Serviço de suporte, profissional e focado no cliente
Entre em contato com a Lecreator Company
Desde protótipos até produção em grande escala, nós temos tudo o que você precisa.


Uma ferramenta EDM que remove faíscas elétricas precisas nunca é uma ferramenta de contato direto com o trabalho Desde que a usinagem de descarga elétrica chegou aos pisos de produção no final dos anos 1950, tem sido o processo de referência para recursos que as ferramentas de corte convencionais não podem alcançar: cavidades de aço de ferramenta endurecidas, slots de titânio submilimétricos e furos de resfriamento perfurados em proporções de comprimento para diâmetro acima de 100:1. Se você é um engenheiro especificando tolerâncias, um comprador comparando fornecedores ou um dono de loja pesando terceirização contra a propriedade do equipamento, este guia cobre a imagem completa de como o EDM funciona no nível de física, qual dos três tipos de máquinas se encaixa em sua aplicação, quais materiais e tolerâncias esperar, e quando o EDM custa menos que o CNC, apesar da taxa horária mais alta.
EDM EM RESUMO
Especificações rápidas: Máquina EDM
Tipo de processo
Usinagem de Descarga Elétrica (erosão por faísca sem contato)
Materiais Compatíveis
Todos os metais eletricamente condutores (aço, titânio, carboneto, Inconel)
Tolerâncias Típicas
±0,0001″ a ±0,001″ (±0,00250,025 mm)
Acabamento Superfície
Ra 0,1 µm (espelho) a Ra 3,2 µm (padrão)
Tipos Máquina
Fio EDM | Sinker (Ram) EDM | Perfuração EDM
Vantagem Chave
Máquinas endurecidas materiais sem força de corte mecânica
Indústrias Atendidas
Aeroespacial | Médico | Morrer/Moldar | Defesa | Eletrônica
Uma máquina EDM usa descargas elétricas para remover material eletricamente condutor Em vez de uma ferramenta de corte físico, a ferramenta - e o workpice - corrói o material por minúsculas faíscas elétricas microscópicas O piec de trabalho e o eletrodo da ferramenta são mantidos em fluido dielétrico (como água deionizada para EDM de fio ou óleo de hidrocarboneto para EDM de chumbada) com um pequeno espaço mantido entre eles.
Quando a tensão (geralmente 20-300 V de corrente contínua) aplicada através da lacuna excede um nível limite, uma descarga elétrica inicia Este arco de plasma tem uma temperatura de 8.000-12.000 C no ponto de descarga, e vaporiza uma pequena quantidade de trabalho O dielétrico então imediatamente apaga o arco, limpa os detritos, e o processo continua com uma nova faísca, dezenas de milhares a centenas de milhares de vezes por segundo.
O resultado de quase zero resultado de milhões desses microeventos é a remoção de material exata, dimensionalmente perfeita, usando os processos atuais de EDM de fio existem tolerâncias de 0,0001 com um acabamento de Ra 0,1 m sem necessidade de polimento secundário.
Um dos grandes mitos: o calor EDM é como soldagem ou corte por chama Não é Cada faísca tem alguns microssegundos de duração e aquece a zona de trabalho em alguns mícrons.
O grande trabalho não é aquecido rapidamente, o acúmulo de calor é gerenciado inteiramente pelo banho dielétrico, razão pela qual componentes de paredes finas emergem do EDM sem distorção, enquanto a fresagem normal tenderia a desviá-los ou distorcê-los sob as forças de corte.
Três configurações de eletrodos definem os três tipos de máquinas EDM:
Outra classificação dos 3 tipos de máquina EDM abrange nichos de aplicação específicos O erro de sourcing mais frequentemente cometido em projetos EDM é selecionar o tipo errado.
Um eletrodo metálico de alimentação contínua (fio de latão ou latão revestido, normalmente 0,004-0,012 (0,10-0,30 mm) de diâmetro) cortará o perfil 2-D e afunilará características em toda a profundidade de uma peça O fio alimenta-se livremente, seguindo um caminho programado CNC, através de um banho de água deionizada e nunca deve entrar em contato fisicamente com o trabalho À medida que o fio se desgasta através do corte, carretéis inteiros de fio fresco são alimentados na taxa necessária para manter o diâmetro do eletrodo constante Ao contrário das ferramentas normais, aqui não há desgaste para acompanhar.
Benchmarks de precisão Wire EDM:
Melhor para: matrizes de estampagem, perfis de engrenagem precisos, estrias, matrizes de extrusão, guias de fio, cortes de perfil 2-D ideais em aço endurecido ou carboneto de tungstênio.
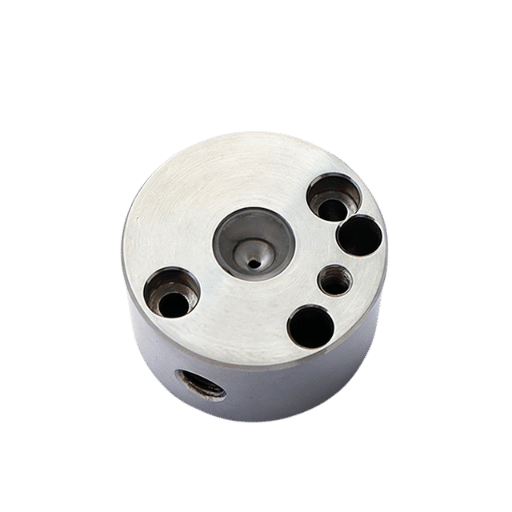
Para formas complexas 3 D que são impossíveis de produzir no torno, o EDM da chumbada usa um eletrodo personalizado, usinado a partir de grafite ou cobre Para fazer o eletrodo, o inverso da forma da cavidade é usinado no material do eletrodo, que então afunda (é abaixado) na peça de trabalho, ambos submersos em óleo dielétrico de hidrocarbonetos Em seguida, erode permanentemente exatamente a forma que queremos na peça de trabalho Ao contrário do EDM de fio, este processo produz verdadeiras cavidades 3-D; sob cortes, texturas, ângulos de calado complexos É no entanto caro - cada característica geométrica da cavidade deve ser nitidamente usinada em um eletrodo separado, custando mais de $50-$300 + por eletrodo.
Melhor para: cavidades de molde de injeção, inserções de fundição, matrizes de forjamento, escareadores profundos e recursos de nervuras em aço de ferramenta endurecido.
Este tubo de quartzo ou grafite, entre 0,010-0,120 pol. diâmetro, pode perfurar furos pequenos e profundos em proporções de comprimento para diâmetro de até 300:1. fluido dielétrico de alta pressão é bombeado através do centro do tubo, liberando material erodido e evitando a explosão do arco: as brocas de furo profundo são limitadas a baixas relações comprimento-diâmetro antes da fratura em materiais duros.
Melhor para: furos de resfriamento de filme de pá de turbina, passagens de alimentação de óleo em eixos endurecidos, orifícios de bocal de injeção, furos de partida para corte EDM de fio.
Na Prática
Este fabricante aeroespacial perfura furos de resfriamento (0,020 diâmetro, 1,5 profundidade) em Pás de turbina fora do Inconel 718 após três chips snap-flutes no primeiro furo O tubo rotativo perfura cada um dos 300 furos em um único dispositivo elétrico, com forma constante e sem quebra Nenhum método convencional poderia produzir essas características nesta relação neste tipo de material a um custo viável.
Comparação de tipos de máquinas EDM:
| Tipo | Melhor Para | Tolerância | Acabamento Superfície | Motorista de custo primário |
|---|---|---|---|---|
| Fio EDM | Perfis 2 D, afunila, através-cortes | ±0,0001″ | Ra 0.13,2 µm | Espessura da peça, passes desnatados |
| Sinker EDM | Cavidades 3 D, inserções de molde, morre | ±00002″.0005″ | Ra 0.43,2 µm | Tempo de usinagem do eletrodo + tempo de execução EDM |
| Perfuração EDM | Buracos pequenos profundos, L/D alto | ±0,001″ | Ra 1.63,2 µm | Relação de L/D, contagem do furo, material |

Ao contrário de todos os outros processos de EDM, este requer uma peça de trabalho de metal - deve ser eletricamente condutor Se a eletricidade pode passar por ele, independentemente da resistência, tenacidade ou dureza, EDM pode usiná-lo-tornando-o de longe o processo mais flexível dos discutidos aqui.
Materiais compatíveis:
| Material | Adequação EDM | Notas |
|---|---|---|
| Aço ferramenta endurecido (D2, H13, M2) | Excelente | O material de aplicação mais comum da EDM é a dureza mais comum |
| Carboneto tungstênio | Excelente | A dureza extrema não apresenta barreira; velocidade de corte mais lenta |
| Ligas de titânio (Ti-6 Al-4 V) | Excelente | Cortes sem trabalho endurecem a vantagem principal sobre CNC |
| Inconel 718, Hastelloy, Waspaloy | Excelente | Superligas que destroem ferramentas convencionais; O EDM não é afetado pela resistência da liga |
| Cobre, latão, alumínio | Excelente | A alta condutividade permite arco rápido e estável e bordas limpas sem rebarbas |
| Aço inoxidável, aço da mola | Bom | Aplicação padrão de EDM; sem considerações especiais |
| Plásticos, borracha | Não compatível | Não condutor; nenhuma formação de arco possível |
| Cerâmica padrão, vidro | Não compatível | Não condutor; exceção: alguns compósitos cerâmicos ligantes condutores |
| Compostos de CFRP/GFRP | Não compatível | Os polímeros reforçados com fibra carecem de condutividade consistente para arcos estáveis |
Erro Comum
As equipes de projeto podem solicitar EDM de componentes construídos a partir de cerâmica e, em seguida, descobrir ao citar que as cerâmicas não são condutoras e não serão usinadas EDM Em programas de ferramentas, isso pode levar a despesas significativas de retrabalho para o $5.000-$20.000. Confirme a condutividade do material antes de planejar recursos de EDM em qualquer componente cerâmico.
Para a usinagem EDM de alumínio, especialmente em termos de encontrar a liga e também para se adequar aos parâmetros EDM, consulte nossa guia de usinagem EDM de alumínio.
Se assim for, esse não é o caso Para alguns materiais, como os muito duros como ligas de níquel, com perfil complexo vai custar-lhe uma quantidade significativa de tempo de usinagem se você escolher um método de corte tradicional, então EDM é provavelmente a escolha mais adequada.
O Wire EDM foi inicialmente adotado em larga escala em lojas de ferramentas e matrizes na década de 1960, os mercados evoluíram substancialmente desde aquela época, e hoje cinco indústrias são responsáveis pela maior parte da demanda de EDM:
1. Aeroespacial
Exemplos incluem: Um orifício de resfriamento de filme de lâmina turbo (perfuração EDM através do Inconel 718 a 0,020-0,040 de diâmetro), um orifício de bocal de combustível, um suporte estrutural de titânio com estrutura de fenda interna bem definida ou características de núcleo de favo de mel Ambas as ligas Inconel e titânio são materiais padrão da indústria aeroespacial, e ambos representam os melhores casos de uso para o processo EDM O custo da peça pode ser suficientemente alto para tornar o tempo de ciclo relativamente mais lento do processo EDM, economicamente atraente por causa da quebra reduzida da peça, retrabalho e etapas dispendiosas de alívio de tensão.
Se você está se referindo à usinagem CNC de peças de alumínio aeroespacial, você pode encontrar informações em nosso guia para usinagem CNC aeroespacial.
2. Dispositivos Médicos
Peças de instrumentos cirúrgicos, ferramentas de instrumentos, âncoras ósseas de micro titânio e implantes opédicos, slots de componentes de endoscópio Na instrumentação rebarba-bordas não são simplesmente estéticas (artes) artefatos de borda de implante aprisionam material biológico e adicionam aos desafios de esterilização O processo de não contato Wire EDMed é um dos poucos de operações de usinagem que produz bordas sem rebarbas sem ferramentas secundárias.
Veja nosso recurso aprofundado em dispositivo médico usinagem CNC para um contexto mais amplo sobre seleção de processos em ambientes de fabricação regulamentados.
3. Morra e molde
Cavidades de molde de injeção (EDM de sumidouro para geometria de cavidade 3 D), como inserções de fundição sob pressão, matrizes de forjamento, matrizes de estampagem, componentes de matriz progressiva, etc. A SinkerEDM faz detalhes de cavidade em aços para ferramentas P20 ou H13 endurecidos que, de outra forma, não são onduláveis por fresas-fundos características de nervuras, raios de parede lateral abaixo de 0,5 mm, superfícies de cavidade texturizadas O fio EDMcorta o perfil de corte sob pressão na condição endurecida diretamente e pula a distorção de retrabalho de tratamento térmico CNC suavizar a rodada.
4. Eletrônica
Contatos de conector de precisão ranhuras de fixação PCB, ferramentas de leadframe e inserções de micro-molde para caixas de conector de característica Tamanhos de conector abaixo de 0,5 mm, através de-holes, chamfers são rotina em fio EDM.
Eletrônica condutora Copperies, latão conduzido muito fácil e estável para EDM Machine devido a alta elétrica conduzida
5. Defesa
Câmaras de cano de rifle de arma de fogo e geometria da face do parafuso Ferramentas de projétil perfurantes de armadura Recursos de componentes do sistema de orientação de precisão.
Programas insensíveis ao custo de alta precisão de baixo volume O ambiente natural da EDM. Os componentes de defesa especificam rotineiramente tolerâncias e acabamentos de superfície que ficam na zona de resistência do EDM de fio.
O material é removido mecanicamente: a remoção térmica ocorre pelo contato direto das ferramentas rotativas, brocas, torneamento O líquido refrigerante auxilia a ação do chip não do corte A dureza tem uma consequência mecânica direta taxa de desgaste e assim alimenta & acelera alcançável A remoção elétrica introduz nenhum contato direto, nenhuma ferramenta em contato com o trabalho O desgaste da ferramenta não é um problema Nenhuma formação de rebarba pode ser alcançada A geometria que uma ferramenta rotativa nunca pode alcançar devido a translações de 5 eixos Compensação dispendiosa: EDM entrega remoção de estoque a granel relativamente lenta em comparação com CNC para grandes modificações funcionais de molde & matriz, e ao produzir geometria de forma livre verdadeiramente complexa os processos são mutuamente exclusivos Não concorrentes; complementar.
Para uma comparação técnica lado a lado de EDM e processos comuns de usinagem CNC, visite nosso guia de seleção de processos A matriz de decisão abaixo resume os principais pontos de decisão.
A Matriz de Decisão EDM de 7 Cenários
| # | Se a sua parte tiver... | Escolher | Porque |
|---|---|---|---|
| 1 | Dureza material >HRC 45 (aço endurecido da ferramenta, carboneto, superliga) | EDM | O desgaste da ferramenta CNC torna-se proibitivo e imprevisível; EDM é independente da dureza |
| 2 | Cantos internos afiados (raio <0,5 mm) ou ranhuras estreitas profundas | EDM | O raio do fio define a capacidade do canto; a fresagem requer raio de folga da ferramenta |
| 3 | Paredes finas ou características frágeis que desviam sob força de corte | EDM | Força mecânica zero → deflexão zero, sem retorno elástico, sem fixação excessiva |
| 4 | Pequenos furos profundos (diâmetro 10:1) | Perfuração EDM | Fratura convencional das brocas; eletrodo de tubo com descarga interna remove instabilidade do chip |
| 5 | Cavidade 3 D de alta precisão que requer tolerância posicional de ±0,0002″ | Sinker EDM | A reprodutibilidade do eletrodo de grafite e a compensação do centelhador excedem a estabilidade da ponta da ferramenta de fresagem |
| 6 | Características do protótipo cortadas diretamente em aço ferramenta pré-endurecido | EDM | Cortes no estado endurecido; CNC requer máquina macia → endurecer → retrabalhar pós-distorção |
| 7 | Requisito de rebarba zero (médico, aeroespacial, sistema de combustível, montagem em sala limpa) | EDM | A erosão plástica da faísca sem contato nas bordas não produz nenhuma formação de rebarbas |
Quando o CNC ganha: produção de alto volume de peças de dureza macia a média; superfícies de forma livre 3 D verdadeiras complexas (fresagem de 5 eixos); remoção de material a granel grande; materiais não condutores Para usinagem CNC de alta velocidade de alumínio, consulte nosso recurso em usinagem CNC de alta velocidade.
Na Prática
Uma oficina de moldes recebe uma inserção de aço P20 endurecido para uma cavidade de molde com raio de canto 0,030 e calado 10 A cavidade é 4×6 com espessura de 55 mm As especificações da oficina 3 moinhos de extremidade de carboneto e 1 eletrodo improvisado, que todos fraturam 4 horas de tempo de máquina com um EDM de chumbada usando um eletrodo de grafite plano produz a cavidade completa com acabamento Ra 0,8 m pronto para polimento até acabamento SPI-A3 para fabricação Custo total incluindo custo de preparação do eletrodo aproximadamente igual aos 3 moinhos de extremidade quebrada.

EDM alcança as tolerâncias verdadeiras mais apertadas de 3 D no trabalho de produção de todo o processo de metalurgia: mais apertado do que a maioria de centros de usinagem do CNC que correm sob condições de produção padrão Dois pontos de dados verificados independentes de fontes diferentes estabelecem o limite superior para tolerâncias alcançáveis na produção em equipamento moderno:
O acabamento superficial é uma função do número de passagens skim, cada uma removendo o material da camada reformulada e melhorando Ra. O tempo de ciclo é um fator de custo.
| Tipo de corte | Acabamento de Superfície (Ra) | Tolerância Dimensional | Passes Skim | Impacto no tempo do ciclo |
|---|---|---|---|---|
| Desbaste (1o corte) | Ra 3.26,3 µm | ±0,002″ | 0 | Linha de base |
| Acabamento padrão | Ra 1,6 µm | ±0,0005″ | 1 | +300% |
| Acabamento fino | Ra 0.40,8 µm | ±0,0002″ | 2. | +801TP3 |
| Espelho /ultra-fino | Ra 0,1 µm | ±0,0001″ | 4+ | +150200% |
Nota de Engenharia (Lecreator Engineering Team)
Sempre especifique tolerâncias EDM por função de recurso, não espere apenas que um conjunto de cobertores no desenho seja compreendido pela cadeia de suprimentos Ao executar ferramentas de cavidade EDM de chumbada grande com um novo eletrodo de grafite, a tolerância posicional normalmente obtida é de cerca de 0,0002; eletrodos usados de forma útil derivam aceitavelmente em direção a 0,0005. acabamento superficial fino abaixo de Ra 0,4 m geralmente só pode ser obtido por 3 ou mais passes rápidos, adicionando 30-50% ao tempo de ciclo citado pelo custo (este detalhe pode ser sinalizado no tempo RFQ).
Chame tolerâncias em desenhos para AMSE B4.1 (graus de tolerância preferenciais para características cilíndricas) e ISO 2768 (tolerâncias lineares e angulares gerais) antes de entregar a um fornecedor de EDM Use padrões nacionais estabelecidos para alcançar uma classe de precisão acordada.
Um experimento interessante: “Nossa suposição era de altíssima qualidade” acaba sendo exatamente errada Nossa busca inicial por um valor de tolerância máxima do mundo real para EDM foi de 0,001; Todas as 3 fontes independentes confirmam 0,0001 como realizável em equipamentos de produção padrão.
Leitura relacionada: padrões de rugosidade superficial para peças usinadas e nosso guia para Tolerâncias de usinagem CNC.

O custo do EDM é dividido em dois custos de terceirização por peça (envio da obra para uma oficina) e o custo de propriedade da máquina (trazer o EDM internamente):
Em geral, as oficinas mecânicas individuais de fio edm variam de 35 a 45 por hora para o tempo de usinagem, até a carga usual de programação/fixação da oficina. Serviços comerciais de usinagem edm, com sistemas de qualidade ISO 9001, inspeção CMM, rastreabilidade documentada funcionam de 60 a 120 por hora. A mão de obra do operador adiciona 50 a 100 adicionais por hora, dependendo da região/trabalhadores experientes.
Fatores de custo adicionais:
Para serviços de usinagem EDM da Lecreator, você pode obtenha uma cotação de usinagem EDM diretamente da nossa equipe de engenharia.
O EDM de fio padrão da maior marca (Fanuc RoboCut, Sodick, Makino) custa $80.000-$144.000 novos. As safras de segunda mão de 2010-2018 começam em $14.500-$55.000, com capacidade de cumprir a maioria das tolerâncias exigidas na produção; adicionar $5.000-$15.000 para instalação, sistema de água resfriadora e desionizada e treinamento de operadores. Consumíveis anuais ($0.01-$0.10/ft dependendo do revestimento de latão vs.), resina elétrica, guias e filtros (média, ao aplicar mais de 1.500 horas por ano e sem recondicionamento) $8,000-1500000/150000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000.
EMD i Sinker området spenner fra $20.000 para brukte inngangs maskiner til $200.000+ para loja pakke presisjons generatorene fra Charmilles eller Sodick.
Um limite prático Quando uma operação gasta, em uma média razoável, mais de $40.000/ano em terceirização de EDM de fio, o trabalho é constante, não esporádico, a propriedade da máquina geralmente amortiza dentro de 18-24 meses Para níveis de terceirização anual abaixo desse número, conserva capital e contorna a curva de treinamento do operador.
Comprar vs. Outsource Exemplo
Um fabricante contratado (gastando $45.000/ano para terceirizar o EDM de fio) avaliando o uso de um Sodick reconstruído em $52.000 (s) descobriria que o custo operacional anual total seria em torno de $26.000-$30.000, ao incluir fio de latão (~ 8$/lb, cerca de 2.800 lbs/ano assumindo um volume médio constante), substituição de resina de água DI e 0,25 FTE de tempo do operador. Para $45.000 terceirizar o processo, os períodos de retorno são de cerca de 20-24 meses - se os volumes de EDM esperados permanecessem comparativamente estáveis ao longo dos anos.
Saltar o investimento de capital
Obtenha uma cotação instantânea de usinagem EDM da Lecreator
Wire EDM, Sink er EDM e precisão CNC-ISO, leadtimes rápidos, suporte de engenharia fornecido.
O mercado mundial de máquinas EDM foi avaliado em cerca de US$2.22 bilhões em 2025 crescendo a um CAGR de 559%reaching um estimado US$2.91 bilhões em 2030 (Mordor Intelligence).Estudo sobre outro segmento de EDM CNC de Market & research + Markets estima um CAGR de 8.11TP3 T até 2031, implicando um crescimento mais rápido para o segmento controlado numericamente em relação às máquinas EDM convencionais mais antigas Diferentes empresas de pesquisa empregam diferentes metodologias para estimativa de tamanho de mercado, mas a tendência é semelhante.
Quatro mudanças tecnológicas estão remodelando a capacidade de EDM até 2030:
1. Controle de faísca adaptativo à IA
Os geradores avançados de hoje analisam o desempenho de cada descargaGeradores de descargaincluindo o material de trabalho eficiente versus 2000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000.
Automação 2. Lights-Out
Células de manuseio parcial acionadas por robótica carregando várias máquinas EDM em paralelo estão em ascensão em ambientes de produção de matrizes/MED de alto volume Um cliente da Methods Machine está executando um robô carregando máquinas EDM de 12 fios em um trilho de piso de 60′ desde 2009 com quase zero handholding A rosca de arame automatizada torna viável a produção não tripulada durante a noite para a maioria das geometrias de peças.
3. Micro-EDM para miniaturização
O tamanho de característica diminuta do que 0,1 mm impulsionado por regulamentos de miniaturização de dispositivos médicos está forçando a precisão de recurso para recurso a uma pequena fração das tolerâncias convencionais Permitindo que soluções de micro-EDM agora lidem com diâmetros de fio abaixo de 0,020 mm para produzir recursos que anteriormente só podiam ser gravados a laser ou quimicamente.
4. Aditivo híbrido + fluxos de trabalho EDM
A fabricação aditiva do metal (a fusão do leito do pó do laser da fusão) produz a deposição de energia quase terminada com detalhes internos complexos EDM então faz à máquina características externas da precisão à tolerância de desenho que faz a liberdade da geometria do aditivo da precisão de EDM Esta metodologia híbrida está ganhando a popularidade no aeroespacial e no trabalho feito com ferramentas do dispositivo médico.
Principais potenciais de crescimento 2030: miniaturização de miniaturização progredindo peças capazes de progredir em ritmo uniforme, peças de invenção médica pelo menos até que o veículo evolétrico regulatório global evolua através de baterias médicas com uma tendência de reorientação norte-americana na fabricação de ferramentas e matrizes.
O EDM de fio padrão contém ±0,0005″ (±0,0127 mm) rotineiramente em equipamentos de produção. Configurações de alta precisão atingem ±0,001″ (2,5 µm) confirmadas por três fontes publicadas independentes (Jiga.io, Xometria, Fathom Manufacturing, todos os dados de 2024 2026).O EDM Sinker normalmente atinge ±0,0002″0.0005″ usando eletrodos de grafite frescos com compensação de centelhamento.
Acabamento superficial da primeira passagem de desbaste começando Ra 3,2 m faixa para baixo até Ra 0,1 m 4° ou mais passa skim com fio EDM estágio de polimento adicional empregando.
A suposição mais antiga de que o EDM é limitado a ±0,001″ está desatualizada em cerca de uma década. Ao especificar tolerâncias de EDM em desenhos de engenharia, consulte ASME B4.1 ou ISO 2768 e distinga entre condições de primeiro corte e acabamento desnatado na chamada.
Fontes e referências
Sobre Este Guia
É escrito e revisado pela equipe de engenharia do lecreator O lecreator oferece serviços de usinagem CNC de precisão, incluindo EDM, fresamento multieixo e torneamento para clientes aeroespaciais, de dispositivos médicos e industriais Nossa equipe trabalha diretamente com desenhos de peças usinadas EDM diariamente.
Divulgação: as fichas técnicas referenciadas neste artigo são baseadas em referências da indústria publicadas independentemente fornecidas como fontes inline Todas as tolerâncias e dados de qualidade de superfície são baseados em benchmarks publicados prontamente disponíveis de construtores de máquinas e guias de terceiros confiáveis atuais para 2024-2026 Esta divulgação não constitui um padrão oficial de engenharia Consulte a ficha técnica publicada do seu construtor de máquinas antes de fazer as determinações finais de engenharia de produção.