


Serviço de suporte, profissional e focado no cliente
Entre em contato com a Lecreator Company
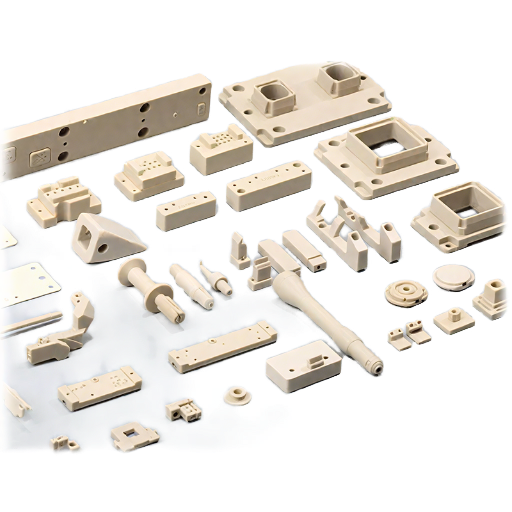
Desde protótipos até produção em grande escala, nós temos tudo o que você precisa.


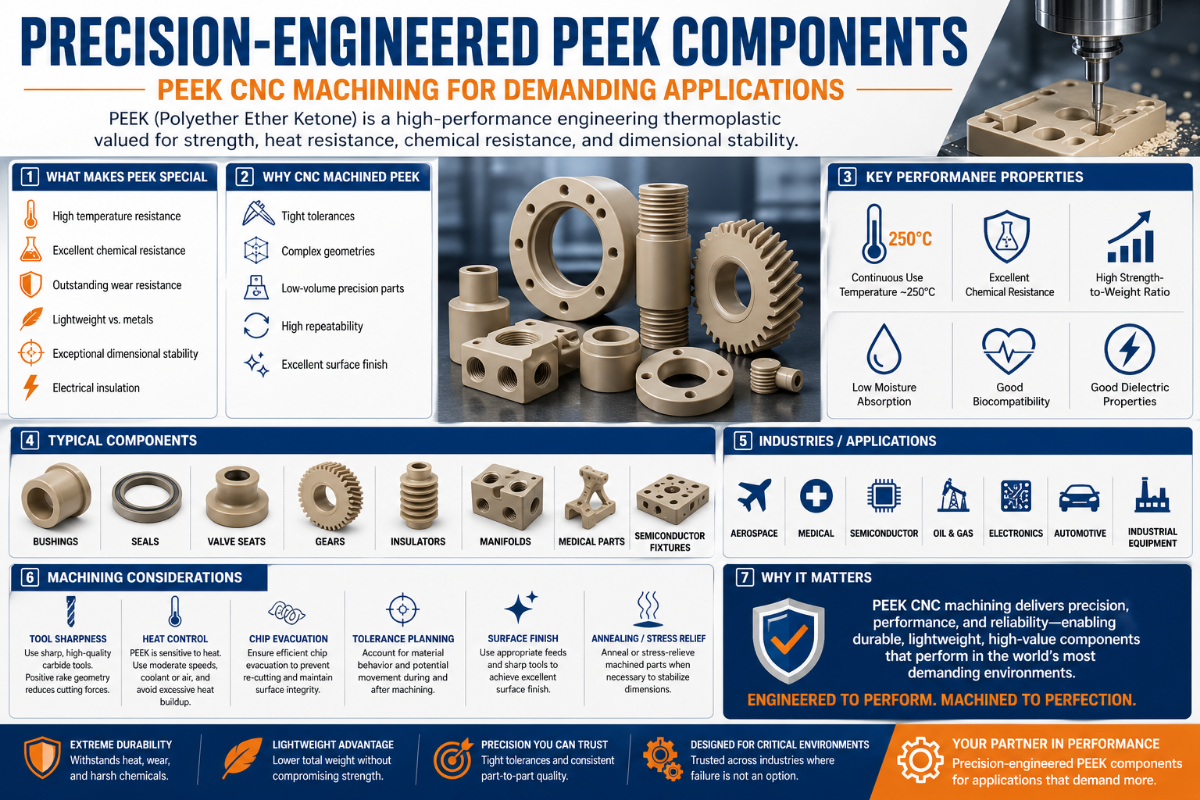
Componentes PEEK projetados com precisão: usinagem CNC PEEK para aplicações exigentes
A usinagem PEEK é geralmente considerada quando o plástico comum, PTFE, Delrin, alumínio ou titânio cria um risco de falha que o desenho não pode ignorar Com componentes PEEK projetados com precisão, a verdadeira questão não é apenas se a poliéter éter cetona pode ser usinada A melhor questão é qual tensão operacional deve controlar o grau, a tolerância, o acabamento superficial, o plano de inspeção e a conversa do fornecedor.
Este guia foi escrito para engenheiros e equipes de fornecimento que preparam peças PEEK personalizadas para dispositivos médicos, conjuntos aeroespaciais, equipamentos semicondutores, hardware de petróleo e gás, sistemas automotivos e máquinas industriais. Se você já possui um desenho, use-o como uma lista de verificação pré-RFQ antes de enviar o arquivo para Revisão de usinagem CNC PEEK.

As peças PEEK com maior probabilidade de falha no sourcing são aquelas em que a cotação começa com um nome de material, mas nunca define o ambiente operacional Esta escada de 9 degraus transforma o aplicativo em instruções de fabricação.
| Passo | Tensão operacional | Pergunta de especificação | Direção seguro para o comprador |
|---|---|---|---|
| 1 | Calor contínuo | O componente terá uma exposição longa perto de 200-260 graus C? | Peça dados de grau e um plano de usinagem que limite a distorção térmica. |
| 2 | Picos de calor curtos | Os picos são breves, repetidos ou combinados com a carga? | Defina a duração e a carga em vez de listar apenas uma temperatura de pico. |
| 3 | Contato químico | Qual solvente, ácido, combustível, agente de limpeza ou fluido toca a peça? | Liste concentração, temperatura e tempo de exposição. |
| 4 | Desgaste deslizante | É uma bucha, anel de desgaste, sede de válvula, engrenagem ou arruela de pressão? | Considere o PEEK de nível de rolamento em vez do PEEK virgem. |
| 5 | Esterilização ou limpeza | A peça entrará em contato com tecidos, fluidos, wafers, óptica ou câmaras de vácuo? | Defina as necessidades de limpeza, embalagem, inspeção e documentação. |
| 6 | Alvo de peso | O PEEK está substituindo alumínio, aço inoxidável ou titânio? | Compare peso, rigidez, temperatura e método de fixação juntos. |
| 7 | Estabilidade dimensional | Existem paredes finas, gritos de planicidade, bolsos profundos ou furos apertados? | Planeje o desbaste, o alívio de tensões e a usinagem de acabamento antes da inspeção final. |
| 8 | Acabamento superficial | Ra importa em uma vedação, face deslizante, assento de lente ou superfície cosmética? | Chame o acabamento apenas onde ele muda de função. |
| 9 | Documentação | Você precisa de rastreabilidade de materiais, registros de inspeção ou suporte de biocompatibilidade? | Coloque os requisitos de documentos na RFQ, não depois que o primeiro artigo for enviado. |

Virgin PEEK é muitas vezes o ponto de partida quando a peça precisa de resistência química, propriedades mecânicas estáveis e comportamento de usinagem mais limpo, geralmente é mais fácil de usinar do que variantes reforçadas e pode ser uma boa escolha para protótipos, isoladores e peças plásticas de precisão geral.
PEEK preenchido com vidro e PEEK de fibra de carbono são conversas diferentes O reforço de vidro pode aumentar a rigidez e a estabilidade dimensional, mas também torna o material mais abrasivo O reforço de fibra de carbono pode suportar componentes sensíveis à resistência ao peso e ao desgaste, mas muitas vezes empurra a loja em direção a ferramentas diamantadas ou ferramentas PCD. As classes de rolamentos, incluindo misturas PEEK com enchimentos de baixo atrito, pertencem a buchas, anéis de desgaste, sedes de válvula e componentes deslizantes.
O PEEK de nível médico deve ser tratado com cuidado extra. A corrente ISO 10993-1:2025 page enquadra a avaliação biológica como um processo de gerenciamento de riscos com base no uso pretendido, composição do material, contato com o tecido e duração da exposição. Os registros padrão de consenso reconhecidos pela FDA também conectam a ISO 10993-1 com avaliação biológica para dispositivos médicos Isso não significa que qualquer peça PEEK usinada esteja automaticamente pronta para uma aplicação médica. Isso significa que a qualidade, o ambiente de usinagem, a limpeza, a embalagem e a documentação devem corresponder ao risco do dispositivo.
| Grau PEEK | Usar quando | Assista antes de encomendar |
|---|---|---|
| Virgin ESPREITADINHA | Resistência equilibrada, resistência química e usinabilidade são necessárias. | Pode não ser rígido o suficiente para alta carga estática ou desgaste deslizante. |
| PEEK preenchido com vidro 30% | A rigidez e a estabilidade dimensional são mais importantes do que o contato deslizante. | As fibras de vidro aumentam a abrasão nas ferramentas e superfícies de contato. |
| PEEK de fibra de carbono 30% | Força-peso, rigidez e comportamento de desgaste são importantes. | A estratégia de ferramentas e a qualidade das bordas precisam de uma revisão mais detalhada. |
| Peek de grau de rolamento | Sua peça desliza, gira, veda ou suporta atrito repetido. | Confirme o pacote de enchimento e a superfície correspondente. |
| PEEK de nível médico | É necessária avaliação biológica, planejamento de esterilização ou documentação médica. | Não substitua o estoque industrial sem a aprovação do proprietário do dispositivo. |
A experiência de usinagem de plástico é importante porque um componente PEEK usinado se comporta de maneira diferente de uma peça moldada por injeção ou de um plástico composto genérico. O PEEK de nível industrial pode ser adequado para acessórios, isoladores e peças de desgaste, mas não deve ser substituído pelo PEEK de nível médico sem aprovação. Quando altas temperaturas, alta resistência química, resistência à abrasão e resistência a altas temperaturas aparecem em uma parte, a escolha da classe deve ser combinada com a revisão da usinagem, em vez de tratada como uma substituição de matéria-prima.
Use o desenho para tomar a decisão de grau, não o contrário Se a peça tem uma parede de 2 mm, uma ranhura de 0,8 mm, um bolso de 6 mm de profundidade, um furo de 3 mm, ou um +/-0,001 em relação de datum, escolha o grau após a verificação do acesso à ferramenta e movimento de tensão Se a peça é uma bucha de 25 mm, uma sede de válvula de 12 mm, um isolador de 50 mm, ou uma placa de 100 mm, a melhor decisão pode ser diferente mesmo quando o nome da resina é o mesmo.
O plástico PEEK corta de forma limpa apenas quando o processo controla o calor e o estresse O PEEK não dissipa o calor da maneira que muitos metais fazem, então uma ferramenta opaca, muita pressão de fixação, longo tempo de contato ou fricção podem criar deriva dimensional, rachaduras na superfície e sucata Uma rosca de chão de fábrica do Practical Machinist sobre pontos de empenamento PEEK para as mesmas causas raiz: calor, remoção unilateral de estoque, fixação, ferramentas afiadas e alívio de tensão Durante a revisão RFQ, sinalize quaisquer nervuras de 1 mm, ranhuras de 2 mm, furos perfurados de 5 mm de profundidade, quebras de borda de 0,4 mm ou faces de vedação de 32 Ra antes que o fornecedor fixe a rota.
Nota de engenharia: Para itens PEEK finos, planos e de tolerância apertada, considere um plano de três estágios: máquina áspera, alívio de estresse conforme a condição justificar, semi-acabamento para minimizar o trabalho manual extra e, em seguida, acabamento de peças para dimensões críticas A página PEEK do Le-creator explica um método de desbaste/recozimento/estágio intermediário/recozimento/acabamento para estabilidade dimensional, onde ferramentas afiadas, estratégia de refrigerante e opções de resfriamento são adaptadas ao grau PEEK selecionado.
A outra preocupação é a abrasão da fibra PEEK não preenchido pode usinar com ferramentas de metal duro, mas não lubrificado, cheio de vidro e reforçado com fibra de carbono graus podem raspar ferramentas de corte rapidamente e reduzir drasticamente a vida útil da ferramenta Isso não significa PEEK reforçado é uma má escolha; em vez disso, o fornecedor preferirá planejar ferramentas, alimentação, condição de borda e pontos de inspeção de maneira diferente para cada grau do que para um plástico genérico.
Uma regra prática de decisão é reservar ferramentas de diamante ou ferramentas PCD para PEEK abrasivo cheio de vidro ou fibra de carbono, manter as ferramentas de metal duro na discussão para PEEK não preenchido e perguntar se o refrigerante, o jato de ar ou a usinagem a seco são apropriados para o grau e a exigência de quantidade do protótipo também altera a decisão: 5 peças, 50 peças de validação e uma liberação de produção de 500 partes podem justificar diferentes equilíbrios de risco.
A contaminação é o terceiro risco As aplicações médicas, de semicondutores, eletrônicas e de vácuo geralmente precisam de mais do que precisão dimensional, Eles podem precisar de limpeza controlada, ferramentas separadas, controle de embalagem ou registros de inspeção. O banco de dados de liberação de gases da NASA Goddard explica que o teste ASTM E595 é usado para medir a perda total de massa e materiais condensáveis voláteis coletados em um ambiente de vácuo, dados que podem apoiar decisões de adequação de materiais para ambientes de voo espacial Os componentes semicondutores ou de vácuo devem desencadear uma pergunta inicial sobre dados de liberação de gases ou um padrão de limpeza semelhante.

O planejamento de tolerância segue a mesma lógica Um +/-0,005 geral em tolerância pode ser suficiente para a maioria das estruturas PEEK, enquanto tolerâncias apertadas como +/-0,001 in podem ser reservadas para furos críticos, faces de vedação, assentos ópticos adjacentes, recursos de alinhamento ou ferramentas de acoplamento. A página PEEK do Le-creator afirma a capacidade de usinagem PEEK até +/-0,001 pol; a cotação correta ainda depende da geometria, grau, espessura da parede, método de inspeção e expectativas de lead-time.
O acabamento superficial funciona da mesma maneira Uma chamada decorativa Ra em cada face pode adicionar tempo sem agregar valor Uma face de vedação, furo deslizante, superfície de contato médico ou ponto de contato de manuseio de wafer é diferente Coloque requisitos de acabamento onde a função os exige e, em seguida, deixe superfícies não críticas como usinadas, se isso for aceitável.
A inspeção deve seguir o risco Um suporte de protótipo pode precisar apenas de um relatório dimensional básico Componentes médicos, aeroespaciais ou semicondutores podem exigir rastreabilidade do material, inspeção de primeiro artigo, dados CMM, notas de limpeza ou requisitos de embalagem. A página sobre os estados do Le-Criador 1001TP3 T de inspeção de qualidade de saída, 80+ máquinas avançadas, 100+ profissionais e rendimento de primeira passagem 98%+; trate-os como sinais de capacidade do fornecedor e, em seguida, confirme o pacote de inspeção exato para a revisão do resultado da produção, pergunte como a taxa de retrabalho, os pontos de retenção de inspeção e o feedback do primeiro artigo serão tratados antes do lançamento.
As peças médicas e da vida-ciência usam frequentemente o PEEK porque o projeto pode precisar o radiolucency, a compatibilidade da esterilização, a documentação controlada, ou uma alternativa do polímero ao metal. Uma revisão no PMC observa que o PEEK é quimicamente estável, radiolúcido e biocompatível, ao mesmo tempo que alerta que o PEEK não tratado é biologicamente inerte em aplicações de interface óssea. Os compradores devem tratar o PEEK de nível médico como um pacote de material, processo, limpeza e avaliação de risco, não apenas como um nome de resina.
Projetos aeroespaciais e de defesa geralmente se preocupam com a exposição ao calor, redução de peso, contato químico e isolamento elétrico Projetos de semicondutores e eletrônicos podem adicionar baixa contaminação, baixa liberação de gases e estabilidade de planicidade após o ciclo térmico As aplicações de petróleo e gás tendem a se concentrar no contato químico, temperatura, sedes de válvulas, vedações, anéis de reserva e resistência à fluência a longo prazo Os projetos de máquinas automotivas e industriais geralmente avaliam o PEEK contra desgaste, ruído, peso, exposição ao óleo e contato deslizante.
Os equipamentos para alimentos e bebidas não devem depender de uma reivindicação genérica de “FDA grade”. Título 21 Parte 177 lista as regras indiretas de polímero de aditivo alimentar, incluindo seções de resina de poliariletercetona Se o contato com alimentos fizer parte da aplicação, o grau do material, o pacote de aditivos, o artigo acabado e a condição de uso precisam ser revisados Na prática, um espaçador de 10 mm em embalagem seca, uma inserção de válvula de 20 mm em lavagem a quente e um trilho guia de 40 mm exposto ao limpador não devem receber a mesma resposta de conformidade.
PEEK não é “better” em todas as direções É melhor quando a aplicação precisa de uma mistura particular de resistência ao calor, resistência química, resistência, controle de desgaste, estabilidade dimensional ou redução de peso PTFE é muitas vezes escolhido para atrito muito baixo, mas não é um substituto estrutural para PEEK Delrin ou acetal é mais fácil e mais barato para muitas peças de plástico de precisão, mas não vive na mesma alta temperatura ou envelope de resistência química O alumínio é mais fácil de usinar e muitas vezes mais barato, mas pode falhar o alvo de peso, corrosão, isolamento ou corrosão galvânica O titânio é forte e médico-amigável em muitas configurações, mas traz diferentes tradeoffs de imagem, rigidez, peso e custo.
| Alternativa | Usar a alternativa quando | Mova-se em direção a PEEK quando |
|---|---|---|
| PTFE | O menor atrito é mais importante do que a rigidez ou a carga. | Força, estabilidade dimensional e resistência à temperatura são importantes juntas. |
| Delrin/acetal | Custo, usinabilidade e precisão moderada são suficientes. | Calor, produtos químicos ou esterilização ultrapassam a zona de conforto do acetal. |
| Alumínio | A rigidez do metal, a condutibilidade térmica, ou o baixo custo da peça ganha. | Peso, corrosão, isolamento ou contato não metálico são a restrição. |
| Titânio | A resistência do metal e o uso comprovado do implante são exigidos. | É desejada radiolucência, menor rigidez, menor peso ou química polimérica. |

Um RFQ melhor acelera a transição de “pode ser usinado?” para “quanta inspeção, alívio de tensão, acabamento superficial e limpeza será necessária?”.
Prompt de revisão de desenho: Se a peça tiver paredes finas, bolsos profundos, furos apertados, PEEK reforçado ou requisitos de contaminação, peça feedback de capacidade de fabricação antes de travar o bloco de tolerância.
Envie o desenho através do Le-creator's serviço feito sob encomenda da usinagem do CNC do PEEK página para avaliação de notas, tolerância e processos.

A demanda de pesquisa mostra duas camadas de intenção As pesquisas amplas de materiais PEEK atraem pesquisas iniciais, enquanto termos como usinagem PEEK, usinagem CNC PEEK e peças usinadas PEEK carregam uma intenção de fornecimento mais forte Que dividir as coisas Um comprador que só pede “PEEK em vez de metal” pode perder o risco real: alívio de tensão, ferramentas, acabamento superficial, limpeza e documentação.
Na prática, o fornecimento está mudando da substituição de materiais para o controle de risco As conversas com fornecedores devem passar de “Você pode usinar PEEK?” para “Como você controlará o calor, o estresse, o desgaste da ferramenta, as rebarbas, a inspeção e a limpeza para esta geometria”?”

PEEK pode ser usinado, mas é menos indulgente do que muitos plásticos de commodities calor excessivo, tensão residual, perfuração profunda e fibras reforçadas podem levar a empenamento, rachaduras, rebarbas ou vida útil curta da ferramenta Boa prática de usinagem PEEK usa ferramentas afiadas, calor controlado, fixação estável e um plano de gerenciamento de tensão Peças planas, de parede fina ou de bolso profundo geralmente precisam de desbaste equilibrado, alívio de tensão e acabamento somente após o movimento ser controlado.
Sim. A usinagem CNC é adequada para peças PEEK personalizadas, protótipos, construções piloto e produção de menor volume O plano de usinagem deve levar em conta o grau, a profundidade do recurso, a espessura da parede, o controle de calor, a rebarbação e a inspeção.
Uma tolerância realista depende da geometria, grau, espessura da parede, método de inspeção e temperatura de operação Muitas vezes, uma tolerância geral, como +/-0,005 in é mais prática do que exigir cada recurso para +/-0,001 in. As chamadas muito apertadas devem ser reservadas para recursos que controlam a função, como furos, faces de vedação, ajustes de rolamento, superfícies de referência ou locais de montagem correspondentes.
PEEK é geralmente melhor quando a peça precisa de maior resistência, rigidez, resistência ao calor e estabilidade dimensional PTFE pode ser melhor quando o baixo atrito é a prioridade e a carga mecânica é menor Para peças que precisam de resistência mais resistência ao calor ou exposição química, PEEK é muitas vezes o candidato mais forte.
Nenhum único grau PEEK é melhor para cada componente médico ou aeroespacial Comece com as condições de aplicação e, em seguida, escolha o grau em torno de resistência, rigidez, exposição química, esterilização, comportamento a vácuo, expectativas de biocompatibilidade, necessidades de documentação e requisitos de rastreabilidade.
O reforço de fibra de vidro e carbono pode melhorar a rigidez ou o comportamento de desgaste, mas as fibras desgastam as ferramentas de corte e podem afetar o acabamento das bordas. O custo geralmente vem de ferramentas, controle de processo, inspeção e maior risco de sucata. Pequenas ranhuras, nervuras finas e bordas de vedação precisam de revisão precoce da qualidade das bordas.









