


Servicio de apoyo, profesional y centrado en el cliente
Póngase en contacto con la empresa Lecreator
Desde prototipos hasta producción a gran escala, lo tenemos cubierto.


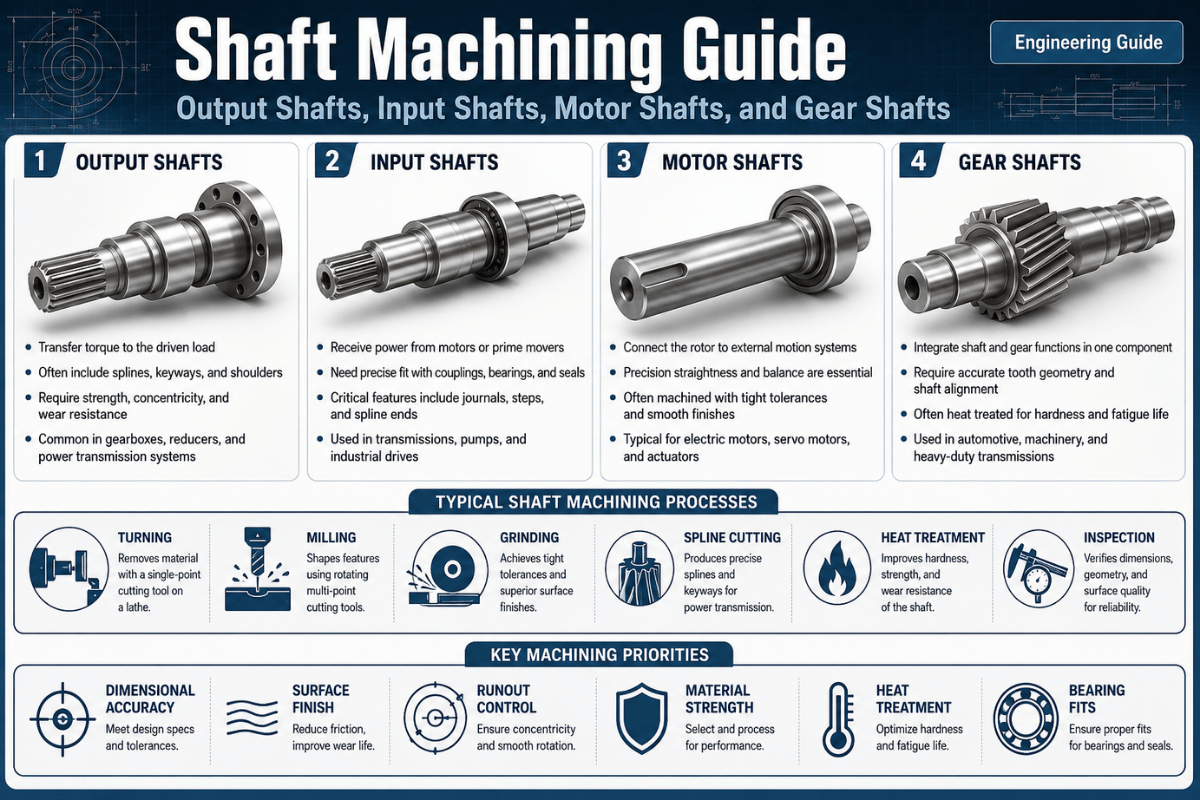
El mecanizado de ejes es el proceso de mecanizado de precisión que convierte el material de barra simple en los ejes giratorios en los que depende cada caja de cambios, motor y bomba. Ya sea que esté solicitando un eje de salida para un reductor, un eje de entrada para una transmisión, un eje de motor o un eje de engranajes, la forma en que gira, fresa, trata térmicamente y rectifica dicta si gira durante años o se come rodamientos en meses. Este artículo atraviesa los cuatro tipos de ejes críticos, la ruta del proceso de 5 etapas, la selección de materiales en números duros, las tolerancias y el enfoque de diseño y abastecimiento que realmente encajan.
Dicho de otra manera: el mecanizado de ejes fabrica piezas giratorias cilíndricas, el torneado establece los diámetros y la concentricidad, el fresado y el brochado crean chaveteros y estrías, el tratamiento térmico proporciona la dureza requerida y los tamaños de rectificado y acabados de los muñones de cojinete. Los ejes de producción mantienen tolerancias de diámetro de hasta ±0,005 mm y concentricidad del muñón de cojinete dentro de 0,005-0,02 mm TIR, con costos impulsados en gran medida por la elección del material y la relación longitud-diámetro.
| Rango de diámetro típico | 1-500 mm (micromecanizado suizo a partir de 0,5 mm) |
| Tolerancia de diámetro alcanzable | a ±0,005 mm (tierra) |
| Concentricidad de la revista | 0,005-0,02 mm TIR (desviación ISO 1101) |
| Acabado superficial | a Ra 0,2 µm en diarios terrestres |
| Materiales comunes | 1045, 4140, 4340, 8620, 304/316, 17-4PH |
| Procesos centrales | Torneado CNC, fresado, taladrado, rectificado |

El mecanizado de ejes es el proceso sustractivo de tornear, fresar, taladrar y rectificar barras cilíndricas en un eje que gira con precisión y que transmite par y movimiento entre los componentes de la máquina, función definitoria establecida en textos de diseño de máquinas como Ejes y componentes del eje de Shigley.
Una barra de metal en bruto por sí sola es inútil: el mecanizado proporciona diámetros escalonados, asientos de cojinete, chaveteros e roscas que le permiten soportar un engranaje, aceptar un cojinete y girar a presión. Como rama de la fabricación CNC de precisión, el mecanizado de ejes produce todo tipo de ejes, desde una barra redonda simple hasta un eje de engranajes estriado; el término más amplio fabricación de ejes también cubre la formación de la pieza en bruto.
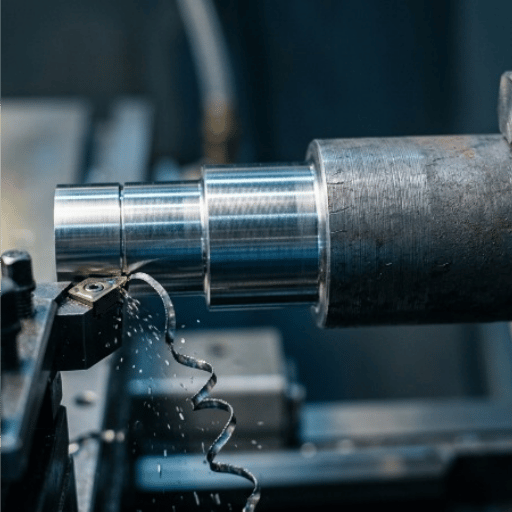
Al encender el torno se realiza la mayor parte del trabajo del procedimiento manteniendo la pieza giratoria y ajustando cada diámetro usando una herramienta de corte de un solo punto a partir de un dato concéntrico común. Luego, el fresado agrega características como chaveteros, aplanados y ranuras. La perforación, la adición de orificios pasantes o avellanados y el rectificado son las operaciones finales que completan los muñones críticos hasta la tolerancia. Al mecanizar un eje utilizando un método de giro primero en lugar de una estrategia de fresado primero, todas las demás características permanecen en el centro. Esto es exactamente lo que se requiere de un eje mecanizado.
¿por qué es tan importante la precisión? Un muñón de rodamiento de 0,002 mm de tamaño inferior y el rodamiento gira libremente y se sobrecalienta; 0,002 mm de tamaño excesivo y el rodamiento se fractura cuando se presiona en su lugar. A alta velocidad, cualquier falta de concentricidad es una masa desequilibrada, que golpea los sellos y golpea los muñones de rodamiento. Hay que controlar el diámetro, la concentricidad y el acabado de la superficie juntos, no uno a la vez.

Un eje de entrada sirve como motor de arranque motorizado para un conjunto de componentes, un eje de salida transmite el trabajo que se realiza, un eje de motor está integrado con la parte giratoria de un motor y un eje de engranajes ha cortado o presionado engranajes, como se define. Cada tipo impone diferentes requisitos de concentricidad, tolerancia del muñón y necesidades de estriado, una distinción entre carga y función que se refleja en Notas de diseño de máquinas de WPI « entonces, identificar un eje por lo que hace versus cómo tiene forma es clave para reducir el alcance del mecanizado requerido, que este cuadro a continuación identificará y organizará a través del mapa de funciones del eje del motor de entrada y salida para categorizar el gama completa de ejes que los ingenieros suelen requerir.
| Tipo de eje | Función primaria | Características clave mecanizadas | Controlador de tolerancia dominante |
|---|---|---|---|
| Eje de salida | Proporciona torque desde una caja de cambios/reductor a la carga | Revistas escalonadas, chavetero o estriado, extremo roscado | Concentricidad de ajuste de rodamientos + ajuste estriado/clave |
| Eje de entrada | Recibe energía del motor primario a una caja de cambios | Estrías internas/externas, diámetro del piloto, superficie del sello | Ajuste estriado + acabado de superficie sellada |
| Eje motor | Eje de rotor integral; primer punto de par | Diámetro del núcleo del rotor, chavetero/plano, muñones de cojinete | Concentricidad y equilibrio (vibración) |
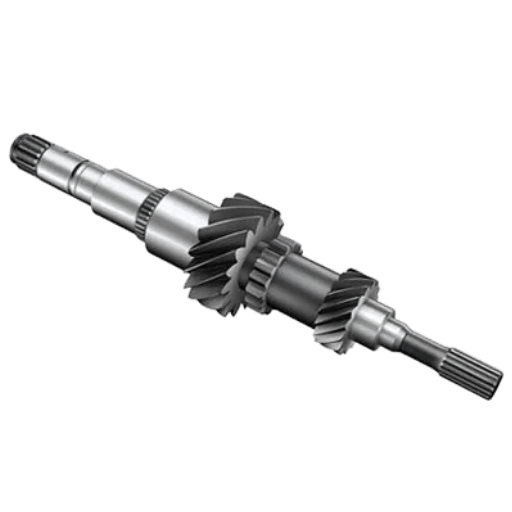
| Eje engranaje | Lleva engranajes cortados o montados en un tren | Dientes o estrías integrales, hombros, filetes | Alineación diente/diario + fatiga en raíces |
| Eje de transmisión | Mueve la potencia a través de la distancia bajo carga cíclica | Extremos de yugo/spline, tubo o barra balanceada | Fatiga + equilibrio dinámico |
| Eje estriado | Transferencia de potencia de bloqueo/deslizamiento de alto par | Splines involutos o paralelos | Forma estriada y tolerancia al tono |
| Eje lineal/contraeje | Distribuye o redirige energía entre unidades | Múltiples chaveteros, muñones de largo rumbo | Rectitud sobre longitud |
| Eje del gato | Eje intermedio corto que une dos componentes | Revistas gemelas, chaveteros | Alineación entre montajes |
| Cigüeñal | Convierte el movimiento alternativo al giratorio | Pasadores desplazados, orificios de aceite, filetes grandes | Fatiga de filete + molienda de diario |
| Árbol de levas | Tiempos de movimiento de válvula/actuador | Lóbulos perfilados, con muñones | Perfil del lóbulo + dureza |
| Eje hueco | Corta masa, aumenta la rigidez al peso | Aburrido o perforado con pistola, control de pared | Concentricidad de pared |
La conclusión: un eje de motor vive o muere en concentricidad y equilibrio, un eje de transmisión de automóvil en fatiga y un engranaje o eje de salida en la limpieza con la que sus estrías y muñones comparten un eje. No lo diseñe demasiado y no pague de más por tolerancias que el trabajo nunca necesitó.
Un eje no se hace en el extremo de una barra en una sola pasada, se mueve a través de una secuencia paso a paso dictada por la geometría (simple versus escalonada versus delgada), el material (suave versus duro) y ajuste (tolerancia floja versus estrecha). La ruta común a la mayoría de los ejes de precisión sigue el siguiente patrón, la ruta del proceso del eje de 5 etapas:
| Escenario | Qué pasa | Por qué es importante |
|---|---|---|
| 1. Giro brusco | Cara, taladro central y rugoso en cada diámetro entre centros | Elimina material a granel; establece la línea central de trabajo |
| 2. Termină de girar | Lleve diámetros, paletas, chaflanes y filetes al tamaño cercano a la red | Establece geometría y concentricidad en una sola configuración |
| 3. Mecanizado de características | Enclaves/planos de molino, estrías de vitrocerámica o brocha, taladros, hilos cortados | Agrega funciones de ensamblaje y transferencia de torque |
| 4. Tratamiento térmico | Endurecer a través, endurecer casos o endurecer inducción, luego templar | Desarrolla fuerza y resistencia al desgaste, pero distorsiona la pieza |
| 5. Rectificado/acabado | Rejillas de cojinetes de rectificado cilíndricas o sin centros hasta su tamaño final | Recupera la tolerancia perdida por el tratamiento térmico; establece el acabado superficial |
Hay una razón por la que los ejes se mecanizan blandos, se endurecen y luego se muelen al final: el tratamiento térmico cambia de dimensión. La referencia metalúrgica estadounidense Fallos de ejes de ASM International enumera las grietas de enfriamiento y la distorsión del tratamiento térmico entre los defectos de fabricación de ejes más comunes. El paso de acabado-pulido existe en gran medida para corregir esa distorsión, no solo para pulir la superficie, omitirla en un muñón endurecido y el ajuste del cojinete se sale de la tolerancia.
Tome un eje escalonado con dos muñones de cojinete y un extremo de salida con llave. La barra, elegida un poco más grande que el diámetro mayor, se sujeta en una pinza sobre a Torneado CNC centro, revestido y perforado en el centro. El diámetro más grande se gira primero en bruto, bajando hasta los escalones más pequeños para que la pieza permanezca rígida; Las pasadas de acabado forman luego paletas y filetes limpios.
El eje se traslada a un molino para el chavetero, se trata térmicamente si el deber lo exige y finalmente se rectifican sus muñones para dimensionarlos y se verifica si hay agotamiento en una CMM antes de enviarlos. Multieje mecanizado de torneado puede combinar varios de estos pasos en una sola sujeción, lo que mejora la concentricidad al eliminar el error de reajuste.
No siempre. Fuentes comerciales como Mecanizado de producción documento de giro duro y giro rotacional que reemplaza la operación de rectificado en muchos muñones endurecidos cuando la tolerancia y el acabado lo permiten, y Constructor de motores señala que “no siempre es necesario pulir un cigüeñal” según las especificaciones. Sin embargo, el giro brusco de CBN puede alcanzar acabados de nivel de rodamiento en un solo mandril, lo que a menudo reduce el costo Taller de máquinas moderno todavía encuentra excelentes ganancias por la mayor redondez y el stock más duro. La elección se basa en el ajuste, no es automática.
El material establece la línea de base para resistencia, vida a la fatiga, resistencia a la corrosión y maquinabilidad, y la mayoría de las guías de la competencia se detienen en “el acero al carbono es barato, el acero aleado es fuerte”. El selector de material a servicio del eje a continuación coloca números detrás de la elección. (Los valores son propiedades típicas templadas y templadas para los grados nombrados; confirme con los valores certificados de la fábrica de su proveedor)
| Material | Tensa (MPa) | Rendimiento (MPa) | Maquinabilidad | Servicio del eje de mejor ajuste |
|---|---|---|---|---|
| 1045 acero al carbono | ~565 | ~310 | Bien | Ejes de bajo caudal de uso general |
| Acero aleado 4140 | 850–1000 | 655–900 | Moderado | Ejes de transmisión/salida Workhorse |
| Acero aleado 4340 | 1000–1200+ | 740–1050 | Más duro | Ejes de alto par y alta fatiga |
| 8620 acero para endurecer cajas | ~530-700 | ~360-500 | Bien | Ejes de engranaje/salpicadura (caja dura, núcleo resistente) |
| 304 inoxidable | ~515 | ~205 | Gomoso | Servicio de corrosión suave |
| 316 inoxidable | ~515 | ~205 | Gomoso | Ejes marinos, alimentarios y químicos |
| 17-4PH imediable | ~1070-1310 | ~1000-1170 | Moderado | Ejes resistentes a la corrosión de alta resistencia |
| Ti-6Al-4V titanio | ~950-1100 | ~880-1000 | Difícil | Aeroespacial, médico, crítico para el peso |
| Aluminio 7075-T6 | ~572 | ~503 | Excelente | Ejes de luz de alta velocidad y baja carga |
| Latón C360 | ~340-470 | ~125-310 | Excelente | Pequeños ejes de precisión/instrumentos |
Para la mayoría de los accionamientos de alto par y ejes de salida, la respuesta es 4140 o 4340. AISI 4140 alcanza un rendimiento de 655-900 MPa después del enfriamiento y templado, las máquinas se endurecen más fácilmente y se pueden endurecer por inducción para un muñón resistente al desgaste, es el valor predeterminado para la mayoría de ejes de potencia industriales.
AISI 4340 agrega níquel para una tenacidad al núcleo extraalta (rende alrededor de 740-1050 MPa y mucho más con un tratamiento especializado), lo que hace que valga la pena el mecanizado duro y de primera calidad en los ejes cargados de impactos más críticos para la fatiga; aunque cuesta más y desgasta los cortadores más rápido. Si la corrosión también es una preocupación, 17-4PH logra una resistencia de acero casi aleado con cualidades inoxidables. Haga coincidir el grado con el deber en lugar de sobreespecificar: un eje 1045 que realiza el trabajo es mejor que un eje 4340 que factura por la resistencia que la aplicación nunca permite.
Máquinas Lecreator todas ellas internas, de culata de eje de acero inoxidable al titanio y al aceros al carbono y aleados que constituyen la mayoría de los ejes de producción.

Las características son precisamente cuando una barra redonda se convierte en un eje funcional y donde con mayor frecuencia resulta ser un punto débil. Las chavetas, estrías, hombros y ranuras transferirán torque dentro y a través de ellos, pero son sitios de concentración de tensiones que pueden iniciar grietas por fatiga en ejes giratorios. Un estudio de elementos finitos de factores de concentración de tensiones en chaveteros de pozo confirma que los elevadores de tensión geométricos localizados dominan el diseño de fatiga, por lo que la forma en que se mecaniza una característica importa tanto como existe.
| Característica | Proceso | Punto de vigilancia de fatiga/calidad |
|---|---|---|
| Camino clave | Molino final o brocha | Radiar las esquinas «los extremos afilados de las chavetas son orígenes de grietas |
| Estrías externas | Cobertizo, fresado o laminado en forma de hilo | Tolerancia de forma/paso; rodar añade resistencia a la fatiga |
| Estrías internas | Brochado o moldeado | Alineación de los dientes con el eje del orificio |
| Hilo | Giro de un solo punto o laminación de hilo | Nunca transporte torsión sobre las roscas; ruede para disfrutar de la vida útil |
| Dientes de engranaje | Cojeando engranajes | Filete de raíz + concentricidad diente a diario |
| Características del material endurecido | Edm de alambre | Sin fuerza de corte ni distorsión afectada por el calor |
Los chaveteros generalmente se cortan con un extremo fresado en a molino CNC para pequeñas cantidades o brochado para producción en masa, y tolerado según los estándares clave ANSI B17.1 (pulgadas) o ISO/DIN. Las estrías se fresan o moldean mediante tallado para cortar dientes, o se forman trabajando en frío en lugar de cortar; Este trabajo en frío crea un endurecimiento por trabajo en los flancos, lo que conduce a una mayor resistencia a la fatiga.
En ejes completamente endurecidos, donde el fresado o el tallado desarrollarían vibraciones o alambre de combustión, la electroerosión corta el chavetero o la ranura sin ninguna fuerza mecánica. De todas estas opciones, el lugar donde se debe dirigir la mayor atención y concentración es el radio interno: una esquina interna afilada magnifica la tensión local y es el lugar clásico para que se rompa un eje cargado.
La concentricidad entre los muñones de cojinete de un eje mecanizado generalmente se mantiene en TIR de 0,005-0,02 mm, y una vez que la relación longitud-diámetro (L/D) de un eje supera aproximadamente 10:1, el punto exacto depende de la rigidez del material y la tolerancia. exigido, la deflexión obliga al uso de un reposo estable o mecanizado entre centros para mantener el tamaño. Dos estándares diferentes rigen estos números, y combinarlos es un error común: ISO 286 cubre tamaños de diámetro y ajustes (las clases h6/g6/k6 en un diario), mientras que la forma y el descentramiento, la concentricidad, el descentramiento total, la rectitud pertenecen a la familia GD&T ISO 1101. Llame a un diario como “Ø20 g6” para el ajuste y un símbolo de descentramiento para el giro, no uno en lugar del otro.
| Relación L/D | Estrategia de retención de trabajo | Resultado práctico |
|---|---|---|
| Hasta ~8:1 | Chuck (voladizo) girando | Rígido; Tolerancia estricta sencilla |
| ~8:1 până la 20:1 | Entre centros + descanso estable/seguidor | Controla la desviación y el ruido; “desafiante” |
| >30:1 (extralargo) | Entre centros, múltiples descansos, alimentaciones reducidas | Tornillos de plomo, rodillos de molino; acabado-molienda para mayor rectitud |
Un eje delgado actúa como una regla flexible: el empuje del corte lo aleja de la herramienta, por lo que se vuelve gordo en el centro y se estrecha hacia los extremos. Agregar un reposo estable coloque un punto de contacto a mitad del eje (un reposo de seguimiento contacta con la herramienta); acorta la luz sin soporte, reduciendo la deflexión.
Maquinistas encendidos Maquinista práctico explique el uso de reposos estables sobre superficies torneadas con precisión para controlar el voladizo del eje y L/D. Aún mejor: el calentamiento durante ciclos de mecanizado prolongados ampliará el centro de la pieza; Esta expansión y las velocidades críticas de los ejes en motores, bombas y husillos de alta velocidad limitan el tamaño del diseño antes de la vibración.
No te esfuerces por lograr una perfección imposible. Dar a cada diámetro tolerancias más estrictas infla los tiempos de inspección y rectificado, pero no tiene ningún efecto práctico. Las tolerancias inferiores a 0,01 mm deben reservarse para rodamientos y sellos; Las longitudes no críticas pueden utilizar las tolerancias ISO 2768 más comunes. Generalmente, las tolerancias de rectificado cilíndrico en un diámetro son de aproximadamente ±1-10 µm, con acabados superficiales de hasta aproximadamente Ra 0,2 µm, a un costo cada vez mayor.

Un buen diseño de eje reduce el costo y el tiempo que se pasa en el torno. El método clásico, diseñado en Shigley's Ejes y componentes del eje e históricamente codificado en ANSI/ASME B106.1M (el estándar de transmisión de ejes de 1985, ahora retirado pero aún ampliamente referenciado) «tamaña el eje de las cargas y tensiones de fatiga que debe sobrevivir. Los principios clave:
Para la autoridad detrás de estas reglas, el Notas de diseño de máquinas del Instituto Politécnico de Worcester y la encuesta en modo de fracaso de Universidad de la ciudad de Hong Kong tanto las fallas del eje de traza se remontan a decisiones de geometría como de tratamiento térmico tomadas en la etapa de diseño.

El tratamiento térmico y el acabado son aquellos en los que un eje gana su dureza, vida útil y tolerancia final. La secuencia casi siempre lee la máquina suave → tratamiento térmico → moler duro, porque el endurecimiento distorsiona la pieza y el rectificado restablece el tamaño después.
| Proceso | Resultado | Cuándo utilizar |
|---|---|---|
| Endurecimiento por inducción | Estuche rígido ~50-60 HRC, núcleo resistente | Rejillas de cojinetes, dientes de eje de engranajes |
| Endurecimiento de cajas (carburar) | Piel resistente al desgaste sobre núcleo resistente | 8620 ejes de engranaje/esplonado |
| Mediante endurecimiento + templado | Fuerza uniforme a través de la sección | Ejes de potencia 4140/4340 |
| Nitruración | Superficie muy dura, baja distorsión | Ejes de precisión que no se pueden volver a moler mucho |
| Rectificado cilíndrico/sin centros | Tamaño de ±1-10 µm, Ra a ~0,2 µm | Tamaño y acabado final del diario |
| Culata de cromo duro/TG&P | Desgaste + superficie de corrosión; stock preciso | Varillas hidráulicas, ejes lineales |
“Nunca buscamos el tamaño final de un muñón endurecido antes de tratarlo con calor”, explica un maquinista de un proveedor de engranajes. “Dejamos mucho espacio para la molienda después del tratamiento térmico y ejecutamos una amoladora cilíndrica para recuperarlo. Tratar de mantener sus tolerancias en la etapa suave y mantenerlas así durante el enfriamiento es donde las piezas se convierten en chatarra”
Cable de torneado y molienda, Lecreator
Donde un eje se empareja contra un orificio de precisión, concéntrico bruñido en el orificio termina el ajuste desde el “otro lado”

El precio del mecanizado del eje no es lineal: aumenta rápidamente a medida que el material, la longitud, la tolerancia y la complejidad van más allá del “giro estándar”. Los principales factores de costo son: calidad del material y tratamiento térmico; relación L/D y consiguiente estrategia de mantenimiento de trabajo; tolerancia, banda de acabado de la superficie objetivo; complejidad de la característica (teclados, estrías, orificios transversales); requisitos de inspección; y tamaño del lote, que distribuye el costo de configuración entre más piezas. Un muñón de tierra con pendiente de rodamiento en un eje 4340 con una varilla L/D de 20:1 cuesta un universo totalmente diferente al de una varilla 1045 simple.
Sobre los factores que realmente pesan los compradores: en nuestro propio trabajo con ejes, Lecreator tiene tolerancias de tierra de ±0,005 mm y una tasa de defectos de 0,02% en más de 50 000 proyectos entregados, con inspección de 100% en los tramos de producción. Para trabajos de origen extranjero, el costo de aterrizaje es la métrica a utilizar: una cotización FOB típica de $5,000 llega en posesión del cliente DDP hasta su puerta aproximadamente al nivel de un precio típico de $7,425 DDP cuando se tiene en cuenta la tarifa, el flete y la corretaje de la Sección 301 de 25% (aproximadamente un margen de beneficio de 48,5% sobre FOB, pero todavía aproximadamente 52% por debajo del mecanizado estadounidense comparable). Saber que esta aritmética inicial separa los shocks de precios de las ofertas confiables.
Seleccione un proveedor de ejes basándose en su capacidad para contener la geometría, replicarla y documentarla, no en el “precio” principal.” Las piezas largas y delgadas son implacables y revelan fácilmente configuraciones débiles (conicidad, vibración, deriva de diámetro), así que consulte sobre la capacidad L/D y vea los informes de inspección antes de decidir sus tolerancias de ajuste de rodamientos, no después. Un taller con operaciones integradas de molino de giro y descentramiento garantizado por lote ofrecerá un retrabajo mucho menos costoso que las cotizaciones bajas para piezas no documentadas.
Solicite una cotización de mecanizado de ejes →
La demanda de ejes mecanizados sigue las tendencias generales en productos torneados con precisión con un tamaño de mercado global que se acerca a una CAGR de 6,0-6,4% hasta 2034-2035 según informes de Precedence Research y Mercado.us (incluidos ejes y pasadores de precisión como líder de su clase de producto); La fabricación de precisión más amplia se sitúa en ~8%, según lo previsto por Grand View Research. En el taller, considere estos tres temas tecnológicos de 2026 relevantes para los ejes: CAM impulsada por IA que adapta rutas para piezas delgadas para combatir la vibración; simulaciones digitales gemelas para predicción de deflexión; y consolidación de tornilleros y torneado duro CBN para reducir pasos y mejorar la concentricidad. Consejos prácticos: para programas de desarrollo de ejes 2026, diseño según los requisitos ISO 1101 GD&T; discutir si el torneado duro podría eliminar el rectificado en su tolerancia; y utilice un proveedor de tornilleros con inspecciones automatizadas durante el proceso.
Cuando los ejes largos y delgados con una alta relación longitud-diámetro se doblen excesivamente debido a la fuerza de corte, apóyelo con un reposo constante o siga el reposo en lugar de intentar “empujar”, disminuya las velocidades de avance y use herramientas de corte muy afiladas para minimizar la fuerza, o agregue etapas de desbaste antes de terminar de cortar para eliminar secciones gradualmente, soportando así más del eje.
Estos soportes se vuelven necesarios más allá de L/D de aproximadamente 10:1. Con relaciones muy altas (L/D > 30:1), estos se convierten en la categoría de eje “extralargo” donde el eje normalmente se muele hasta dimensionarlo después del tratamiento térmico para corregir la distorsión del tratamiento térmico. Más allá de la etapa de la máquina, los ejes muy largos de alta velocidad también estarán limitados por su velocidad crítica, que está dictada por la tendencia del giro rotacional a tomar el control independientemente de la precisión y la capacidad de giro, lo que hace que la deflexión sea un factor principal para la máquina en funcionamiento, en lugar de estática.
El giro típico de un eje terminado depende de cuán complicadas sean las dimensiones, si es necesario endurecerlo y molerlo, y cuál sea el volumen de producción. Un eje torneado simple puede requerir solo unos pocos días, mientras que un eje endurecido y rectificado con múltiples características lleva más tiempo a medida que se agregan procesos de tratamiento térmico y rectificado.
Lecreator puede entregar prototipos en días, con una cotización en menos de 24 horas, y ejes de producción disponibles a partir de ese período de tiempo.
Esta guía refleja el trabajo diario de Lecreator girando y rectificando ejes de salida, entrada, motor y engranaje en 1045, 4140, 4340, acero inoxidable y titanio, donde tenemos tolerancias al suelo de ±0,005 mm en el mejor de los casos con 100%. Las cifras de tolerancia, material y proceso se cotejan con referencias de diseño de máquinas (Shigley, WPI, ASM International) y estándares actuales (ISO 286, ISO 1101, ASME Y14.5-2018). Revisado por el equipo técnico de Lecreator.









