


Service de soutien, professionnel et axé sur le client
Entrez en contact avec Lecreator Company
Des prototypes à la production à grande échelle, nous avons ce qu'il vous faut.


Un tour suisse (en anglais swiss lathe) également appelé tour de poupée coulissante ou tour de type swiss (en anglais swiss type lathe) est une machine de tournage CNC construite pour produire des pièces de petit diamètre et de haute précision qui dévieraient et tomberaient en panne sur un tour conventionnel La crosse de barre avance à travers une douille de guidage de précision-sol tandis que les outils de coupe fixes travaillent à moins de fractions de pouce de ce point de support Le résultat : tolérances aussi serrées que 0,0001 sur les pièces avec des rapports longueur/diamètre un tour à tête fixe ne peut tout simplement pas gérer.
Ce guide traite de la façon dont les tours suisses fonctionnent mécaniquement, de ce qui les sépare des centres de tournage CNC standard, des spécifications techniques, des matériaux compatibles, des cinq marques leaders, et d'un cadre de décision pratique pour déterminer quand l'usinage suisse est le bon choix pour vos pièces de Lecreator Services d'usinage CNC incluez le tournage de type suisse pour les applications médicales, aérospatiales et industrielles de précision.
Spécifications rapides : Swiss Lathe
| Plage de diamètre du stock de bar | 2 mm 38 mm (modèles de production standard) |
| Tolérances réalisables | ±0,0001″1±0,0002″ |
| Nombre d'axes | 7 13 axes (v 2 5 sur tours CNC conventionnels) |
| Rapport L : D maximum | Jusqu'à 20 :1 sans déflexion |
| Liquide de refroidissement primaire | Huile haute lubrification, capacité thermique inférieure |
| Type de poupée | Le glissement vers des outils fixes avance le long de l'axe Z |
| Exigence de stock de bar | Stock de masse SMQ (Screw Machine Quality) pour le mode de bague de guidage |
L'histoire du tour suisse remonte aux années 1870, lorsque l'horloger Jakob Schweizer en Suisse a conçu un tour avec une poupée coulissante pour résoudre un problème qui définissait la fabrication de précision à l'époque : comment produire des arbres fins et minces pour les montres de poche sans que la pièce ne soit fouettée hors axe à des vitesses de broche élevées. Les tours conventionnels de l'époque fixaient la pièce à usiner et déplaçaient l'outil fin pour les pièces courtes et rigides, mais inutiles pour les tiges délicates et les arbres qu'exige une montre mécanique.
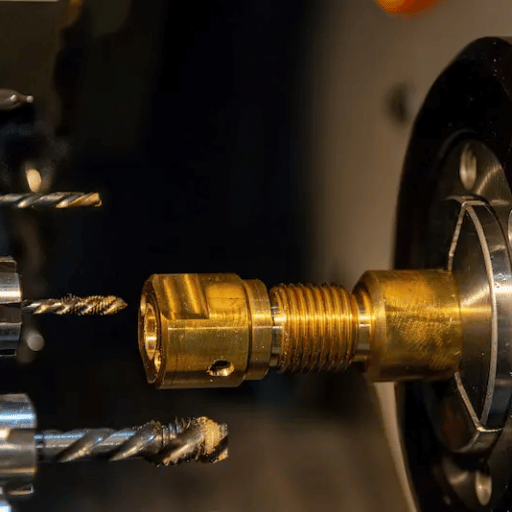
La solution de Schweizer consistait à alimenter le stock de barres à travers une bague de guidage bien ajustée et à faire glisser la poupée le long de l'axe Z, faisant avancer le matériau frais à mesure que chaque section usinée se libérait. Les outils de coupe sont restés fixes ; la pièce bougeait.
Cela maintenait l'action de coupe à une fraction de pouce du point de support de la bague de guidage (guide bushing support point) éliminant le porte-à-faux qui provoquait la déflexion En une décennie de son introduction, le concept s'était répandu à travers la ceinture horlogère suisse (Switzerland's watchmaking) faisant des tours automatiques un luminaire standard dans le style suisse de fabrication de machines à vis de précision Dans les années 1960, avec des systèmes de commande CNC rendant pratiques les programmes multi-axes, les tours de type suisse étaient entrés dans la fabrication industrielle bien au-delà de l'horlogerie.
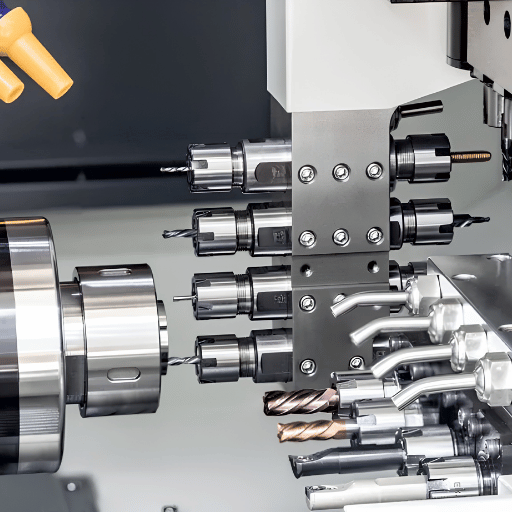
La machine suisse CNC d'aujourd'hui fonctionne exactement sur le même principe Schweizer, mis à l'échelle pour la production multi-axes Chaque tour CNC de type suisse (en) (en anglais : Swiss-type CNC swiss) de bureau à cellule de production de tours CNC de type suisse (en anglais : full swiss-type CNC) partage deux caractéristiques structurelles : la tête coulissante qui fait avancer la pièce le long de l'axe Z, et le système de bagues de guidage (en anglais guid baring barling system) comprenant des pinces durcies et des bagues de forage (en anglais bushings) qui supporte la pièce à couper au point.
Tout le reste : la sous-broche de l'outil gang, la plaque d'alimentation de la barre, les axes d'alimentation de l'outil live sont construits autour de ce mécanisme central plus rapidement, plus capable et plus autonome.
Le cycle de fonctionnement sur un tour de type suisse suit une séquence répétitive.
Un alimentateur à servomoteur charge une longueur de barre de 12 pieds dans la machine La barre passe à travers la pince de la poupée coulissante et s'étend à travers la douille de guidage dans la zone de coupe La broche fait tourner la barre à RPM élevé tandis que l'ensemble poupée et toute la barre avance le long de l'axe Z.
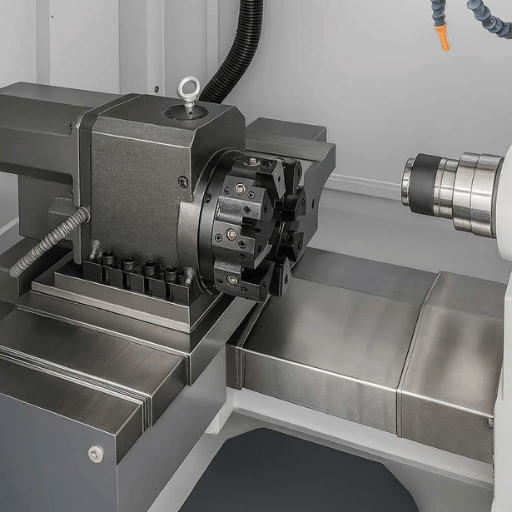
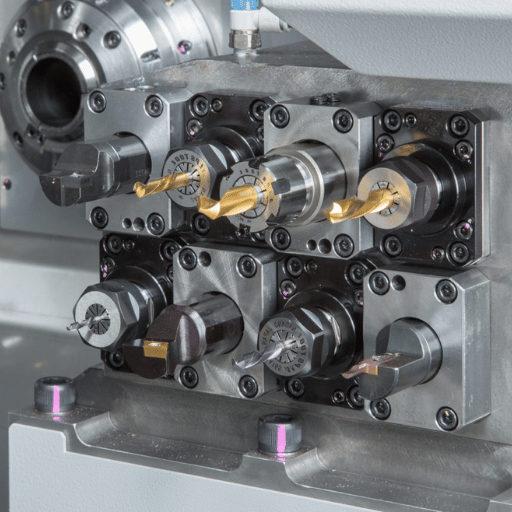
Les outils de coupe sont montés sur des plaques mobiles fixes ou des tourelles positionnées immédiatement devant la douille de guidage, travaillant la pièce lorsqu'elle y pénètre.
C'est une inversion fondamentale de la prémisse normale du tour Sur un tour CNC conventionnel, vous maintenez la pièce immobile et l'outil se déplace sur sa longueur Avec un tour suisse, vous gardez les outils de coupe et la glissière de rétrotravail suisse fixés dans l'espace par rapport à la bague de guidage, tandis que la pièce passe à travers la bague de guidage (qui ressemble à une longue pince) au point de coupe Le support vient du système de bague de guidage positionné juste 0020« , bord de coupe 0080 »élimination de l'overhang qui provoque une déviation de la pièce sur une tête fixe n'a pas d'importance de la longueur de la pièce terminée.
La plupart des modèles les plus récents et les plus populaires incluent une configuration à double broche Après avoir découpé la séquence d'usinage côté avant sur une pièce, la sous-broche tire la pièce libre de la barre avec un outil de coupe et effectue toutes les opérations de perçage, fraisage, filetage ou chanfreinage côté arrière sur l'extrémité de la pièce qui était autrefois emprisonnée dans la pince de broche principale, tout en alimentant simultanément la matière première de la nouvelle pièce à travers la bague de guidage et en position pour le cycle côté avant Après le rétrotravail, la sous-broche libère la pièce et elle tombe dans un plateau de collecte Avec ces modèles, le cycle d'une pièce finie est terminé, et une nouvelle pièce avant-traite le cycle d'intervention est nécessaire.
Cependant, pour profiter pleinement du porte-à-faux court non pris en charge que la glissière d'outil peut fournir sur les modèles suisses les plus récents, ils peuvent souvent être équipés d'aucune bague de guidage (également connue sous le nom de “chucker mode”). Lorsqu'une pièce n'a pas trop de L/D, une norme généralement acceptée est que les pièces ont un L/D de 3 :1 ou moins lorsqu'elles ne fonctionnent pas, il n'y a pas suffisamment d'outil en porte-à-faux et d'extension de pièce pour que ce type de problème de porte-à-faux se présente. Nous tournons les pièces plus de 30 ou 40 fois notre diamètre, selon“, nous battons un ingénieur commercial pour un fabricant de démarrage suisse, mais courons le support, nous achetons et le supportons le support suisse.”
Les bagues de guidage sont rotatives ou fixes Le type fixe (stationnaire) est requis lorsque la plus grande précision (±0,0005 « ou plus serré) est indispensable, tandis que les bagues de guidage rotatives sont le choix le plus courant pour les travaux de production normaux, empêchant la bague de guidage en acier d'encrasser le stock sous tension lors de son rotation Des bagues de guidage stationnaires peuvent être utilisées dans des applications spéciales où les tolérances sont de 0,0005 et un support de travail extrêmement rigide doit être assuré en éliminant tout jeu rotatif dans la bague de guidage rotative. Les bagues de guidage rotatives tournent avec la barre sur les roulements.
📐 Note d'ingénierie : Guide Bushing & SMQ Stock
Machine à vis SMQ Un stock de barres de terre de qualité est requis lors du fonctionnement d'une machine en mode de bague de guidage Utilisez uniquement un stock de barres SMQ car le stock fini à froid vacillera à des vitesses élevées, ce qui entraînera une finition et des dimensions incohérentes et une durée de vie réduite de la bague de guidage Faites fonctionner l'ID d'alésage de votre bague de guidage à moins de 0,0002 “ de la barre OD (.4375 bar avec une bague de guidage de 0,4375). Si le diamètre de votre barre est supérieur à 0002 ”.0002 ID de barre d'alimentation.

Lorsque l'on compare les machines cnc suisses à un tour standard, les deux types de machines peuvent produire des pièces à tolérance serrée mais ils accomplissent cela avec des approches de conception fondamentalement différentes Par rapport aux tours conventionnels, les machines de type suisse donnent la priorité à la précision et à l'efficacité sur une géométrie élancée et à L : D élevé ; les centres de tournage conventionnels sont mieux adaptés au travail court et de grand diamètre Le bon choix dépend de la géométrie des pièces et du profil de volume, pas simplement de la cible de tolérance Pour comprendre une perspective plus large de la sélection des processus CNC, veuillez vous référer à notre guide intitulé Choisir entre Fraisage CNC et tournage CNC.
| Dimension | Tour suisse (poupée coulissante) | Tour CNC conventionnel (Tête fixe) |
|---|---|---|
| Poupée | Glisse le long de l'axe Z ; la pièce avance dans les outils | Fixé ; l'outil de coupe traverse la longueur de la pièce |
| Guidage | Présente la pièce à usiner 0,020« , 0,080 » à partir du point de coupe | Absente, pièce en porte-à-faux provenant du mandrin |
| Nombre d'axes | 7 axes 3 (opérations multi-axes simultanées) | 2 axes (opérations séquentielles, plus de configurations nécessaires) |
| Capacité L : D | Jusqu'à 20 :1 sans déflexion | Les problèmes de déflexion commencent au-dessus du rapport L : D de 4 :1 |
| Type de liquide de refroidissement | Huile lubrifiante élevée, réduit l'usure des outils | Emulsion à base d'eau : meilleure dissipation thermique |
| Temps de cycle (pièces complexes) | Les haches multiples plus rapides fonctionnent simultanément par passe | Slower chaque opération s'exécute séquentiellement |
| Exigence de stock de bar | SMQ/stock au sol requis pour le mode de bague de guidage | Barre finie à froid standard acceptable |
Aucune des deux machines n'a le bord sur l'autre Les deux sont l'outil approprié pour un ensemble donné de géométrie et de profils de volume Un tour suisse a le bord sur une CNC à tête fixe conventionnelle si : rapport L : D est supérieur à 3 :1.
Tolérance entre 0,0005 et 0,0001. la géométrie de la pièce mélange les caractéristiques tournées et fraisées Le volume de production justifie le temps de configuration plus long.
Une machine CNC à tête fixe conventionnelle a l'avantage sur une machine suisse si : Le diamètre est supérieur à 38 mm. La géométrie est de type court stabby où le support de la bague de guidage est inutile. Travaux à faible volume de virage rapide.
Sinon, la douille de guidage n'a aucun avantage en déflexion si la pièce est suffisamment courte pour être maintenue de manière stable dans la machine.
Lors de la soumission de votre Demande de Devis ou de la mise en place d'une pièce à vérifier pour la Conception pour la Fabrication (DFM) pour les machines suisses, la connaissance des paramètres de tolérance souhaités et des plages pour votre pièce tournée serait beaucoup plus utile que les descriptions générales des tolérances de production sur les Machines CNC modernes de type suisse est représentée dans le tableau ci-dessous : Pour les appels de tolérance spécifiques à l'aluminium sur les pièces tournées, voir tolérances d'usinage CNC en aluminium et normes de rugosité de surface pour les pièces CNC.
| Paramètre | Plage/Valeur | Remarques |
|---|---|---|
| Diamètre de la barre (max) | 2 mm 38 mm | 32 mm les plus courants ; 38 mm sur les modèles Tornos et Hanwha XD38 |
| Tolérance dimensionnelle | ±0,0001″1±0,0002″ | Nécessite un stock SMQ et une bague de guidage correctement ajustée |
| Rapport L : D | 3 :1 min → 20 :1 max | En dessous de 3 :1, le tour CNC conventionnel est généralement suffisant |
| Nombre d'axes | 7 13 axes | Le multi-axe simultané permet des géométries de pièces complexes dans une seule configuration |
| Dégagement de la douille de guidage | ±0,0002″ ou mieux | Doit être adapté à la barre OD pour un fonctionnement sans voile |
| Temps d'installation | 1 8 heures | Changement de diamètre simple : ~ 1 heure ; programme multi-outils complet : 4 heures sur 8 |
| Finitions typiques de surface | Ra 0,4 1,6 µm (166 µin) | La finition post-usinage n'est souvent pas requise sur les petites pièces tournées en suisse |
📐 Note d'ingénierie : stock de barres SMQ
La barre SMQ est une tolérance étroite produite par une opération de dessin qui présente une tolérance DO de +0,000/.002 environ plus proche de celle du stock de barres finies à froid +/0,005. Un atelier d'usinage utilisant une machine pour une famille de pièces en acier inoxydable a pu réduire les réglages de la bague de guidage à mi-parcours de plus de 801TP3 T lorsqu'il est passé de la barre finie à froid au SMQ. Avant d'être chargé sur une machine, tous les stocks de barres de diamètre excessif doivent être envoyés via une presse redressée.
Les barres désalignées ont tendance à créer des vibrations, à changer de dimensions et à raccourcir la durée de vie des bagues de guidage. Un tel stock de barres à tolérance étroite, d'un type formulé pour les machines suisses CNC, est disponible auprès de producteurs d'acier tels que Carpenter Technologies, d'autres aciéries spécialisées et des centres de services sidérurgiques.
Comprendre les avantages de Swiss usining (en) ; (en) (en) (en) ; (en) (il ajoute le coût plutôt que la valeur (en) (en) : le fait de procéder à un équilibrage garantit que vous ne spécifiez pas trop pour recevoir moins de coûts Pour les applications impliquant spécifiquement de petits composants en aluminium, voir usinage à vis suisse pour petites pièces en aluminium.
✔ Avantages
️️ Limitations
Les puces en aluminium sont signalées par les praticiens de terrain comme le problème opérationnel #1 sur les machines suisses. De longues puces filantes s'enroulent autour du stock de barres et peuvent saisir la bague de guidage, provoquant la destruction des déchets et des bagues de guidage au milieu de la course. Les magasins avec des volumes de pièces en aluminium élevés utilisent des cycles de picorage, un liquide de refroidissement haute pression au niveau de l'outil et une oscillation d'apprentissage servo plus moderne pour faire casser les puces avant de s'accumuler.
Les tours suisses manipulent une gamme exceptionnellement large de matériaux allant du laiton doux d'usinage libre et de l'aluminium aux alliages de titane durs à couper et aux superalliages de nickel tout en délivrant des finitions de surface finea 0.4 (R.4.6 µm) qui réduisent ou éliminent les opérations de finition en aval. Matériaux compatibles :
L'usinage suisse produit les composants complexes qui font fonctionner les systèmes à enjeux élevés aux spécifications Dans des secteurs comme la médecine, l'aérospatiale et l'électronique, l'usinage de petites pièces minces avec des tolérances serrées avec une précision exceptionnelle n'est pas négociable. Chaque application ci-dessous partage le même profil : des géométries complexes combinant tournage et fraisage dans une seule configuration, pour des pièces complexes bien au-delà de la plage de capacités d'un tour traditionnel.
1. Medical devices one vis, broches chirurgicales, connecteurs de cathéter, implants dentaires, fils de neurostimulateur Material 316 L de Titane, SS 316 L, maintenu à des tolérances de 0,0002 pouces ou microns. Usinage CNC de dispositif médical pour les composants implantables, il faut un pas de filetage précis et multi-démarrage sur les caractéristiques des pièces maintenu aux microns sur une série de production de dizaines de milliers de pièces. Les tours suisses le font en un seul cycle sans surveillance.
2. Aérospatiale Raccords de système de carburant, boîtiers de capteurs, connecteurs hydrauliques, fixations structurelles Alliages de titane, Al 7075. production à AS9100. les axes simultanés de Swiss usining éliminent les transferts de fixation qui accumulent l'erreur de position à travers l'usinage conventionnel multi-réglages Pour le contexte spécifique au matériau, voir usinage CNC aérospatial.
3. & Connecteurs Electronique Broches de connecteur, micro-arbres, corps de capteurs, broches de boîtier coaxiales Matériau 360 Al, 606. gamme de diamètres 2-8 mm.La tendance actuelle en matière de miniaturisation électronique consiste à faire passer les broches de connecteur de 3 mm à 1,2 mm-a processus et taille où seul l'usinage suisse peut maintenir des tolérances plus serrées.
4. Automobile & EV & aiguilles d'injecteur de carburant, broches de capteur ABS, composants d'arbre de moteur, broches de connecteur de gestion de batterie Material SS 303, C1018. transition vers la production EV a doublé la demande de machines suisses dans la production de leurs pièces les plus précises - et les nécessite également à des volumes beaucoup plus élevés.
5. Horlogerie Arbres de guear, tiges de couronne, composants d'échappement, essieux de rotor Matériau Alliages de laiton. Gamme de diamètre 0,3-4 mm Travail le plus difficile d'aujourd'hui pour le tournage suisse : produire des pièces avec des tolérances serrées à l'échelle microscopique, tout comme c'était le cas au XIXe siècle, lorsque l'usinage suisse a été lancé pour la première fois pour produire ces détails fins.
6. les armes à feu les broches de tir, les composants de déclenchement, les pièces de porte-boulons, les crans de tampon. Matériau 4140 chromoly acier, SS 17-4 PH. Les fabricants d'armes à feu se tournent vers l'usinage suisse pour répondre à la haute tolérance, petit diamètre, les demandes de pièces rondes inhérentes à de nombreux systèmes de petits bras.
📋 Exemple de cas : production de vis en titane
Par exemple, un fabricant d'implants orthopédiques basé aux États-Unis en 2024 devait accélérer la production de 50 000 vis à os en titane de qualité médicale, de 4 :1 longueur à diamètre, de 0,0002 pouce de pas de filetage, de grade 5. Ils rencontraient de graves problèmes de forme de filetage et glissaient hors spécifications avec les tours CNC conventionnels à 2 axes pendant le cycle de filetage en raison de la déviation de la tige à vis mince. Un passage à un Citizen L20 Swiss avec un stock de barres SMQ Titanium a considérablement réduit leurs déchets de 3,2 % à 0,4 % suisse, ce que l'option de valorisation était uniquement pour cette seule pièce de réglage.
“Les machines suisses d”“Today ne ressemblent en rien aux tout premiers composants tournés suisses d'il y a près de 150 ans, pourtant leur niche reste la même : le tournage précis d'un usinage de petit diamètre, de forme minuscule, multi-axes impossible avec l'usinage conventionnel de”

Cinq fabricants fournissent l'écrasante majorité des tours suisses actuellement en production dans le monde. Chacun possède un héritage technique distinct, contrôle l'architecture et l'application. Les nouvelles machines japonaises exécutent généralement $00,000$400,000 avant la barre d'alimentation, l'outillage, l'installation ; les machines de qualité utilisées à partir de 20152020 offrent une capacité de tolérance comparable à environ un tiers du prix.
| Marque | Origine | Barre Max | Système de contrôle | Meilleur ajustement |
|---|---|---|---|---|
| Citoyen | Japon | 32 mm (42 mm XL) | CINCOM (propriétaire) | Médical, aérospatial ; Casse-puces LFV pour Ti/SS |
| Tsugami | Japon | 32 mm | Fanuc 32i/Mitsubishi M80 | Premier achat de tour suisse ; Familiarité Fanuc, valeur |
| Tornos | Suisse | 32 mm (36 mm XL) | TB-DECO/Fanuc | Horlogerie, aérospatiale ultra-précision, high-mix |
| CNC étoile | Japon | 32 mm | Fanuc /Star SV-20 (modèles plus anciens) | Automobile à grand volume ; connu pour la longévité des machines |
| Hanwha | Corée du Sud | 32 mm (51 mm XD38) | Fanuc | Accessible au budget ; option du plus grand diamètre de barre |
Citoyen (Japon) Contrôle CINCOM priétaire Pro, technologie oscillante LFV qui brise les copeaux de titane et d'acier inoxydable grâce à une vibration contrôlée des outils Premier choix pour les magasins médicaux coupant des matériaux complexes. Tsugami (Japon) « Contrôles basés sur les fanucs » ; systématiquement la machine la plus vendue pour les magasins passant leur première commande suisse. Tornos (Suisse) Contrôle TB-DECO ; leader hérité en horlogerie et peut gérer le stock de barres jusqu'à 36 mm. Star CNC (Japon) (Les étoiles détiennent encore la tolérance sur les modèles plus récents ; connu pour la longévité des machines (années 1990 Stars tenant encore la tolérance dans certains magasins). Hanwha (Corée du Sud) Point d'entrée le plus abordable, certains modèles acceptant le stock de barres de 51 mm. Pour les magasins qui débutent dans le virage suisse, Tsugami et Star offrent le plus large bassin d'opérateurs formés par Fanuc.
“Si vous avez besoin d'un contrôle avancé des copeaux sur des matériaux résistants comme le titane ou l'acier inoxydable de qualité médicale, l'investissement dans un Citizen est facilement justifié par la durée de vie accrue de l'outil et la finition des pièces.
Mais si vous vous lancez tout juste dans l'usinage suisse, il n'y a pas d'entrée plus rapide ou plus facile que de trouver un Tsugami ou un Star entre 12 mm et 25 mm dans les gammes $50,000-$90,000”

5 choses à savoir avant d'acheter un tour suisse Chaque pièce n'a pas sa place dans un tour suisse Si une simple broche ou une simple branche tournée “slug” a une spécification de tolérance serrée et qu'aucun trou ou caractéristique de diamètre extérieur n'est effectué qu'un tour conventionnel ne peut pas réaliser, alors faire glisser cette broche sera presque toujours plus cher. Une partie de cela concerne le coût de mise en place d'un tour suisse et une partie est liée au SMQ (quantité de matériau standard ou quantité minimale de commande en stock). Heureusement, l’industrie s’est largement contentée d’une simple heuristique à 4 conditions appelée règle 3 :1 pour cette décision.
Le rapport de L : D est de 3 :1 (Longueur divisée par Diamètre).Ce rapport marque le point où votre pièce commence à gagner une rigidité suffisante du support de bague de guidage qu'une machine à tête fixe ne peut pas atteindre Cette ligne directrice, où la différence de la pression de l'outil sur les deux machines devient significative et un swiss est définitivement requis (si tout le reste tient), a été affinée au fil des décennies d'expérience dans l'industrie.
💡 La règle 3 :1 : Cadre de sélection du tour suisse
| SI rapport L :D ≥3 :1 | → Le tour suisse recommandé pour le support de bague de guidage permet de réaliser de réelles économies de déflexion |
| diamètre de la barre IF ≤38 mm | → Dimensionnellement compatible avec la capacité de barre de tour suisse |
| Tolérance IF ≤ ±0,0005″ | → Le niveau de précision du tour suisse est requis |
| SI volume ≥ 100 pièces/lot | → L'économie de l'installation est favorable à cette échelle |
| Toutes les 4 conditions remplies | → Candidat suisse fort → demander un devis d'usinage suisse |
| L : D 38 mm | → Le centre de tournage CNC à tête fixe est le bon processus |
| Volume < 50 pcs, géométrie simple | → Le tour à outils vivants ou le tournage conventionnel est plus économique |
Pour un guide opérationnel plus approfondi sur la sélection suisse des processus, voir usinage CNC suisse : quand et pourquoi l'utiliser.
Il convient de noter à propos du volume : pour certains cas avec des spécifications extrêmes (par exemple, les broches orthopédiques sur une pièce de 2015-2020 où le L : D nécessiterait la rigidité d'un swiss à 6 :1 et une tolérance à ±0,0002), la quantité devient sans importance car il n'y a qu'une seule machine qui peut contenir la tolérance Cependant, pour les pièces de géométrie plus simple où un tour suisse et conventionnel pourrait contenir les tolérances requises, la quantité est d'une importance primordiale et, à côté du coût de configuration, déterminera vos économies de coût de fabrication.
La taille minimale viable des emplois varie selon les magasins Alors que 22-100 pièces n'est pas un seuil universel dur, si la complexité ou les tolérances du travail justifient le swiss, certains magasins le feront fonctionner avec plaisir Le facteur décisif est la configuration économique un simple changement d'outil peut prendre moins d'une heure, mais un reprogramme complet de pièces d'outils en direct multi-outils, y compris la validation, peut prendre 4 heures-Temps, en règle générale, si le temps de configuration du pouce représente plus de 25 taux de configuration301TP3 T de valeur totale, vous devriez être à la recherche de la fabrication de tours CNC en direct-outil ou swiss, même pour les tailles de travail vers le bas à cinquante pièces de décalage manuel parce que le temps de réglage sur trois, le temps de montage sur le temps de machine plus élevé, le temps de configuration de machine est nécessaire sur le temps de jeu sur le temps de jeu de jeu de jeu de jeu de jeu de machine plus élevé, le temps de jeu de jeu de jeu de jeu de machine de jeu de machine de jeu de jeu de jeu de jeu de jeu de jeu de machine de travail sur le temps de jeu de jeu de jeu de jeu de jeu de jeu de jeu de jeu de jeu de jeu de jeu de jeu de jeu de jeu de machine de jeu de jeu de jeu de jeu de jeu de travail de.
La capacité d'usinage suisse en 2025-2026 est devenue une contrainte de la chaîne d'approvisionnement à partir d'une orientation de renforcement des capacités C'est une combinaison intéressante de plusieurs tendances du côté de la demande qui se sont réunies en même temps sans compenser le développement du côté de l'offre.
Les données indiquent la même chose sur plusieurs sources Selon l'analyse de TrendX Insights de mai 2026, le marché mondial des tours CNC devrait passer de $12,47 milliards en 2025 à $20,72 milliards d'ici 2034 à un TCAC de 5,8%, avec un rôle significatif des tours de type suisse contribuant à sa croissance. Les marchés du Swiss Turn System, plus précisément, sont évalués à $1,76 milliards en 2024 et devraient atteindre $3,05 milliards d'ici 203959999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999.
Tendance 1-Miniaturisation des dispositifs médicaux : Des ancrages osseux et des composants de cathéter d'administration de médicaments aux fils pour neurostimulateurs, la taille de nombreux dispositifs et composants médicaux modernes pousse et en dessous de 1,5 mm : un seuil de taille critique qui nécessite des centres d'usinage suisses qui s'adaptent aux outils sub-1 mm. Les fabricants d'implants produisant selon la qualité ISO 1485 nécessitent un usinage suisse comme procédé validé selon cette gamme de tailles, non pas une option, mais une exigence stricte pour les principaux équipementiers de dispositifs médicaux.
Tendance 2-EV et électrification automobile : à mesure que l'électrification des véhicules personnels et commerciaux se poursuit, la demande de pièces telles que des capteurs ABS, des composants d'arbre de moteur EV, des broches de connecteur de gestion de batterie et des corps d'électrovanne nécessite toutes précision et répétabilité, ce qui peut être réalisé avec l'usinage suisse. Les équipementiers de niveau 1 exigent de plus en plus la qualification suisse du processus d'usinage comme condition pour la prise en compte de l'approvisionnement. Les exigences de volume sont désormais plusieurs ordres de grandeur supérieures à celles jamais générées par l'industrie horlogère suisse. Pour des développements parallèles en matière de vitesse de fabrication de précision, voir usinage CNC à grande vitesse.
Automatisation Trend 3-Lights-out : La capacité d'automatiser entièrement la fabrication par éclairage (sans surveillance) grâce aux progrès des récupérateurs de pièces et des alimentateurs de barres servo-entraînés avec des centres de tournage suisses modernes transforme les coûts de production L'automatisation de la cellule de fabrication réduit les coûts de main-d'œuvre directe de 40601TP3 pièce par homme, les opérations à double changement de vitesse coupant considérablement les temps d'arrêt de la machine à partir du chargement manuel et réduisant les arrêts imprévus Les petits ateliers sous contrat peuvent atteindre une concurrence par rapport aux coûts auparavant limitée aux fournisseurs de niveau 1 en déployant des outils flexibles pour les cellules de tournage swiss, en optimisant les options d'ouillement pour chaque famille de chaque pièce.
Une décision que les acheteurs de dispositifs médicaux et de véhicules électriques doivent prendre : si votre feuille de route pour les dispositifs médicaux ou les composants de véhicules électriques pour 2026-2027 nécessite un composant conforme à la règle 3 :1, alors sécuriser les fournisseurs d'usinage suisses aujourd'hui avant que les délais de livraison ne se resserrent encore plus. Le jeu opérationnel est prudent. Les délais de livraison dans les ateliers de machines suisses se sont resserrés 15-20% depuis 2023. L’offre n’a pas pu suivre les achats d’équipements.
Une machine de tournage CNC avec une poupée coulissante et une douille de guidage. La barre s'alimente axialement à travers la douille de guidage tandis que les outils fixes sont coupés à 0,020« de la plage de diamètre : 2 mm3 mm.
Jakob Schweizer, horloger dans la Suisse des années 1870, a conçu la poupée coulissante pour produire les arbres fins et précis dont l'industrie horlogère suisse avait besoin Sa conception s'est avérée suffisamment efficace pour un tournage de précision de petit diamètre pour qu'elle se répande mondialement au cours du siècle suivant.“Swiss” fait référence au type de machine, et non au pays de fabrication (aujourd'hui, la plupart des tours suisses sont construits au Japon (Citizen, Tsugami, Star), en Suisse (Tornos), et en Corée du Sud (Hanwha).
Qui sont les 5 grands constructeurs de machines suisses ?
1. Citizen (Japon, possède le bris de puces LFV, contrôle CINCOM) 2. Tsugami (Japon, contrôles Fanuc, point d'entrée à faible coût) 3.
Tornos (Suisse, haute précision, patrimoine horloger, contrôle TB-DECO) 4. Star CNC (Japon, machines longue durée, plus récentes sont Fanuc) 5. Hanwha (Corée du Sud, commandes Fanuc, option abordable qui fonctionne à la barre jusqu'à 2” dans certains cas).
Citizen et Star ont de grandes bases dans le travail médical et aérospatial aux USA Tsugami est souvent le premier tour suisse que vous considéreriez comme un magasin conventionnel démarrant le virage suisse.
Vérifiez la règle 3 :1 en premier lieu la partie L : D ≥3 :1, diamètre ≤38 mm, tolérance≤±0,0005″, volume≥100 pièces/lot ? Si oui, choisissez la marque en fonction de votre matériau primaire et de votre marché : Citoyen pour le traitement médical ou aérospatial avec titane ou inoxydable (technologie LFV pour le contrôle des puces), Tsugami ou Star pour le travail général en atelier avec la plus large expérience opérateur (contrôles Fanuc), Tornos pour l'horlogerie ou tolérances serrées d'origine suisse Vérifiez la disponibilité du service local avant d'acheter une machine $200,0000 avec support local sans prise en journée.
Vis osseuses, broches chirurgicales, connecteurs de cathéter, aiguilles d'injecteur de carburant, broches de connecteur, composants d'arbre de moteur EV, arbres de vitesses de montre et composants d'armes à feu. Toute partie mince tournée de haute précision où L : D dépasse 3 :1 et les tolérances sont de ± 0,0001 ± 0,0002.
Achetez en interne lorsque les pièces de type suisse représentent 40501TP3 T ou plus de votre volume de production, lorsque des tolérances serrées nécessitent un contrôle interne du processus de qualité à des fins de certification (ISO 13485, AS9100), ou lorsque des délais d'exécution externalisés créent un risque de planification en aval dans votre planification de production. Une machine-outil exécutant deux équipes peut se justifier contre des tarifs externalisés dans un délai de 1824 mois à un volume significatif.
Externalisez lorsque les pièces suisses sont accessoires à votre travail de base, lorsque les volumes ne justifient pas un engagement de capital $200,000$400,000, ou lorsque vous êtes encore en cours de validité conceptions de pièces et spécifications de processus d'usinage suisses Contract y compris ceux offrant des services d'usinage CNC complets sont bien adaptés pour les courses de prototypes, la production en faible volume et les pièces de précision en volume où le retour sur investissement n'est pas encore proche De nombreux acheteurs commencent par l'usinage sous contrat pour valider le processus avant de le mettre en interne.
Besoin de pièces de tour suisses usinées ?
Lecreator propose des pièces de précision tournées CNC personnalisées, y compris des tolérances serrées par type suisse et une livraison rapide, avec une prise en charge DFM incluse sans frais.
À propos de ce guide
Ce guide a été recherché et rédigé par l'équipe d'ingénierie de Lecreator avec une expertise directe dans l'usinage CNC de type suisse pour les dispositifs médicaux, l'aérospatiale et l'industrie de précision. Nos applications de points de données : diamètres des barres, plages de tolérance, temps de cycle et spécifications du fabricant (ont été vérifiées par rapport à la documentation du fabricant, aux sources des praticiens de l'industrie et aux articles publiés. Lecreator exploite des centres de tournage suisses produisant des composants complexes de haute précision sur les métaux, les plastiques et les alliages de titane, avec une précision et une répétabilité validées à ±0,0001 « par qualification de production. Pour des questions spécifiques à une partie, contactez nos ingénieurs d'applications ».
Révisé par Lecreator Engineering Team









