


Servicio de apoyo, profesional y centrado en el cliente
Póngase en contacto con la empresa Lecreator
Desde prototipos hasta producción a gran escala, lo tenemos cubierto.


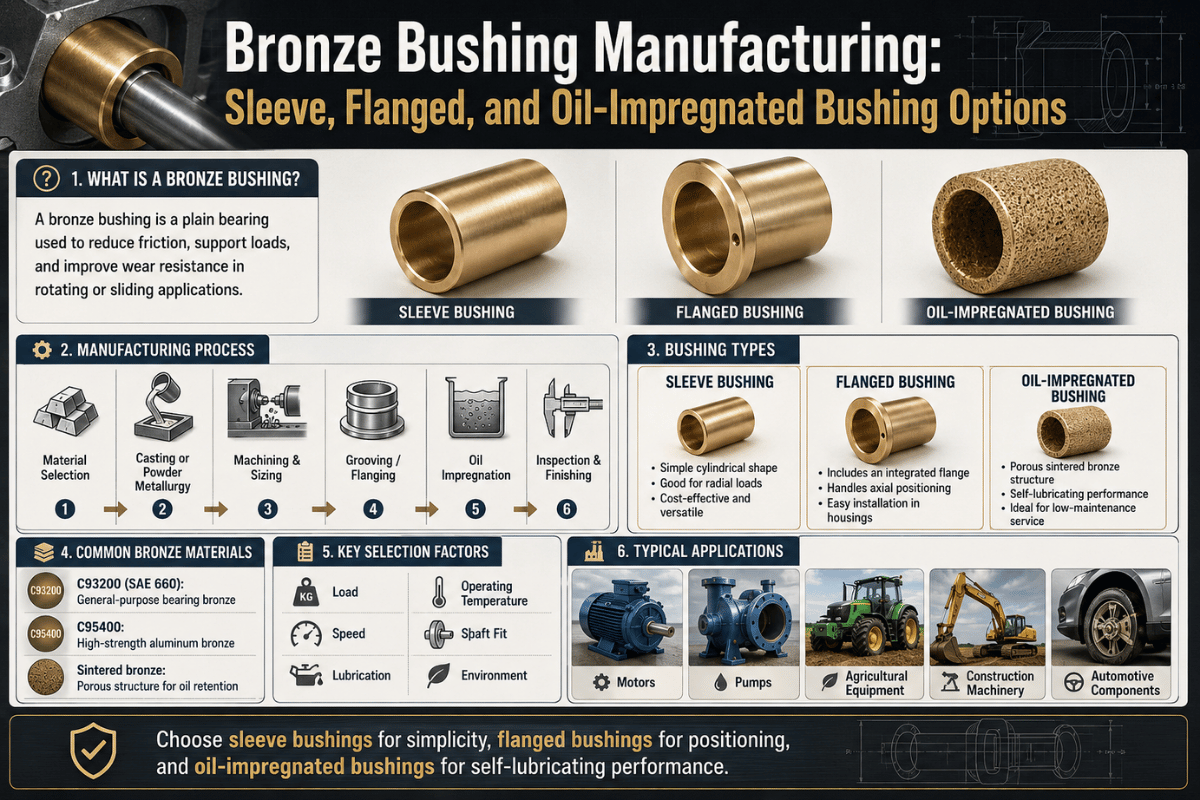
La fabricación de casquillos de bronce es el proceso de formar un cojinete liso (manguito) de aleación de cobre, mediante fundición, sinterización o mecanizado CNC, en un orificio preciso que lleva un eje giratorio o deslizante sobre una película lubricante delgada, sin elementos rodantes. Esta guía analiza cómo se fabrican estos casquillos, las opciones de manguito, bridas e impregnadas de aceite que puede especificar, las matemáticas de aleación y límite fotovoltaico que deciden si un casquillo dura o se atasca, y los detalles de ajuste a presión que se activan en la mayoría de los primeros pedidos.
| Aleación de caballo de batalla | C93200 (SAE 660) bronce estaño « Brinell ~65, tracción ~240 MPa (34,800 psi) |
| Límite fotovoltaico lubricado en límites | C93200 ¦ 75.000 psi·fpm; sinterizado ¦ 50.000; bronce manganeso C86300 ¦ 150.000 |
| Espacio libre de carrera | ¦ 0,001 pulgadas por pulgada de diámetro del eje (regla general, primeras 5 pulgadas) |
| Formularios estándar | Lavadora de manga lisa, con bridas y empuje, cada una lisa, ranurada con aceite/grasa o taponada con grafito |
| Normas rectoras | ASTM B505 (fundición continua), B148 (fundición en arena), B271 (centrífuga); SAE J461/J462 |
| Mejor uso | Carga alta, velocidad baja a moderada, choque y servicio sucio/húmedo donde fallan los rodamientos |
Los casquillos de bronce se fabrican mediante tres familias de procesos y la ruta establece la tolerancia, el acabado, el plazo de entrega y el costo. La fundición (continua, centrífuga o de arena) produce material denso y resistente; la sinterización presiona el polvo de bronce en una pieza porosa que contiene aceite; y el mecanizado CNC corta un casquillo terminado desde la barra fundida hasta la impresión. La mayoría de las piezas de producción combinan dos pasos: fundidas o sinterizadas hasta obtener una pieza en bruto casi neta y luego mecanizadas hasta el orificio que realmente importa.
La tolerancia es la razón por la que el proceso importa. El material fundido es fuerte pero dimensionalmente suelto; el orificio y el diámetro exterior que ubican un eje deben cortarse después. Según la guía sobre rodamientos de bronce fundido de la Copper Development Association, el orificio de un rodamiento fundido debe mecanizarse con acabado a medida después de fabricar e instalar la pieza, no dejarse como fundición. Ahí es donde un taller mecánico gana su lugar: la barra C93200 de fundición continua mecanizada en un torno tiene un orificio mucho más apretado y repetible que una pieza fundida disponible en el mercado.
| Ruta del proceso | Tolerancia típica al orificio | Fuerza/estructura | Volumen económico | Mejor para |
|---|---|---|---|---|
| Barra de fundición continua + mecanizado | Tight (H7 mecanizado, hasta ±0,0002 pulgadas con medición de aire) | Denso, uniforme, sonoro | Bajo-alto (barra de stock) | Casquillos de manguito/brida de mayor precisión |
| Fundición centrífuga + mecanizado | Apretar después del mecanizado | Grano muy denso y fino | Medio-alto; gran DO | Anillos grandes, casquillos de gran diámetro |
| Fundición en arena + mecanizado | Suelto como fundido; apretado después del corte | Adecuado; posible porosidad | Bajo volumen, formas extrañas | Geometría única y compleja |
| Sinterizado (polvo-metal) | Presionado/tamaño, casi neto | Poroso (que contiene aceite) | Sólo volumen alto | Pequeños casquillos de Oilite autolubricantes |
| CNC girando desde la barra (mecanizado para imprimir) | Más ajustado, totalmente personalizado | Hereda barra (densa) | Prototipo-medio | Dibujos, muestras, aleaciones especiales |
| CNC + bruñido de precisión del orificio | Acabado espejo, ID exacto | Denso | Prototipo-medio | Agujeros ajustados para correr y de baja Ra |
| Compuesto moderno sinterizado + mecanizado | Near-net + corte final | Bronce poroso + polímero | Alto volumen | Superficies de desgaste sin mantenimiento (según USPTO US20140023540A1) |
| Mecanizado con tapón de grafito | Perforado + taponado + mecanizado | Bronce macizo + lubricante macizo | Medio-bajo | Trabajo seco, de alta temperatura y oscilante |
| Placa/tira de desgaste de fundición continua | Plano mecanizado + agujeros | Denso | Medio-bajo | Diapositivas y gibs (producto hermano) |
Las clases de tolerancia y los acabados reflejan la práctica general de los talleres mecánicos; Las cifras de porosidad sinterizada siguen MPIF Std 35 / ASTM B438.
Una pieza en bruto fundida no es un casquillo terminado. Plano para un mecanizado final o bruñido de precisión pase el orificio después de presionar la pieza dentro de su alojamiento, porque el orificio se mueve durante la instalación (consulte la sección de ajuste a presión). En nuestro taller, la tolerancia general girada es de ±0,005 mm, con características de cable-EDM de ±0,002 mm y verificación CMM en orificios críticos.

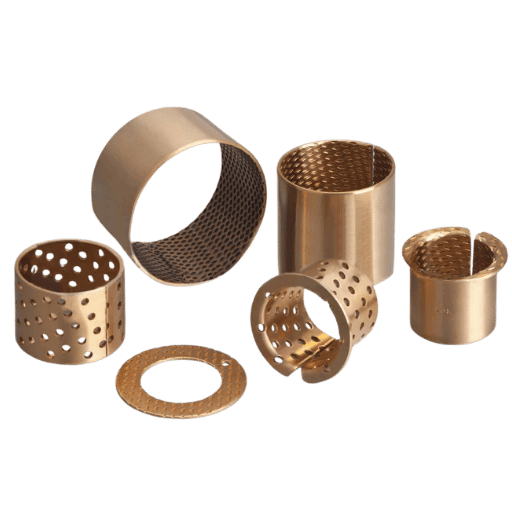
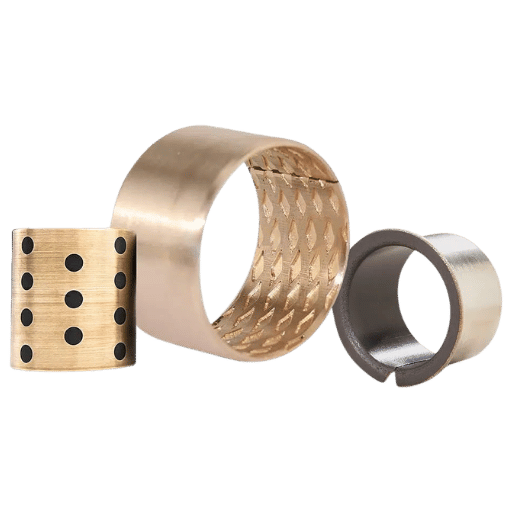
Los casquillos de bronce vienen en tres familias de direcciones de carga y cada uno se ofrece liso, ranurado con aceite/grasa o taponado con grafito. Una llanura manga El casquillo (cilíndrico) soporta carga radial. A bridado el casquillo agrega un collar que también soporta una ligera carga axial (de empuje) y ubica la pieza en su alojamiento. A lavadora de empuje maneja carga axial pura. Elija la forma según la dirección en la que empuja su eje, luego elija el estilo de lubricación según la frecuencia con la que pueda volver a engrasarlo.
Un casquillo es un rodamiento, específicamente a cojinete liso (deslizante). El “rodamiento” cubre cualquier componente que permita que dos partes se muevan con baja fricción, incluidos rodamientos de bolas, rodillos y agujas que utilizan elementos rodantes. Un casquillo es el subtipo sin elementos rodantes: una superficie deslizante de una sola pieza contra la que se desliza el eje. Entonces cada casquillo de bronce es un cojinete, pero no todos los cojinetes son un casquillo.
| Tipo/forma | Dirección de carga | Lubricación | Uso típico |
|---|---|---|---|
| Manga lisa (cilíndrica) | Radial | Aceite/grasa exterior | Ejes generales giratorios/deslizantes |
| Manga ranurada con aceite/grasa | Radial | Engrase/aceite alimentado mediante ranuras | Puntos oscilantes y de difícil acceso |
| Funda taponada con grafito | Radial | Grafito sólido (autolubricante) | Seco, de alta temperatura, intermitente |
| Manga de brida única | Radial + axial ligero | Cualquiera de los anteriores | Ejes, transportadores ubicados |
| Manga de doble brida | Radial + axial bidireccional | Cualquiera | Ejes capturados de servicio liviano |
| Arandela de empuje | Puro axial | Ranurado o tapado | Caras de engranajes, mesas giratorias |
| Sinterizado impregnado de aceite (tipo Oilite) | Radial/axial | Autolubricante (aceite en poros) | Sin mantenimiento, baja carga, mayor velocidad |
| Cored / mecanizado para imprimir personalizado | Cualquiera | Como se especifica | Tamaños no estándar, aleaciones especiales |
| Placa/tira de desgaste de bronce | Deslizamiento plano | Ranurado/conectado | Gibs, maneras, planchas de prensa |
| Pintle/esférico (autoalineante) | Radial + desalineación | Grasa | Vínculos, pivotes |

El bronce no es un solo material. Bronces de rodamientos divididos en cinco familias de trabajadores: bronces de estaño (resistencia), bronces de estaño con y con alto contenido de plomo (el plomo agrega lubricidad para el servicio start-stop), bronces de aluminio (resistencia más resistencia a la corrosión) y bronces de manganeso (resistencia más alta). La hoja de datos de selección de la Asociación de Desarrollo del Cobre asigna cada uno a un deber, y la versión corta es esa C93200 (SAE 660) es el caballo de batalla: equilibra la capacidad de carga, la resistencia al desgaste y la maquinabilidad para la mayoría de los trabajos, con una dureza Brinell cercana a 65 y una resistencia a la tracción de alrededor de 240 MPa.
Pase el C93200 sólo cuando el deber lo obligue. El bronce de aluminio (C95400/C95500) y el bronce de manganeso (C86300) transportan cargas mucho mayores, pero aquí está el captura que entierran los catálogos: el bronce más fuerte es el más lento. C86300 encabeza la tabla de carga pero está clasificado para la velocidad superficial más baja, porque a gran velocidad hace que el calor sea más rápido de lo que lo desprende, el límite de desgaste presión-velocidad eso limita todos los cojinetes deslizantes. Estas aleaciones duras también exigen un eje endurecido, bien acabado y bien alineado, elegir un bronce de alta resistencia y colocarlo sobre un eje blando o rugoso simplemente mueve el desgaste sobre el muñón.
| Aleación (UNS) | Familia | Carga máxima P (psi) | Velocidad máxima V (sfm) | Elige cuando |
|---|---|---|---|---|
| C93200 (SAE 660) | Lata con plomo | 4,000 | 750 | Deber de propósito general predeterminado |
| C93700 | Lata de alto plomo | 4,000 | 1,000 | Lubricante marginal de mayor velocidad |
| C90300 | Estaño | 5,000 | 250 | Carga más alta, sin plomo, lento |
| C90700 | Estaño (engranaje) | 5,000 | 250 | Engranajes helicoidales, cargas lentas pesadas |
| C95400 | Bronce aluminio | 6,000 | 250 | Alta carga + corrosión, eje duro |
| C95500 | Bronce aluminio | 7,000 | 300 | Carga muy alta, marina |
| C86300 | Bronce manganeso | 8,000 | 150 | Mayor carga de choque, velocidad más lenta |
| C54400 | Bronce fosforado | ~3,500 | 1,000 | Fatiga, ligera alta velocidad |
| SAE 841 (sinterizado) | Pm impregnado de aceite | 2,000 | 1,200 | Sin mantenimiento, baja carga, mayor velocidad |
| C89320 (sin plomo) | Bronce bismuto | ~4,000 | ~750 | Derecho clase C93200, mercados RoHS |
Límites P y V de los catálogos de rodamientos de la industria publicados (lubricados por límites), consistentes con las clasificaciones de rodamientos de bronce fundido de la Asociación de Desarrollo del Cobre; una aleación determinada no puede funcionar a su máxima P y máxima V al mismo tiempo. El CDA señala que el bronce de bismuto sin plomo C89320 funciona de manera muy similar al C93200.

Los casquillos de bronce impregnados con aceite se fabrican mediante el proceso de polvo metálico (sinterización), no mediante fundición y mecanizado. El polvo de bronce, normalmente aproximadamente 90% de cobre y 10% de estaño, se prensa y sinteriza en una pieza que tiene aproximadamente 20-25% de volumen poroso, y luego la red de poros se llena al vacío con aceite lubricante. Cuando el eje gira y el casquillo se calienta, el aceite sale de los poros hacia la superficie del rodamiento; cuando se enfría y se detiene, la acción capilar atrae el aceite hacia adentro. Por eso un casquillo sinterizado como SAE 841 (tipo oilita) puede funcionar sin mantenimiento durante largos períodos con una carga baja a moderada y una velocidad más alta. Los diseños modernos autolubricantes llevan la idea más allá, uno construcción patentada dispersa un polímero en la capa porosa de bronce sinterizado para formar la superficie de desgaste. Como guía de temperatura aproximada, los grados impregnados con aceite sinterizado generalmente se mantienen a aproximadamente 120 °C y el bronce fundido sólido a aproximadamente 200 °C, por encima del cual el aceite impregnado se degrada o la película lubricante se descompone, un recordatorio de que “autolubricante” es una ventana de trabajo, no un cheque en blanco.
Para su servicio nominal, no, el aceite contenido en los poros es el lubricante, que es el objetivo de un casquillo autolubricante. Pero la “autolubricación” tiene límites: el suministro de aceite es finito y velocidades muy bajas o cargas intermitentes pesadas pueden superar la acción absorbente. El bronce fundido sólido es lo contrario, siempre necesita una película externa de aceite o grasa, mientras que el bronce taponado con grafito lleva tapones lubricantes sólidos para servicio seco o a alta temperatura.
Una suposición común en los talleres es que el bronce impregnado de aceite nunca debe escariarse. En la práctica tiene más matices: los maquinistas dimensionan los casquillos de Oilite, pero sólo con un escariador excepcionalmente afilado o una bola de dimensionamiento. Una herramienta opaca unta la superficie y cierra los mismos poros que contienen el aceite, lo que mata la autolubricación. Si necesita un orificio preciso posterior a la instalación en un casquillo sinterizado, planifique herramientas afiladas o bruñido, no la barra perforadora que usaría en bronce fundido sólido.
El único número que decide si sobrevive un casquillo de bronce es el suyo Valor fotovoltaicopresión del rodamiento (P, en psi) multiplicada por la velocidad de la superficie (V, en pies por minuto). Corre por debajo del límite fotovoltaico de la aleación y el calor por fricción sigue siendo manejable; excederlo y el casquillo hace que el calor sea más rápido de lo que puede desprenderlo y luego se apodera. Los EE.UU. Investigación con revistas del Instituto Nacional de Estándares y Tecnología enmarca la misma idea a través de la disipación de calor: un rodamiento simple falla cuando el calor de fricción deja de enfriarse.
“Los cojinetes de manga de bronce fundido correctamente diseñados y lubricados ofrecen un rendimiento operativo y de desgaste insuperable”
Asociación de Desarrollo del Cobre, Manual de diseño de rodamientos de bronce fundido
El pestillo de esa frase está “defectuosamente diseñado”: la envoltura, el espacio libre y la aleación fotovoltaica tienen que alinearse, o el casquillo genera calor más rápido de lo que lo desprende.
Calcúlelo en tres pasos. Velocidad de superficie V = 0,262 × RPM del eje × diámetro del eje (pulg). Presión P = carga radial (lb) ~ área proyectada, donde área proyectada = diámetro del orificio × longitud del casquillo. Multiplicar por PV. Un eje de 3⁄4 de pulgada a 341 RPM por debajo de 90 lb en un casquillo de 1 pulgada de largo da V ¦ 67 sfm, P = 120 psi y PV ¦ 8040, cómodamente dentro de cualquier envoltura de bronce.
| Material | Max P (psi) | Max V (sfm) | Pv máximo (psi·fpm) |
|---|---|---|---|
| C93200 bronce estaño (SAE 660) | 4,000 | 750 | 75,000 |
| C93700 lata de alto plomo | 4,000 | 1,000 | 85,000 |
| C90300 bronce estaño | 5,000 | 250 | 90,000 |
| C90700 engranaje bronce | 5,000 | 250 | 100,000 |
| C95400 bronce aluminio | 6,000 | 250 | 125,000 |
| C95500 bronce aluminio | 7,000 | 300 | 135,000 |
| C86300 bronce manganeso | 8,000 | 150 | 150,000 |
| Bronce sinterizado (clase SAE 841) | 2,000 | 1,200 | 50,000 |
| Nailon (para contrastar) | 400 | 360 | 3,000 |
Valores compilados a partir de catálogos de rodamientos publicados en la industria, consistentes con las clasificaciones de rodamientos de bronce fundido de la Asociación de Desarrollo del Cobre. Estos son límites/límites de catálogo de películas mixtas, un rodamiento hidrodinámico de película completa o alimentado externamente a presión puede funcionar a un PV calculado mucho más alto (el trabajo del NIST sobre la capacidad de los rodamientos del diario cita cifras hidrodinámicas supuestas mucho más altas), así que trate la mesa como un piso de selección, no como un techo universal.
Para la autorización para correr, la regla general de larga data es aproximadamente 0,001 pulgadas de espacio libre diametral por pulgada de diámetro del eje, hasta aproximadamente las primeras 5 pulgadas de eje, una figura que aparece tanto en los foros de ingeniería modernos como en el Manual de marcas de 1942 para rodamientos de menos de 600 fpm. Mantenga la pared lo suficientemente gruesa como para mecanizarla y presionarla sin distorsión: un piso práctico mide aproximadamente 1,5 mm (0,060 pulgadas). Como Enseñanza del diseño del MIT dicho esto, la mayoría de los cojinetes de contacto deslizante viven en el régimen límite y obedecen a un límite máximo de presión-velocidad.

Aquí está el detalle que sorprende a los compradores en su primer pedido de casquillo de bronce: el orificio se encoge cuando se presiona el casquillo dentro de su alojamiento. A medida que un casquillo ajustado por interferencia se fuerza hacia un orificio, la mayor parte de esa interferencia radial se transfiere hacia adentro como un orificio cercano al diámetro interior, la práctica general del taller lo sitúa en aproximadamente 80-100% de la interferencia, aunque la fracción exacta varía con el espesor de la pared. y rigidez de la carcasa. Ordene un casquillo de escama al tamaño “terminado” y funcionará por debajo del tamaño y se unirá al eje una vez instalado.
La secuencia, no la suerte, lo hace bien. La Asociación de Desarrollo del Cobre advierte explícitamente contra intentar predecir el cierre con precisión para evitar el acabado: terminar la máquina o escariar el orificio hasta su tamaño final después el casquillo está presionado. Para un casquillo Oilite sinterizado, dimensione con un escariador afilado o una bola de bruñido (nunca una herramienta opaca). Para bronce fundido macizo, orificio o resma después del prensado. Los chaflanes de entrada de 15-30° ayudan a que la pieza comience recta sin cortar la carcasa.
| Lo que ves | Causa probable | Arreglar |
|---|---|---|
| Pulido, luego agallado/agarrado | Se superó el fotovoltaico; El calor superó al enfriamiento | Buje más grande, aleación de mayor PV, agregue lubricante |
| Apriete/sin espacio libre después de la instalación | Borde cercano al ajuste a presión | Orificio de la máquina de acabado después del prensado |
| Úselo solo en un borde | Desalineación/carga de bordes | Alinear eje; utilice casquillos más largos o autoalineables |
| El diario del eje puntuó, no el casquillo | Aleación dura sobre eje blando/áspero | Harden + eje de molienda o aleación más blanda |
| Superficie sinterizada seca y untada | Oilita escariada con herramienta opaca (poros cerrados) | Vuelva a dimensionar con una herramienta afilada / reemplácela |
| Arena incrustada, desgaste de tres cuerpos | Contaminación, sin sellado | Sello, lubricante filtrante; El bronce incrusta escombros pero tiene límites |
La mayoría de ellos se capturan antes del envío con la inspección adecuada. Verificamos los orificios críticos con medidores de aire a aproximadamente ±0,0002 pulgadas y CMM, y proporcionamos informes de pruebas de molino para la composición química en cada lote de calor, las mismas comprobaciones cubiertas en nuestras notas mecanizado de tolerancia estricta, Inspección CMM, y inspección del primer artículo.

Por lo general no. El latón y el bronce son aleaciones de cobre, pero el bronce es más duro y resistente, mientras que el latón es más blando y es más probable que se deforme o se desgaste bajo carga. Para una tarea de soporte real, el bronce casi siempre gana en resistencia y vida útil. Las compensaciones más profundas entre materiales se tratan en nuestra guía cobre, latón y bronce.
Contra los plásticos y los compuestos, la imagen trata sobre la lubricación y la carga. Los plásticos diseñados, como el nailon o el acetal, se secan, pesan menos y resisten la corrosión, lo que se adapta a cargas ligeras y configuraciones limpias, aptas para alimentos o sin lubricante, consulte nuestras notas Cojinetes y casquillos POM. Pero sus límites fotovoltaicos son una fracción de los del bronce (nylon ¦ 3.000 frente a las decenas de miles del bronce), por lo que se quedan cortos bajo cargas pesadas o de choque. Los casquillos compuestos con respaldo de acero (revestidos de PTFE) ganan donde la pared debe ser muy delgada y la carga muy alta. El bronce sigue siendo el valor predeterminado para cargas altas, bajas velocidades, golpes y trabajos sucios o húmedos.

Dos fuerzas están remodelando la fabricación de casquillos de bronce hasta 2026 y más allá. En primer lugar, la demanda de rodamientos sin mantenimiento está aumentando: el mercado de rodamientos autolubricantes fue de aproximadamente 3.760 millones de dólares en 2024 y se prevé que crezca cerca de una tasa anual compuesta de 5,31 TP3T hasta 2034, mientras que el mercado más amplio de rodamientos lisos está siguiendo un ritmo similar. trayectoria de crecimiento de un solo dígito a mitad de camino. Eso favorece las construcciones sinterizadas, taponadas con grafito y compuestas de polímeros, el diseño libre de mantenimiento en el centro de llevando tribología e investigación de confiabilidad y de reciente patentes de rodamientos autolubricantes.
En segundo lugar, el plomo está bajo presión, pero la transición no ha terminado. El bronce con plomo estándar (C93200 tiene un pequeño porcentaje de plomo para la lubricidad) enfrenta los límites de RoHS, y la actualización de la UE de 2025 mantuvo viva la exención del plomo de aleación de cobre (Anexo III 6 (c), hasta 4% de plomo) precisamente porque los reguladores consideraron que los sustitutos directos aún no son confiables en todas las aplicaciones; esa exención ahora tiene un vencimiento estricto el 30 de junio de 2027 y se presta mayor atención a las piezas pequeñas y accesibles. Para usos finales con restricción de plomo o accesibles para niños, planifique ahora en torno a los bronces de bismuto (la familia C89320, que la Asociación de Desarrollo del Cobre califica como cercana a C93200) o bronce de aluminio. Para todo lo demás, el bronce con plomo sigue siendo especificable, por ahora. La medida práctica es preguntarle a su proveedor qué grado sin plomo coincide con su deber antes de que la fecha límite de 2027 obligue a un rediseño apresurado.
Los límites de energía fotovoltaica, las cifras de autorización y los datos de aleaciones aquí se extraen de la literatura sobre rodamientos de la Copper Development Association, la investigación sobre rodamientos de revistas del NIST y los estándares ASTM/SAE; las notas de ajuste a presión y mecanizado de Oilite reflejan la práctica del taller mecánico. Las cifras de tolerancia e inspección (±0,005 mm de torneado, ±0,002 mm de alambre EDM, CMM y verificación del primer artículo) describen cómo mecanizamos los casquillos de bronce para imprimir. Revisado por el equipo técnico de Le Creator Technology Co., Ltd.
¿necesita casquillos de bronce mecanizados según su impresión?
Como fabricante y proveedor de casquillos de bronce, no solo distribuidor de casquillos de manguito originales, mecanizamos piezas personalizadas con bridas, empuje y ranuras para su impresión en bronce de aluminio C93200, bronce de manganeso o grados sinterizados, torneadas, perforadas y pulidas hasta tolerancia.









