 à 1 000 pièces d'une seule pièce, le moulage par injection mérite d'être pris en compte. Le moulage par injection PEEK nécessite des moules spécialisés à haute température (coûts d'outillage à $15 000-$50 000+) mais le coût unitaire tombe à environ $3-15, en fonction de la géométrie. Le seuil de rentabilité sera fortement influencé par la complexité des pièces : des formes simples (des cannelures hélicoïdales à manche, par exemple) peuvent rendre le moulage justifiable à moins de 1 000 pièces CN+ pouvant être usinées.
Assurez-vous d'obtenir des devis tarifaires lors de plusieurs ruptures de volume ($10, $50, $250, $1K) avant de vous engager sur un travail de prototype rapide pour comprendre la relation volume-coût et les voyages d'esprit financiers nécessaires pour promouvoir une production plus importante. quantités.
Veuillez noter que ces fourchettes sont des estimations basées sur les données de l'industrie et les devis des ateliers d'usinage Des facteurs tels que la géométrie des pièces, les tolérances d'usinage, la qualité PEEK utilisée et les services exacts requis affecteront les coûts réels d'usinage CNC.
Pour les devis prêts à la production avec des tolérances garanties, les spécialistes de l'usinage CNC en PEEK peuvent proposer une répartition par article de ligne par qualité de matériau, coûts d'usinage et finitions ou traitements secondaires.
Dans certaines situations, le PEEK n'est tout simplement pas une exigence absolue Avant de payer une prime pour des services d'usinage coûteux sur un plastique $30, assurez-vous d'évaluer si un thermoplastique technique moins coûteux peut fournir une fonction égale Pour guider le choix, voici cinq thermoplastiques percés et usinés selon des normes comparatives de résistance, de produits chimiques, de feu et de température.
| Propriété | PEEK | Delrin (POM) | Ultem (Î.-P.-É.) | PTFE | Nylon 66 |
|---|---|---|---|---|---|
| Coût Matériel/kg | $40$500 | $5$15 | $25$80 | $15$40 | $3$10 |
| Température continue maximale | 260°C | 90°C | 170°C | 260°C | 80°C |
| Résistance à la traction | 10015 MPa | 690 MPa | 85120 MPa | 20 MPa5 | 70 MPa 5 MPa |
| Usinabilité | Modéré | Excellent | Bien | Difficile (doux) | Bien |
| Tarif horaire typique | $50$200 | $30$80 | $40$120 | $35$100 | $25$70 |
| Meilleur pour | Haute température, médical, aérospatial | Engrenages, roulements, général | Boîtiers électriques, médicaux | Chimique, faible friction | Structurel sensible aux coûts |
L'usinabilité relative du PEEK est modérée : il coupera proprement avec une toupie en carbure, mais les stratégies de débit d'alimentation et de liquide de refroidissement nécessiteront une optimisation pour une élimination efficace des matériaux. Le Delrin (POM), cependant, la machine est l'un des plastiques les plus faciles autour du « soft », avec une stabilité de tolérance et une formation de copeaux de PTFE proportionnées. Les matériaux PTFE ont tendance à se trouver à l'autre extrémité du spectre : doux et faciles à travailler, mais considérablement sujets à la déformation sous la pression de l'outil de coupe, ce qui nécessite un fonctionnement plus lent et des temps de cycle plus longs.
Des sources industrielles révèlent que de nombreux ingénieurs de conception spécifiques à une application trouvent que vous obtenez d'un Delrin $30 à une pièce $140 PEEK aucun avantage fonctionnel, juste une escalade du coût du matériau Bien sûr, la température de fonctionnement doit être considérée : si votre condition de travail ne sera jamais supérieure à 85-90 C un Nylon de bonne qualité 66, Ultem (PEI) ou Keta-Clear POM$ correspondra probablement à la fonction d'une pièce PEEK à un coût sensiblement inférieur.
Le PEEK peut véritablement justifier ses coûts dans les exigences hybrides : exposition continue sur 200 C, environnement chimique très agressif et biocompatibilité obligatoire exigée par les exigences aérospatiales, automobiles et médicales Dans ces cas, il n'y a rien de moins coûteux qui peut atteindre la combinaison de résistance mécanique, de stabilité chimique et de stabilité à long terme dans ces conditions de fonctionnement qui est disponible auprès du PEEK.
Pour la comparaison des plastiques usinables avec la capacité de citation, voir la page de service d'usinage CNC de Lecreator (pdf) qui a tout le matériau supporté.
Fait important : évaluez vos conditions réelles de fonctionnement, ne passez pas à PEEK juste parce que Prenez 10 minutes pour vérifier quelques points clés, il vous fera économiser 3-5 dépassements de coûts sur une pièce ne demandant pas de performances PEEK.
La réduction du coût des pièces PEEK ne devrait pas se faire au détriment de la performance La majorité des coûts sera motivée par des choix en matière de conception et d'approvisionnement plutôt que par l'option moins chère en matière de qualité Voici les sept tactiques utilisées par les professionnels de l'approvisionnement et les ingénieurs de conception pour réduire les coûts d'usinage CNC PEEK.
1. sélectionnez la qualité PEEK appropriée. Le Virgin PEEK ne fournira pas trop. Virgin PEEK remplira presque tous les processus mécaniques et chimiques.
L'ajout de GF30 (rempli de verre) ou de qualité médicale au PEEK non rempli si ce dernier répond aux paramètres de conception ajoutera $50-250/kg aux spécifications finales du matériau. Vérifiez la température de fonctionnement réelle, la charge et les exigences réglementaires avant de choisir une qualité renforcée ou certifiée.
2. conception pour la fabricabilité Minimiser les caractéristiques de tolérance serrées aux seules dimensions qui nécessitent fonctionnellement des tolérances serrées.
Chaque caractéristique qui est maintenue à 0,001 ou plus serré nécessite une passe de finition supplémentaire, un cycle de recuit et une étape d'inspection Utilisez des tolérances standard sur les surfaces non accouplées.
3. Battez vos commandes Le prix du prototype est 3 à 5 fois supérieur au prix de production par pièce.
Si vous aurez des commandes répétées, déterminez plusieurs pièces ou quantités de commandes par lots. Passer de 5 pièces à 50 peut réduire le coût/pièce de 40 à 60%.
4. pour les volumes supérieurs à 500-1000, pensez au moulage par injection PEEK. À ces volumes, le coût par pièce pour les formes simples est minimisé (3-15), mais les coûts d'outillage sont coûteux ($15,000 $50,000+).
5. utilisez un machiniste PEEK expérimenté. Les magasins expérimentés avec PEEK auront des taux de ferraille inférieurs à 10%.
Les magasins novices en PEEK jetteront souvent 20-401TP3 T du stock, en raison d'alimentations et de vitesses inappropriées, de dommages thermiques à l'extérieur du stock et d'erreurs de fixation Compte tenu du prix du matériau de PEEK, une différence de taux de rebut de 301TP3 T sur une tige de 250/kg est une variation de coût par pièce.
6. Maintenir le gaspillage de matériaux au minimum, en utilisant lorsque cela est possible des flans en forme de filet. Un emboîtement efficace d’un certain nombre de composants sur une seule tige ou feuille est un moyen recommandé de diminuer la quantité de matériau qui devient un copeaux.
Pour les composants PEEK sur mesure, demandez conseil à votre machiniste avant d'acheter du stock.
7. réduire les exigences de finition de surface. Utiliser des finitions polies (Ra 0,2-0,4 m) uniquement sur les surfaces requises pour un contact ou une étanchéité fonctionnellement important.
Ne spécifiez pas la finition polie sur les surfaces non fonctionnelles telles qu'usinées (Ra 1,6-3,2 m), ce qui améliore la rentabilité en éliminant les étapes de retrait qui augmentent les coûts de finition 20-40%.
Lecreator a 17 ans d'expérience dans l'usinage de plastiques de qualité technique, y compris toutes les qualités PEEK sur les centres d'usinage CNC 80+. Taux de rendement de premier passage de 98%. Tolérances d'usinage de précision à 0,001 (0,025 mm).Soumettez votre dossier de conception pour un devis rapide avec une estimation détaillée des coûts.
Le contenu des prix dans cet article est basé sur des enquêtes sur les tarifs des magasins CNC, une discussion sur le forum de groupe de machinistes individuels, les prix des distributeurs de matériaux PEEK répertoriés, la documentation publiée par les fabricants de Victrex et Drake Plastics. Les fourchettes de coûts basées sur la qualité (vierge, GF 30, CF30, Medical) ont été rassemblées à partir du marché 2025/2026. La conception spécifique, la pile de tolérance et le volume de commande de votre pièce auront un impact sur votre propre devis.









