


Unterstützender, professioneller und kundenorientierter Service
Nehmen Sie Kontakt mit Lecreator Company auf
Von Prototypen bis hin zur Serienproduktion sind Sie bei uns genau richtig.


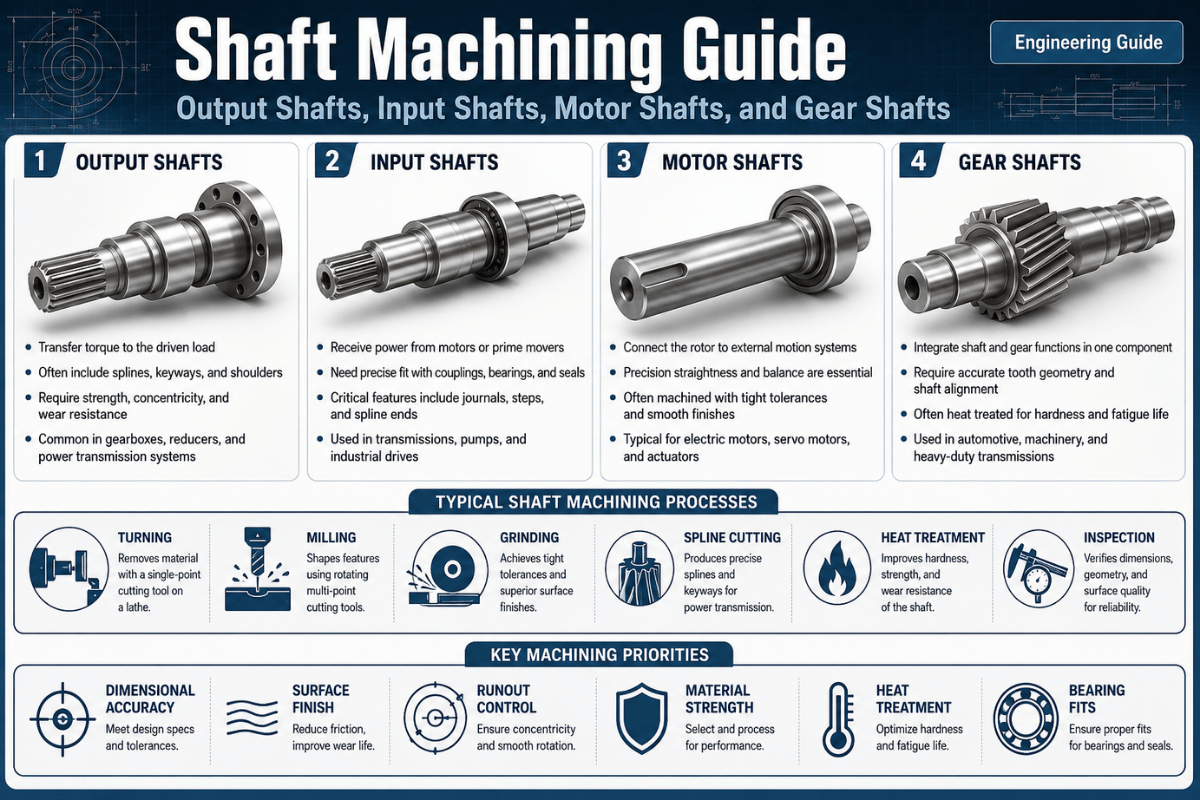
Die Wellenbearbeitung ist der Präzisionsbearbeitungsprozess, der einfaches Stabmaterial in die rotierenden Wellen verwandelt, auf die sich jedes Getriebe, jeder Motor und jede Pumpe verlässt. Ob Sie eine Abtriebswelle für ein Untersetzungsgetriebe, eine Eingangswelle für ein Getriebe, eine Motorwelle oder eine Zahnradwelle bestellen, wie sie gedreht, gefräst, wärmebehandelt und geschliffen wird, bestimmt, ob sie sich jahrelang dreht oder Lager in Monaten frisst. Dieser Artikel durchläuft die vier kritischen Wellentypen, den 5-stufigen Prozessweg, die Materialauswahl für harte Zahlen, Toleranzen und den Design- und Beschaffungsansatz, der tatsächlich passt.
Anders ausgedrückt: Die Wellenbearbeitung macht zylindrische rotierende Teile, das Drehen stellt die Durchmesser und die Konzentrizität ein, das Fräsen und Räumen erzeugt Keilnuten und Keilnuten, die Wärmebehandlung ergibt die erforderliche Härte und die Schleifgrößen und die Lagernebenen werden bearbeitet. Produktionswellen halten Durchmessertoleranzen bis zu ±0,005 mm und Lager-Zeitschalt-Konzentrizität innerhalb von 0,0050,02 mm TIR, wobei die Kosten größtenteils von der Materialwahl und dem Verhältnis von Länge zu Durchmesser abhängen.
| Typischer Durchmesserbereich | 1 – 500 mm (Schweizer Mikrobearbeitung ab 0,5 mm) |
| Erreichbare Durchmessertoleranz | bis ±0,005 mm (Masse) |
| Journal-konzentrizität | 0,005 – 02 mm TIR (ISO 1101-Auslauf) |
| Oberflächenbeschaffenheit | 0,2 µm auf gemahlenen Zapfen |
| Übliche Materialien | 1045, 4140, 4340, 8620, 304/316, 17-4PH |
| Kernprozesse | CNC Drehen, Fräsen, Bohren, Schleifen |

Wellenbearbeitung Der subtraktive Prozess des Drehens, Bohrens von zylindrischem Stabmaterial in eine präzise rotierende Welle, die Drehmoment und Bewegung zwischen Maschinenkomponenten überträgt, ist die entscheidende Funktion, die in Maschinenkonstruktionstexten wie z Shigleys Wellen und Wellenkomponenten.
Eine rohe Metallstange allein ist nutzlos - die Bearbeitung liefert die abgestuften Durchmesser, Lagersitze, Keilnuten und Gewinde, die es ihr ermöglichen, ein Zahnrad zu stützen, ein Lager aufzunehmen und sich unter Strom zu drehen. Als Zweig der Präzisions-CNC-Fertigung erzeugt die Wellenbearbeitung jede Art von Welle, von einer einfachen Rundstange bis zu einer verzahnten Zahnradwelle; Der umfassendere Begriff Wellenherstellung umfasst auch die Bildung des Rohlings.
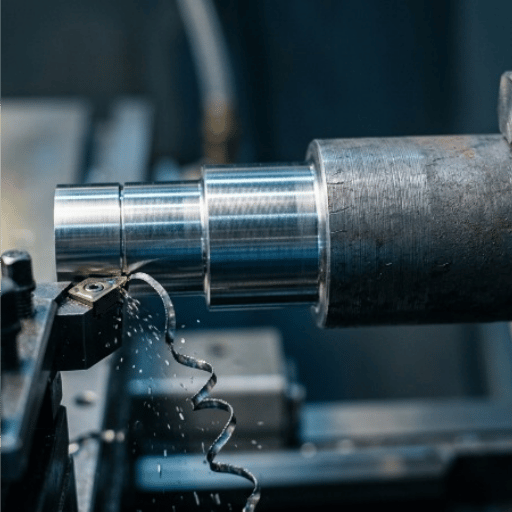
Das Einschalten der Drehmaschine erledigt die meiste Arbeit im Verfahren, indem das Teil gedreht gehalten wird und jeder Durchmesser mit einem einzigen Punktschneidwerkzeug aus einem gemeinsamen konzentrischen Bezugspunkt eingestellt wird. Durch das Fräsen werden dann Funktionen wie Keilnuten, Abflachen und Schlitze hinzugefügt. Bohren, Hinzufügen von Durchbohrungen oder Gegenbohrungen und Schleifen sind die letzten Vorgänge, bei denen die kritischen Zapfen bis zur Toleranz abgeschlossen werden. Durch die Bearbeitung einer Welle mit einer ersten Drehmethode im Gegensatz zu einer ersten Frässtrategie bleiben alle anderen Merkmale in der Mitte. Genau das ist von einer bearbeiteten Welle erforderlich.
Warum ist Präzision so wichtig? ein Lagerzapfen 0,002 mm unter der Größe und das Lager dreht sich frei und überhitzt; 0,002 mm überdimensioniert und das Lager bricht beim Einpressen, bei hoher Geschwindigkeit ist jede fehlende Konzentrizität eine unausgeglichene Masse, Dichtungen lose schlagen und Lagerzapfen pochen Man muss Durchmesser, Konzentrizität, Oberflächenbeschaffenheit gemeinsam steuern, nicht einzeln.

Eine Eingangswelle dient als angetriebener Anlasser zu einem Komponentensatz, eine Ausgangswelle überträgt die ausgeführte Arbeit, eine Motorwelle ist in das rotierende Teil eines Motors integriert und eine Zahnradwelle hat Zahnräder geschnitten oder darauf gedrückt, wie definiert. Jeder Typ stellt unterschiedliche Anforderungen an die Konzentrizität, die Zapfentoleranz und die Keilverzahnungsanforderungen, eine Last- und Funktionsunterscheidung, die sich widerspiegelt Hinweise zum Maschinendesign von WPI Die Identifizierung einer Welle anhand ihrer Form im Vergleich zur Art und Weise, wie sie geformt ist, ist der Schlüssel zur Eingrenzung des Umfangs der erforderlichen Bearbeitung. In diesem Diagramm unten wird die Funktionskarte für den Ausgangseingang und die Motorvorrichtung identifiziert und organisiert, um sie zu kategorisieren gesamte Bandbreite an Wellen, die Ingenieure normalerweise benötigen.
| Schaftart | Primärfunktion | Wichtige bearbeitete Merkmale | Dominanter Toleranztreiber |
|---|---|---|---|
| Ausgangswelle | Liefert Drehmoment von einem Getriebe/Reduzierer auf die Last | Stufenzapfen, Keilnut oder Keilnut, Gewindeende | Lagersitzkonzentrizität + Keil-/Schlüsselsitz |
| Eingangswelle | Erhält Strom von der Antriebsmaschine in ein Getriebe | Innen/Außenkeilverzahnung, Pilotdurchmesser, Dichtungsfläche | Keilverzahnung + Dichtungsoberflächenveredelung |
| Motorwelle | Integrale Rotorwelle; erster Drehmomentpunkt | Rotorkerndurchmesser, Keilnut/Flach, Lagerzapfen | Konzentration und Gleichgewicht (Vibration) |
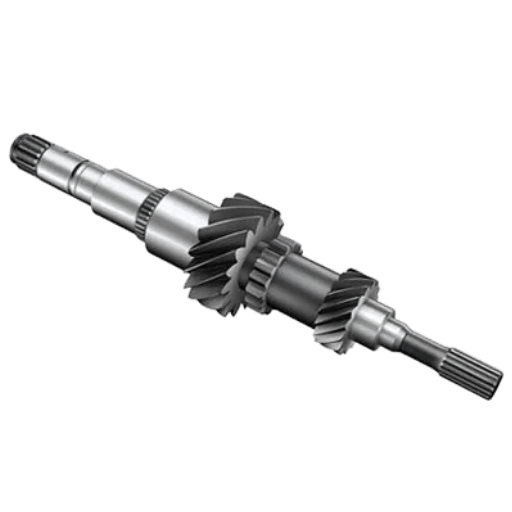
| Zahnradwelle | Führt in einem Zug geschnittene oder montierte Gänge mit | Integrale Zahnradzähne oder Keilverzahnung, Schultern, Filets | Zahn-/Journalausrichtung + Ermüdung an den Wurzeln |
| Antriebswelle | Bewegt die Leistung über die Distanz unter zyklischer Last | Joch-/Spline-Enden, ausgewogenes Rohr oder Stange | Ermüdung + dynamischer Ausgleich |
| Keilwelle | Hochdrehmoment-Gleit-/Sperrleistungstransfer | Involute oder parallele Splines | Keilwellenform und Tonhöhentoleranz |
| Leitungswelle / Vorgelegewelle | Verteilt oder leitet Strom zwischen Einheiten um | Mehrere Keilnuten, lange Lagerzapfen | Geradheit über die Länge |
| Jackwelle | Kurze Zwischenwelle, die zwei Komponenten verbindet | Zwillingstagebücher, Schlüsselwege | Ausrichtung zwischen Halterungen |
| Kurbelwelle | Wandelt hin- und hergehende Drehbewegung um | Versetzte Stifte, Öllöcher, große Filets | Filet-Ermüdung + Journal-Grill |
| Nockenwelle | Zeiten Ventil/Aktuator-Bewegung | Profilierte Lappen, tragende Zapfen | Lappenprofil + Härte |
| Hohlschacht | Schneidet Masse, erhöht Steifigkeit zu Gewicht | Bohr- oder Schießbohrbohrung, Wandsteuerung | Wandkonzentrizität |
Das Endergebnis: Eine Motorwelle, die auf Konzentrizität und Gleichgewicht steht oder stirbt, eine Antriebswelle für Kraftfahrzeuge auf Ermüdung und ein Getriebe oder eine Abtriebswelle, die darauf achtet, wie sauber ihre Keilnuten und Zapfen eine Achse teilen. Übertreiben Sie sie nicht und zahlen Sie nicht zu viel für Toleranzen, die der Job nie benötigt hat.
Eine Welle wird nicht in einem einzigen Durchgang vom Ende eines Balkens abgehängt, sie bewegt sich durch eine Schritt-für-Schritt-Sequenz, die durch Geometrie (einfach vs. gestuft vs. schlank), Material (weich vs. hart) und Passform (lose vs. enge Toleranz) vorgegeben wird.Der den meisten Präzisionswellen gemeinsame Weg folgt dem untenstehenden Muster, der 5-stufigen Schachtprozessroute:
| Bühne | Was passiert | Warum es wichtig ist |
|---|---|---|
| 1. Grobdrehen | Fläche, Mittelbohrung und Rauheit jedes Durchmessers zwischen den Mittelpunkten | Entfernt Schüttgut; legt die Arbeitsmittellinie fest |
| 2. Fertigdrehen | Bringen Sie Durchmesser, Schultern, Fasen und Filets auf nahezu Nettogröße | Legt Geometrie und Konzentrizität in einem Aufbau fest |
| 3. Merkmalsbearbeitung | Mühlenkeilnuten/-flachungen, Kochfeld- oder Räumnuten, Bohrlöcher, geschnittene Fäden | Fügt Drehmomentübertragungs- und Montagefunktionen hinzu |
| 4. Wärmebehandlung | Durchgehärtet, gehärtet oder Induktionsgehärtet, dann temperiert | Baut Kraft auf und Verschleißfestigkeit verzerrt das Teil |
| 5. Schleifen / Veredeln | Zylinderförmige oder zentrenlose Schleiflagerzapfen bis zur Endgröße | Stellt die durch Wärmebehandlung verlorene Toleranz wieder her; stellt die Oberflächenbeschaffenheit ein |
Es gibt einen Grund, warum Wellen weich bearbeitet, gehärtet und zuletzt geschliffen werden: Durch die Wärmebehandlung verschieben sich die Abmessungen. Die metallurgische Referenz in den USA Ausfälle von Wellen Von ASM International zählt Abschreckrisse und Wärmebehandlungsverzerrungen zu den häufigsten Defekten bei der Wellenherstellung. Der Endschleifschritt dient größtenteils dazu, diese Verformung zu korrigieren, nicht nur um die Oberfläche zu polieren, sie auf einem gehärteten Zapfen zu überspringen und die Lagersitzpassung aus der Toleranz zu geraten.
Nehmen Sie eine abgestufte Welle mit zwei Lagerzapfen und einem verkeilten Ausgangsende, Die Stange, die etwas größer als der größte Durchmesser gewählt wird, wird in einer Spannzange auf einem eingespannt CNC-Drehen Mitte, zur Seite und mittig gebohrt Der größte Durchmesser wird zuerst grob gedreht, bis zu den kleineren Stufen, sodass das Teil starr bleibt; Endpässe bilden dann saubere Schultern und Filets.
Der Schacht wird zu einer Mühle für die Keilnut verlegt, wird wärmebehandelt, wenn die Belastung es erfordert, und schließlich werden seine Zapfen auf Maß geschliffen und vor dem Versand auf Auslauf auf einem KMG überprüft. Mehrachsig Drehmühlenbearbeitung Kann mehrere dieser Schritte in einer Klemmung kombinieren, was die Konzentrizität verbessert, indem ein Nachbefestigungsfehler entfernt wird.
Nicht immer. Handelsquellen wie z Produktionsbearbeitung Dokumentieren Sie Hartdrehen und Rotationsdrehen, indem Sie den Schleifvorgang auf vielen gehärteten Zapfen ersetzen, wenn die Toleranz und das Finish dies zulassen, und Ingenieurbauer Beachten Sie, dass es “nicht immer notwendig ist, eine Kurbelwelle wieder auf die Spezifikation zu schleifen”„CBN-Hartdrehen kann jedoch mit einem einzigen Spannen die Zielgerüste erreichen, was oft zu geringeren Kosten führt Moderne Maschinenwerkstatt Findet immer noch knirschende Gewinne für die engste Rundheit und den härtesten Schaft Die Wahl ist fitgetrieben, nicht automatisch.
Material legt die Grundlage für Festigkeit, Ermüdungslebensdauer, Korrosionsbeständigkeit und Bearbeitbarkeit fest, und die meisten konkurrierenden Führungen halten an “Kohlenstoffstahl ist billig, legierter Stahl ist stark”” Der folgende Wellenmaterial-zu-Zoll-Selektor stellt Zahlen hinter die Wahl. (Werte sind typische vergütete Eigenschaften für die genannten Qualitäten; bestätigen Sie anhand der zertifizierten Mühlenwerte Ihres Lieferanten.)
| Material | Zugfest (MPa) | Ertrag (MPa) | Bearbeitbarkeit | Best-Fit-Wellenleistung |
|---|---|---|---|---|
| 1045 Kohlenstoffstahl | ~565 | ~310 | Gut | Allzweckschächte mit geringer Belastung |
| 4140 legierter Stahl | 850–1000 | 655–900 | Mäßig | Antrieb/Ausgangswellen des Arbeitstieres |
| 4340 legierter Stahl | 1000–1200+ | 740–1050 | Härter | Drehmomentstarke und ermüdungsreiche Wellen |
| 8620 Gehäusehärtungsstahl | ~530 – 700 | ~360 – 500 | Gut | Zahnrad-/Spline-Wellen (Hardcase, zäher Kern) |
| 304 Edelstahl | ~515 | ~205 | Gummi | Mildkorrosionsservice |
| 316 Edelstahl | ~515 | ~205 | Gummi | Marine, Lebensmittel, Chemieschächte |
| 17-4 PH Edelstahl | ~1070 – 310 | ~1000 170 – | Mäßig | Hochfeste korrosionsbeständige Wellen |
| Ti-6Al-4V Titan | ~950 1100 | ~880 1000 | Schwierig | Luft - und Raumfahrt, medizinisch, gewichtskritisch |
| 7075-T6 Aluminium | ~572 | ~503 | Ausgezeichnet | Hochgeschwindigkeits-Lichtwellen mit geringer Belastung |
| Messing C360 | ~340 – 470 | ~125 –310 | Ausgezeichnet | Kleine Präzisions-/Instrumentenschäfte |
Für die meisten Hochdrehmomentantriebe und Ausgangswellen lautet die Antwort 4140 oder 4340. AISI 4140 erreicht 655 900 MPa Ausbeute nach Abschrecken und Anlassen, Maschinen einfacher, und kann induktionsgehärtet werden für ein verschleißfestes Zapfen, es ist die Standardeinstellung für die meisten industriellen Leistungswellen.
AISI 4340 fügt Nickel für eine extrahohe Kernzähigkeit hinzu (Ausbeute etwa 740-1050 MPa und weit darüber hinaus mit spezialisierter Behandlung), was es wert macht, die Premium - und Hartbearbeitung auf den ermüdungskritischsten, stoßbelasteten Wellen; obwohl es mehr kostet und die Fräser schneller abnutzt Wenn auch Korrosion ein Problem darstellt, erreicht 17-4PH eine nahezu legierte Stahlfestigkeit mit rostfreien Qualitäten Passen Sie die Sorte eher an die Pflicht an als überspezifizieren Sie: Eine Welle 1045, die die Arbeit erledigt, ist besser als eine Welle 4340, die Festigkeit abrechnet, die die die Anwendung niemals zulässt.
Lecreator maschinell all diese in-house, von Schaftmaterial aus Edelstahl Titan und die Kohlenstoff - und legierte Stähle Die die meisten Produktionsschächte ausmachen.

Merkmale sind genau dort, wo sich eine runde Stange in eine funktionierende Welle verwandelt - und wo sie sich am häufigsten als Schwachstelle erweist Tasten, Keilnuten, Schultern und Rillen übertragen Drehmoment in und durch sie, sind aber Spannungskonzentrationsstellen, die Ermüdungsrisse in rotierenden Wellen auslösen können Eine Finite-Elemente-Studie von Spannungskonzentrationsfaktoren in Schachtkeilnuten Bestätigt, dass lokalisierte geometrische Spannungsmesser das Ermüdungsdesign dominieren. Daher ist es ebenso wichtig, wie ein Merkmal bearbeitet wird, wie es existiert.
| Merkmal | Prozess | Ermüdung / Qualität Uhrpunkt |
|---|---|---|
| Schlüsselweg | Endmühle oder Brosche | Radius der Ecken Crack Ursprünge Schlüsselbahn Enden sind |
| Äußere Keillinie | Hobbing-, Fräs- oder Gewindewalzen | Form-/Tonhöhentoleranz; Rollen erhöht die Ermüdungsfestigkeit |
| Interner Spline | Brechen oder Formen | Zahnausrichtung zur Bohrungsachse |
| Gewinde | Einpunktdrehen oder Gewindewalzen | Tragen Sie niemals Drehmoment auf Gewinde; Rollen Sie für Ermüdungslebensdauer |
| Zahnradzähne | Zahnradhaken | Wurzelfilet + Zahn-zu-Journal-Konzentrizität |
| Eigenschaften auf gehärtetem Material | Draht-edm | Keine Schnittkraft oder wärmebeeinflusste Verformung |
Die Tasten werden normalerweise mit einer Endfräsung auf einem geschnitten CNC-Mühle Für kleine Mengen oder für die Massenproduktion gestrichelt, und toleriert nach ANSI B17.1 (Zoll) oder ISO/DIN Schlüsselnormen Splines werden gefräst oder geformt durch Wälzfräsen für geschnittene Zähne, oder formte Kaltbearbeitung statt Schneiden; diese Kaltbearbeitung erzeugt eine Kaltverfestigung an den Flanken, was zu einer höheren Ermüdungsfestigkeit führt.
Auf vollständig gehärteten Wellen - wo Fräsen oder Wälzfräsen zu Rattern oder Brenndraht führen würde - schneidet EDM die Keilnut oder Keilnut ohne mechanische Kraft. Von all diesen Optionen ist der Innenradius die Stelle, an der die meiste Aufmerksamkeit und der größte Fokus gerichtet werden sollte: Eine scharfe Innenecke vergrößert die lokale Spannung und ist der klassische Ort, an dem eine belastete Welle brechen kann.
Die Konzentration zwischen Lagerzapfen auf einer bearbeiteten Welle wird normalerweise auf 0,005,02 mm TIR gehalten, und sobald das Längen-Durchmesser-Verhältnis (L/D) einer Welle etwa 10:1 überschreitet, hängt der genaue Punkt von der Materialsteifigkeit und der geforderten Toleranz ab. Durchbiegung wird die Verwendung einer gleichmäßigen Ruhe oder Bearbeitung zwischen den Mittelpunkten erzwungen, um die Größe zu halten. Zwei verschiedene Standards regeln diese Zahlen, und ihre Eingrenzung ist ein häufiger Fehler: ISO 286 Durchmessergrößen und Passungen abdeckt (die h6/g6/k6-Klassen auf einem Journal), während Form und Runout, Konzentrizität, totaler Runout, Geradheit, zur GD&T-Familie ISO 1101 gehören Ein Journal als “Ö20 g6” für die Passform und ein Runout-Symbol für den Spin herausrufen, nicht eines anstelle des anderen.
| L/D-Verhältnis | Workholding-strategie | Praktisches Ergebnis |
|---|---|---|
| Bis zu ~8:1 | Chuck (Freitragende) Drehen | Starre; enge Toleranz einfach |
| ~8:1 bis 20:1 | Zwischen den Zentren + stetige/follow-Ruhe | Steuert die Auslenkung & das Geschwätz; “herausfordernd” |
| >30:1 (extralang) | Zwischen den Zentren mehrere Ruhezeiten, reduzierte Vorschübe | Leitspindel, Fräswalzen; Fertigschleifen für Geradheit |
Ein schlanker Schaft wirkt wie ein Schlapplineal: Der Druck des Schnitts drückt ihn vom Werkzeug weg, so wird er in der Mitte fett und verjüngt sich zu den Enden. Durch das Hinzufügen einer stabilen Ruhe wird ein Kontaktpunkt teilweise über den Schaft gelegt (eine Folgestütze berührt das Werkzeug); Es verkürzt die nicht unterstützte Spannweite und verringert so die Durchbiegung.
Maschinenschlosser auf Praktischer Maschinist Erklären Sie die Verwendung stabiler Pausen auf präzise gedrehten Oberflächen, um den Wellenüberhang und L/D zu steuern. Noch besser: Durch die Erwärmung während langer Bearbeitungszyklen wird die Mitte des Teils erweitert; Diese Ausdehnung und die kritischen Geschwindigkeiten der Wellen bei Hochgeschwindigkeitsmotoren, Pumpen und Spindeln begrenzen, wie schlank das Design vor Vibrationen sein kann.
Streben Sie nicht nach unmöglicher Perfektion Wenn Sie jeden Durchmesser enger tolerieren, werden die Inspektions- und Schleifzeiten verlängert, haben aber keine praktische Wirkung. Toleranzen unter 0,01 mm sollten für Lager und Dichtungen reserviert werden; Bei unkritischen Längen können die üblicheren ISO 2768-Toleranzen verwendet werden. Im Allgemeinen laufen zylindrische Schleiftoleranzen bei einem Durchmesser von etwa ±110 µm, mit Oberflächenbeschichtungen bis zu etwa Ra 0,2 µm, zu immer höheren Kosten.

Gutes Schachtdesign senkt die Kosten und die Zeit, die Sie auf der Drehbank verbringen Die klassische Methode, die in Shigleys Wellen und Wellenkomponenten und historisch kodifiziert anSI/ASME B106.1M (der Übertragungswellenstandard von 1985, jetzt zurückgezogen, aber immer noch weit verbreitet) an der Welle durch die Belastungen und Ermüdungsbelastungen, die sie überstehen muss. Die wichtigsten Prinzipien:
Für die Autorität hinter diesen Regeln ist die Notizen zum Maschinendesign des Worcester Polytechnic Institute und die Failure-Mode-Umfrage von Stadtuniversität Hongkong Beide führen Wellenausfälle auf Geometrie- und Wärmebehandlungsentscheidungen zurück, die in der Entwurfsphase getroffen wurden.

Bei der Wärmebehandlung und -veredelung erhält ein Schaft seine Härte, Verschleißlebensdauer und Endverträglichkeit. Die Reihenfolge liest fast immer maschinenweich → wärmebehandeln → hart mahlen, da das Aushärten das Teil verzerrt und das Mahlen danach die Größe wiederherstellt.
| Prozess | Ergebnis | Wann zu verwenden |
|---|---|---|
| Induktionshärtung | Hartschalenkoffer ~50 – 60 HRC, harter Kern | Lagerzapfen, Zahnradwellenzähne |
| Gehäusehärtung (Aufkohlen) | Verschleißfeste Haut auf zähem Kern | 8620 Zahnrad-/Spline-Wellen |
| Durch Härten + Temperieren | Gleichmäßige Festigkeit durch Abschnitt | 4140/4340 Antriebswellen |
| Nitrieren | Sehr harte Oberfläche, geringe Verzerrung | Präzisionsschächte, die nicht viel neu geschliffen werden können |
| Zylinderförmiges / zentrenloses Schleifen | ±1 µm Größe, Ra bis ~0,2 µm | Endgültige Journalgröße und -oberfläche |
| Hartchrom / TG&P-Stock | Verschleiß + Korrosionsfläche; präziser Lagerbestand | Hydraulikstäbe, Linearwellen |
“Wir jagen nie der Endgröße eines gehärteten Zapfens vor der Wärmebehandlung hinterher”, erklärt ein Maschinist eines Zahnradlieferanten “Wir lassen nach der Wärmebehandlung viel Platz zum Schleifen und betreiben eine Zylindermühle, um sie zurückzubringen. ”Der Versuch, Ihre Toleranzen auf der weichen Stufe zu halten und sie durch die Abschreckung so zu halten, ist der Ort, an dem Teile zu Schrott werden.”
Blei drehen und schleifen, Lecreator
Wo eine Welle gegen eine Präzisionsbohrung gekoppelt ist, konzentrisch Honen Auf der Bohrung wird die Passform von der “anderen Seite” beendet.”

Der Preis für die Wellenbearbeitung ist nicht linear - sie steigt schnell, da Material, Länge, Toleranz und Komplexität über das “Standarddrehen” hinausgehen.” Primäre Kostentreiber sind: Materialqualität und Wärmebehandlung; L/D-Verhältnis und daraus resultierende Haltestrategie; Toleranz, Zieloberflächen-Finishband; Merkmalskomplexität (Keyways, Keilnuten, Querlöcher); Inspektionsanforderungen; und Chargengröße, die die Einrichtungskosten auf mehr Teile verteilt. Ein Bodenzapfen in Lagerqualität auf einer Welle 4340 mit einem L/D von 20:1 kostet ein völlig anderes Universum als ein einfacher Stab von 1045.
Zu den Faktoren, die Käufer tatsächlich wiegen: In unseren eigenen Schachtarbeiten hält Lecreator Best-Case-Bodentoleranzen von ±0,005 mm und eine Fehlerquote von 0,021TP3 T bei 50.000+ gelieferten Projekten, mit 1001TP3 T-Inspektion bei Produktionsläufen Bei Arbeiten aus Übersee sind die angelandeten Kosten die Kennzahl - ein typisches $5.000 FOB-Angebot gelangt im Besitz des Kunden DDP an seine Tür, ungefähr auf dem Niveau eines typischen arithmetischen Preises von 1TP4,42 TP-Front-Zahl, aber dennoch vergleichbar unter US-3.
Wählen Sie einen Wellenlieferanten basierend auf der Fähigkeit, Geometrie zu halten, sie zu reproduzieren und zu dokumentieren - nicht auf der Schlagzeile “Preis”Lange, dünne Teile sind unversöhnlich und zeigen leicht schwache Aufbauten (Kegel, Geschwätz, Durchmesserdrift). Erkundigen Sie sich also nach der L/D-Fähigkeit und sehen Sie sich Inspektionsberichte an, bevor Sie sich für Ihre Lageranpassungstoleranzen entscheiden - nicht danach. Ein Geschäft mit integriertem Dreherbetrieb und garantiertem Auslauf per Los bietet weitaus kostengünstigere Nacharbeiten als Low-Ball-Angebote für undokumentierte Teile.
Fordern Sie ein Angebot zur Wellenbearbeitung an →
Die Nachfrage nach bearbeiteten Wellen folgt allgemeinen Trends bei präzisionsgedrehten Produkten, wobei sich die globale Marktgröße bis 2034-2035 laut Berichten von Precedence Research und nahezu einem CAGR von 6,0-6,41 TP3 T nähert Markt.us (einschließlich Präzisionswellen und Stifte als Produktklassenführer); breitere Präzisionsfertigung liegt bei ~8%, wie von Grand View Research prognostiziert. Betrachten Sie in der Werkstatt diese drei für Wellen relevanten Technologiethemen für 2026: KI-gesteuerte CAM, die Pfade für schlanke Teile anpasst, um Geschwätz zu bekämpfen; Digital-Twin-Simulationen zur Ablenkungsvorhersage; und Drehmühlenkonsolidierung und CBN-Hartdrehen, um Schritte zu reduzieren und die Konzentrizität zu verbessern. Praktischer Rat: Für Wellenentwicklungsprogramme für 2026, Design nach ISO 1101 GD&T-Anforderungen; Besprechen Sie, ob hartes Drehen das Schleifen in Ihrer Toleranz eliminieren könnte; und verwenden Sie einen Drehmühlenverkäufer mit automatisierten In-Prozess-Inspektionen.
Wenn sich lange, schlanke Wellen mit einem hohen Verhältnis von Länge zu Durchmesser aufgrund der Schneidkraft übermäßig biegen, stützen Sie sie mit einer gleichmäßigen Ruhe oder folgen Sie einer Ruhepause, anstatt zu versuchen, “durchzudrücken”die Vorschubgeschwindigkeiten zu verringern und sehr scharfe Schneidwerkzeuge zu verwenden, um die Kraft zu minimieren, oder fügen Sie sie hinzu Vorschnittstufen vor dem Abschlussschneiden, um Abschnitte schrittweise zu entfernen und so einen größeren Teil des Schafts zu stützen.
Diese Stützen werden über L/D von etwa 10:1 hinaus notwendig, mit sehr hohen Verhältnissen (L/D > 30:1) werden diese zur “extralangen” Wellenkategorie, bei der die Welle typischerweise nach der Wärmebehandlung zur Abmessung geschliffen wird, um den Wärmebehandlungsverzug zu korrigieren Über das Maschinenstadium hinaus werden auch sehr lange Hochgeschwindigkeitswellen durch ihre kritische Geschwindigkeit begrenzt, die durch die Tendenz des Drehwirbels vorgegeben wird, unabhängig von Präzision und Drehfähigkeit zu übernehmen, wodurch die Durchbiegung ein primärer Faktor für die laufende, und nicht statische Maschine wird.
Das typische Umdrehen einer fertigen Welle hängt davon ab, wie kompliziert die Abmessungen sind, ob Härten und Schleifen erforderlich sind und wie hoch das Produktionsvolumen ist. Eine einfache gedrehte Welle kann nur wenige Tage dauern, während eine gehärtete und geschliffene Welle mit mehreren Merkmalen mehr Zeit in Anspruch nimmt, da Wärmebehandlungs- und Schleifprozesse hinzugefügt werden.
Lecreator kann Prototypen innerhalb weniger Tage umdrehen, mit einem Angebot in weniger als 24 Stunden, und Produktionsschächte sind ab diesem Zeitraum verfügbar.
Dieser Leitfaden spiegelt die alltäglichen Arbeitsdreh- und Schleifleistungen, Eingangs-, Motor- und Zahnradwellen von Lecreator in den Farben 1045, 4140, 4340, Edelstahl und Titan wider, wo wir bei 100%-Inspektion die besten Bodentoleranzen von ±0,005 mm halten. Die Toleranz-, Material- und Prozesszahlen werden mit Referenzen im Maschinendesign (Shigley, WPI, ASM International) und aktuellen Standards (ISO 286, ISO 1101, ASME Y14.5-2018) abgeglichen. Vom technischen Team von Lecreator überprüft.









