


Unterstützender, professioneller und kundenorientierter Service
Nehmen Sie Kontakt mit Lecreator Company auf
Von Prototypen bis hin zur Serienproduktion sind Sie bei uns genau richtig.



PEEK vs. Ultem (PEI): Technische Daten für eine intelligentere Materialauswahl
| Vollständiger Name | Polyether Ether Keton | Polyetherimid (PEI) BEZEICHNET |
| Handelsname | Victrex PEEK, KetaSpire | SABIC Ultem 1000 / 2300 |
| Struktur | Halbkristallin (~351TP3 T-Kristallinität) | Amorph |
| Maximaler kontinuierlicher Service | 260°C (500°F) | 170°C (338°F) |
| Glasübergang (Tg) | 143°C (289°F) | 217°C (423°F) |
| Zugfestigkeit | 100 MPa (14.500 psi) | 85 MPa (12.300 psi) |
| Dielektrische Festigkeit | 480 V/mil (ASTM D149) | 830 V/mil (ASTM D149) |
| UL 94-Bewertung | V-0 (inhärent) | V-0 (inhärent) |
| Materialkosten | $500 –1.000/kg | $100 –250/kg |
Die Wahl zwischen PEEK und Ultem (PEI) stellt vielleicht das häufigste Dilemma bei der Auswahl thermoplastischer Materialien dar, mit dem Hochleistungs-Thermoplastingenieure konfrontiert sind. Beide Kunststoffe verwalten hohe Temperaturen, widerstehen aggressiven Chemikalien und verfügen über mehrere Branchenzulassungen, darunter Luft- und Raumfahrt und medizinische Hardware. Vergleiche von Ultem gegen PEEK zeigen jedoch starke Kontraste in der Molekülstruktur, der Wärmedecke, den elektrischen Eigenschaften und den Kosten. Während Ultem und PEEK beide hervorragende Eigenschaften bei erhöhter Temperatur bieten, begünstigen Unterschiede in Festigkeit, Steifigkeit, chemischen Grenzwerten, elektrischen Eigenschaften und Bearbeitbarkeit oft das eine oder andere Polymer in einer bestimmten Anwendung. Dieser Entscheidungsleitfaden erklärt jedes einzelne auf jeder Grundstücksdimension mit tatsächlichen Statistiken, Werkstattbearbeitungsparametern und einem Entscheidungsbaum, der den richtigen thermoplastischen Hintergrundbedingungen entspricht. PEEK CNC-Bearbeitung Fähigkeit ist das, was Sie benötigen, diese Seite behandelt Optionen, Toleranzen und Durchlaufzeiten der PEEK-Klasse.
ages PEEK-Vorteile
Ultem (PEI) Vorteile
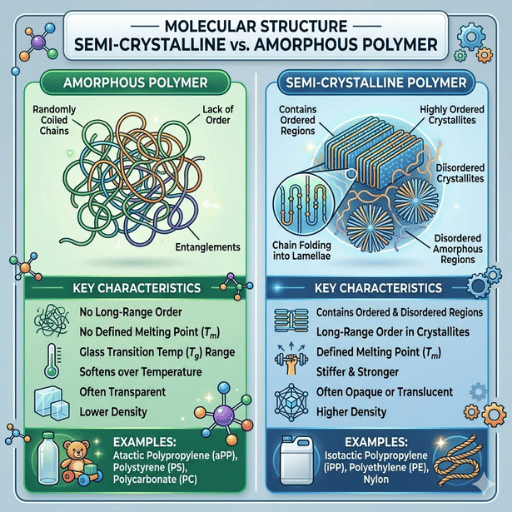
Der grundlegende Unterschied zwischen PEEK und Ultem beginnt auf molekularer Ebene Als halbkristallines Polymer innerhalb der Polyaryletherketon (PAEK) - Familie enthält PEEK typischerweise etwa 351TP3 T kristalline Komponenten, wenn es extrudiert und richtig gewartet wird. Diese makellosen kristallinen Zonen verleihen PEEK eine herausragende Lastleistung und Dimensionsstabilität im Gesicht erhöhter Temperaturen Das Polyetherimid (PEI-Familie) produzierte Ultem (einen amorphen Thermoplast mit geringerem Ordnungsgrad in den Polymerketten. Das Fehlen geeigneter kristalliner Domänen macht Ultem in huem (gelb bernem Bernstein) noch anfälliger für breite und abrupte Weichheit bei seiner breiten Temperatur.
Nein. Beide gehören verschiedenen Polymerfamilien an PEEK (Polyetheretherketon) ist ein von Victrex Anfang der 1980 er Jahre entwickelter halbkristalliner Thermoplast Ultem (Polyetherimid) ist ein von General Electric entwickelter amorpher Thermoplast, der jetzt von SABIC hergestellt wird, sie vertragen ähnliche Betriebstemperaturen und beide sind in der Luft - und Raumfahrt zugelassen, aber ihre molekularen Strukturen, ihr Verarbeitungsverhalten und ihre Eigenschaftsprofile liegen zwischen den Polen. Harte Daten zur Auswahl des richtigen Polymers für Ihre Betriebsbedingungen durch Anerkennung der Struktur, ohne zu versuchen, diese verschiedenen Kunststoffe auszutauschen, definieren die wahre Wahl.
Technische Anmerkung
Die halbkristalline Struktur von PEEK bedeutet, dass ihre Eigenschaften stark von der Abkühlgeschwindigkeit während der Verarbeitung abhängen Langsames Abkühlen (Glühen) erhöht die Kristallinität auf 35-401TP3 T, steigert die Steifigkeit und chemische Beständigkeit Schnelles Abkühlen erzeugt ein amorpheres PEEK mit geringerer Kristallinität (~151TP3 T), verringert die chemische Beständigkeit, verbessert aber die Dehnung Für CNC-gefertigte Stammformen stellen Lieferanten typischerweise vorgeglühten Stab und Platte mit kontrollierter Kristallinität zur Verfügung (bestätigen immer den Kristallinitätsgrad mit Ihrem Materialzertifikat.

Ingenieure konzentrieren sich typischerweise auf die Temperaturleistung von Ultem vs. PEEK bei der Einleitung eines Auswahlprozesses Das teilkristalline Polymer hält kontinuierliche Belastungen auf 260 Celsius (500 Fahrenheit) aufrecht und Ultem schafft es gerade noch auf 170 Celsius (338 Fahrenheit).Die Reichweite der verfügbaren Temperaturdifferenz nimmt zu, sobald die Belastung nur für wenige Stunden beträgt. PEEK widersteht kurzen Abweichungen auf 300 Celsius (572 Fahrenheit), wo die effektive Kurzzeitobergrenze von Ultem bei 220 Celsius (428 Fahrenheit) liegt.
| Thermische Eigenschaft | GUCK | Ultem 1000 |
|---|---|---|
| Glasübergang (Tg) | 143°C (289°F) | 217°C (423°F) |
| Maximaler kontinuierlicher Service | 260°C (500°F) | 170°C (338°F) |
| HDT @ 1,82 MPa (ASTM D648) | 152 160°C (306 320°F) | 200°C (392°F) |
| Kurzfristiger Gipfel | ~300°C (572°F) | ~220°C (428°F) |
| UL 94-Bewertung | V-0 (inhärent) | V-0 (inhärent) |
| Schmelzpunkt | 343°C (649°F) | N/A (amorph ohne wahren Schmelzpunkt) |
Entgegen der Intuition der meisten Konstrukteure ist die Tg (143 C) von PEEK tatsächlich niedriger als die von Ultem (217 C).Ein Großteil der Tragfähigkeit von PEEK bleibt in der halbkristallinen Phase weit über Tg hinaus bestehen und ermöglicht eine kontinuierliche Betriebstemperatur von 260 C. Ultem ist jedoch aufgrund seiner amorphen Mikrostruktur weitaus anfälliger, seine mechanische Integrität zu verlieren, wenn die Temperatur den Glasübergang übersteigt. Vielen Ingenieuren, die bei ihren ersten Polymerauswahlen den Fehler der Konvolvierung von TV und maximaler Betriebstemperatur machen, wird hiermit vergeben.
Stellen Sie sich eine Gondelhalterung für Luft - und Raumfahrtmotoren vor, die in 230 C trockenem Luftstrom sitzt Ultem ist eine eindeutig inakzeptable Wahl: Die Temperatur überschreitet nicht nur ihre maximal zulässige Dauerbetriebstemperatur, sondern sie übersteigt auch ihre Glasübergangstemperatur Das Polyetheretherketon bewältigt diesen Zustand bequem innerhalb der Konstruktionsgrenzen, weshalb es in thermisch beanspruchter Hardware der Luft - und Raumfahrt dominant ist, für Wärmetauscheranwendungen von mindestens 170 C oder weniger bietet Ultem thermische Stabilität bei weniger als der Hälfte der Kosten.
Beide Hochleistungskunststoffe erfordern unterschiedliche Leistungsprofile. PEEK bietet eine höhere Zugfestigkeit, einen höheren Biegemodul und eine deutlich bessere Verschleiß- und Ermüdungsleistung für Lastpfade, die zyklischer Belastung ausgesetzt sind. Bei der Bruchdehnung übertrifft Ultem PEEK und bietet eine äußerst vorhersehbare Maßantwort – eine Eigenschaft, die das Harz für den statischen Einsatz in Strukturteilen mit engen Toleranzen vorzuziehen macht.
| Mechanische Eigenschaft | PEEK (Unausgefüllt) | Ultem 1000 |
|---|---|---|
| Zugfestigkeit | 100 MPa (14.500 psi) | 85 MPa (12.300 psi) |
| Biegemodul | 4.1 GPa | 3,3 GPa |
| Pausendehnung | 30 –50% | 60% |
| Reibungskoeffizient | 0,35 40 | 0,45 50 |
| Verschleiß / Ermüdung | Hervorragend geeignet für Lager, Dichtungen | Moderat für statische oder leicht beladene Teile |
Wiegen Sie die relativen Leistungsvorteile von PEEK gegen die von ihm geforderten Kosten und Verarbeitungseinrichtungen ab Die Materialpreise betragen ca. $500-$1.000/kg, abhängig von der Qualität 2-5 Mal so hoch wie bei Ultem für Lagerformen. PEEK benötigt Diamant- oder Hartmetallwerkzeuge, Hochdruck-Flutkühlmittel und einen Nachbearbeitungsglühschritt, um die Restspannung zu normalisieren. Seine kompromittierende UV-Stabilität kann durch Stabilisatoren behoben werden, die dem Compoundierungsrezept zugesetzt werden, jedoch nicht ohne dass der Harzpreis sinkt Schließlich ist es aufgrund der geringeren Spannungsfestigkeit (480 V/Milz gegenüber 830 V/Mil) für elektrische Hochspannungsisolierungen ungeeignet.
Öl- und Gas-Downhole-Packer, die in saurem Gas, HS und anderen rauen Umgebungen arbeiten, verfügen typischerweise über ein anspruchsvolles Trifecta aus zyklischem Druck, langfristig hoher Betriebstemperatur und sauren oder anderen korrosiven Gasen. Ein Ingenieur, der in einer Ventilsitzanordnung für diese Umgebung zwischen PEEK und Ultem wählen muss, berücksichtigt die Korrosionsbeständigkeit gegen saures Gas und die Anzahl der Druckzyklen, die innerhalb der Lebensdauer des Produkts zu erwarten sind Ulltem-Dichtungen zeigen Spannungsrisse innerhalb eines kurzen Zeitrahmens von 3-6 Monaten, wohingegen von PEEK oft erwartet werden kann, dass es die gesamte Feldlebensdauer intakt übersteht Seine halbkristalline Natur bremstoppt die halblandlosen molekularen Fortschritte, die die die die die die in diesen Umgebungen die die unkontrollierte Alterung amorpher Polymere bewirken.

Im Vergleich zueinander sind PEEK und Ultem hoch beständig gegen eine breite Palette gängiger Industriechemikalien Über ihr chemisches Beständigkeitsprofil hinweg ist PEEK undurchlässig für die meisten Kohlenwasserstoffe, aliphatischen und aromatischen Lösungsmittel, starke Säuren, Basen, Kohlenwasserstoffgase und Dampf Das amorphe Polymer weist dementsprechend eine nachgewiesene Beständigkeit gegenüber Kraftstoffen für Kraftfahrzeuge, aliphatischen Kohlenwasserstoffen und verdünnten Säuren auf. Allerdings sind Ketone und chlorierte Kohlenwasserstoffe Auslöser für Spannungsrisse in der Umwelt, die das Harz vollständig auflösen können.
Wählen Sie Ultem niemals für Komponenten aus, die während der Wartung oder Reinigung Aceton, MEK oder chlorierten Lösungsmitteln ausgesetzt sind. Das Risiko von Spannungsrissen in der Umgebung ist am höchsten, wenn geometrische Merkmale wie scharfe Innenecken oder Innengewinde-Metalleinsätze vorhanden sind, bei denen überschüssige Form- oder bearbeitungsbedingte Eigenspannungen eingebaut sind Wenn Ihr Prozess während der Endreinigung Lösungsmittel auf Ketonbasis umfasst, wechseln Sie zu PEEK oder lassen Sie die chemische Kompatibilität vor dem Produktionskauf an Couponstücken unter tatsächlichen Betriebsspannungsbedingungen testen.
Die Dampfsterilisation bei 134 C stellt für PEEK kein Problem dar, so dass wiederverwendbare medizinische Instrumente einer wiederholten Sterilisation im Autoklavenzyklus unterzogen werden können Dieser Thermoplast wird auch in Halbleiter-Nasstischinstrumenten und Offshore-Öl-Downstream-Werkzeugen eingesetzt, bei denen Chemikalien weitaus härter sind als reiner Dampf. Das PEI-Harz ist gleichermaßen in der Lage, die Sterilisation durch Hitze zu überleben, und beide Harze sind bei Betriebstemperaturen nachweislich widerstandsfähig gegen Dampf.

Bei den elektrischen Isolationseigenschaften übertrifft Ultem PEEK deutlich. Die thermische Belastungsprüfung von 1/8 dicken Platten (ASTM D149 ASTM D149) ergab für Ultem eine Durchschlagsfestigkeit von 830 V/mil, den höchsten Wert unter allen technischen Thermoplasten. Die 480 V/mil von PEEK sind nach wie vor funktionell hervorragend für ein halbkristallines Polymer, aber Hochspannungsanwendungen in der Elektrotechnik erfordern Ultem, wenn die Lebensdauer des Bauteils am kritischsten ist.
| Elektrische Eigenschaft | GUCK | Ultem 1000 |
|---|---|---|
| Dielektrische Festigkeit (ASTM D149) | 480 V/Mil | 830 V/Mil |
| Volumenwiderstand | 4,9 10¹6 · (cm | 1,0 10¹7 · (cm |
| Dissipationsfaktor (1 kHz) | 0.003 | 0.0013 |
| CTI (Comparative Tracking Index) | SPS 0 | SPS 0 |
In elektronischen Halbleiter-Teststeckdosen, Hochspannungs-Isolationskomponenten oder anderen elektrischen Komponenten, bei denen die Ausdauer bei hohen Temperaturen nicht ihre kritischste Eigenschaft ist: Ultem schlägt PEEK dank weitaus überlegener dielektrischer Eigenschaften auf die Hände Für Hochspannungsanwendungen, die oberhalb von 170 C betrieben werden, ähnlich wie Komponenten der Motorumgebung, die in Hybrid-Automobil - oder Flugzeugantriebssystemen verwendet werden, wo hohe Dielektrika möglicherweise nicht so relevant sind wie eine gute mechanische Stabilität bei Betriebstemperaturen, ist PEEK oft die erste Wahl Beide Polymere finden in der Halbleiterindustrie erfolgreiche Anwendung bei Hochleistungs-3-D-Druckkomponenten.

Obwohl sowohl PEEK- als auch Ultem-Geräte in der Maschinenwerkstatt gut sind, stellen sie nicht die gleichen technischen Herausforderungen dar. Diese amorphe Struktur führt zu einer gleichmäßigeren Spanbildung, einem geringeren Werkzeugverschleiß und kürzeren Zykluszeiten. Die kristalline Natur von PEEK fängt Wärme am Schneidort ein. Ein von Andrew Gerrard identifiziertes Phänomen Praktischer Maschinist Der Berühmtheit des Forums liegt darin, dass es der größte Einzelverursacher von Herstellungsfehlern wie Gummischips, schlechter Oberflächenbeschaffenheit und Maßungenauigkeit ist.
| Bearbeitungsfaktor | GUCK | Ultem |
|---|---|---|
| Materialkosten | $500 –1.000/kg | $100 –250/kg |
| Empfohlene Werkzeuge | Hartmetall oder mit Diamantspitze (obligatorisch) | HSS akzeptabel; Hartmetall bevorzugt |
| Kühlmittelbedarf | Hochwasserkühlmittel empfohlen | Luftstoß oder Trockenbearbeitung akzeptabel |
| Glühen nach der Bearbeitung | Kritische Entlastung vor Endschnitten | Empfohlen, aber weniger kritisch |
| Erreichbare Toleranz | ±0,001 (±0,025 mm) mit Glühen | ±0,001 (±0,025 mm) |
| Relativer Werkzeugverschleiß | Höher (abrasive halbkristalline Struktur) | Untere |
Kosten für Rohharz für die Bearbeitung zum 2-5-fachen (Ultem-PEEK-Vergleich hängt von den genauen verwendeten Harzqualitäten ab). (Unbefüllte Riffestäbe von PEEK liegen im Bereich von 1 TP4T500 1000/kg, während Ultem 1000 Stäbe im Bereich 1 TP4T 100 250/kg liegen.) Die endgültigen Bearbeitungskosten liegen tendenziell viel näher bei der Bearbeitung wiederholt komplexer Geometrien (da der dominierende Faktor bei den Bearbeitungskosten die Zeit und nicht das Rohmaterial ist), da ein dreistündiger Bearbeitungsprozess entsteht, der eine Hochleistungs-5-5-Achse-Komponente ergibt.
Alle PEEK-Teile, die enge Toleranzen erfordern, sollten immer nach grober Bearbeitung und vor dem Fertigschneiden geglüht werden. Anekdotische Beweise von PEEK-Maschinistenkollegen deuten darauf hin, dass das Glühen unkompliziert ist: Rampe 150 C, Haltezeit 2-4 Stunden (abhängig von der Dicke der Wände), dann langsam wieder in der Temperatur nach unten rampen (eine Stunde oder länger, aber nicht schneller als 10 C/h) ist ein typischer alltäglicher Glühzyklus Diese Teile benötigen keine Atmosphäre, um die von ihnen geforderten brennheißen Bedingungen zu erreichen. Das Glühen von Hasarden ist die größte Ursache für Teile mit Ausdichtigkeit bei der Arbeit mit PEEK in Produktionsumgebungen.
Egal welches Polymer Sie bearbeiten, Ihr lokaler Teil der Kunststoff-CNC-Welt wird dazu neigen, sich der Arbeit auf vertraute Weise zu nähern: Nehmen Sie die gleiche Menge an Volumen aus jeder Seite des Werkstücks heraus Wenn Sie beispielsweise 0,25 mm von der Ortsbrust schneiden müssen, Maschine 0,125 mm von jeder Seite des Blocks Dies entlastet das Material gleichermaßen von inneren Spannungen und trägt dazu bei, die Verformungstendenzen zu verhindern, die mit einseitigen Rohpässen verbunden sind. Halten Sie unter normalen Bedingungen für PEEK eine moderate Spindel-RPM mit hohen Zufuhrraten ein “Andere neigen dazu, zu schnell zu laufen”und treiben übermäßige Hitze, wodurch Gummischips mit einer matschigen Oberflächenbeschaffenheit entstehen.
Die Erfahrung zeigt, dass nach Betrachtung von 7 physikalischen und mechanischen Eigenschaften der Sollwert, an dem die Entscheidung für die Verwendung eines dieser Polymere oder des anderen getroffen werden kann, in der Regel eine Frage einer einzigen Spezifikation ist: kontinuierliche Betriebstemperatur Wenn ein Teil kontinuierlich über 200 C betrieben wird, kann PEEK das einzig realisierbare Material der beiden Polymere sein Unterhalb von 200 C liefert Ultem ungefähr 801TP3 T der mechanischen Eigenschaften von PEEK bei etwa 331TP3 T der damaligen Materialkosten 1001TP3 T Das ist ein überzeugendes wirtschaftliches Argument in einer Reihe anspruchsvoller Bereiche: Sekundärstrukturen für Luft - und Raumfahrt, Automobilsensoren, Zubehör für Halbleiterwerkzeuge, wenn Verbesserungen der Geräte in der Regel vor der PEEK-Auswahl niedrigere Temperaturen erzielt werden.
| Ihr Bewerbungsszenario | Empfohlen | Warum |
|---|---|---|
| Dauertemperatur >200°C | GUCK | Nur Option mit 260°C Dauerbewertung |
| Elektrische Hochspannungsisolierung | Ultem | 830/mil Best-in-Class-Dielektrikum |
| Budgetbeschränkter Prototyplauf | Ultem | Ein Drittel Materialkosten, einfachere Bearbeitung |
| Bohrlochöl und Gas (H2 S + Dampf) | GUCK | Kombinierte chemische + thermische Beständigkeit erforderlich |
| Strukturhalterung für die Luft- und Raumfahrt (>200°C) | GUCK | Ermüdung + mechanische Hochtemperaturfestigkeit |
| Halbleiterprüfbuchse | Ultem | Dielektrikum + Dimensionsstabilität bei feiner Steigung |
| Gehäuse des Kfz-Sensors (<170°C) | Ultem | Ausreichende thermische Decke, geringere Kosten |
| Medizinisches Langzeitimplantat | GUCK | ISO 10993 biokompatibel, Ermüdungslebensdauer |
| 3 D-gedruckte Werkzeuge und Vorrichtungen | Entweder | Hängt von der Servicetermperatur und dem Budget ab |
“Das teuerste Polymer ist das, das nicht im Betrieb vorhanden ist Wir plädieren für Hochleistungspolymere müssen sorgfältig sammeln und verstehen, die thermischen und chemischen Festigkeiten, die durch die erwarteten Betriebsbedingungen erforderlich sind, dann definieren Sie das kostengünstigste Material, das alle diese mit Marge erfüllen kann Für die meisten Anwendungen bis zu 170 C und ohne aggressive Lösungsmittel wird Ultem ausreichend sein und somit besser zum Budget passen.”
17 Jahre Präzisionspolymerbearbeitungsteam
Entscheidungscheckliste: PEEK oder Ultem?
Fordern Sie eine kostenlose DFM-Rezension an →

Le-creator produziert sowohl PEEK als auch Ultem täglich in Luft - und Raumfahrt, Medizin - und Semi-Kondutktor-Programmen Alle in diesem Leitfaden verwendeten thermischen Daten, Testtoleranzen und Bearbeitungsparameter basieren auf dem Team direkter Produktionserfahrung mit diesen kohlenstoff - und glasverstärkten Polymeren von 2008 bis heute, unterstützt durch veröffentlichte Datenblätter von Materiallieferanten und Universitätsforschern, und geteiltes Wissen aus Online-Bearbeitungsforen einschließlich Praktischer MaschinistWir bieten beides an Präzision PEEK CNC Bearbeitung und Ultem-Bearbeitung, sodass unsere Empfehlung vollständig von Ihren Anwendungsanforderungen und Parametern abhängt.
Bewertet von Le-creator Engineering Team – ISO 9001:2015, ISO 13485, AS9100D-zertifiziert. Shenzhen, China.









