Service de soutien, professionnel et axé sur le client
Entrez en contact avec Lecreator Company
Des prototypes à la production à grande échelle, nous avons ce qu'il vous faut.


L'usinage d'arbre est le processus d'usinage de précision qui transforme la crosse de barre unie en arbres rotatifs sur lesquels s'appuient chaque boîte de vitesses, moteur et pompe Que vous commandiez un arbre de sortie pour un réducteur, un arbre d'entrée pour une transmission, un arbre moteur, ou un arbre d'engrenage, comment elle est tournée, fraisée, traitée thermiquement et au sol dicte si elle tourne vrai pendant des années ou mange des roulements en mois Cet article passe par les quatre types d'arbres critiques, la voie de processus en 5 étapes, la sélection de matériaux en chiffres durs, les tolérances, et l'approche de conception et d'approvisionnement qui s'adaptent réellement.
En d'autres termes : l'usinage par arbre fait des pièces cylindriques rotatives, les jeux de tournage les diamètres et la concentricité, le fraisage et le brochage créent des rainures et des cannelures, le traitement thermique donne la dureté requise, et les tailles et finitions de meulage les arbres de production maintiennent les tolérances de diamètre jusqu'à ±0,005 mm et la concentricité roulement-journal à l'intérieur de 0,005.02 mm TIR, le coût étant largement entraîné par le choix du matériau et le rapport longueur-diamètre.
| Plage de diamètre typique | 150 mm (micro-usinage suisse à partir de 0,5 mm) |
| Tolérance de diamètre réalisable | à ±0,005 mm (sol) |
| Concentration du journal | 0,0050,02 mm TIR (débit ISO 1101) |
| Finition de surface | à Ra 0,2 µm sur des tourillons au sol |
| Matériaux communs | 1045, 4140, 4340, 8620, 304/316, 17-4PH |
| Processus de base | tournage CNC, fraisage, perçage, meulage |

L'usinage par arbre est le processus soustractif consistant à tourner, fraiser, percer et meuler une barre cylindrique en un arbre tournant avec précision qui transmet le couple et le mouvement entre les composants de la machine. La fonction de définition est définie dans les textes de conception de la machine tels que Arbres et composants d'arbre de Shigley.
Une barre brute de métal en elle-même est inutile - l'usinage fournit les diamètres étagés, les sièges de roulement, les clavettes et les filetages qui lui permettent de supporter un engrenage, d'accepter un roulement et de tourner véritablement sous puissance En tant que branche de fabrication CNC de précision, l'usinage d'arbre produit tous les types d'arbre, d'une barre ronde unie à un arbre d'engrenage cannelé ; le terme plus large fabrication d'arbre couvre également la formation de l'ébauche.
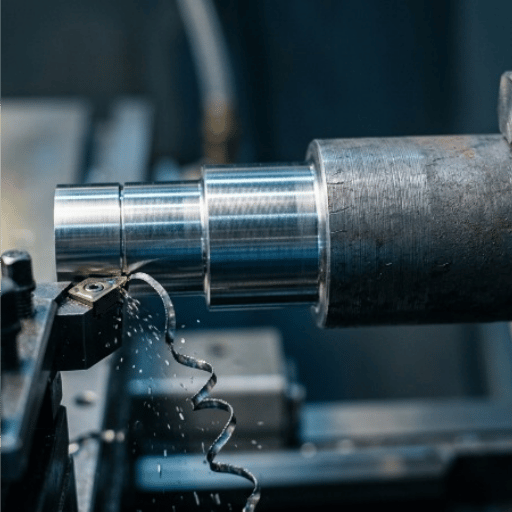
La mise en marche du tour fait la majeure partie du travail dans la procédure en maintenant la pièce en rotation et en réglant chaque diamètre à l'aide d'un outil de coupe à un seul point à partir d'une donnée concentrique commune Le fraisage ajoute ensuite des caractéristiques comme les rainures de clavette, le planage et les fentes de perçage, l'ajout de trous traversants ou de contre-alésages, et le meulage sont les opérations finales complétant les tourillons critiques à la tolérance En usinant un arbre selon une première méthode de tournage par opposition à une stratégie de fraisage en premier, toutes les autres caractéristiques restent au centre C'est exactement ce qui est exigé d'un arbre usiné.
Pourquoi la précision est-elle si importante ? un tourillon de roulement de 0,002 mm sous la taille et le roulement tourne librement et surchauffe ; 0,002 mm surdimensionné et le roulement se fracture lorsqu'il est pressé en place À grande vitesse, tout manque de concentricité est une masse déséquilibrée, battant les joints desserrés et pilonnant les tourillons de roulement Vous devez contrôler le diamètre, la concentricité et la finition de surface ensemble, pas un à la fois.

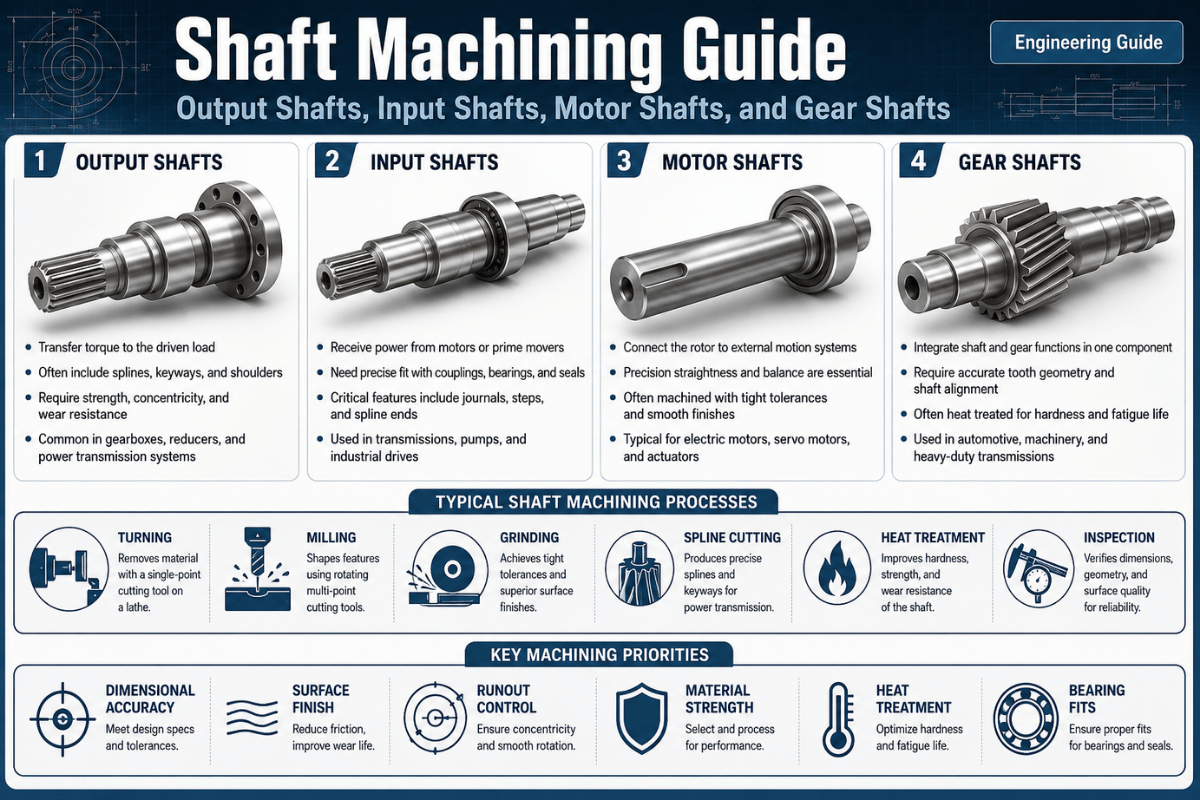
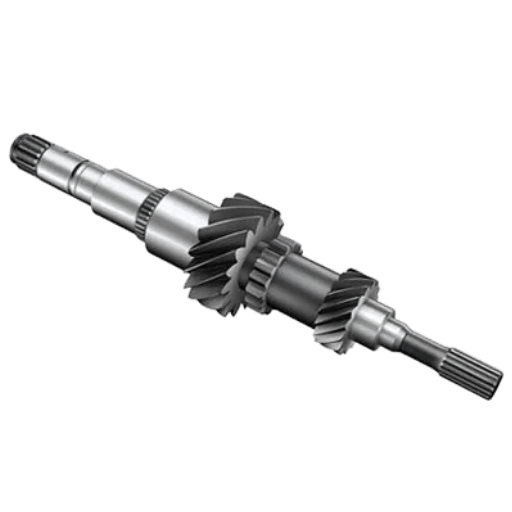
Un arbre d'entrée sert de démarreur motorisé à un ensemble de composants, un arbre de sortie transmet le travail en cours d'exécution, un arbre moteur est intégré à la partie tournante d'un moteur et un arbre d'engrenage a coupé ou appuyé sur des engrenages, comme défini Chaque type impose des exigences de concentricité différentes, un tolérancement de tourillonnement et des besoins de cannelure (splining) une distinction charge-fonction reprise en Notes de conception de machines de WPI Il est donc essentiel d'identifier un arbre par ce qu'il fait par rapport à la façon dont il est façonné pour réduire la portée de l'usinage requis, que ce graphique ci-dessous identifiera et organisera via la carte de fonction d'arbre de moteur de sortie-entrée pour catégoriser l'ensemble des gamme d’arbres dont les ingénieurs ont généralement besoin.
| Type d'arbre | Fonction primaire | Caractéristiques clés usinées | Pilote de tolérance dominant |
|---|---|---|---|
| Arbre de sortie | Donne le couple d'une boîte de vitesses/réducteur à la charge | Tourillons à gradins, rainure de clavette ou cannelure, extrémité filetée | Concentration d'ajustement de roulement + ajustement de cannelure/clé |
| Arbre d'entrée | Reçoit la puissance du moteur principal dans une boîte de vitesses | cannelure interne/externe, diamètre pilote, surface du joint | Coupe spline + finition de surface de joint |
| Arbre moteur | Arbre de rotor intégral ; premier point de couple | Diamètre rotor-noyau, rainure de clavette/plat, tourillons de roulement | Concentricité & équilibre (vibration) |
| Arbre d'engrenage | Porte des engrenages coupés ou montés dans un train | Dents d'engrenage intégrales ou cannelure, épaules, filets | Alignement dents/journaux + fatigue aux racines |
| Arbre d'entraînement | Déplace la puissance sur la distance sous charge cyclique | Embouts de joug/spline, tube ou barre équilibré | Fatigue + équilibre dynamique |
| Arbre cannelé | Transfert de puissance coulissant/verrouillage à couple élevé | Splines invariables ou parallèles | Forme spline et tolérance de hauteur |
| Arbre de ligne/arbre intermédiaire | Distribue ou redirige l'alimentation entre les unités | Plusieurs rainures de clavette, tourillons à long roulement | Droiture sur longueur |
| Arbre de vérin | Arbre intermédiaire court reliant deux composants | Revues jumelles, passerelles | Alignement entre les montures |
| Vilebrequin | Convertit le mouvement alternatif en mouvement rotatif | Goupilles décalées, trous d'huile, gros filets | Fatigue des filets + mouture des tourillons |
| Arbre à cames | Temps de mouvement de la vanne/actionneur | Lobes profilés, portant des tourillons | Profil de lobe + dureté |
| Arbre creux | Coupe la masse, augmente la rigidité en fonction du poids | Alésage alésé ou percé au pistolet, contrôle mural | Concentration murale |
La ligne de fond : un arbre moteur vit ou meurt sur la concentricité et l'équilibre, un arbre d'entraînement automobile sur la fatigue, et un engrenage ou un arbre de sortie sur la propreté de ses cannelures et tourillons partagent un axe Ne sur-concevez pas, et ne payez pas trop cher pour les tolérances le travail jamais nécessaire.
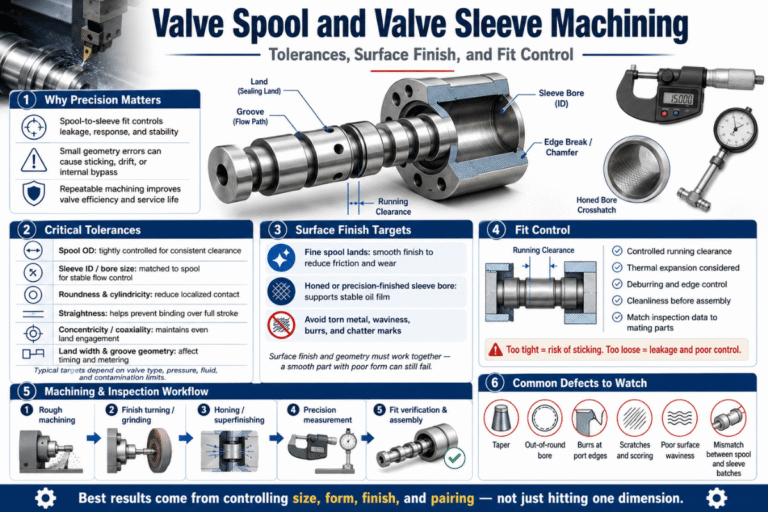
Un arbre n'est pas fait à partir de l'extrémité d'une barre en un seul passage, il se déplace dans une séquence étape par étape dictée par la géométrie (simple vs étagé vs élancé), le matériau (doux vs dur) et l'ajustement (distance lâche vs serrée).L'itinéraire commun à la plupart des arbres de précision suit le modèle ci-dessous, la route de processus d'arbre à 5 étages :
| Scène | Ce qui se passe | Pourquoi ça compte |
|---|---|---|
| 1. Tournage brutal | Visage, perceuse centrale et rugueux de chaque diamètre entre les centres | Enlève le matériau en vrac ; définit la ligne centrale de travail |
| 2. Finir de tourner | Apportez des diamètres, des épaules, des chanfreins et des filets à une taille presque nette | Établit la géométrie et la concentricité dans une seule configuration |
| 3. Usinage des caractéristiques | Clés/plats de broyage, cannelures de plaques de cuisson ou de broches, trous de forage, fils coupés | Ajoute des fonctionnalités de transfert de couple et d'assemblage |
| 4. Traitement thermique | Durci, durci ou durci par induction, puis tempérament | Renforce la résistance et la résistance à l'usure, mais déforme la pièce |
| 5. Broyage/finition | Tourillons de roulement à meule cylindrique ou sans centre jusqu'à la taille finale | Récupére la tolérance perdue lors du traitement thermique ; définit la finition de surface |
Il y a une raison pour laquelle les arbres sont usinés doux, durcis, puis broyés en dernier : le traitement thermique déplace les dimensions. La référence métallurgique américaine Défaillances des arbres de ASM International répertorie les fissures de trempe et la distorsion de traitement thermique parmi les défauts de fabrication d'arbre les plus courants. L'étape de finition-broyage existe en grande partie pour corriger cette distorsion, non seulement pour polir la surface, la sauter sur un tourillon durci et l'ajustement du roulement dérive hors de tolérance.
Prenez un arbre étagé avec deux tourillons de roulement et une extrémité de sortie clavetée La barre, choisie légèrement plus grande que le plus grand diamètre, est serrée dans une pince sur un Tournage CNC centre, face et percé au centre Le plus grand diamètre est d'abord tourné grossièrement, descendant vers les plus petites marches afin que la pièce reste rigide ; les passes de finition forment alors des épaules et des filets propres.
L'arbre se déplace vers un broyeur pour la rainure de clavette, est traité thermiquement si le service l'exige, et enfin ses tourillons sont meulés à la taille et vérifiés pour le faux-rond sur un CMM avant son expédition Multi-axes usinage par laminoir peut combiner plusieurs de ces étapes en un seul serrage, ce qui améliore la concentricité en supprimant l'erreur de refixation.
Pas toujours. Sources commerciales telles que Usinage de production documenter le tournage dur et le tournage en rotation remplaçant l'opération de meulage sur de nombreux tourillons durcis lorsque la tolérance et la finition le permettent, et Constructeur de moteurs notes c'est “pas toujours nécessaire de broyer un” de vilebrequin à nouveau à la spécification CBN virage dur peut atteindre des finitions de niveau roulement dans un seul chucking, souvent coût de coupe, cependant Atelier d'usinage moderne trouve toujours des gains de broyage pour la rondeur la plus serrée et la crosse la plus dure Le choix est axé sur l'ajustement, pas automatique.
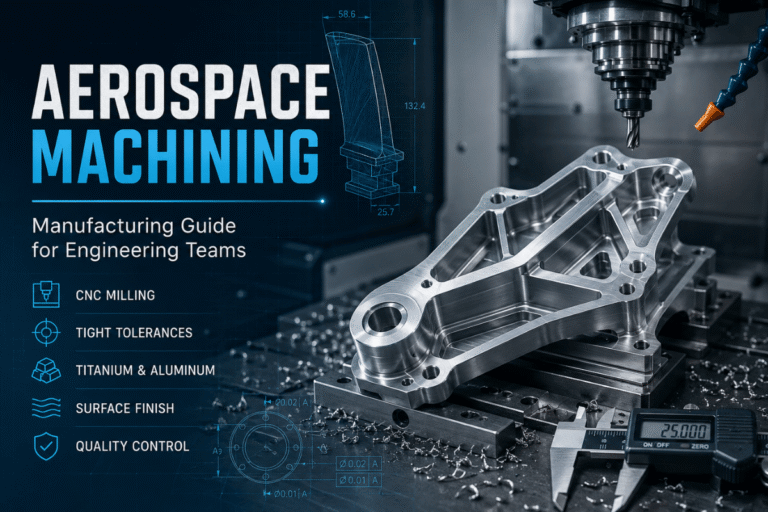
Le matériau définit la base de référence en termes de résistance, de durée de vie en fatigue, de résistance à la corrosion et d'usinabilité, et la plupart des guides concurrents s'arrêtent à “l'acier au carbone est bon marché, l'acier allié est solide.” Le sélecteur de matériau à service de l'arbre ci-dessous place les chiffres derrière le choix. (Les valeurs sont des propriétés typiques trempées et trempées pour les qualités nommées ; confirmez-les par rapport aux valeurs certifiées de l'usine de votre fournisseur.)
| Matériel | Tensile (MPa) | Rendement (MPa) | Usinabilité | Service d'arbre le mieux ajusté |
|---|---|---|---|---|
| Acier au carbone 1045 | ~565 | ~310 | Bien | Arbres à usage général et à faible charge |
| Acier allié 4140 | 850–1000 | 655–900 | Modéré | Arbres d'entraînement/sortie des bêtes de travail |
| acier allié 4340 | 1000–1200+ | 740–1050 | Plus dur | Arbres à couple élevé et à haute fatigue |
| 8620 acier cémenté | ~530700 | ~36000 | Bien | Arbres d'engrenages/éclisses (boîtier rigide, noyau résistant) |
| 304 inoxydable | ~515 | ~205 | Gomme | Service de corrosion légère |
| 316 inoxydable | ~515 | ~205 | Gomme | Fûts marins, alimentaires, chimiques |
| inoxydable 17-4PH | ~1070110 | ~1000170 | Modéré | Arbres résistants à la corrosion à haute résistance |
| Ti-6Al-4V titane | ~950100 | ~8801000 | Difficile | Aérospatiale, médical, critique en termes de poids |
| 7075-T6 aluminium | ~572 | ~503 | Excellent | Arbres lumineux à grande vitesse et à faible charge |
| Laiton C360 | ~340070 | ~12510 | Excellent | Petits arbres de précision/instrument |
Pour la plupart des entraînements et arbres de sortie à couple élevé, la réponse est 4140 ou 4340. AISI 4140 atteint 65590 MPa rendement après trempe et revenu, machines plus facilement, et peut être durci par induction pour un tourillon résistant à l'usure, c'est la valeur par défaut pour la plupart des arbres de puissance industriels.
L'AISI 4340 ajoute du nickel pour une ténacité à cœur extra-élevée (rendement d'environ 740-1050 MPa et bien au-delà avec un traitement spécialisé), ce qui en vaut la peine pour l'usinage haut de gamme et dur sur les arbres les plus critiques en fatigue et chargés par choc ; bien qu'il coûte plus cher et use les fraises plus rapidement Si la corrosion est également un problème, 17-4 PH atteint une résistance en acier quasi allié avec des qualités inoxydables. Faites correspondre la qualité à la tâche plutôt que de la surspécifier : un arbre 1045 qui fait le travail est meilleur qu'un arbre 4340 qui facture la résistance que l'application ne permet jamais.
Lecreator machines tous ces en interne, de stock d'arbre en acier inoxydable au titane et au aciers au carbone et alliés cela constitue la plupart des puits de production.

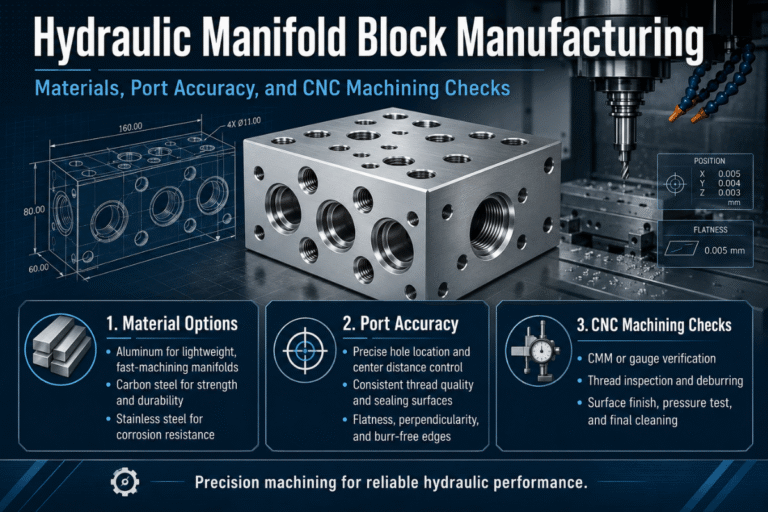
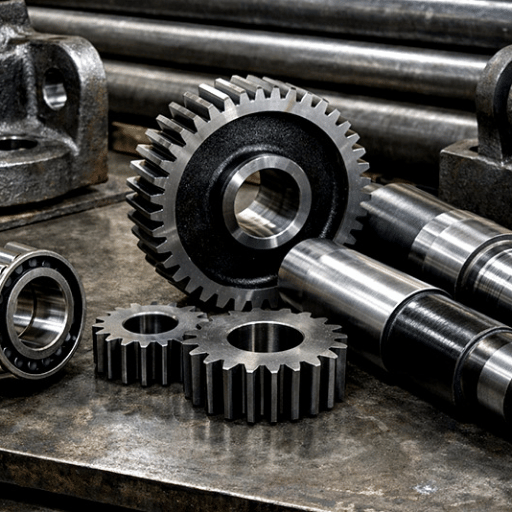
Les caractéristiques sont précisément l'endroit où une barre ronde se transforme en un arbre fonctionnel - et où elle s'avère le plus souvent être un point faible. Les rainures, cannelures, épaulements et rainures transféreront le couple dans et à travers elles, mais sont des sites de concentration de contraintes qui peuvent initier des fissures de fatigue dans les arbres en rotation. Une étude par éléments finis de facteurs de concentration de contraintes dans les rainures de clavette de l'arbre confirme que les élévateurs de contraintes géométriques localisés dominent la conception en fatigue, donc la manière dont une caractéristique est usinée compte autant que cela existe.
| Caractéristique | Processus | Fatigue/point de montre de qualité |
|---|---|---|
| Clé | Moulin d'extrémité ou broche | Rayon les coins, les extrémités des rainures des clés sont des origines de fissures |
| Spline externe | Hobbing, fraisage ou roulement de type fil | Tolérance de forme/pas ; le roulement ajoute la résistance à la fatigue |
| Spline interne | Brochage ou mise en forme | Alignement des dents sur l'axe de l'alésage |
| Fil | Tournage ou filetage monopoint | Ne jamais porter de couple sur les filetages ; rouler pour la durée de vie en fatigue |
| Dents d'engrenage | Plaquage des engrenages | Filet racine + concentricité dent à journal |
| Caractéristiques sur le stock durci | ÉDM filaire | Aucune force de coupe ni distorsion affectée par la chaleur |
Les clavettes sont généralement coupées avec un fraisage d'extrémité sur un Moulin CNC pour les petites quantités ou brochées pour la production en série, et tolérées selon les normes clés ANSI B17.1 (pouce) ou ISO/DIN Les cannelures sont fraisées ou façonnées par taillage pour les dents coupées, ou formées à froid au lieu de couper ; ce travail à froid crée un écrouissage sur les flancs, conduisant à une résistance à la fatigue plus élevée.
Sur les arbres entièrement durcis - où le fraisage ou la taillage développeraient un broutage ou un grillage, l'EDM coupe la rainure ou la cannelure sans aucune force mécanique. Parmi toutes ces options, l'endroit où le plus d'attention et de concentration doit être dirigé est le rayon interne : un coin interne pointu amplifie la contrainte locale et constitue l'emplacement classique pour qu'un arbre chargé se brise.
La concentricité entre les tourillons de roulement sur un arbre usiné est généralement maintenue à 0,005 mm TIR et une fois que le rapport longueur/diamètre (L/D) d'un arbre dépasse environ 10 :1, le point exact dépend de la rigidité du matériau et de la tolérance. demandée, la déflexion force l'utilisation d'un repos régulier ou d'un usinage entre les centres pour maintenir la taille. Deux normes différentes régissent ces chiffres, et les confondre est une erreur courante : ISO 286 couvre les tailles et les ajustements de diamètre (les classes h6/g6/k6 sur un journal), tandis que la forme et le faux-rond, la concentricité, le faux-rond total, la rectitude, appartiennent à la famille GD & T ISO 1101. appeler un journal comme“Ø20 g6” pour l'ajustement et un symbole de faux-rond pour le spin, pas l'un à la place de l'autre.
| Rapport L/D | Stratégie d'actionnariat | Résultat pratique |
|---|---|---|
| Jusqu'à ~8 :1 | Chuck (cantilever) tournant | Rigide ; tolérance serrée simple |
| ~8h1 à 20h1 | Entre centres + stable/suivre le repos | Contrôle la déviation et le broutage ;“challenge” |
| >30 :1 (extra-long) | Entre centres, repos multiples, alimentations réduites | Vis à plomb, rouleaux de broyage ; finition-broyage pour la rectitude |
Un arbre élancé agit comme une règle souple : la poussée de la coupe l'éloigne de l'outil, de sorte qu'il devient gras au centre et se rétrécit jusqu'aux extrémités. En ajoutant un repos constant, placez un point de contact à mi-chemin de la tige (un repos de suivi entre en contact avec l'outil) ; il raccourcit la portée non supportée, réduisant ainsi la déviation.
Machinistes sur Machiniste Pratique expliquer en utilisant des appuis stables sur des surfaces tournées avec précision, pour contrôler le porte-à-faux de l'arbre et le L/D. Encore mieux : le chauffage pendant les longs cycles d'usinage élargira le centre de la pièce ; cette expansion et les vitesses critiques des arbres sur les moteurs, pompes et broches à grande vitesse limitent la minceur de la conception avant la vibration.
Ne vous efforcez pas d'obtenir une perfection impossible Donner à chaque diamètre des tolérances plus serrées gonfle les temps d'inspection et de meulage mais n'a aucun effet pratique Des tolérances inférieures à 0,01 mm doivent être réservées aux roulements et aux joints ; les longueurs non critiques peuvent utiliser les tolérances ISO 2768 plus courantes Généralement, les tolérances cylindriques-meulage sur un diamètre d'environ ±110 µm, avec une surface se termine à environ Ra 0,2 µm, à un coût toujours croissant.

Une bonne conception d'arbre réduit le coût et le temps que vous passez au tour La méthode classique, exposée dans celle de Shigley Arbres et composants d'arbre et codifié historiquement dans ANSI/ASME B106.1 M (la norme de transmission-arbre de 1985, maintenant retirée mais encore largement référencée) 1'arbre des charges et des contraintes de fatigue il doit survivre Les principes clés : X (nt) : X (nt) : X (nt) : X (nt) (nt) (nt) (nt) (nt) (nt) (nt) (nt) (nt) : (nt) : 1985 : : 1980000000000000000000000000000000000000000000000000000000000000000000 0 0000 0 0000000 000000000000 0 00000000000 000000 0 0 0 00000000000000000000000000000000000 0 0 0 0 0 000000000
Pour l'autorité derrière ces règles, le Notes de conception de machines de l'Institut polytechnique de Worcester et l'enquête en mode défaillance de Université municipale de Hong Kong les défaillances des arbres remontent à la géométrie et aux décisions de traitement thermique prises au stade de la conception.

Le traitement thermique et la finition sont les endroits où un arbre gagne sa dureté, sa durée de vie et sa tolérance finale La séquence lit presque toujours machine douce → traitement thermique → broyer dur, car le durcissement déforme la pièce et le broyage restaure ensuite la taille.
| Processus | Résultat | Quand utiliser |
|---|---|---|
| Durcissement par induction | Boîtier rigide ~ 50 HRC 60, noyau résistant | Tourillons de roulement, dents d'arbre de transmission |
| Cémentation (carburation) | Peau résistante à l'usure sur noyau dur | 8620 arbres d'engrenage/spline |
| Grâce au durcissement + au revenu | Force uniforme à travers la section | Arbres de puissance 4140/4340 |
| Nitruration | Surface très dure, faible distorsion | Arbres de précision qui ne peuvent pas être beaucoup remis à la terre |
| Rectification cylindrique/sans centre | ±11 µm de taille Ra à ~0,2 µm | Taille et finition du journal final |
| Stock chrome dur/TG&P | Usure + surface de corrosion ; stock précis | Tiges hydrauliques, arbres linéaires |
“Nous ne recherchons jamais la taille finale d'un tourillon durci avant le traitement thermique, nous expliquons un machiniste d'un fournisseur d'engrenages. ”Nous laissons beaucoup de place pour le broyage après le traitement thermique et faisons fonctionner un broyeur cylindrique pour le ramener Essayer de maintenir vos tolérances au stade doux et de le garder ainsi à travers la trempe est l'endroit où les pièces deviennent des déchets.“
Tournage et broyage du plomb, Lecreator
Où un arbre s'associe à un alésage de précision, concentrique affûtage sur l'alésage se termine l'ajustement de la“ other side.”

Le prix d'usinage de l'arbre n'est pas linéaire ; il augmente rapidement à mesure que le matériau, la longueur, la tolérance et la complexité dépassent le tournage standard.“ Les principaux facteurs de coût sont : la qualité du matériau et le traitement thermique ; Rapport L/D et stratégie de maintien du travail qui en résulte ; tolérance, bande de finition de surface cible ; complexité des caractéristiques (claviers, cannelures, trous transversaux) ; exigences d'inspection ; et la taille du lot, qui répartit le coût de configuration sur plus de pièces. Un tourillon de sol de qualité roulement sur un arbre 4340 avec un L/D de 20 :1 coûte un univers totalement différent de celui d'une simple tige 1045.
Sur les facteurs que les acheteurs pèsent réellement : dans notre propre travail sur puits, Lecreator détient les meilleures tolérances au sol de ±0,005 mm et un taux de défauts de 0,021TP3 T sur plus de 50 000 projets livrés, avec une inspection de 1001TP3 T sur les cycles de production Pour les travaux d'origine étrangère, le coût au débarquement est la mesure à utiliser - un devis FOB typique de $5 000 arrive en possession du client DDP à sa porte à peu près au niveau d'un prix typique de $7 425 DDP lorsque vous prenez en compte le prix de 25130000 FTP fiable usinage supérieur et supérieur à 155 usinage supérieur à (5015).
Sélectionnez un fournisseur d'arbre en fonction de sa capacité à conserver la géométrie, reproduisez-le et documentez-le - pas sur le titre “priceprice.” Les pièces longues et fines ne sont pas impitoyables et révèlent facilement des configurations faibles (taper, bavardage, dérive de diamètre), alors renseignez-vous sur la capacité L/D et consultez les rapports d'inspection avant de décider de vos tolérances d'ajustement des roulements - pas après. Un atelier avec des opérations intégrées de tournage et un épuisement garanti par tirage au sort offrira un retouche beaucoup moins coûteux que les devis à faible débit pour les pièces non documentées.
Demander un devis d'usinage d'arbre →
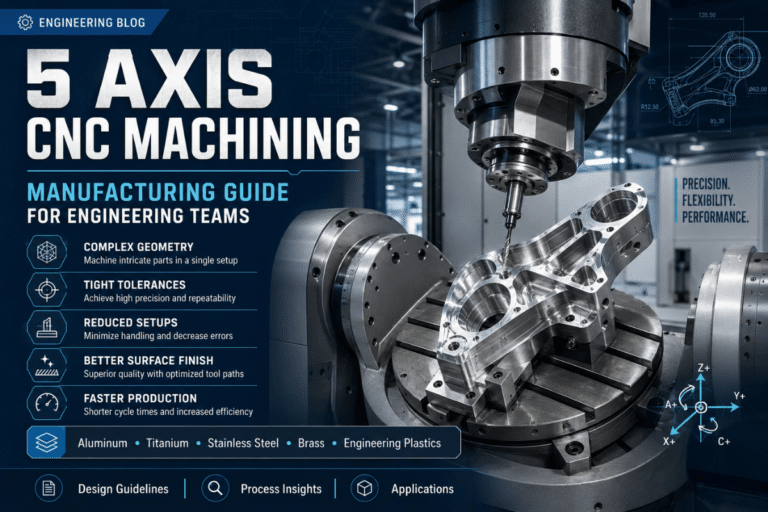
La demande d'arbres usinés suit les tendances générales des produits tournés avec précision, avec une taille de marché mondiale proche d'un TCAC de 6,0 à 6,41TP3 T jusqu'en 2034-2035, selon les rapports de Precedence Research et Marché.us (y compris les arbres et les broches de précision en tant que leader de la classe de produits) ; une fabrication de précision plus large s'élève à ~81TP3 T comme prévu par Grand View Research Dans l'atelier, considérez ces trois thèmes technologiques de 2026 pertinents pour les arbres : CAM pilotée par l'IA qui adapte les chemins pour les pièces minces pour lutter contre le broutage ; simulations numériques jumelles pour la prédiction de la déflexion ; et consolidation du laminoir et virage dur CBN pour réduire les étapes, améliorer la concentricité Conseils pratiques : pour les programmes de développement de puits de 2026, Concevoir aux exigences ISO 1101 GD ; discuter si le tournage dur pourrait éliminer le meulage dans votre tolérance ; et utiliser un fournisseur de travail ; et utiliser un fournisseur avec des inspections automatisées.
Lorsque de longs arbres minces avec un rapport longueur/diamètre élevé se plient excessivement en raison de la force de coupe, soutenez-le avec un repos constant ou suivez le repos au lieu d'essayer de pousser à travers le“, diminuez les débits d'alimentation et utilisez des outils de coupe très tranchants pour minimiser la force, ou ajoutez étapes d'ébauche avant de terminer la coupe pour retirer les sections progressivement, soutenant ainsi une plus grande partie de la tige.
Ces supports deviennent nécessaires au-delà de L/D d'environ 10 :1. avec des rapports très élevés (L/D > 30 :1), ils deviennent la catégorie d'arbre de“ ”extra-long où l'arbre est généralement meulé à dimension après traitement thermique pour corriger la distorsion du traitement thermique. Au-delà de l'étage de la machine, les arbres à grande vitesse très longs seront également limités par leur vitesse critique, dictée par la tendance du tourbillon de rotation à prendre le relais indépendamment de la précision et de la capacité de rotation, faisant de la déviation un facteur principal pour la machine en marche, plutôt que statique.
Le retournement typique pour un arbre fini dépend de la complexité des dimensions, si un durcissement et un meulage sont nécessaires, et du volume de production. Un simple arbre tourné peut ne nécessiter que quelques jours, alors qu'un arbre durci et meulé avec de multiples caractéristiques prend plus de temps à mesure que le traitement thermique et le meulage sont des processus ajoutés.
Lecreator peut redresser des prototypes en quelques jours, avec un devis en moins de 24 heures, et des puits de production disponibles à partir de cette période.
Ce guide reflète le travail quotidien de Lecreator en tournant et en meulant les arbres de sortie, d'entrée, de moteur et d'engrenage des arbres 1045, 4140, 4340, en acier inoxydable et en titane, où nous détenons les meilleures tolérances au sol de ±0,005 mm avec une inspection 1001TP3 T. Les chiffres de tolérance, de matériau et de processus sont recoupés avec les références de conception de machine (Shigley, WPI, ASM International) et les normes actuelles (ISO 286, ISO 1101, ASME Y14.5-2018). Révisé par l'équipe technique du créateur.